Результат интеллектуальной деятельности: ПЕРЕМЕЩАЕМЫЕ ВРУЧНУЮ КЛЕЩИ ЛАЗЕРНОЙ СВАРКИ
Вид РИД
Изобретение
ПЕРЕМЕШАЕМЫЕ ВРУЧНУЮ КЛЕШИ ЛАЗЕРНОЙ СВАРКИ
ОПИСАНИЕ
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к перемещаемым вручную сварочным клещам для формирования сварного шва и, в частности, к перемещаемым вручную сварочным клещам, оборудованным волоконным лазером. Еще более конкретно, настоящее изобретение относится к перемещаемым вручную сварочным клещам, оборудованным волоконным лазером, усовершенствованной системой подачи лазерного луча, характеризующейся высокой устойчивостью к механическим нагрузкам и малой массой, эффективной системой отвода отходов сварки и системой контроля качества сварного шва.
Предшествующий уровень техники настоящего изобретения
Сварку обычно используют в качестве способа соединения нескольких металлических деталей или листовых материалов между собой в совокупность деталей. К широко распространенным традиционным способам сварки относятся, например, дуговая сварка и контактная точечная сварка. Совсем недавно была разработана технология лазерной сварки, которая имеет несколько преимуществ по сравнению с традиционными способами сварки. Например, точная фокусировка лазерного луча характеризуется концентрацией энергии, обеспечивающей более быструю сварку с меньшим нагревом окружающих областей деталей.
Точная автоматизированная или ручная сварка может быть осуществлена при помощи прецизионных промышленных лазеров, исключающих возможные опасности разрушения под действием тепла и теплового напряжения сложных конструктивных материалов. Известные сварочные клещи лазерной точечной сварки и лазерной шовной сварки содержат прецизионные узлы, герметичные узлы, реагирующие на давление, и прочие узлы уникальной конструкции. Таким образом, конструкция лазерного сварочного аппарата не является простой и характеризуется необходимостью решения нескольких проблем, описанных ниже.
Одна из этих проблем связана со сложной геометрической конфигурацией свариваемых заготовок. Например, панели кузова автомобиля доставляют на сварочную станцию, где захватная система удерживает эти панели кузова при выполнении сварочных операций. В силу конфигурации некоторых свариваемых деталей определенные сварочные клещи нельзя использовать из-за ограниченного пространства, недостаточного для необходимого перемещения и правильного функционирования этих сварочных клещей. Для предельного увеличения производительности и эффективности на одной сварочной станции приходится использовать несколько конфигураций сварочных клещей в зависимости от конфигурации, скорости и стоимости сварочных клещей. Такой подход может характеризоваться сниженной эффективностью и высокими затратами.
Таким образом, актуальна задача создания компактных легких устойчивых к механическим нагрузкам перемещаемых вручную клещей лазерной сварки, в силу своей конфигурации характеризующихся по существу отсутствием необходимости использования нескольких сварочных клещей.
Другая проблема связана с типом лазера, обычно используемого для сварки: углекислотного и Nd:YAG-лазера (твердотельный лазер с активной средой из алюмоиттриевого граната, легированного ионами неодима). Лазеры обоих этих типов работают в невидимом глазом инфракрасном диапазоне спектра электромагнитного излучения.
Nd:YAG-лазеры излучают свет с длиной волны приблизительно 1,06 мкм. Излучение света с этой длиной волны хорошо поглощается проводящими материалами, при этом отражательная способность большинства металлов лежит в диапазоне приблизительно 20-30%. С другой стороны, длина волны излучения углекислотных лазеров лежит в области дальнего инфракрасного диапазона (10,6 мкм), при этом исходная отражательная способность большинства металлов составляет приблизительно 80-90%, однако выходная мощность углекислотных лазеров может достигать значения 10000 ватт, что значительно выше максимальной выходной мощности Nd:YAG-лазеров.
Лазеры вышеописанных типов характеризуются большими физическими размерами. Например, для получения требуемой высокой выходной мощности излучения углекислотная лазерная установка должна занимать целую комнату средних размеров. Кроме того, общей особенностью лазеров этих типов является низкая степень преобразования электрической энергии в оптическую.
Таким образом, актуальна задача создания перемещаемых вручную клещей лазерной сварки, конструкция лазерной системы которых характеризуется компактностью и эффективностью.
Еще одна проблема, присущая известным робототехническим сварочным аппаратам, оборудованным волоконным лазером, относится к тому, что на защитное окно оптической головки воздействуют отходы сварки, образующиеся в зоне сварки и способные нанести критические повреждения оптическим средствам, размещенным в этой головке. Для решения этой проблемы применяют метод, в соответствии с которым ниже выхода лазерной головки в световод под углом к его продольной оси вводят струю сжатого воздуха, двигающегося с высокой скоростью. Поскольку эту струю вводят под углом к направлению распространения света, этот метод называют перекрестным обдувом (от англ. «cross-jet»).
Однако применение перекрестного обдува сопровождается некоторыми трудностями. Во-первых, из-за высокой скорости движения воздуха внутри световода образуются завихрения. Эти завихрения, в свою очередь, создают перепад давления между центральной зоной и периферийной зоной световода. Поскольку в центральной зоне давление ниже, отходы сварки накапливаются вдоль этой зоны и вполне беспрепятственно повреждают защитное окно. Во-вторых, еще один недостаток перекрестного обдува заключается в том, что перепад давления отрицательно сказывается на качественных характеристиках луча. Кроме того, перекрестный обдув сопровождается высокими уровнями шума.
Таким образом, актуальна задача создания системы защиты лазерной головки, лишенной вышеупомянутых недостатков.
Еще одна проблема связана со скапливанием отходов сварки вокруг зоны сварки и, конкретно, в опорном рабочем органе известных сварочных систем, имеющих захватное устройство с двумя рабочими органами. Скапливающиеся отходы сварки ухудшают качество сварного шва и повреждают рабочие органы сварочного аппарата.
Таким образом, актуальна задача создания перемещаемых вручную клещей лазерной сварки, оборудованных системой удаления отходов сварки из зоны сварки.
Еще одна проблема связана с недостаточным контролем качества сварного шва. При этом качество сварного шва является одной из важнейших, если не самой важной, характеристикой процесса сварки.
Таким образом, актуальна задача создания перемещаемых вручную клещей лазерной сварки, оборудованных системой автоматического регулирования выходной мощности лазера в зависимости от качества сварного шва.
Краткое раскрытие настоящего изобретения
В силу своей конструкции раскрываемые перемещаемые вручную клещи лазерной сварки вставлены в крупногабаритный подшипник и подвешены на внешней направляющей с помощью системы блоков. В результате сварочные клещи могут поворачиваться вокруг свой продольной оси, линейно перемещаться к свариваемым заготовкам, поворачиваться вокруг вертикальной оси, проходящей перпендикулярно продольной оси, и наклоняться вокруг оси поворота, проходящей перпендикулярно продольной и вертикальной осям. Раскрываемые сварочные клещи характеризуются наличием конструктивных элементов и разных сочетаний этих элементов, которые решают все вышеупомянутые проблемы. Некоторые аспекты настоящего изобретения вкратце описаны в следующих абзацах и, вкупе с другими аспектами, подробно раскрыты дальше по тексту.
В соответствии с одним аспектом настоящего изобретения, позволяющим решить проблемы перекрестного обдува, поток сжатого воздуха принудительно вводят в световодный канал. Поток сжатого воздуха вводят параллельно продольной оси этого канала. Применение данного метода подачи воздуха, здесь и далее называемого перекрывающим обдувом (от англ. «overjet»), практически устраняет перепад давления между центральной и периферийной зонами. В результате мелкие частицы или отходы, двигающиеся в направлении защитного окна оптической головки, эффективно отводятся первым потоком, что увеличивает срок службы защитного окна и не оказывает отрицательного влияния на качество сварного шва. Кроме того, применение раскрываемой конфигурации перекрывающего обдува значительно уменьшает высокий уровень шума, которым характеризуется конфигурация перекрестного обдува.
В соответствии с другим аспектом настоящего изобретения дополнительно к перекрывающему обдуву в главный канал вводят другой поток воздуха, проходящий параллельно потоку перекрывающего обдува и устраняющий относительно крупные отходы сварки. Насос, создающий отрицательный перепад давления в главном канале, с низкой скоростью направляет большой объем воздуха окружающей среды во входной конец главного канала параллельно потоку перекрывающего обдува. Выпускное отверстие, через которое оба потока выходят из главного канала, находится рядом с зоной сварки, поэтому данные потоки выносят через это выпускное отверстие отходы сварки разного размера.
В соответствии с еще одним аспектом настоящего изобретения волоконный лазер с высокой выходной мощностью излучения выполнен с возможностью испускания лазерного луча, направляемого в сварочные клещи. К сварочным клещам прикреплена оптическая головка, содержащая оптические средства, фокусирующие луч, и выходное защитное окно. Предпочтительно, волоконный лазер может испускать многомодовый пучок с мощностью до нескольких тысяч ватт и размером пятна пучка приблизительно 500 мкм. В ином случае, при необходимости источник лазерного излучения может испускать по существу одномодовый пучок.
В соответствии с еще одним аспектом настоящего изобретения сварочные клещи содержат центральную опорную колонну, проходящую вдоль продольной оси сварочных клещей. На этой колонне установлены различные узлы, в результате чего образована замкнутая кинематическая цепь, в которой нагрузки, создаваемые этими узлами, принимает указанная колонна. В отличие от конфигураций известного уровня техники раскрываемая конфигурация характеризуется наличием ограниченного количества промежуточных компонентов между создающими нагрузку узлами и опорой. Таким образом, раскрываемые сварочные клещи характеризуются легкой и устойчивой к механическим нагрузкам конструкцией.
В соответствии с еще одним аспектом настоящего изобретения один из вышеупомянутых узлов, соединенный с опорой, содержит захватное устройство, выполненное с возможностью захвата и удержания свариваемых заготовок. Захватное устройство может иметь конфигурацию с одним рабочим органом или конфигурацию с двумя рабочими органами, в которой один из рабочих органов может функционально отделяться от опорной колонны.
Для обеих указанных конфигураций характерно наличие подвижного рабочего органа, который под действием исполнительного механизма может скользить вдоль направляющего рельса, также прикрепленного к опорной колонне. Конфигурация с одним рабочим органом может быть использована в случае, когда не требуется захват нескольких заготовок, т.е. когда заготовки удерживаются внешними средствами и приспособлениями.
В соответствии с еще одним аспектом настоящего изобретения вышеуказанная конфигурация с двумя рабочими органами характеризуется наличием неподвижного Г-образного рабочего органа, содержащего внутренний канал, в котором может быть создан отрицательный перепад давления для удаления отходов сварки, скапливающихся в процессе сварки. В ином случае, или дополнительно к вакуумированию указанного канала, находящийся снизу рабочий орган может содержать съемную нижнюю часть, что позволяет оператору удалять скопившиеся отходы вручную.
