Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПИЩЕВОГО ПРОДУКТА, В ЧАСТНОСТИ, КОНДИТЕРСКОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления упаковки для пищевого продукта, в частности кондитерского изделия, включающему этапы:
- обеспечения первого листа оберточного материала, который содержит первый участок для приема упомянутого продукта и первый периферийный участок, окружающий упомянутый первый принимающий участок;
- обеспечения второго листа оберточного материала, который содержит второй участок для приема упомянутого продукта и второй периферийный участок, окружающий упомянутый второй принимающий участок;
- размещения упомянутого продукта на упомянутом первом принимающем участке или упомянутом втором принимающем участке;
- соединения упомянутого первого листа с упомянутым вторым листом так, что упомянутые первый и второй участки для приема упомянутого продукта совместно образуют замкнутую полость, в которой размещается упомянутый продукт, и так, что упомянутые первый и второй периферийные участки приводятся в контакт друг с другом, для того чтобы образовать ободок, окружающий упомянутую полость;
- образования на упомянутом ободке зоны уплотнения, которая герметично закрывает упомянутую полость; и
- загибания упомянутого ободка вдоль линии загиба так, чтобы образовать проксимальную часть ободка и дистальную часть ободка, соединенную с упомянутой проксимальной частью вдоль упомянутой линии загиба, при этом вдоль упомянутой линии загиба упомянутую дистальную часть загибают назад в сторону упомянутой полости вплотную к упомянутой проксимальной части.
Вышеописанный способ известен из европейского патента № ЕР2366631 В1, зарегистрированного на имя данного заявителя.
Вышеупомянутый способ обычно используют для упаковки кондитерских изделий, обычно изделий на основе шоколада, внешняя поверхность которых имеет особенную форму, представляющую собой, например, фигурки или животных, которые являются плодом воображения, или даже предметы, связанные с традициями праздников, такие как пасхальные яйца или рождественские колокольчики, для того чтобы изготавливать упаковки, которые внешне точно отражают их особенную форму. Для этой цели два листа оберточной бумаги упаковки выполнены с возможностью приклеивания ко всей внешней поверхности продукта.
В упаковке такого типа эстетически привлекательный вид, очевидно, имеет такое же значение, как и обеспечение защиты изделия.
В связи с этим, а именно для улучшения эстетически привлекательного вида упаковки, загнутый ободок, упомянутый вначале, обычно предусмотрен таким образом, чтобы определять в целом профиль, по существу соответствующий внешнему контуру упакованного продукта, для того чтобы продукт выглядел так, как будто он заключен в рамку.
В вышеупомянутом патенте подробно описано, каким образом получить вышеуказанный загнутый ободок с точки зрения возможности обеспечения герметичного уплотнения на упомянутом ободке.
При этом автор данной заявки обнаружил, что, вообще говоря, образование герметичного уплотнения в структуре способа, описанного в упомянутом патенте, может вызывать появление различных внешних дефектов, которые затрагивают не только загнутый ободок, но и часть продукта, примыкающую к нему.
В связи с этим настоящее изобретение предлагает способ типа, упомянутого вначале, который обеспечит возможность герметичного уплотнения упаковки без проявления вышеупомянутых недостатков.
Вышеупомянутая цель достигается посредством способа, признаки которого представлены в п.1 формулы изобретения. Кроме того, настоящее изобретение относится к упаковке, полученной посредством рассматриваемого способа, и к устройству для выполнения этапа уплотнения, предусмотренного в данном способе.
Формула изобретения образует неотъемлемую часть технической идеи, описанной в данном документе в связи с изобретением.
Изобретение будет описано ниже только в качестве неограничивающего примера, со ссылкой на прилагаемые чертежи, из которых:
Фиг.1 представляет собой перспективный вид упаковки, полученной в соответствии со способом, описанным в данном документе;
Фиг.1А представляет собой деталь упаковки, показанной на фиг.1, в разрезе, выполненном по линии А-А в соответствии с фиг.1;
Фиг.2-22 представляют собой схематичные чертежи, которые показывают последовательные этапы способа, описанного в данном документе в предпочтительном варианте осуществления;
Фиг.23 представляет собой перспективный вид обжимного инструмента, используемого в данном способе; и
Фиг.24 представляет собой вид в плане инструмента в соответствии с фиг.23, показанного в его рабочем положении вместе с изделием, на котором данный инструмент осуществляет операцию обжатия.
В приведенном ниже описании различные конкретные детали показаны с целью обеспечения углубленного понимания вариантов осуществления. Варианты осуществления могут быть выполнены без одной или нескольких конкретных деталей или с использованием других методов, элементов или материалов и др. В других случаях известные устройства, материалы или операции не показаны или не описаны подробно, чтобы не затруднять понимание различных аспектов варианта осуществления.
Ссылочные позиции, используемые в данном документе, предусмотрены только для удобства и соответственно не определяют область охраны или диапазон вариантов осуществления.
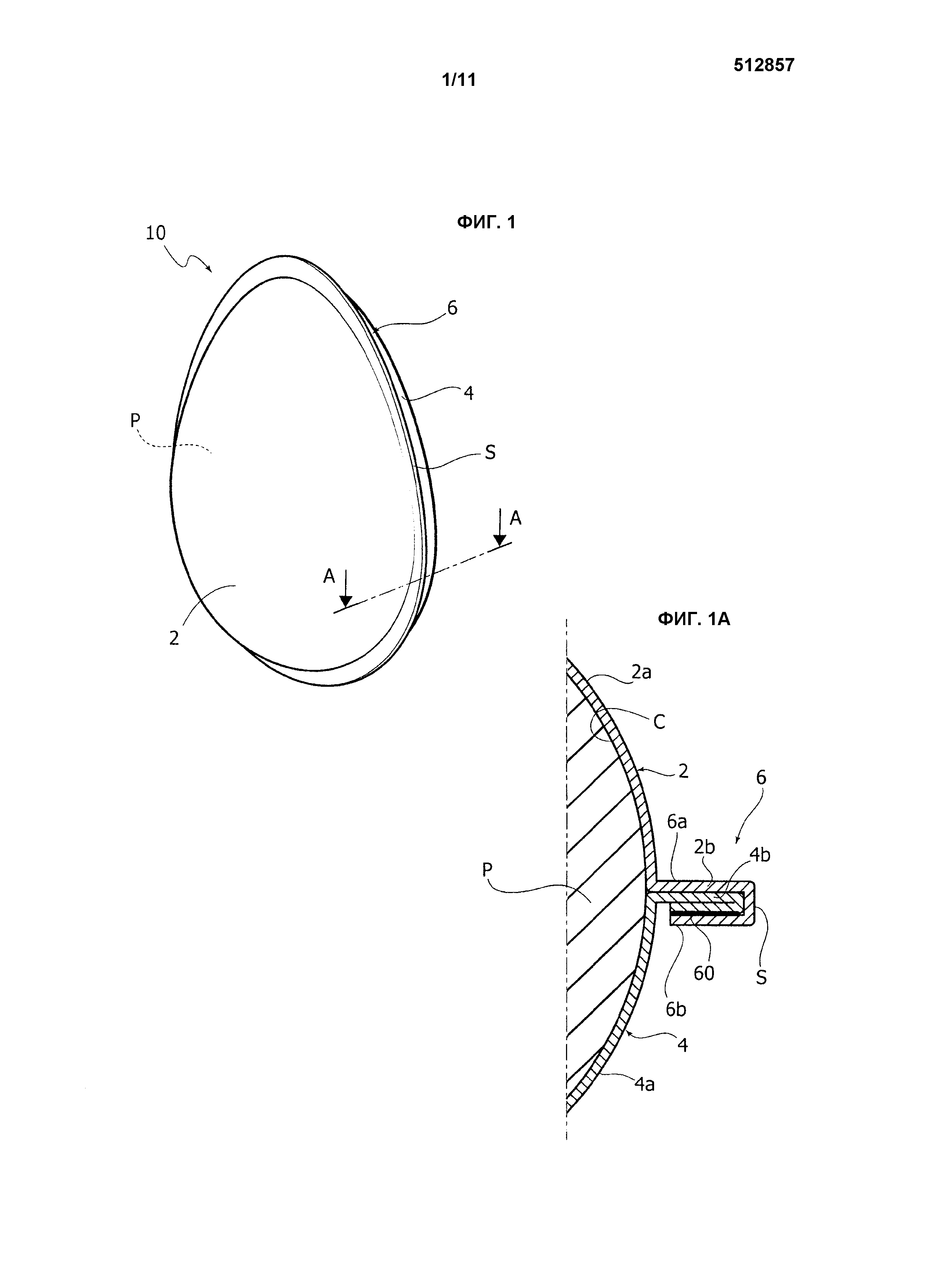
На фиг.1 показан пример упаковки для продукта Р, а именно пасхального яйца, выполненной в соответствии со способом, описанным в данном документе.