В соответствии с еще одним аспектом настоящего изобретения неподвижный рабочий орган дополнительно содержит оптический датчик, который может регистрировать свет, проникающий через сварной шов. По уровню мощности зарегистрированного лазерного излучения, распространяющегося через сварной шов, определяют качество этого шва и при необходимости изменяют значение выходной мощности.
Краткое описание фигур
Вышеуказанные и иные признаки раскрываемой системы будут более понятны из нижеприведенного подробного описания, данного со ссылками на прилагаемые фигуры.
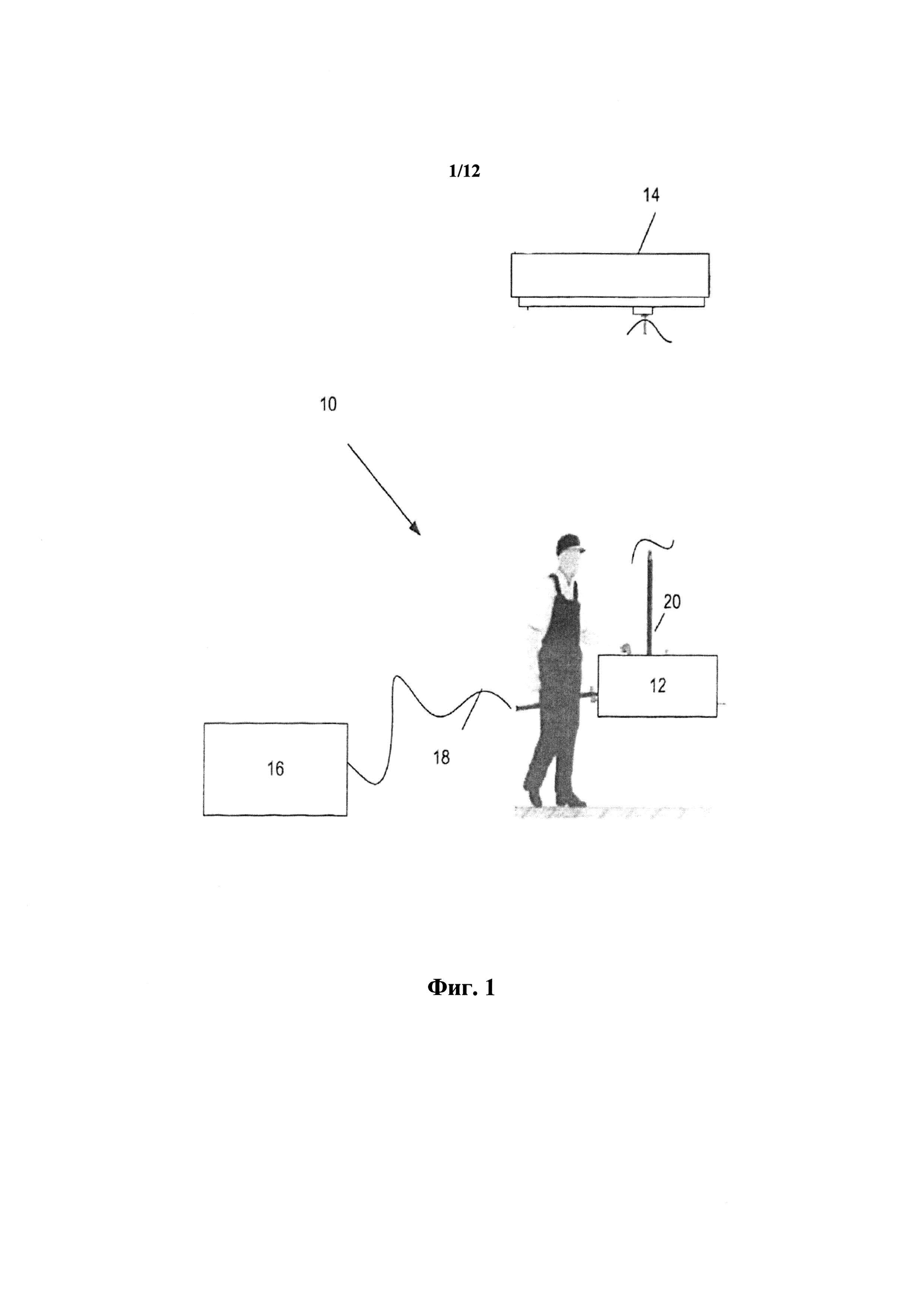
На фиг. 1 представлен общий вид обычной эксплуатации перемещаемых вручную клещей лазерной сварки.
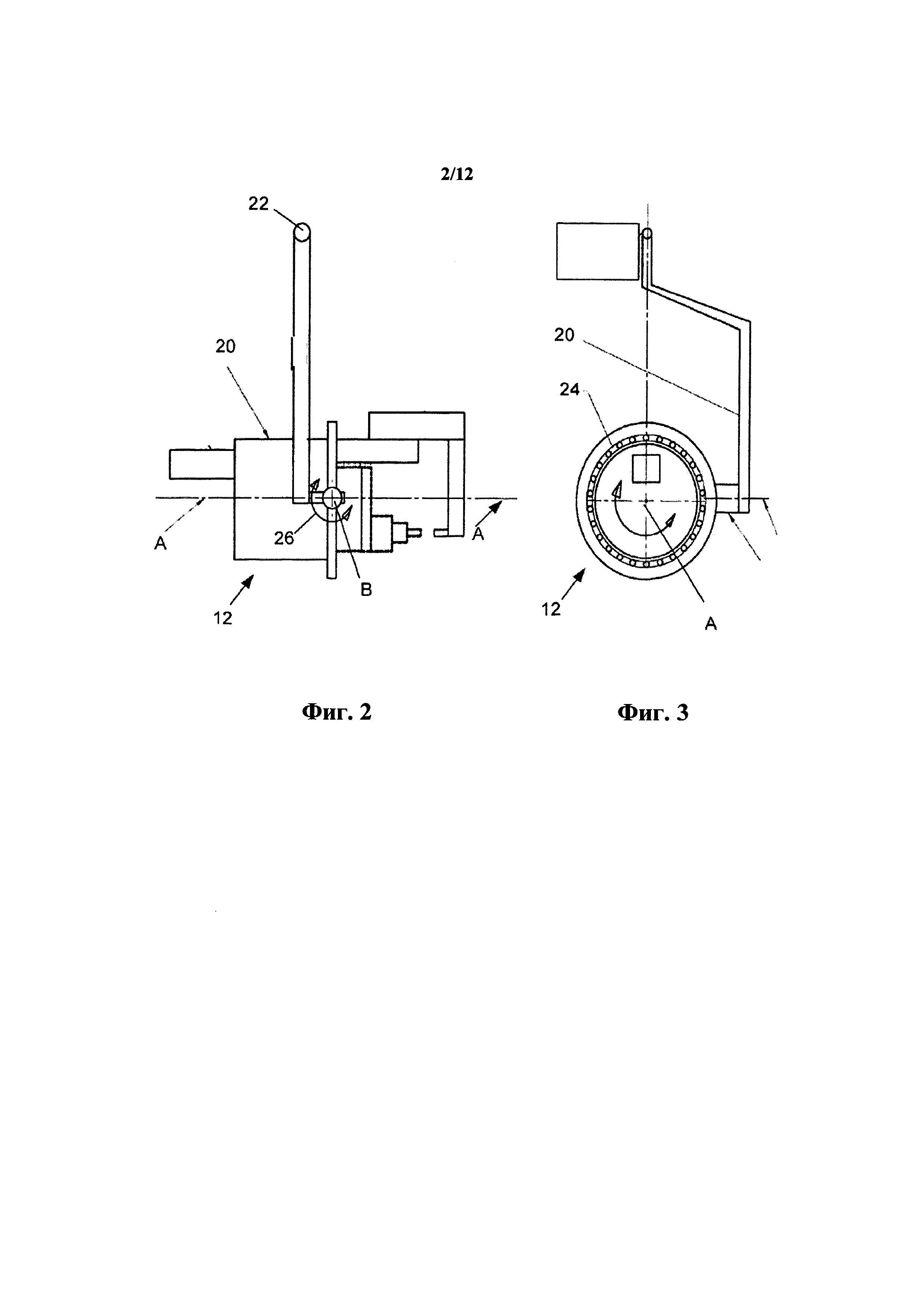
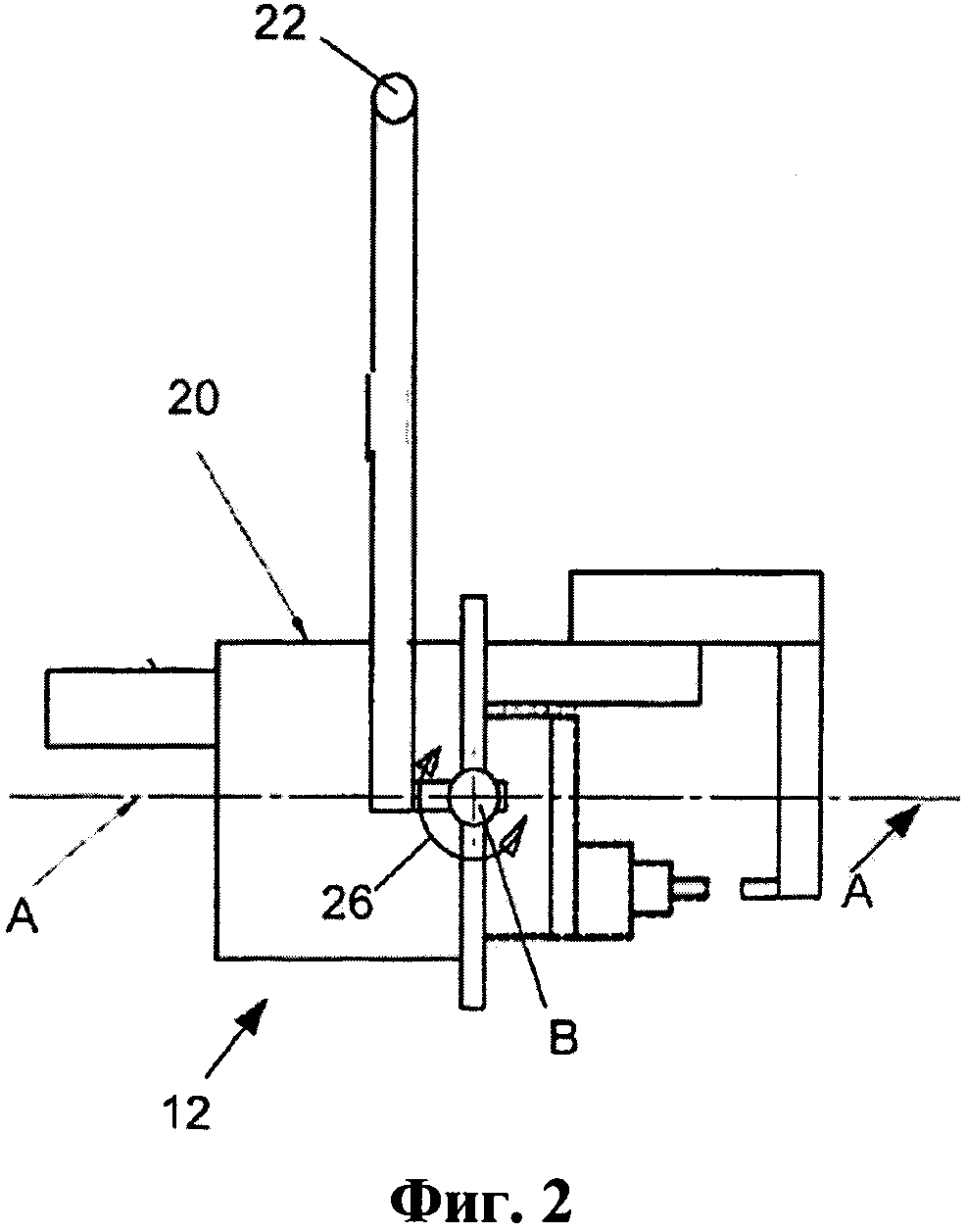
На фиг. 2 и 3 схематически показаны соответствующие узлы, предназначенные для перемещения раскрываемых клещей лазерной сварки в разных плоскостях.
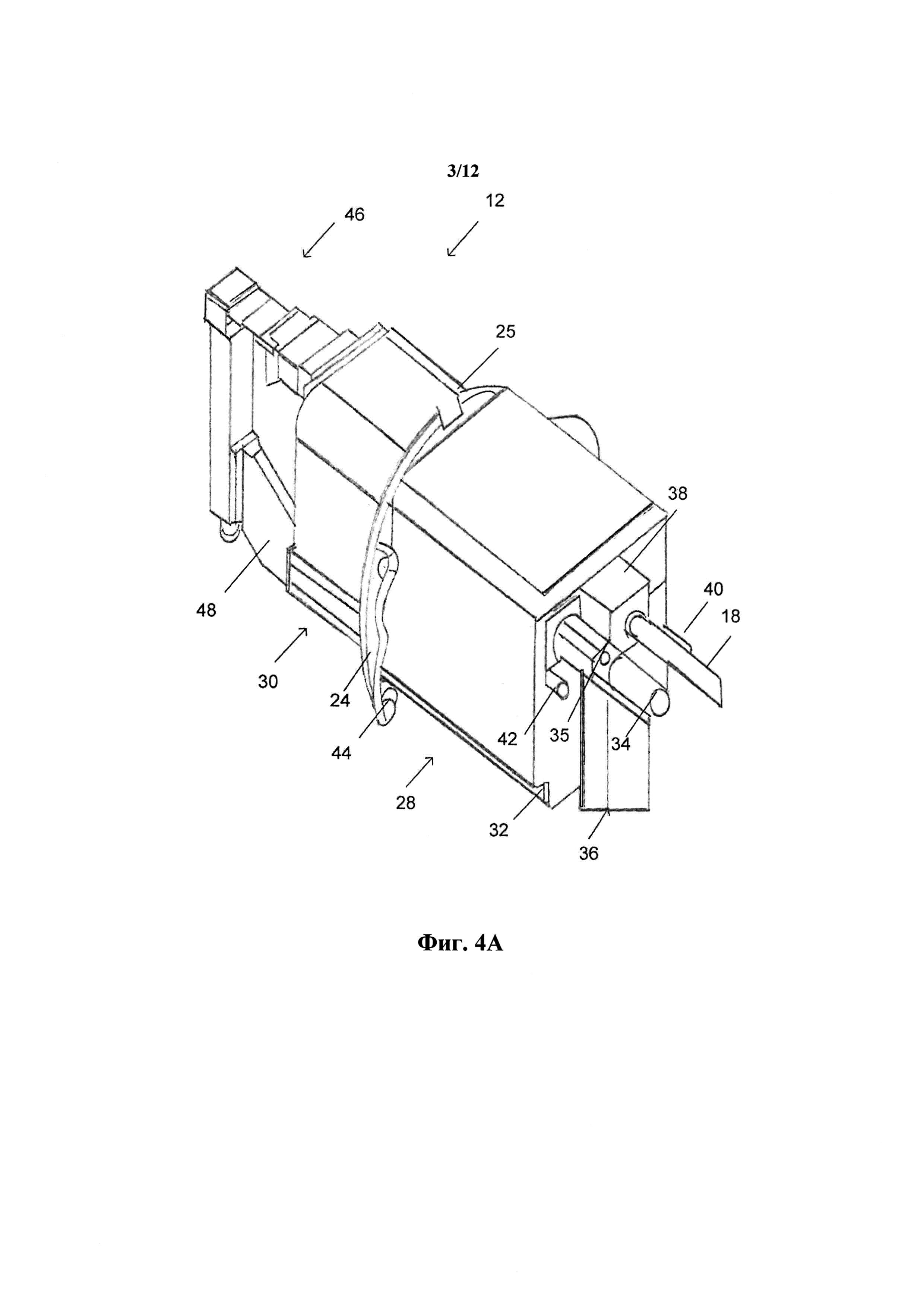
На фиг. 4А представлено аксонометрическое изображение полностью собранных раскрываемых сварочных клещей.
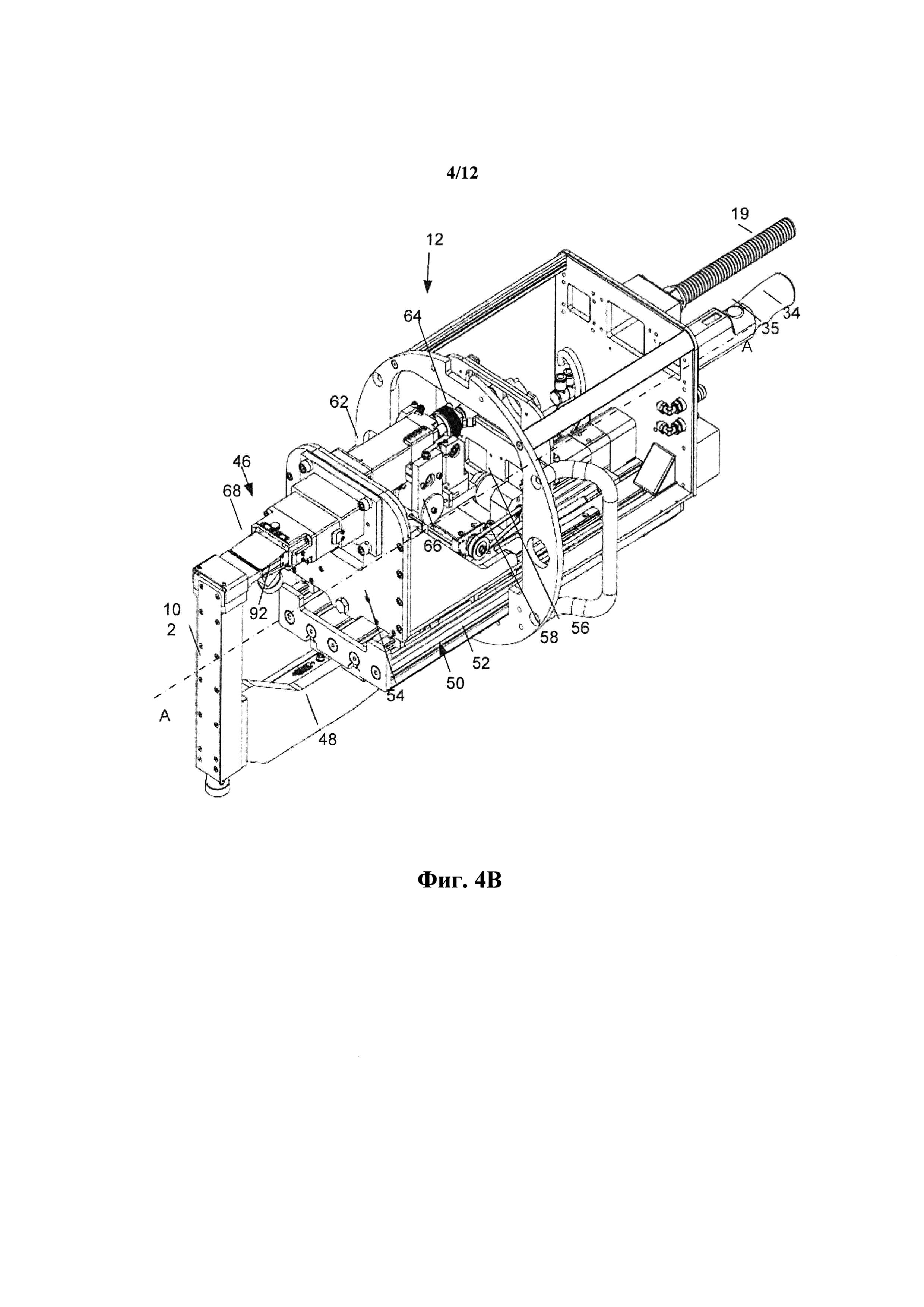
На фиг. 4В представлено аксонометрическое изображение раскрываемых сварочных клещей без корпуса.