Упаковка данного типа, обозначенная на фиг.1 ссылочной позицией 10, обычно содержит первый лист 2 оберточного материала и второй лист 4 оберточного материала, соединенных вместе.
Лист 2 содержит участок 2а для приема продукта и периферийный участок 2b, который окружает упомянутый принимающий участок 2а. Аналогично, лист 4 содержит участок 4а для приема изделия и периферийный участок 4b, который окружает упомянутый принимающий участок 4а.
Листы 2 и 4 соединяют вместе так, что принимающие участки 2а и 4а совместно образуют замкнутую полость С, в которой размещается продукт Р, и так, что периферийные участки 2b, 4b приводятся в контакт друг с другом, чтобы образовать ободок 6, окружающий полость С (см. фиг.1А).
Со ссылкой на фиг.1А ободок 6 содержит зону 60 уплотнения, которая герметично закрывает полость С. Зона 60 уплотнения имеет преобладающее продольное расположение и продолжается вдоль замкнутой траектории, которая окружает принимающие участки 2а, 4а. Данная зона по существу может быть названа уплотнительной полосой.
Ободок 6 загибают назад на него самого, образуя проксимальную часть 6а и дистальную часть 6b, соединяющиеся друг с другом вдоль линии «s» загиба. Вдоль линии «s» дистальную часть 6b загибают назад в сторону полости С, вплотную к проксимальной части 6а. Необходимо отметить, что на фиг.1А показано увеличенное изображение, которое не соответствует реальным пропорциям различных элементов, для того чтобы обеспечить непосредственное понимание структуры ободка 5; на данном чертеже линия «s» загиба показана в виде периметрической полосы. Однако в реальной упаковке толщины листов 2 и 4 настолько малы по сравнению со структурой упаковки, что вышеупомянутая полоса практически может представлять собой линию, а именно линию загиба.
В разных вариантах осуществления, как в показанном варианте осуществления, участки 2а и 4а для приема продукта, которые в совокупности образуют полость С, каждый отражает форму внешней поверхности соответствующей части продукта Р с возможностью по существу приклеивания к продукту. Такая конфигурация позволяет упаковке отражать, по существу однозначно, форму содержащегося в ней продукта. Таким образом, принимающие участки 2а и 4а могут иметь любую форму, зависящую только от формы упаковываемого продукта, и, следовательно, могут даже отличаться друг от друга, например, в тех случаях, когда продукт имеет разные противоположные поверхности. При этом, вообще говоря, возможны также варианты осуществления, в которых принимающие участки 2а и 4а - оба не имеют типичную форму половины скорлупы, как в показанном примере, а, вместо этого, одна из них совершенно плоская.
В разных вариантах осуществления, как в показанном варианте осуществления, линия соединения листов 1 и 2 внутри полости С - на всем ее протяжении или по меньшей мере его части - непосредственно контактирует с изделием Р, а линия «s» загиба ободка 6 продолжается параллельно ей так, что в целом ободок почти точно отражает профиль, который имеет продукт Р в плоскости ободка. Эстетический эффект состоит в улучшении общей формы изделия.
Способ изготовления упаковки вышеописанного типа предусматривает в основном этапы:
- обеспечения первого листа оберточного материала, который содержит первый участок для приема упомянутого продукта и первый периферийный участок, окружающий упомянутый первый принимающий участок;
- обеспечения второго листа оберточного материала, который содержит второй участок для приема упомянутого продукта и второй периферийный участок, окружающий упомянутый второй принимающий участок;
- размещения упомянутого продукта на упомянутом первом принимающем участке или упомянутом втором принимающем участке;
- соединения упомянутого первого листа с упомянутым вторым листом так, что упомянутые первый и второй участки для приема упомянутого изделия в совокупности образуют замкнутую полость, в которой размещается упомянутый продукт, и так, что упомянутые первый и второй периферийные участки приводятся в контакт друг с другом, чтобы образовать ободок, окружающий упомянутую полость;
- образования на упомянутом ободке зоны уплотнения, которая герметично закрывает упомянутую полость; и
- загибания упомянутого ободка вдоль линии загиба так, чтобы образовать проксимальную часть ободка и дистальную часть ободка, соединенную с упомянутой проксимальной частью посредством упомянутой линии загиба, причем упомянутую дистальную часть загибают назад в сторону упомянутой полости, вплотную к упомянутой проксимальной части, по упомянутой линии загиба.
Способ, описанный в данном документе, отличается тем, что он предусматривает размещение упомянутой зоны уплотнения на минимальном расстоянии от вышеупомянутых первого и/или второго принимающих участков, которая выполнена так, что после упомянутого этапа загиба упомянутая зона уплотнения оказывается в упомянутой дистальной части упомянутого загнутого ободка и не пересекается с упомянутой линией загиба.
Указанная особенность, отличающая образование зоны 60 уплотнения, приводит к тому, что следующий этап загиба непосредственно затрагивает только неуплотненные участки ободка 6, подвергая их деформации, а не саму зону уплотнения. Это позволяет получить ободок, который идеально загнут назад сам на себя, который надежно остается в данном положении без всякого риска его упругого возврата в выступающее наружу положение. При этом автор данной заявки фактически обнаружил, что упомянутое явление упругого возврата возникает тогда, когда этап загиба затрагивает - также или только - зону уплотнения, т.е. в тех случаях, когда последнюю поворачивают по линии «s» загиба; причина данного явления заключается в том, что когда листы 2 и 4 сваривают вместе, ободок 6 становится в целом более жестким и, следовательно, становится значительно более упругим по сравнению с остальными частями.
Кроме того, вышеупомянутая особенность помогает решить техническую проблему предотвращения нагревания, необходимого для уплотнения двух листов, которое одновременно вызывает также расплавление или, во всяком случае, изменение консистенции продукта Р в тех случаях, когда он выполнен из материала, который способен плавиться, например, такого как шоколад. Размещение зоны уплотнения на расстоянии от участков для приема продукта фактически предполагает, что само уплотнительное средство расположено на расстоянии от данных участков (что уже само по себе способно уменьшить количество тепла, исходящего из уплотнительного средства, которое достигает продукта). В пространстве, предусмотренном между уплотнительным средством и продуктом, можно разместить средство для защиты продукта от тепла, генерируемого уплотнительным средством, таким образом предотвращая возможное нагревание продукта.
Наконец, необходимо отметить, что размещение зоны 60 уплотнения на дистальном участке 6b гарантирует, что периметрические концевые края периферийных участков 2b, 4b соединяются вместе во взаимном положении идеального совмещения, предохраняя их внутренние стороны, которые могут быть цветными и иметь внешний вид, отличающийся от внешнего вида наружных сторон, и/или предохраняя вышеупомянутые участки от закручивания и неидеального расположения друг на друге.
В связи с вышеизложенным очевидно, что упомянутая особенность расположения зоны уплотнения на упомянутом минимальном расстоянии от участков для приема продукта листов 2 и 4 является существенной для получения оптимального эстетического результата на упаковке.
Ниже будет подробно описан процесс упаковки в его различных возможных вариантах осуществления. С этой целью см. фиг.2-25, которые представляют собой схематичные чертежи, которые имеют единственную цель обеспечить непосредственное понимание принципиальных аспектов упомянутого способа и средств, используемых для его реализации. В частности, в дальнейшем будет сделана ссылка на изготовление одной упаковки, однако очевидно, что описанные средства могут быть просто приспособлены для изготовления одновременно сразу нескольких упаковок.
Прежде всего, упомянутый способ предусматривает обеспечение первого и второго листов 2 и 4 оберточного материала, которые будут образовывать упаковку. Листы 2 и 4 предпочтительно изготовлены из пластически деформируемого материала, обычно алюминия, толщиной в пределах 10-40 мкм, и покрыты слоем термоплавкого или термосвариваемого материала, например, полиэтилена или любой другой пластмассы такого же типа.