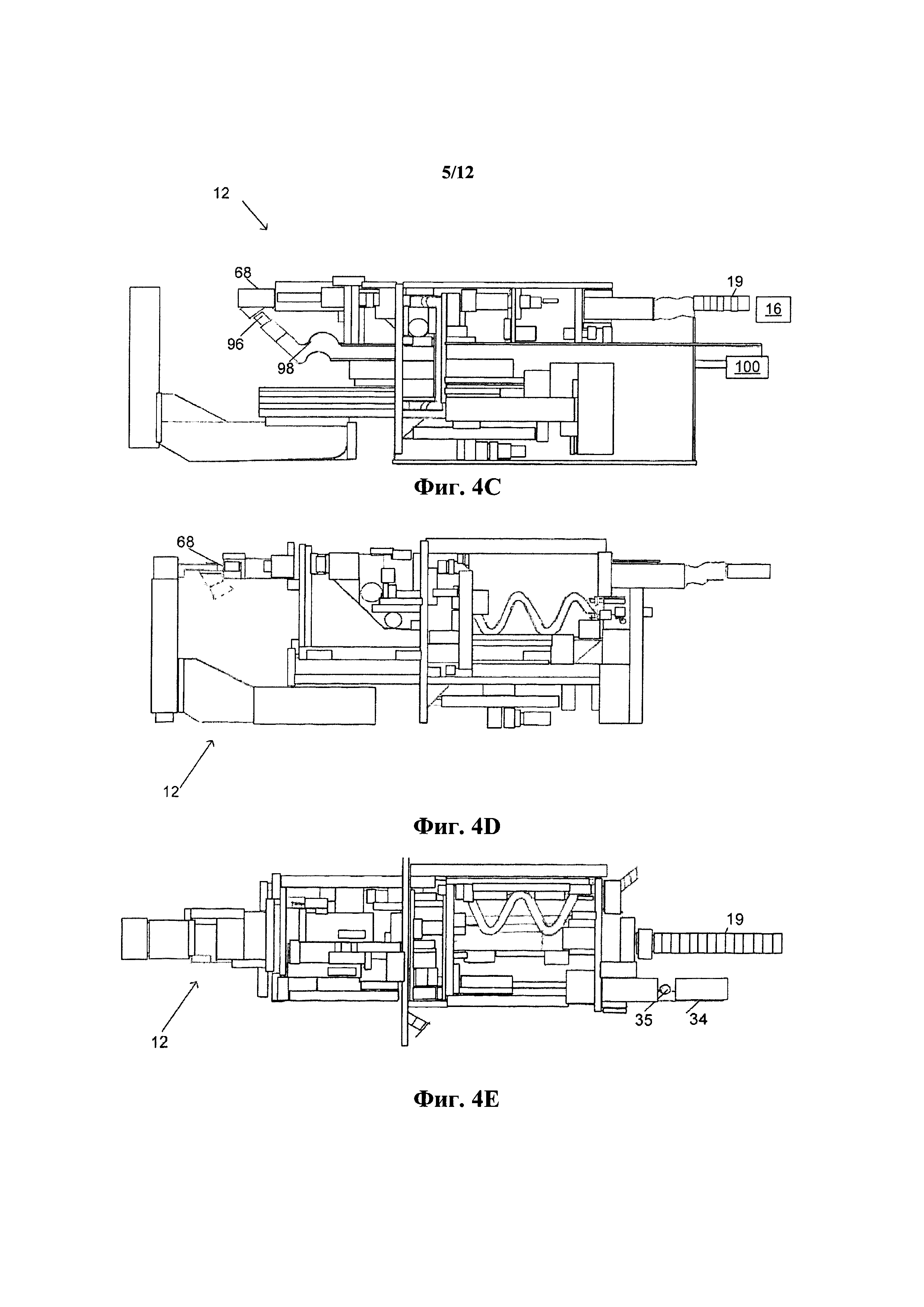
На фиг. 4С представлен один вид сбоку раскрываемых сварочных клещей, показанных на фиг. 4А-4В, с подвижным захватным рабочим органом, отведенным из зоны сварки в изначальное, исходное положение.
На фиг. 4D представлен другой вид сбоку раскрываемых сварочных клещей, показанных на фиг. 4А-4В, с двумя захватными рабочими органами, сведенными друг с другом в положении захвата и сварки.
На фиг. 4Е представлен вид сверху раскрываемых сварочных клещей, показанных на фиг. 4А-4С.
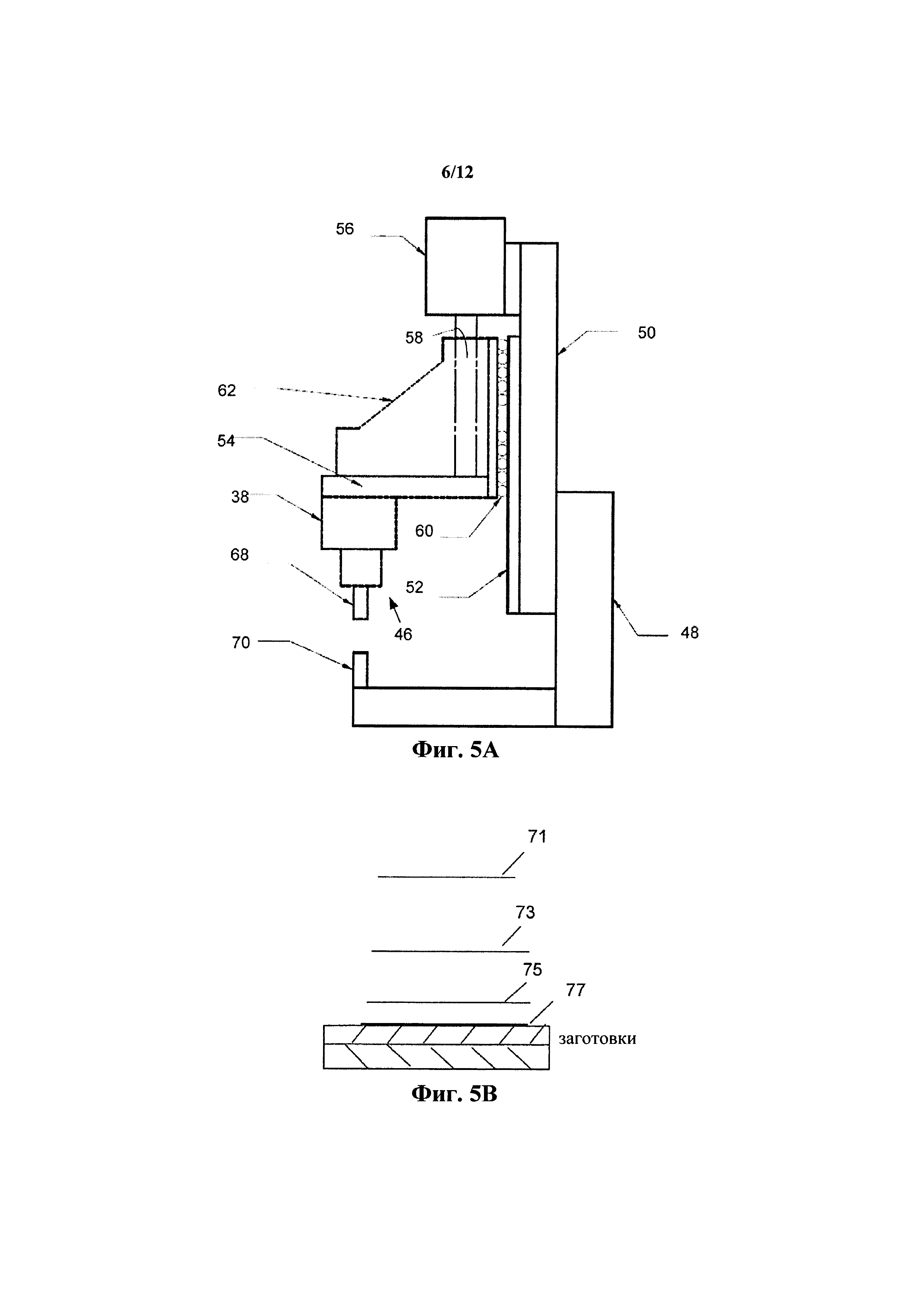
На фиг. 5А представлен схематический вид сбоку раскрываемых сварочных клещей.
На фиг. 5В представлен схематический вид замкнутой кинематической цепи раскрываемых сварочных клещей.
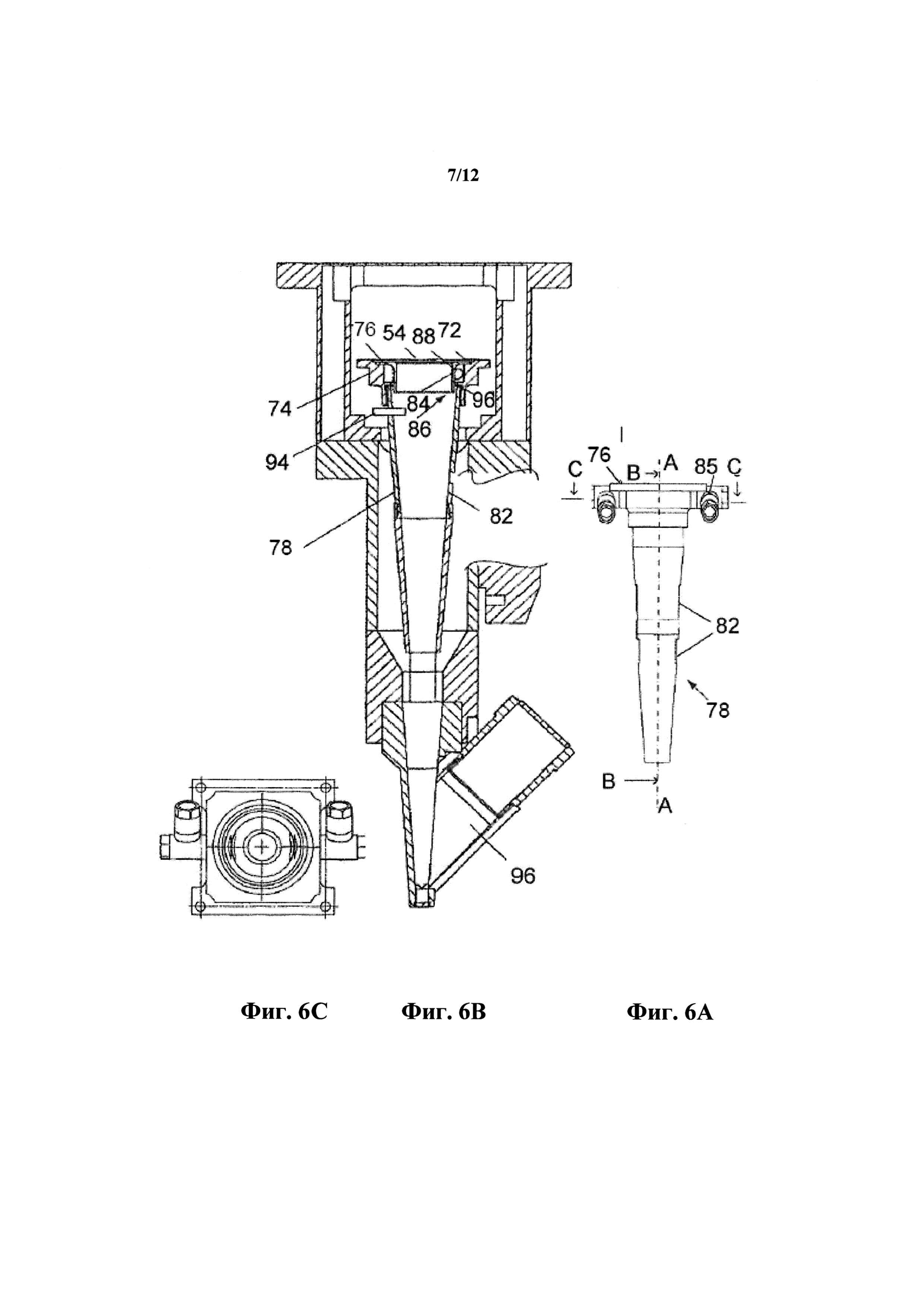
На фиг. 6А представлен вид сварочных клещей с собранным подвижным рабочим органом.
На фиг. 6В представлен вертикальный вид рабочего органа, показанного на фиг. 6А.
На фиг. 6С-6Е представлены разные разрезы рабочего органа.