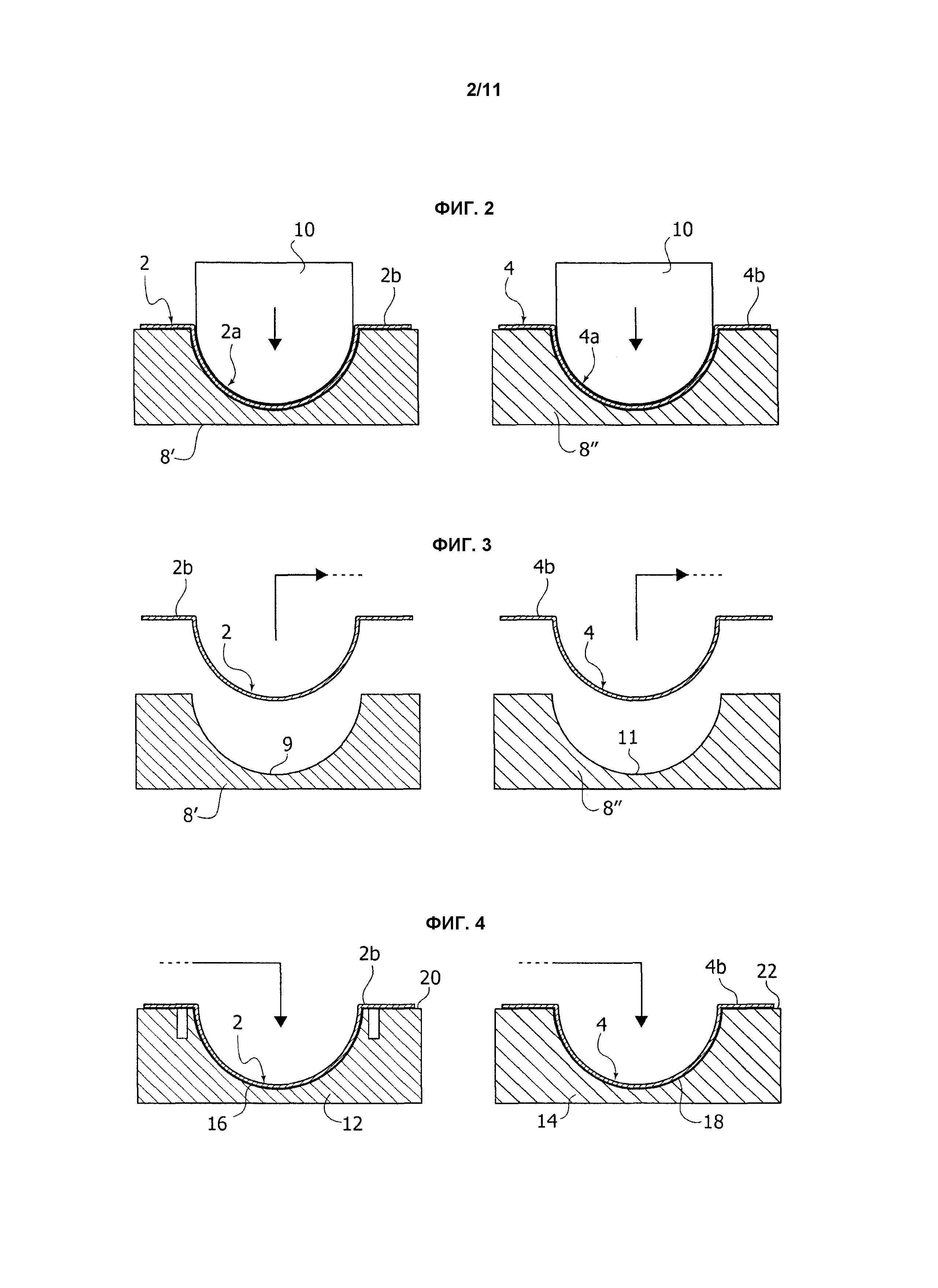
В разных вариантах осуществления, как в показанном варианте осуществления, упомянутый способ предусматривает формование упомянутых первого и второго листов так, чтобы образовать на них участки 2а и 4а для приема продукта, показанные на фиг.1.
В разных вариантах осуществления, как в показанном варианте осуществления, для этой цели упомянутый способ предусматривает использование пресс-форм 8' и 8″, которые содержат соответствующие полости 9 и 11 пресс-форм, по форме соответствующие комплементарным участкам внешней поверхности упаковываемого продукта. Листы 2 и 4 размещают на пресс-формах 8' и 8″ и, например, при помощи пуансона 10, имеющего форму, комплементарную поверхности полости пресс-формы, подвергают операции вытяжки, посредством которой на листах 2 и 4 образуются участки 2а и 4а для приема продукта, окруженные соответственно периферийными участками 2b и 4b, имеющими по существу плоскую форму.
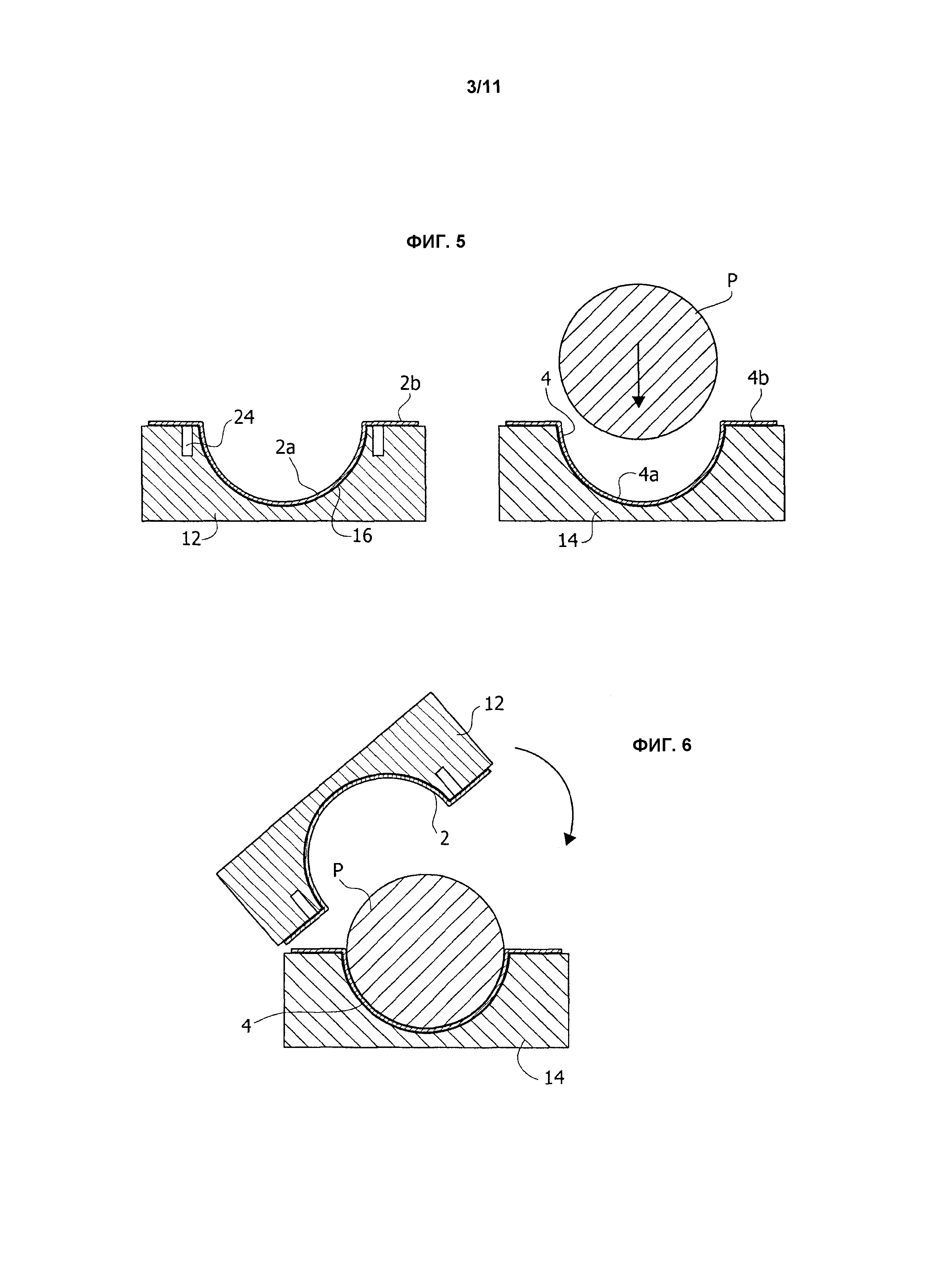
В разных вариантах осуществления, как в показанном варианте осуществления, формованные листы 2 и 4 затем переносят на вспомогательные опоры 12 и 14, которые содержат соответствующие гнезда 16 и 18, для приема формованных участков 2а и 4а и соответствующие плоские поверхности 20 и 22, окружающие гнезда 16 и 18 и приспособленные для размещения крайних участков 2b и 4b. В разных вариантах осуществления, как в показанном варианте осуществления, одна из данных опор, в показанном примере опора 12, содержит кольцеобразный паз или канавку 24, окружающую гнездо 16 опоры, назначение которой будет описано ниже.
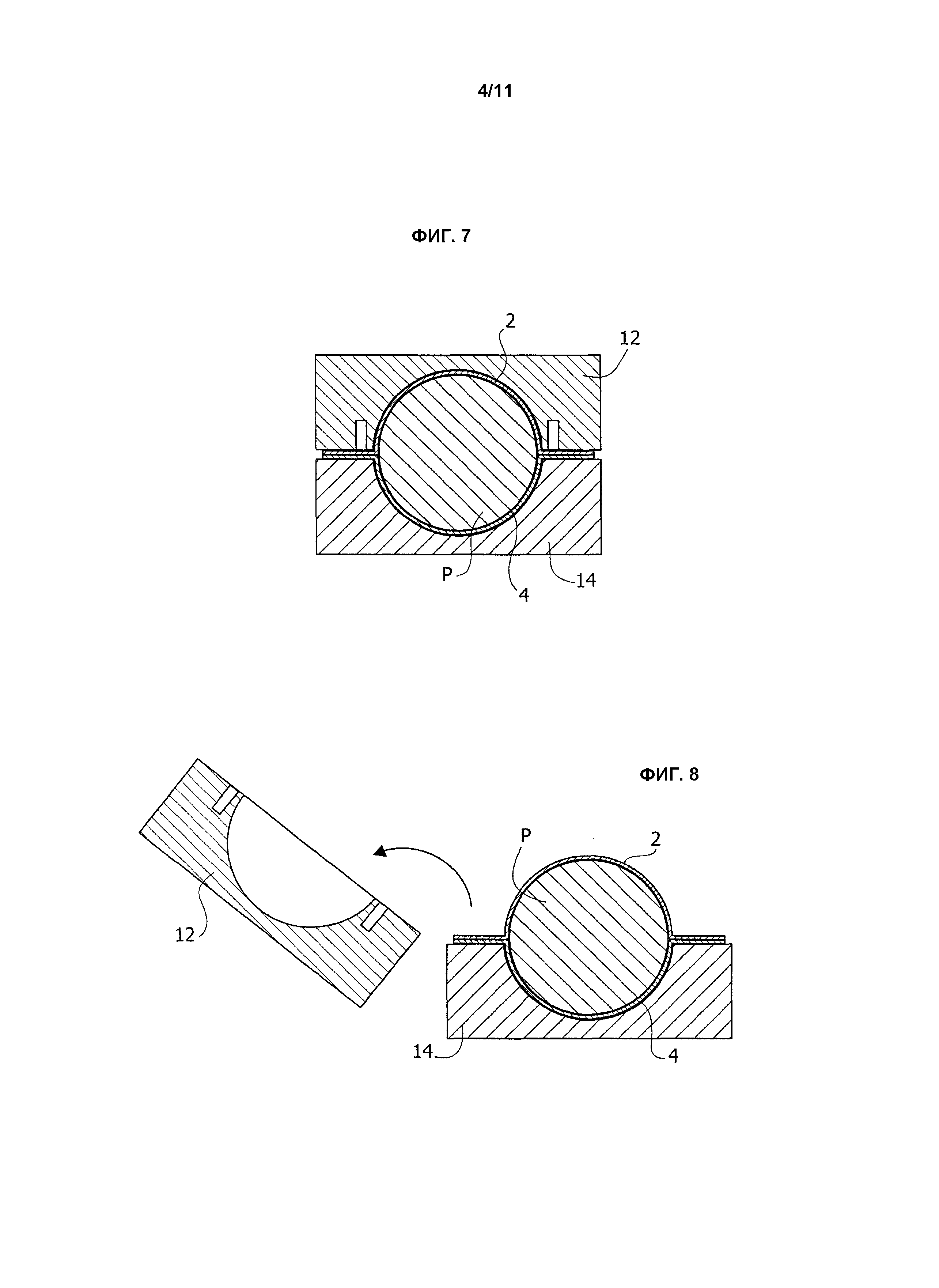
В разных вариантах осуществления, как в показанном варианте осуществления, опоры 12 и 14 выполнены с возможностью перемещения друг относительно друга между открытым положением, показанным, например, на фиг.4, и закрытым положением, показанным, например, на фиг.7, и, кроме того, в последнем положении с возможностью совместного вращения вокруг оси, перпендикулярной плоскости чертежа. Средства для обеспечения перемещений опор 12 и 14 могут быть любого типа, уже известные специалисту в данной области техники, и поэтому в данном документе подробно не описаны.
В положении, показанном на фиг.5, продукт Р помещают посредством по существу известного средства перемещения, например, чашечной присоски, в принимающий участок 4а листа 4 и затем посредством переворота опоры 14 на 180° на опору 12 (фиг.6 и 7), и лист 2 соединяют с листом 4, который покрывает участок поверхности продукта Р, который выступает из гнезда 18; таким образом, получается конфигурация, в которой два листа 2 и 4 расположены так, что их периферийные участки 2b и 4b контактируют друг с другом, образуя ободок 6, а их принимающие участки 2а и 4а совместно образуют полость С, содержащую продукт Р. Затем опоры 12 и 14 приводят обратно в их открытое положение, показанное на фиг.8.
Способ, описанный в данном документе, на данном этапе предусматривает образование зоны уплотнения, для того чтобы герметично закрыть полость С и одновременно соединить вместе листы 2 и 4.
Как было упомянуто выше, способ, описанный в данном документе, отличается тем, что зону уплотнения размещают на заданном минимальном расстоянии от принимающих участков двух листов оберточного материала. Величину данного расстояния выбирают таким образом, что после этапа загибания зона уплотнения оказывается расположенной на дистальной части загнутого ободка и не пересекается с образованной в нем линией загиба. Таким образом, данная величина зависит от ширины проксимальной части загнутого ободка и, вообще говоря, может быть равна или больше данной ширины. Ширина упомянутой зоны уплотнения - измеренная в направлении, перпендикулярном продольному направлению упомянутой зоны, - не может быть больше ширины дистальной части загнутого ободка.