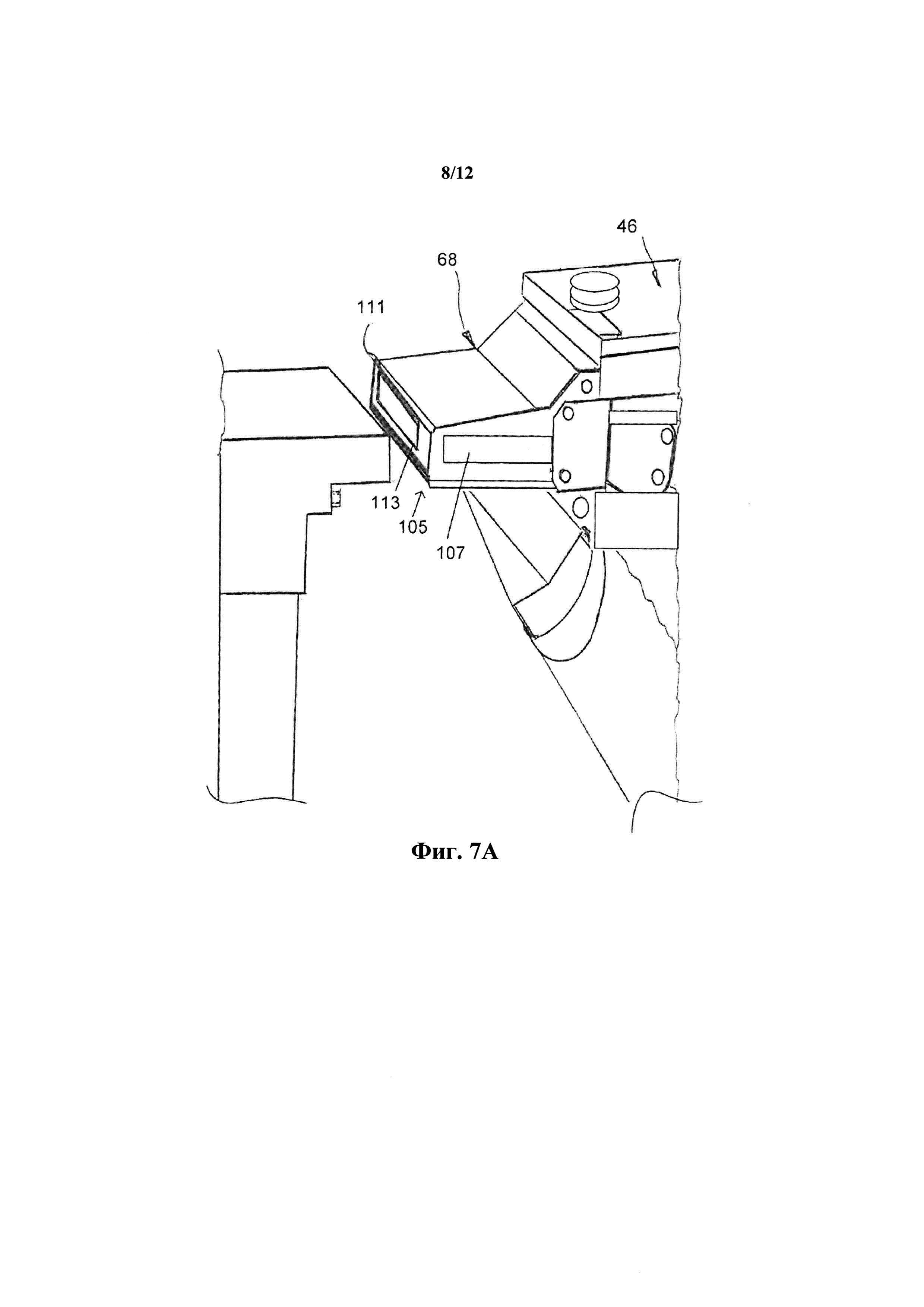
На фиг. 7А представлен вид показанного на фиг. 6А подвижного рабочего органа, оборудованного защитным механизмом, который может осуществлять непрерывный анализ наличия требуемого контакта между рабочим органом и передней заготовкой, а также контролировать структурную целостность самого рабочего органа.
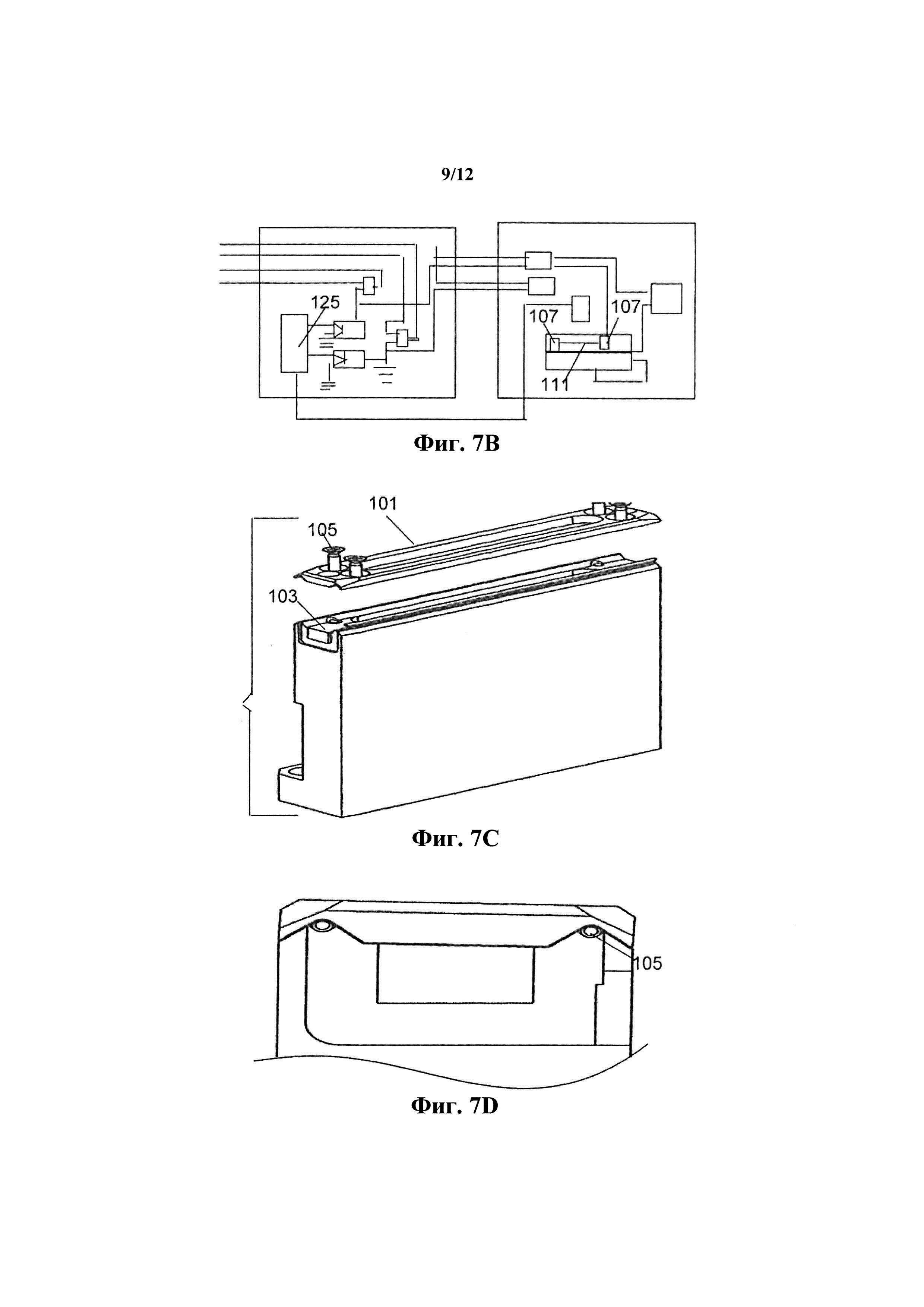
На фиг. 7В представлена функциональная электрическая схема, описывающая работу защитного механизма.
На фиг. 7С-7D представлены соответственно ортогональный вид и вид сбоку прижимного наконечника.
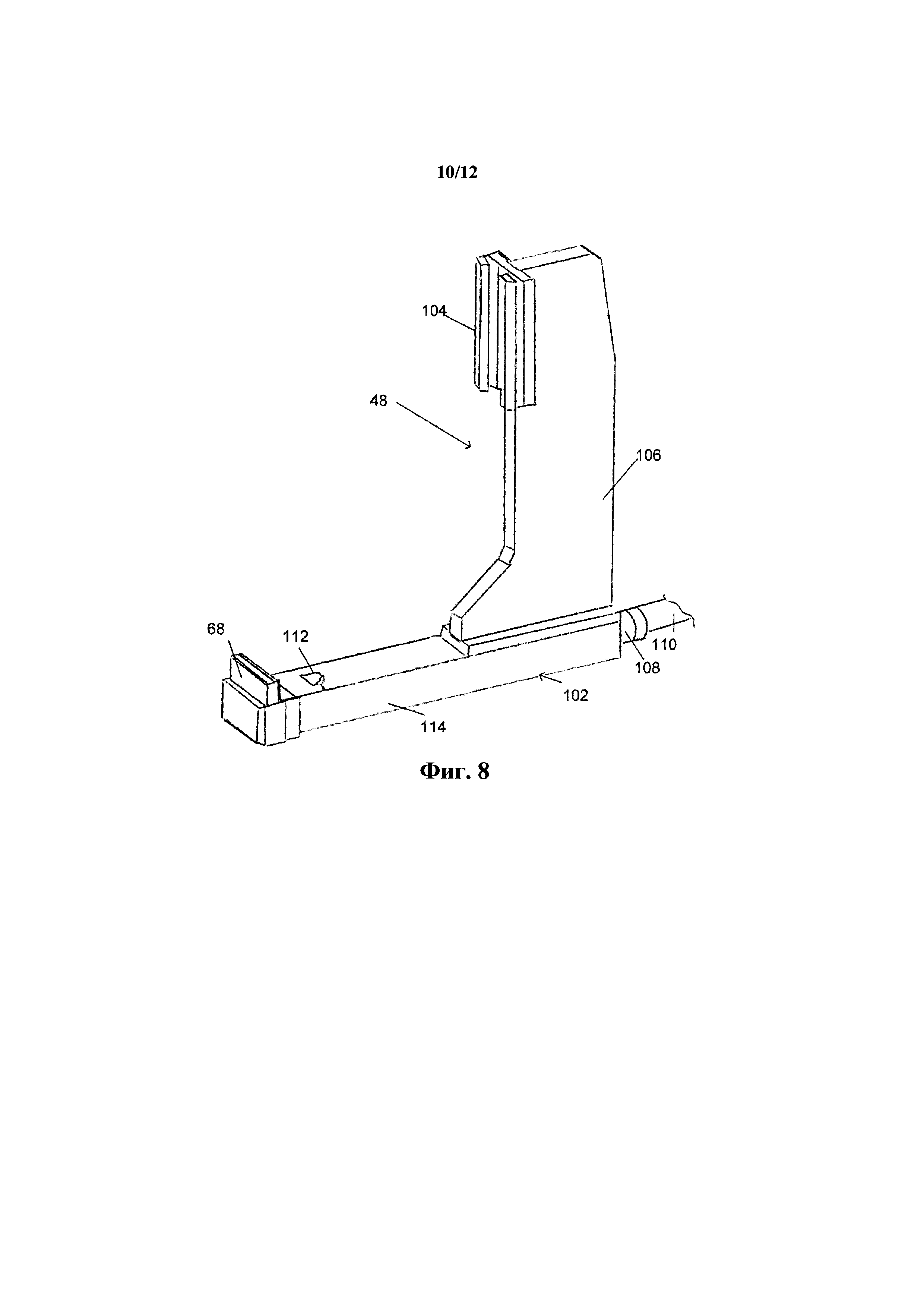
На фиг. 8 представлено аксонометрическое изображение неподвижного рабочего органа раскрываемых сварочных клещей.
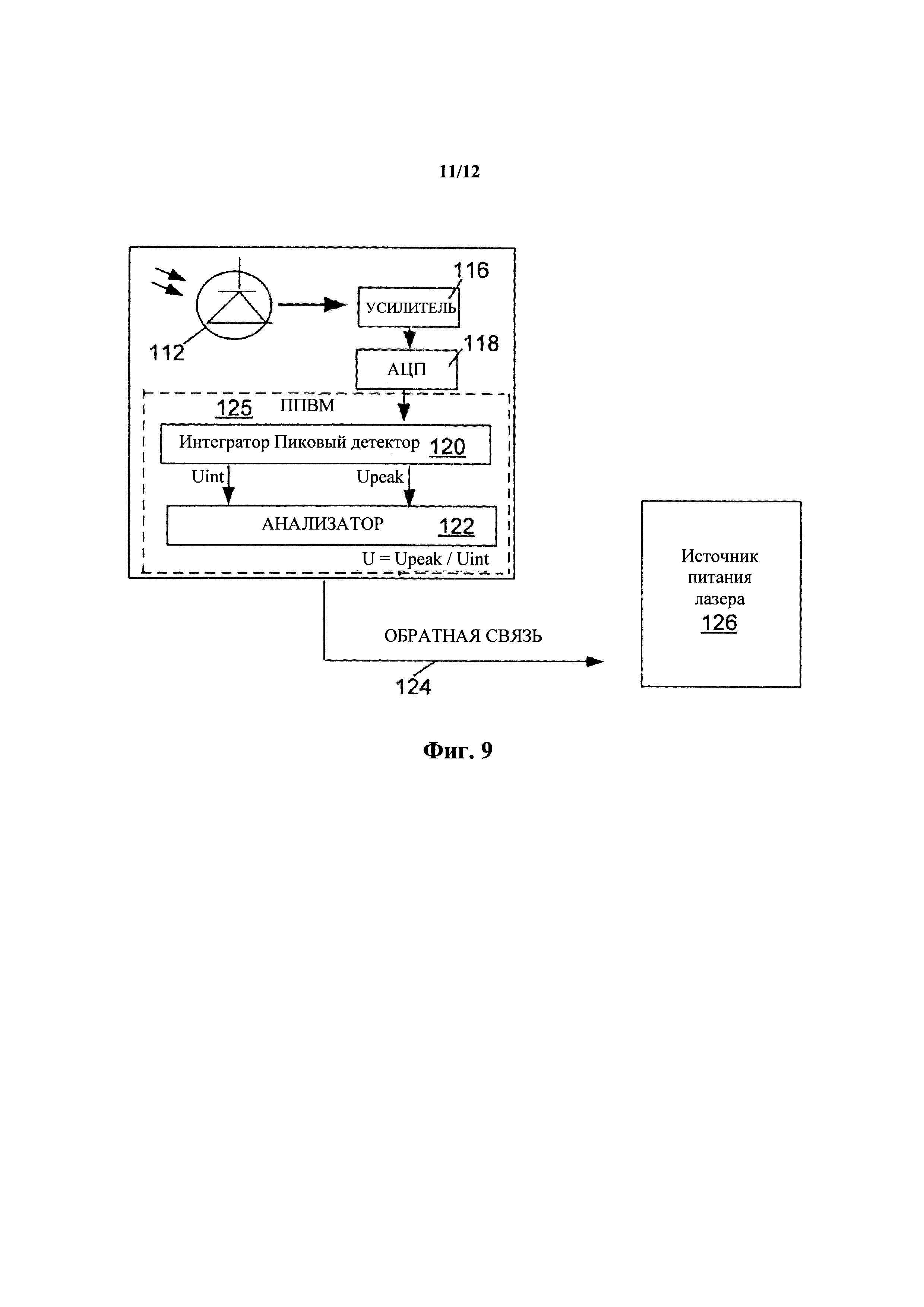
На фиг. 9 представлена упрощенная структурная схема, поясняющая принцип действия раскрываемых автоматических сварочных клещей.
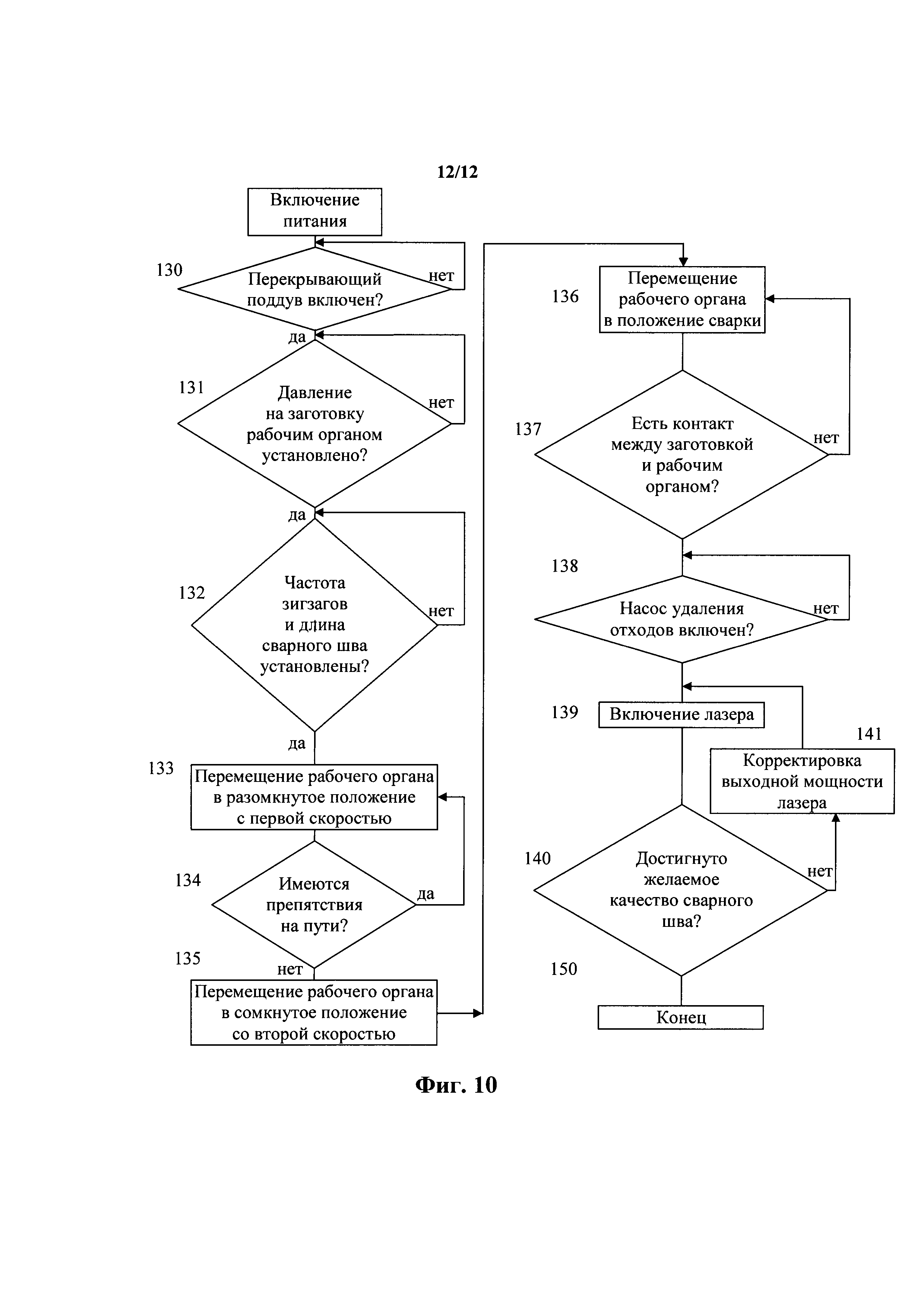
На фиг. 10 представлена блок-схема алгоритма работы раскрываемых перемещаемых вручную клещей лазерной сварки.
Подробное описание предпочтительных вариантов осуществления настоящего изобретения
Нижеприведенное описание содержит ссылки на несколько вариантов осуществления настоящего изобретения, проиллюстрированных прилагаемыми фигурами. Там, где это возможно, на фигурах и в описании одинаковых или сходных элементов или стадий использованы одинаковые или сходные позиционные обозначения. Фигуры представлены в упрощенной форме и не в точном масштабе.
На фиг. 1 проиллюстрирован общий принцип действия системы 10 с раскрываемыми перемещаемыми вручную клещами лазерной сварки. Раскрываемые сварочные клещи 12 подвешены на держателе 20, прикрепленном к внешней направляющей 14 и выполненном с возможностью скольжения вдоль внешней направляющей под действием силы, прикладываемой оператором. В ином случае, держатель 20 сварочных клещей может быть подвешен на подвижной внешней конструкции, выполненной с возможностью доставки сварочных клещей в требуемое место.
Лазерная система 16 выполнена с возможностью испускания луча высокой выходной мощности излучения, достигающей уровней в несколько киловатт, предпочтительно по существу в одномодовом режиме, причем лазерную систему 16 располагают в любом удобном месте с соблюдением предъявляемых требований. Использование высокомощного волоконного лазера является предпочтительным ввиду ряда причин, в том числе его высокого КПД, малых размеров и высоких уровней выходной мощности, однако лазер 16 может иметь и другие, общепринятые конфигурации. От лазера 16 в сварочные клещи 12 лазерный луч передают по оптическому волокну. По меньшей мере часть этого волокна, проходящая через сварочные клещи 12 до лазерной оптической головки, защищена оболочкой 18.
Как показано на фиг. 2, оператор может с легкостью перемещать сварочные клещи 12 в разных плоскостях. Например, сварочные клещи 12 выполнены с возможностью поворота вокруг оси В, проходящей перпендикулярно продольной оси А-А сварочных клещей 12, в двух противоположных направлениях, обозначенных двойной стрелкой 26. Этот поворот может быть осуществлен с помощью механизма, такого как блок 22, соединенного с держателем 20 сварочных клещей.