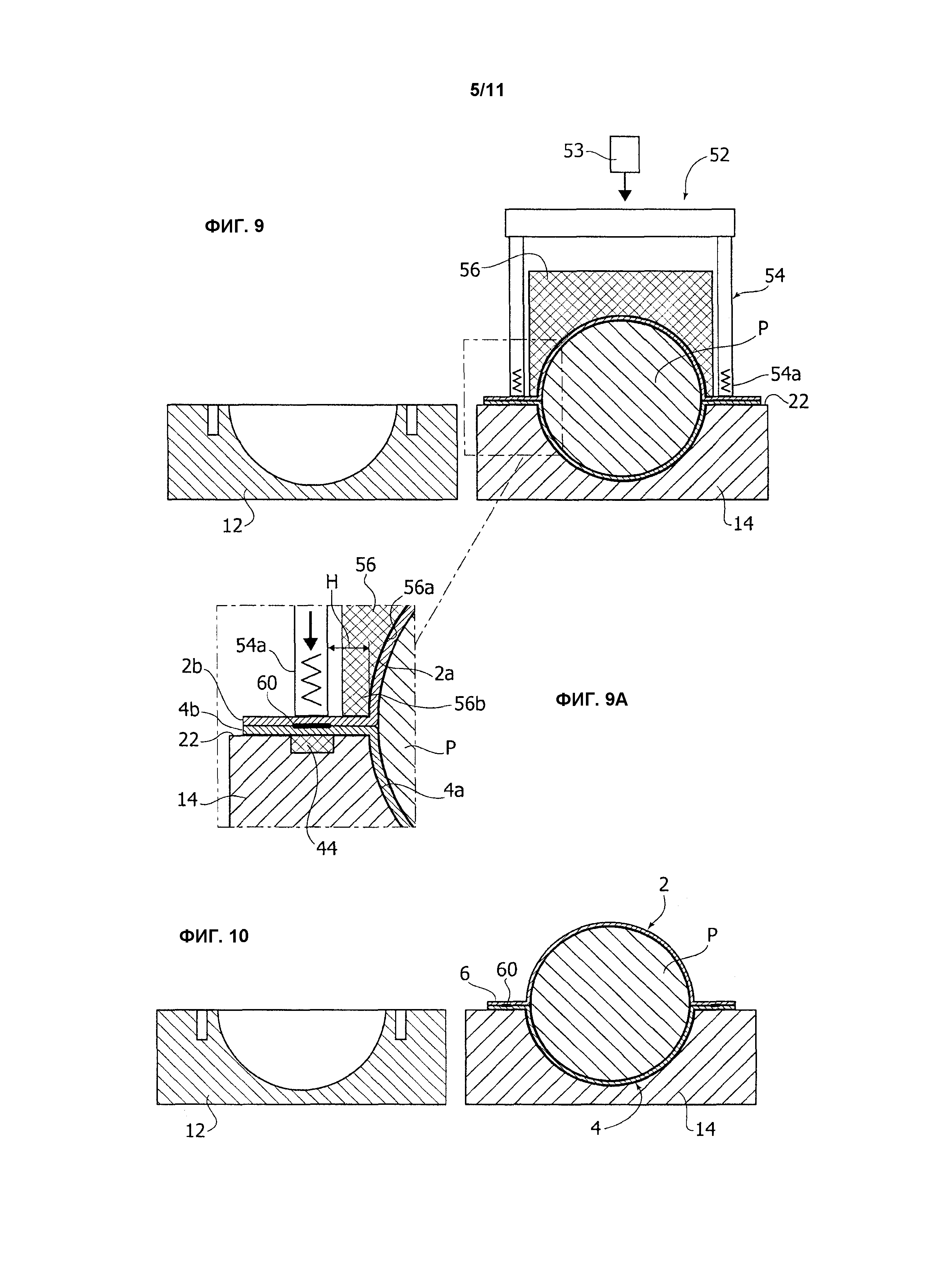
В разных вариантах осуществления, как в показанном варианте осуществления, для получения зоны уплотнения способ, описанный в данном документе, предусматривает использование уплотнительного устройства 52.
Упомянутое устройство преимущественно содержит опорное средство, приспособленное для приема листов 2 и 4, соединенных друг с другом, в котором образовано гнездо, на котором должны быть размещены принимающие участки 2а и 4а данных листов, и предпочтительно плоскую контрастную поверхность, на которой должны быть размещены периферийные участки 2b и 4b. Устройство 52 дополнительно содержит элемент 54 давления, содержащий нагревающий край 54а, который приводится в движение посредством привода 53 так, что край 54а прижимает участки 2b, 4b к вышеупомянутой контрастной поверхности. В разных вариантах осуществления, как в показанном варианте осуществления, упомянутое опорное средство образовано посредством одной из самих опор 12 и 14, причем в данном случае вышеупомянутое гнездо образовано посредством гнезд 16 и 18 данных опор, при этом вышеупомянутая контрастная поверхность образована посредством их поверхностей 20, 22. В альтернативных вариантах осуществления рассматриваемое опорное средство образовано посредством опоры, в целом подобной опорам 12 и 14, но специально приспособленной для использования с уплотнительным устройством 52. В разных предпочтительных вариантах осуществления на вышеупомянутой контрастной поверхности установлен упругий элемент 44, например, выполненный из силикона, который имеет такую форму, чтобы образовать плоскую поверхность, которая по существу повторяет по форме и размерам нагревающий край 54а и к которой последний прижимает участки 2b, 4b. Элемент 44 выполняет функцию компенсации благодаря своей упругой структуре любых возможных дефектов упомянутой контрастной поверхности и/или нагревающего края. В разных вариантах осуществления, как в показанном варианте осуществления, упомянутый упругий элемент 44 размещается в соответствующей канавке, образованной в контрастной поверхности 22.
В зоне, где участки 2b, 4b прижимаются нагревающим краем 54а, они привариваются друг к другу в результате совместного действия давления и нагревания, оказываемого упомянутым краем. Для получения требуемой зоны уплотнения нагревающий край 54а имеет ширину, соответствующую ширине упомянутой зоны уплотнения, и продолжается вдоль замкнутой траектории, имеющей длину и/или форму, соответствующие длине и/или форме траектории, вдоль которой должна быть расположена зона уплотнения на участках 2b, 4b. В частности, край 54 продолжается вдоль траектории таким образом, что в рабочем положении элемента 54 он окружает принимающие участки 2а, 4а, удерживаясь на расстоянии, равном по меньшей мере вышеупомянутому минимальному расстоянию зоны уплотнения, обозначенному Н на фиг.10А.
Как можно видеть на фиг.10 и 10А, в упомянутом рабочем положении элемента 54, между нагревающим краем 54а и формованным участком 4а предусмотрено свободное пространство. В разных вариантах осуществления, как в показанном варианте осуществления, упомянутый способ предусматривает вставку в упомянутое пространство средства, приспособленного для защиты изделия Р от тепла, передаваемого нагревающим краем 54а.
Для этой цели в разных вариантах осуществления, как в показанном варианте осуществления, устройство 52 содержит охлаждающий корпус 56, установленный внутри нагревающего края 54а и приспособленный для закрытия формованного участка 4а и содержащегося в нем участка продукта, предотвращения любого прямого воздействия на него нагревающего края 54а и поглощения тепла, передаваемого самим упомянутым краем. В частности, корпус 56 содержит полость 56а, приспособленную для приема формованного участка 4а, и край 56b, который окружает полость 56а и имеет такую ширину, что он способен размещаться в пространстве между краем 54а и формованным участком 4а.
Устройство 52 содержит средства (непоказанные) для циркуляции охлаждающей текучей среды в корпусе 56. В частности, корпус 56 содержит один или несколько каналов, которые расположены вокруг полости 56а, и средства подачи, которые соединены с данными каналами, для обеспечения циркуляции по ним охлаждающей текучей среды. Во время работы устройства охлаждающая текучая среда поглощает тепло, излучающееся из нагревающего края 54, таким образом, предотвращая возможное нагревание участка 4а и продукта Р.
Корпус 56 выполнен с возможностью перемещения посредством самого элемента 54 давления или же посредством отдельного устройства перемещения, приведение в действие которого согласовано с элементом 54.
В альтернативных вариантах осуществления вместо охлаждающего корпуса 54 можно предусмотреть просто корпус, выполненный из изолирующего материала, который препятствует передаче тепла, генерируемого нагревающим краем 54а, на продукт.
Вышеописанное уплотнительное устройство может представлять собой установку в структуре упаковочного цеха, которая осуществляет в процессе работы одну или несколько операций, описанных выше, или же может представлять собой отдельное устройство, к которому продукты Р, вместе со связанными с ними листами 2 и 4, могут подаваться посредством линии цеха.
В конце операции уплотнения листы 2 и 4 соединяются вместе, образуя герметично уплотненную обертку.
После этапа уплотнения способ, описанный в данном документе, в заключение предусматривает образование загнутого ободка упаковки.
Данный этап обычно предусматривает загибание ободка 6 самого на себя вдоль линии «s» загиба, для того чтобы образовать проксимальную часть 6а и дистальную часть 6b. По линии «s» загиба дистальную часть 6b загибают обратно в сторону полости С до тех пор, пока ее не приводят вплотную к проксимальной части 6а. Учитывая вышеизложенное, операция загибания ободка 6 не вызывает деформации зоны 60 уплотнения, и по завершении ее данная зона оказывается расположенной в дистальной части 6b (см. фиг.1А и 15-23).
Дополнительно перед вышеописанной операцией загибания предусмотрена операция обрезания, для того чтобы уменьшить ободок 6 до требуемой ширины.
В разных вариантах осуществления, как в показанном варианте осуществления, упомянутые операции обрезания и загибания выполняются с использованием способов и устройств, представленных в патенте № ЕР 2366631, упомянутом вначале, которые будут также подробно описаны ниже для полноты изложения. Однако очевидно, что рассматриваемые операции могут быть выполнены также посредством альтернативных способов и/или устройств. При этом необходимо отметить, что вышеописанные преимущества, связанные с размещением зоны уплотнения на расстоянии от продукта Р, получаются также и в случае использования способов и/или устройств, отличающихся от способов и устройств, описанных ниже.