На фиг. 3 представлен механизм, обеспечивающий вращательное движение сварочных клещей 12 вокруг их продольной оси А-А. Этот механизм может иметь разные конфигурации, в том числе, например, может содержать подшипник 24. Подшипник 24 может быть прикреплен к держателю 20 клещей и может окружать среднюю часть сварочных клещей 12 таким образом, чтобы сварочные клещи 12 могли вращаться при приложении к ним вращающего момента оператором.
На фиг. 4А-4Е представлено подробное изображение раскрываемых перемещаемых вручную сварочных клещей 12. Как показано на фиг. 4А, сварочные клещи 12 характеризуются наличием корпуса, содержащего ближний и дальний корпусы 28 и 30 соответственно. Эти корпусы легко разбираются, а в собранном состоянии, как показано на фигуре, с помощью фланцевого подшипника 24 в определенном смысле полностью изолируют оператора от подвижных внутренних компонентов, как описано ниже.
Задняя часть 32 ближнего корпуса 28 выполнена в виде панели управления, на которой установлен рычаг 34 с кнопкой 35 пуска и останова сварки, коробка 36 для управляющих электронных компонентов, множество соединителей, стыкующих клещи 12 лазерной сварки с соответствующими внешними источниками питания, и интерфейс для ручного ввода требуемых параметров. В частности, оболочка 18, окружающая оптическое волокно и выполненная из материала, защищающего это волокно от внешних механических воздействий, вставлена в соединитель 38. В соединитель 40 вставлена трубка, по которой в сварочные клещи 12 от внешнего источника подают сжатую газообразную среду. В пару соединителей 42 могут быть вставлены соответствующие трубки, по которым хладагент подают в сварочные клещи и выводят из них. Еще в один соединитель вставлен кабель электропитания. Панель управления является эргономичной и предназначена для обеспечения удобства перемещения сварочных клещей 12 оператором с учетом того, чтобы никакие кабели и трубки оператору не мешали.
Во время сварки оператор может одной рукой схватиться за рычаг 34, а вторую руку держать на ручках 44, установленных на подшипниковом узле 24. В подшипниковом узле 24 выполнена выемка 25, предназначенная для стыковки сварочных клещей 12 с держателем 20 сварочных клещей (см. фиг. 2). В дальнем корпусе 30 заключены все подвижные части, что ограничивает доступ к ним оператора. К наружным компонентам сварочных клещей 12 также относятся два захватных рабочих органа - подвижный рабочий орган 46 и неподвижный рабочий орган 48.
На фиг. 4В показаны внутренние компоненты перемещаемых вручную клещей 12 лазерной сварки при сомкнутом положении рабочего органа, в котором рабочий орган 46 примыкает к неподвижному рабочему органу 48. В силу своей конфигурации сварочные клещи 12 установлены на главной опорной колонне 50, выполненной из легких металлических профилей, которые могут быть, например, полыми. Колонна 50 проходит по существу на всей протяженности сварочных клещей 12 параллельно продольной оси А-А. В силу конфигурации сварочных клещей 12 колонна 50 принимает все нагрузки, создаваемые подвижными частями сварочных клещей, соединенными с этой колонной. Такое распределение нагрузок образует замкнутую кинематическую цепь, в которой создаваемые нагрузки сходятся на колонне.
На противоположных продолговатых сторонах колонны 50 установлены один широкий рельс или пара раздельных направляющих рельсов 52, причем на эти рельсы опирается поддерживающая пластина 54, которая может скользить вдоль оси А-А и перемещать рабочий орган 46 во множество заданных положений, как описано ниже.
Как показано на фиг. 5 и 4, пластина 54 может перемещаться линейно вдоль траектории распространения света под действием силы, создаваемой средствами электромеханического движения, которые могут содержать электродвигатель 56 и механическую передачу 58. Могут быть использованы различные конфигурации двигателей и механических передач, такие как ременные механические передачи 58 (см. фиг. 4В), причем оба этих компонента установлены на линейно перемещающейся пластине 54. На фигуре схематически показано, что механическая передача 58 содержит поршень, выполненный с возможностью приложения к пластине 54 линейно направленной силы, под действием которой эта пластина может скользить вдоль колонны 50 на линейной опоре 60 качения, установленной на рельсе 52, в результате чего подвижный рабочий орган может перемещаться между разомкнутым и замкнутым положениями (см. фиг. 4С и фиг. 4D соответственно). Пластина 54 является частью рамы, дополнительно содержащей, кроме прочего, пару отстоящих друг от друга сторон 62, предпочтительно имеющих треугольное поперечное сечение.
Как показано на фиг. 4В, входная сторона пластины 54 служит для поддержки не только электромеханических средств, но и оптической головки 62, в которую через защитную оболочку 18 и соединитель 64 проходит оптическое волокно. Оболочка имеет прослабленные части, которые натягиваются при подводе пластины 54 к зоне сварки. Поскольку размер пятна пучка света при лазерном излучении, попадающего в лазерную головку 62, составляет приблизительно 500 мкм, головка 62 может характеризоваться, например, фокусным расстоянием фокусирующей линзы приблизительно 300 мм, что обеспечивает удаление защитного окна на выходе головки от зоны сварки на большее расстояние, нежели обеспечивается средствами известного уровня техники.
Кроме оптической головки и электромеханических средств на пластине 54 также установлены механизм 66 синусоидообразного перемещения для формирования сварного шва синусоидальной формы, линейный двигатель для получения сварного шва заданной длины.
Противоположная сторона пластины 54 поддерживает подвижный рабочий орган 46, на выходном конце которого установлен съемный прижимной наконечник 68. Прижимной наконечник 68 предназначен для оказания давления на одну из свариваемых заготовок и изоляции лазерного луча, что позволяет сертифицировать лазер как лазер 1-го класса, т.е. совершенно безопасный при любых условиях нормальной эксплуатации.
Пластина 54 и рабочий орган 46 могут перемещаться во множество заданных положений, описанных в следующем абзаце.
Как показано на фиг. 5А и 5В, подвижный рабочий орган 46 изначально находится в исходном положении 71 (см. фиг. 5А и 5В) на большом расстоянии от зоны сварки. Оператор может привести в движение рабочий орган по нажатию кнопки 35 пуска (см. фиг. 4В и 4Е). В результате этого рабочий орган 46 изначально перемещается с первой линейной скоростью в разомкнутое положение 73 и останавливается в нем на небольшом расстоянии от заготовки. Перемещение рабочего органа 46 в положение 73 отслеживается, и в случае обнаружения какого-либо объекта на пути перемещение рабочего органа прекращается до тех пор, пока не будет удален этот объект. Далее, рабочий орган 46 перемещается в сомкнутое положение 75 со второй скоростью, которая ниже первой скорости, и останавливается на заданном расстоянии от заготовки в зависимости от ее толщины. В заключительной стадии рабочий орган перемещается в положение 77 сварки/захвата, в котором он прижимается к заготовке с заданной силой.
Как показано на фиг. 6А-6D, подвижный рабочий орган 14 характеризуется многофункциональностью - кроме захватной функции внутреннее пространство этого рабочего органа выполняет функцию направляющей для лазерного луча и потока флюида. Один из потоков газообразной среды формируют для предотвращения или по меньшей мере существенной минимизации воздействия на защитное стеклянное окно, установленное на выходном конце оптической головки 62 (см. фиг. 6А), от искр и мелких частиц или отходов, разлетающихся из зоны сварки в направлении, противоположном направлению распространения света. Вторая струя воздуха, проходящая параллельно первому потоку под давлением, которое меньше давления сжатого флюида, обеспечивает защиту от более крупных частиц.
Как показано на фиг. 6А и 6В, между входным и выходным концами рабочего органа 46 выполнена полая продолговатая внутренняя часть, ограничивающая главный канал 75, проходящий вдоль продольной оси А-А сварочных клещей. Рабочий орган содержит корпус 82, на котором установлен фланец 71, соединяющий с возможностью отцепления рабочий орган 46 с опорной плитой 54 (см. фиг. 6А). Корпус может быть монолитным или составным из множества компонентов. Например, корпус 82, как показано, имеет в общем форму усеченного конуса, состоящего из двух частей и сужающегося в направлении зоны сварки.
Как показано на фиг. 6С, фланец 71 характеризуется наличием заглубленного входного конца 72 и многоступенчатой окружной стенки, оканчивающейся выступом 74, проходящим в осевом направлении и накладывающимся на входной конец (вдоль траекторий прохождения света и воздуха) корпуса 82. В углубленный конец фланца 71 вставлена короткая Т-образная труба 86, проходящая внутрь, перекрывающая входной конец корпуса 82 в осевом направлении и отстоящая от этого конца в направлении радиально внутрь.
В силу взаимного расположения вышеупомянутые корпус, фланец и труба ограничивают первое относительно большое кольцевое пространство 88 и относительно узкий проход 90, одним своим концом открытый в кольцевое пространство 88, а другим своим концом открытый во внутреннее пространство корпуса 82.
В кольцевое пространство 88 через проходящий в радиальном направлении канал 85 (см. фиг. 6В) может поступать струя сжатой газообразной среды, такой как воздух. По мере заполнения пространства 88 сжатым воздухом, этот воздух поступает через осевой проход 90 во внутреннее пространство или в главный канал 75 корпуса 82 параллельно оси А-А. При протекании сжатого воздуха через главный канал его давление падает практически до атмосферного. Поступление потока изначально сжатого воздуха в главный канал в осевом направлении и протекание этого потока в главном канале дальше по тексту называется «перекрывающим обдувом». Перекрывающий обдув эффективно предотвращает повреждение защитного стеклянного окна оптической головки 62 мелкими отходами сварки, что очень сильно увеличивает срок ее службы.
Как показано на фиг. 6D и 4В-4Е, благодаря своей конфигурации подвижный рабочий орган 46 позволяет создавать в главном канале отрицательный перепад давления для удаления не только мелких, но и крупных частиц, которые также образуются в зоне сварки. Такой перепад давления может быть создан с помощью канала 94 для впуска воздуха, который быть расположен в любом месте перед входом корпуса 82, или даже с помощью оптической головки, используемой (помимо прочего) в качестве воздухонаправляющего устройства. Этот второй поток воздуха поступает в главный канал, как сказано выше, под давлением, уровень которого ниже уровня давления первого потока сжатого воздуха, и, следовательно, с меньшей скоростью. Предпочтительно, второй поток характеризуется атмосферным давлением. В конечном итоге, давление второго потока выбирают так, чтобы устранить завихрения воздуха, которые характерны для перекрестного обдува сжатым воздухом, поступающим в главный канал с высокой скоростью, при использовании известных устройств.