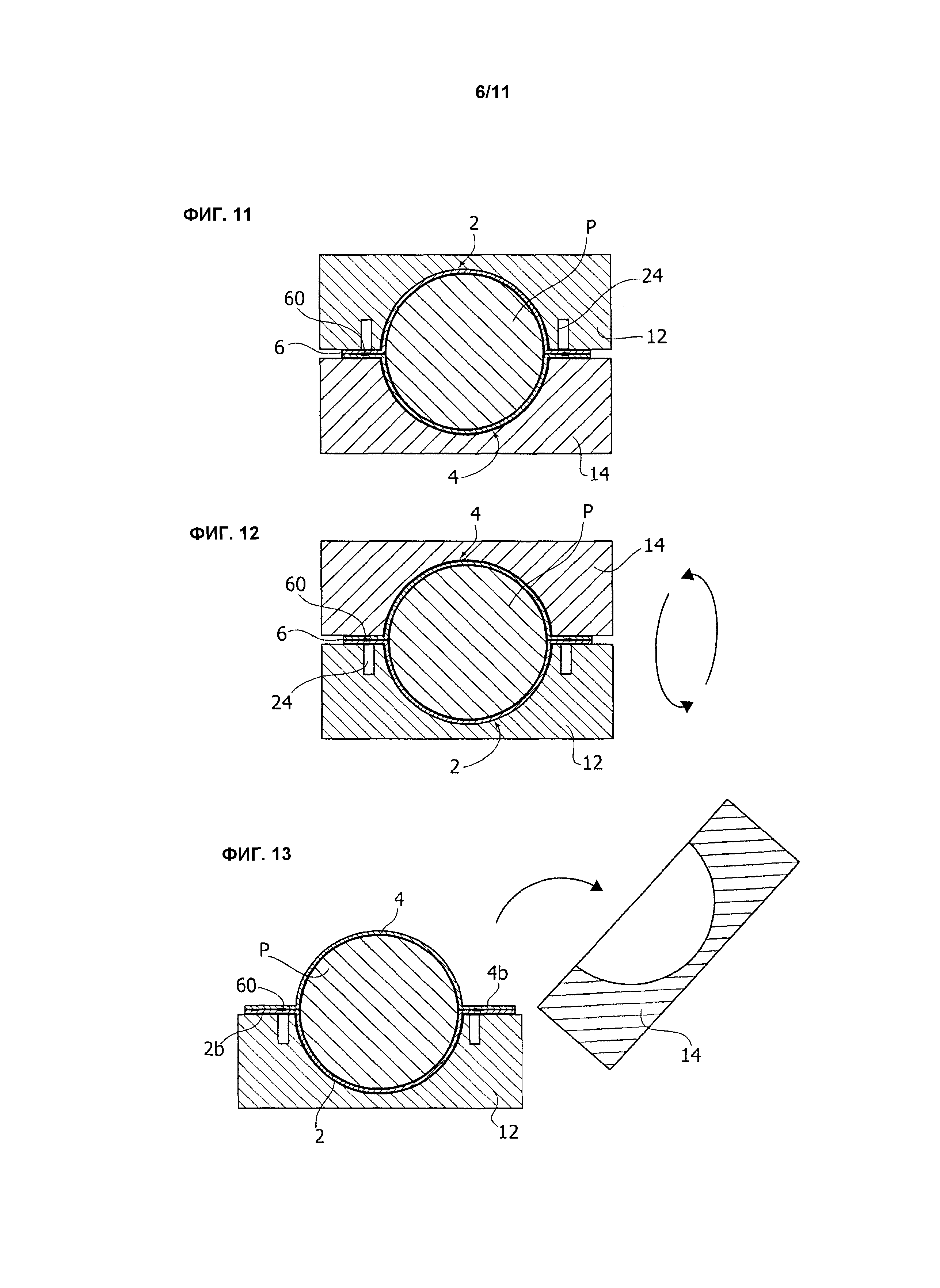
В разных вариантах осуществления, как в показанном варианте осуществления, начиная от положения, показанного на фиг.11, оберточный материал, полученный посредством операции уплотнения, перемещают с опоры 14 на опору 12. С этой целью осуществляют перемещение опор 12 и 14, включающее следующую последовательность: i) переворот на 180° опоры 12 на опору 14 (фиг.12); ii) поворот на 180° комплекта опор 12 и 14 (фиг.13) таким образом, что продукт и оберточный материал переходят от поддержки посредством опоры 14 на поддержку посредством опоры 12; и, наконец, iii) удаление опоры 14 от опоры 12 (фиг.14).
В разных вариантах осуществления, как в показанном варианте осуществления, затем упомянутый способ предусматривает операцию обрезания ободка 6 с целью получения требуемой ширины ободка.
Упомянутую операцию обрезания предпочтительно осуществляют таким образом, чтобы одновременно с обрезанием осуществлять загибание дистальной части упомянутого ободка под углом, предпочтительно равным 90°, относительно остальной проксимальной части, для того чтобы уже на данном этапе образовать вышеупомянутые проксимальную и дистальную части 6а и 6b, которые должны привести к образованию загнутого ободка на следующем технологическом этапе.
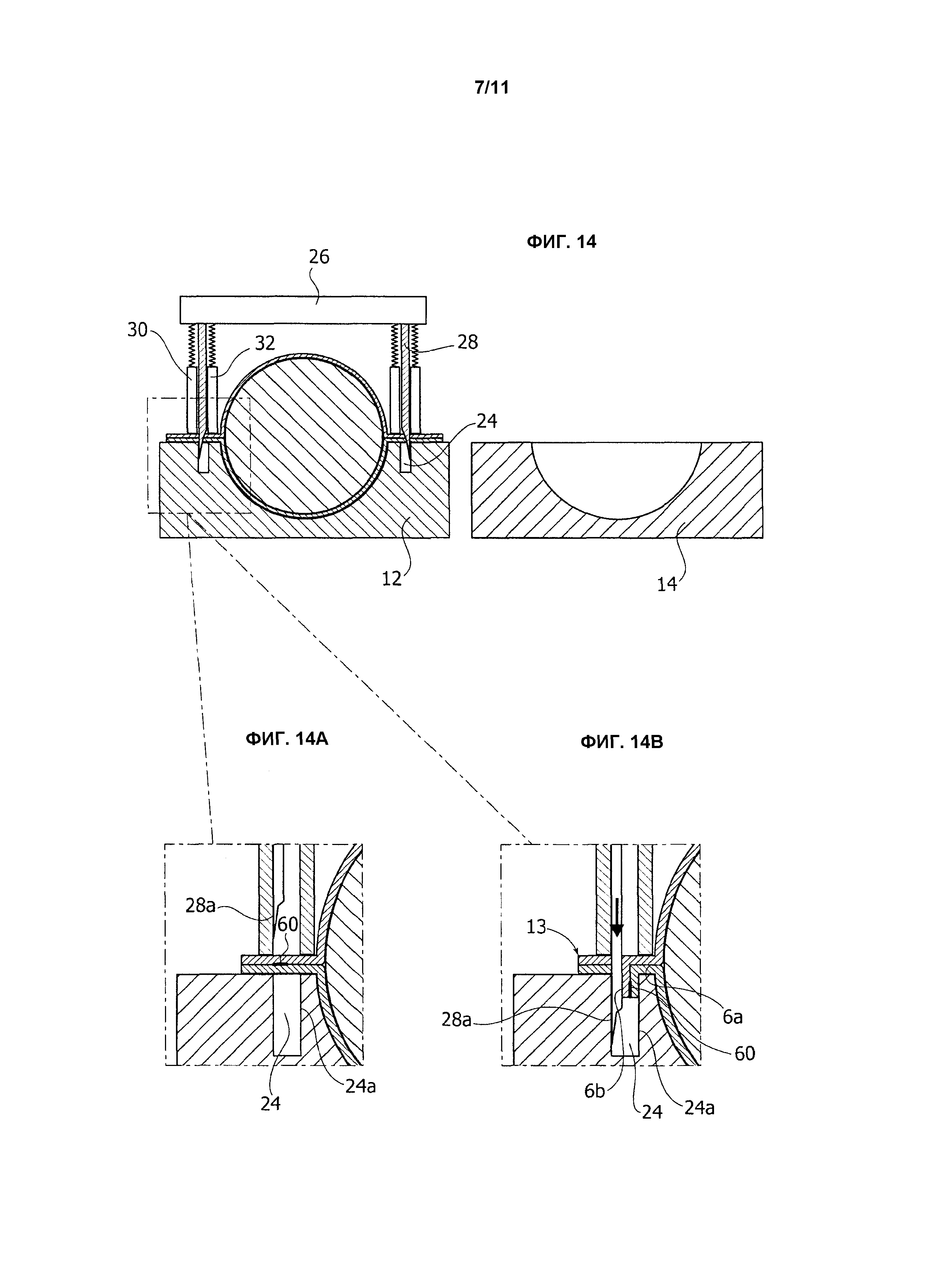
В разных вариантах осуществления, как в показанном варианте осуществления, данная операция может быть осуществлена посредством устройства типа, показанного на фиг.15, которое взаимодействует с опорой 12, содержащей кольцеобразную канавку 24. Данное режущее устройство содержит вертикально подвижную опору 26, с которой соединен кольцеобразный режущий или вырубной элемент 28, и средства 30, 32 давления, предпочтительно упругоприкрепленные к опоре 26, которые окружают кольцеобразный режущий элемент 28 изнутри и снаружи. Упомянутое режущее устройство расположено так, что средства 30, 32 давления контактируют с ободком 6 и с режущим элементом 28, который выполнен с возможностью проникания в канавку 24. Режущий конец 28а режущего элемента 28 выполнен с возможностью проникания в канавку 24 на небольшом радиальном расстоянии от радиально внутренней стенки 24а канавки 24, причем данное расстояние определено таким образом, что в нем может быть размещена часть загнутого ободка.
Таким образом, в процессе операции обрезания, средства 30, 32 давления закрепляют ободок 6 и, опуская режущий элемент внутрь канавки 24, вызывают, одновременно с обрезанием периферийных участков ободка, одновременное загибание вниз дистальной части 6b относительно проксимальной части 6а. Обрезки, обозначенные в целом ссылочной позицией 13, могут быть удалены после обрезания, например, посредством всасывания, на следующем этапе упомянутого способа.
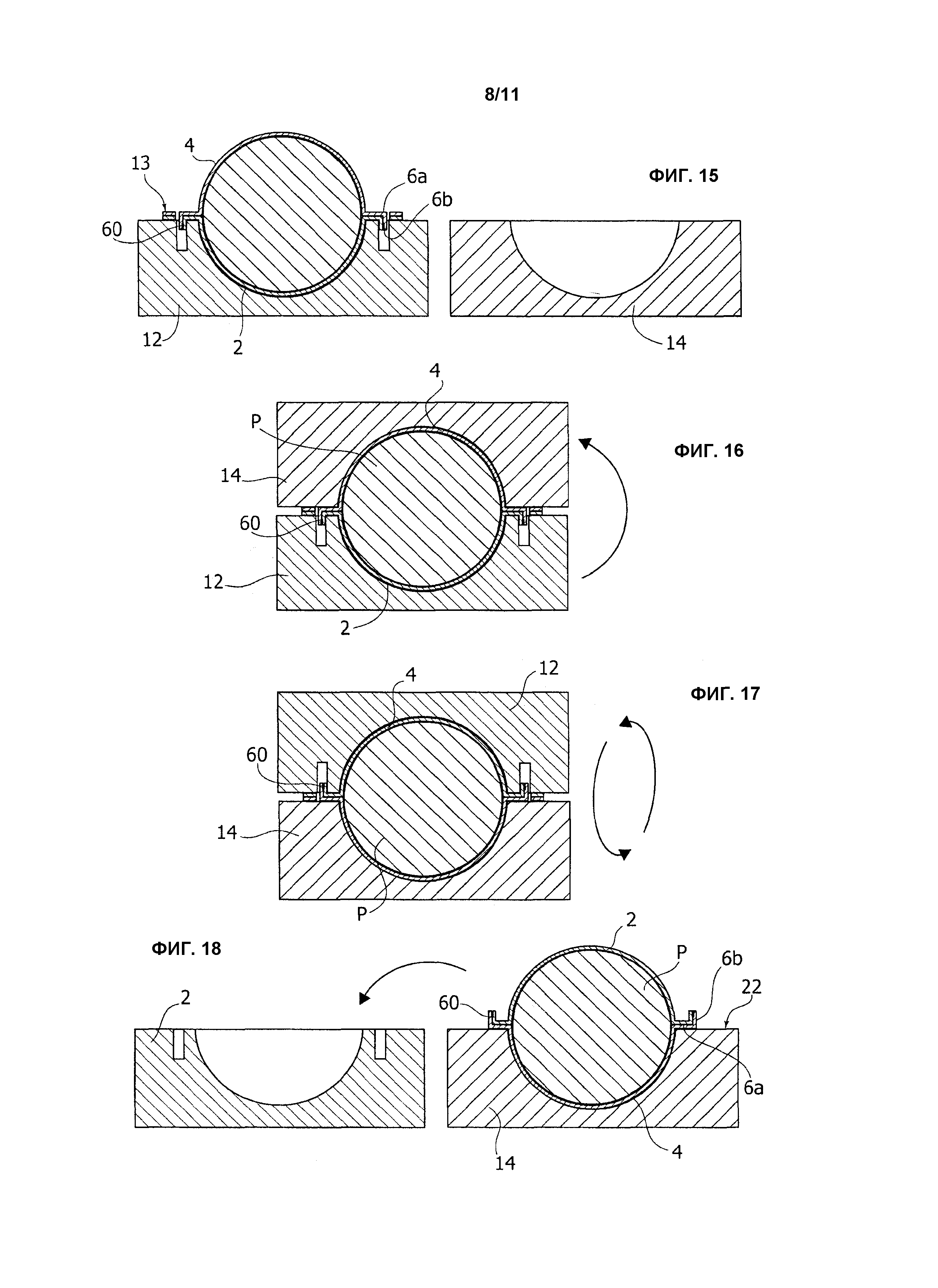
Затем упомянутый способ предпочтительно предусматривает операцию переворачивания оберточного материала на 180°, для того чтобы разместить загнутые части ободка сверху. Данная операция может быть выполнена, например, в соответствии с технологическими этапами, показанными на фиг.16, 17, 18 и 19, которые включают переворот опоры 14 на опору 12, чтобы получить конфигурацию, показанную на фиг.17, в которой оберточный материал замыкается между опорами 12, 14, переворот на 180° двух соединенных опор 12, 14 (фиг.18) с последующим открытием верхней опоры 14, чтобы получить конфигурацию, показанную на фиг.19.
Затем упомянутый способ предусматривает загибание дистальной части 6b ободка вплотную к соответствующей проксимальной части 6а.
В разных вариантах осуществления, как в показанном варианте осуществления, для того чтобы выполнить данную операцию, способ, описанный в данном документе, предусматривает использование обжимного устройства, описанного в европейском патенте № ЕР 2366631. Термин «обжатие», который в механических технологиях используется для обозначения операции расклепывания края клепаных листов металла, в данном случае используется для обозначения операции деформации, загибания и/или расклепывания ободка 6.
Вышеупомянутое устройство может представлять собой установку, которая функционирует на линии в пределах упаковочного цеха, или же может представлять собой самостоятельное устройство, к которому обертки, подлежащие обработке, могут подаваться посредством линии цеха.
Рассматриваемое устройство может быть приспособлено для взаимодействия непосредственно с одной из вышеописанных опор 12 или 14, или, как вариант, оно может содержать свои собственные средства для поддержки оберточного материала, которые, как и опоры 12 и 14, обычно содержат гнездо, приспособленное для поддержки одного из двух формованных участков 4а или 2а оберточного материала, и по существу плоскую поверхность, которая окружает вышеупомянутое гнездо и приспособлена для поддержки ободка 6.