В корпусе 82 рядом с прижимным наконечником 68 (см. фиг. 4В) выполнен засасывающий канал 96 (см. фиг. 4В-4Е), открытый в главный канал и сообщающийся с внешним источником 100 вакуума (см. фиг. 4D) через шланг 98 для создания перепада давления между входным и выходным концами главного канала 75. Второй поток воздуха под атмосферным давлением всасывается в главный канал 75 в объеме, значительно превышающем объем воздуха перекрывающего обдува, находящегося в главном канале. Оба этих воздушных потока проходят вдоль оси на большом протяжении главного канала в одном направлении по существу под одинаковым относительно низким давлением. Сочетание однонаправленных потоков воздуха перекрывающего обдува и второго потока воздуха, проходящего в большом объеме с низкой скоростью, практически исключает их взаимовлияние, обеспечивает эффективный отвод мелких и крупных частиц отходов сварки и не оказывает отрицательного влияния на качество лазерного луча, проходящего через главный канал.
Как показано на фиг. 5В, 7А и 7В, наконечник 68 подвижного рабочего органа 46 характеризуется наличием защитного механизма 105, обеспечивающего контроль наличия контакта между рабочим органом и передней заготовкой. Кроме того, механизм 105 может контролировать целостность наконечника 68.
В частности, механизм 105 содержит два предварительно напряженных вывода 107, которые могут перемещаться в осевом направлении и проходят вдоль соответствующих сторон прижимного наконечника 68. В исходном предварительно напряженном состоянии оба вывода 107 проходят за пределы кромки 113 прижимного наконечника 68 (см. фиг. 7А) на определенное расстояние. Если передняя заготовка и рабочий орган 46 расположены правильно, оба вывода 107 касаются поверхности этой заготовки. Если же передняя заготовка и рабочий орган 46 расположены неправильно, по меньшей мере один из выводов 107 не нажимает на заготовку и лазер 16 (см. фиг. 1) не включается, как объяснено ниже.
Электрическая цепь, представленная на фиг. 7В, содержит три компонента : боковые выводы 107 и провод 111, находящийся в электрическом контакте с каждым из выводов 107 и последовательно соединенный с ними. Если по меньшей мере один из этих компонентов не проводит сигнал, который должен поступить в микроконтроллер 125, цепь остается разомкнутой и контроллер не выдает управляющий сигнал на источник питания лазера 16, который, таким образом, остается неактивным.
Провод 111 установлен на небольшом расстоянии от кромки 113 наконечника 68 (см. фиг. 7А) в замкнутой канавке, проходящей по периметру этого наконечника. В случае повреждения наконечника 68 и наличия прямого контакта провода 111 с поверхностью передней заготовки этот провод легко ломается, в результате чего лазер не включается.
Как показано на фиг. 7С и 7D, каждый из наконечников 68 соединен с рабочими органами и характеризуется наличием контактной поверхности, предназначенной для соприкосновения с обрабатываемой заготовкой. Для предотвращения чрезмерного износа контактной поверхности 103 с ней соединена пластина 101, выполненная из материала, твердость которого выше твердости остальной части наконечника. Пластина 101 может быть приварена к поверхности 103. В ином случае, как показано на фигурах, пластина 101 является съемной и крепится к поверхности 103 фиксаторами 105.
Если пластина 101 крепится фиксаторами 105, на ее внутренней поверхности выполнена канавка под провод 111. Если пластина 101 приваривается, между 103 поверхностью и пластиной 101 помещают трубку перед сваркой этих частей. Через эту трубку затем протягивают провод 111. Применение пластины 101 не только увеличивает срок службы наконечника. Это также облегчает сборку раскрываемого устройства и его техническое обслуживание.
Как показано на фиг. 8 и 4В, Г-образный рабочий орган 48 содержит компонент 106, проходящий параллельно продольной оси А-А' сварочных клещей 12, когда рабочий орган 48 прикреплен к опорной колонне 50, в то время как компонент 102 проходит перпендикулярно этой оси. Компонент 106 установлен с возможностью снятия на опорной колонне 50 (см. фиг. 4В) с помощью фиксаторов 104 любого типа (см. фиг. 7). Таким образом, сварочные клещи 12 могут быть использованы с одним подвижным рабочим органом 46.
При сварке во внутреннее пространство компонента 102 рабочего органа через не имеющий дна прижимной наконечник 68 могут попадать отходы, а если их не удалять, скопившиеся отходы могут повредить этот компонент и в общем отрицательно повлиять на качество сварного шва. Для предотвращения скапливания отходов пустое внутреннее пространство компонента 102 сообщается с внешним насосом. Этот насос может быть насосом 100 (см. фиг. 4С) или другим насосом, который может создавать перепад давления, достаточный для удаления отходов через шланг 110, вставленный в соединитель 108. Помимо возможности удаления отходов путем создания отрицательного перепада давления компонент 102 может иметь отцепляемую нижнюю часть для дополнительного извлечения скопившихся отходов.
Как показано на фиг. 8 и 9, в процессе сварки заготовок выходную мощность лазера 16 (см. фиг. 1) непрерывно регулируют. По мере синусоидообразного перемещения оптической головки 62 (см. фиг. 4А) с заданной частотой вдоль траектории заданной длины происходит плавление лазерным лучом наложенных друг на друга листов, сопровождающееся образованием канала, проходящего через переднюю и заднюю заготовки. По мере дальнейшего перемещения луча расплавленный металл заполняет этот канал, после того как этот канал будет пройден лазерным лучом. По измеренной интенсивности прошедшего сквозь материал лазерного луча можно судить о качестве сварного шва. Если измеренная интенсивность превышает опорное значение, как объяснено ниже, значит, канал слишком большой, и выходную мощность лазера уменьшают. И наоборот, если измеренная интенсивность ниже опорного значения, выходную мощность лазера увеличивают.
В конкретном варианте реализации, представленном на фиг. 9, в сквозном гнезде 114 (см. фиг. 8), выполненном в компоненте 102 неподвижного рабочего органа 48, установлен оптический датчик 112. Датчик 112 регистрирует уровень излучения, которое в проиллюстрированной конфигурации отражается от нижней части компонента 102, и генерирует сигнал, усиливаемый в усилителе 116. Отраженный свет может характеризоваться высокой или низкой интенсивностью, причем высокая интенсивность соответствует пиковым значениям светового излучения. После преобразования в аналого-цифровом преобразователе 118 микроконтроллером 125 определяются среднее (Vav) и пиковое (Vpeak) значения мощности сигнала. Контроллер может относиться к интегральным схемам типа программируемой пользователем вентильной матрицы (ППВМ) (FPGA, от англ. field programmable gate array), которая может выполнять различные функции, в том числе, например, функции интегратора и пикового детектора 120, и которая характеризуется малым весом. Определенные значения мощности обрабатываются анализатором 122, выдающим управляющий сигнал, соответствующий отношению значений Vav к Vpeak. Этот сигнал в качестве обратной связи поступает в источник питания 126 лазера, если указанное отношение меньше или больше опорного значения. В результате мощность лазерного излучения может быть увеличена или уменьшена для получения требуемого сварного шва. Вышеописанная функция регулирования мощности может быть реализована простыми средствами в любой конфигурации. Вместо рабочего органа в сочетании с оптическим датчиком может быть использован улавливатель света любой другой конфигурации, расположенный на задней стороне зоны сварки, и, необязательно, его внутреннее пространство может быть защищено от проникновения окружающего света. Таким образом, лазером 16, входящим в состав раскрываемой конфигурации с одним рабочим органом, также можно управлять в соответствии с вышеописанным методом. Кроме того, датчик 112 может быть расположен таким образом, чтобы регистрировать прямой свет, а не отраженный.
На фиг. 10 проиллюстрирована работа раскрываемых сварочных клещей 12. Следует отметить, что все контроллеры, объединенные в схеме управления сварочными клещами 12, построены на базе ППВМ (FPGA), что значительно уменьшает общую массу сварочных клещей 12 по сравнению со сварочными клещами, имеющими похожую конфигурацию и построенными на базе программируемого логического контроллера (ПЛК) (PLC, от англ. programmable logical controller).
После нажатия на кнопку 35 включения питания (см. фиг. 4A, 4F) внешний источник сжатой среды включает перекрывающий обдув в главном канале 82 (см. фиг. 6В, 6С) (стадия 120). Одновременно с включением перекрывающего обдува или после включения перекрывающего обдува запускают двигатель 56 (см. фиг. 4В и 5), который работает до тех пор, пока не будут установлены заданное давление на заготовку, длина сварного шва и частота колебаний (стадии 122 и 124 соответственно). После выполнения всех вышеуказанных стадий двигатель 56 начинает перемещать рабочий орган 46 из исходного положения в разомкнутое положение (см. фиг. 5В) (стадия 126). По мере движения рабочего органа 46 к разомкнутым положениям с относительно высокой скоростью осуществляют непрерывное наблюдение за наличием препятствий на пути (стадия 128). Дальнейшее перемещение рабочего органа 46 в сомкнутое положение (стадия 130) осуществляют с относительно низкой скоростью. В довершение этого, рабочий орган 46 перемещают в положение сварки для обеспечения заданного давления на заготовку (стадия 132).
В положении сварки проверяют наличие контакта между наконечником 68 и поверхностью заготовки (стадия 134). После или до проверки наличия этого контакта запускают насос 10 (см. фиг. 4D) для создания перепада давления с целью вывода всех потоков воздуха вместе с отходами сварки. Только после всех вышеуказанных действий лазер испускает луч и начинается сварка (стадия 136). В процессе сварки анализируют качество шва, как описано выше (стадия 138). При необходимости корректируют выходную мощность лазера (стадия 140). По окончании сварки (стадия 150) выключают все насосы и источник питания лазера, что значительно снижает общее потребление энергии и характеризует раскрываемые сварочные клещи как энергосберегающие.
Раскрываемые сварочные клещи могут характеризоваться нижеследующими приведенными для примера параметрами.



Проиллюстрированы и описаны наиболее практические и предпочтительные варианты осуществления настоящего изобретения, однако специалистам в области техники будет ясно, что возможны модификации раскрытых конфигураций и способов без отклонения от сути и объема настоящего изобретения. Таким образом, настоящее изобретение не ограничивается конкретными конструкциями, описанными и проиллюстрированными применительно, например, к волоконным лазерам, и может быть реализовано в сочетании со всеми модификациями, входящими в объем прилагаемой формулы изобретения.
Роботизированная система лазерной шаговой шовной сварки
Многолучевая лазерная система и способы сварки
Рамановская накачка высшего порядка без затравки
Лазерная сварочная головка с двумя подвижными зеркалами, направляющими лазерный пучок, и система и способы лазерной сварки, в которых она используется
Роботизированная система лазерной шаговой шовной сварки
Многолучевая лазерная система и способы сварки
Ручной анализатор и способ измерения концентрации элементов, основанный на спектроскопии возбуждения лазерным пробоем высокоионизированной плазмы при высокой температуре