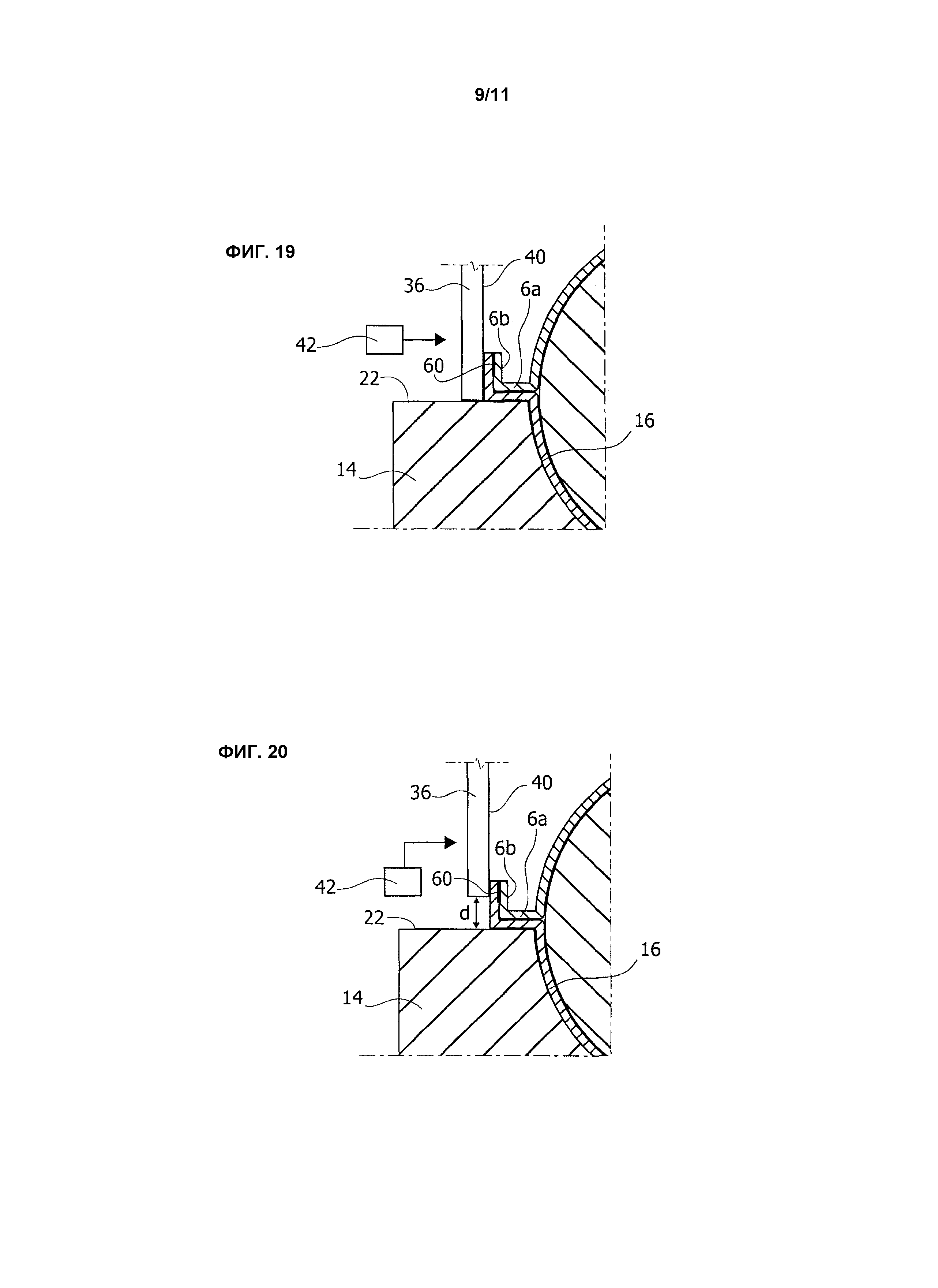
Рассматриваемое устройство содержит обжимное средство, приспособленное для осуществления загибания и/или расклепывания дистальной части 6b относительно продукта Р, начиная от конфигурации типа, показанного на фиг.20, где данная часть уже загнута в угловое положение, в основном практически перпендикулярное поверхности 22 опоры 14.
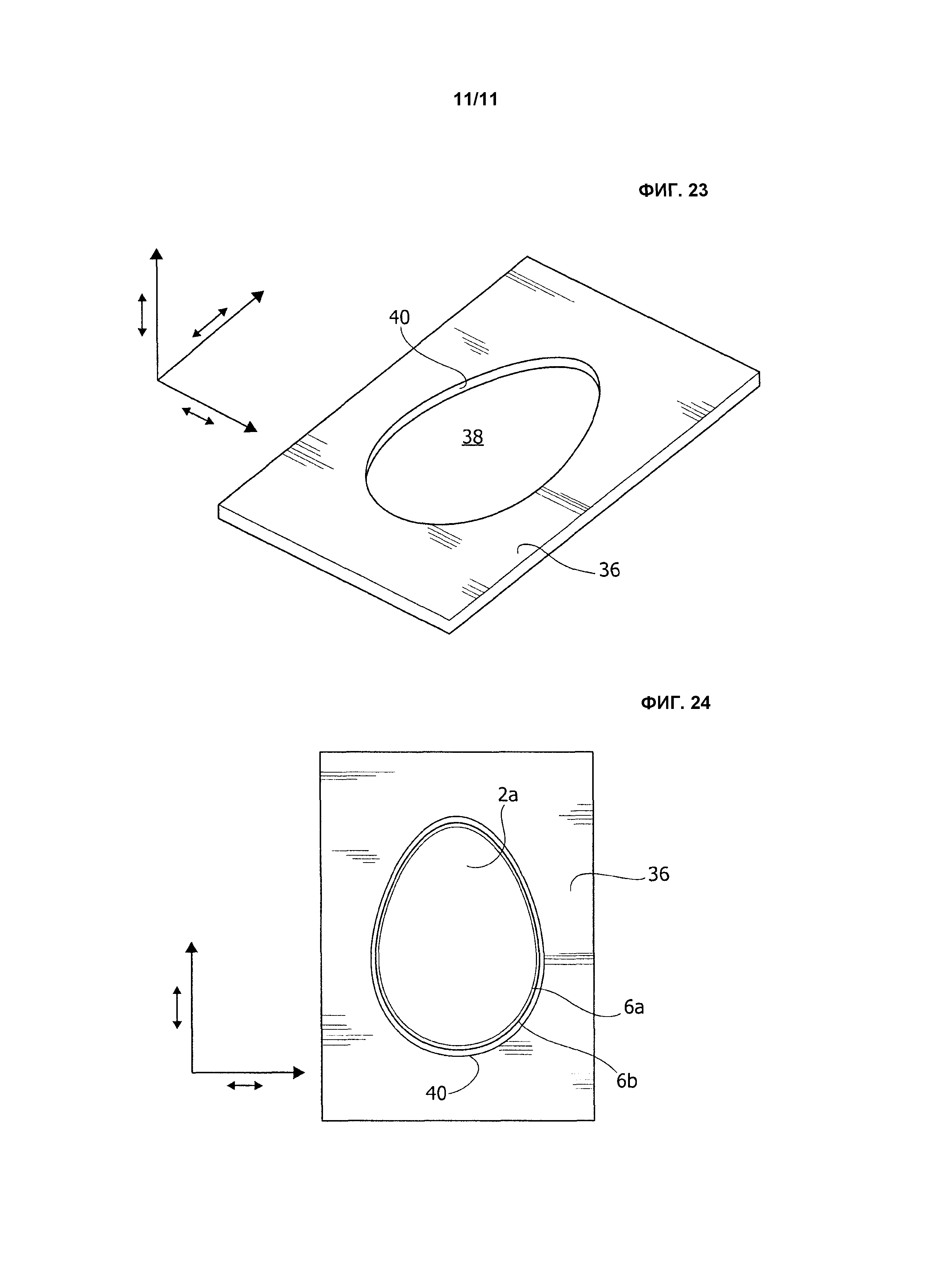
Вышеупомянутое обжимное средство содержит обжимной инструмент, обозначенный ссылочной позицией 36, который может представлять собой объемную пластину с отверстием 38 (фиг.25), имеющим соответствующий периметрический профиль 40, увеличенный относительно периметрического профиля, образуемого концом ободка 6.
Таким образом, обжимной инструмент 36 может быть расположен в контакте с поверхностью 22 опоры 14 так, что отверстие 38 находится в положении, окружающем, на расстоянии, дистальную часть 6b, т.е. в конфигурации, показанной на фиг.24, на котором показан принимающий участок 2а, периметрический профиль, образуемый дистальной частью 6b, и профиль 40 отверстия 38, который расположен на практически одинаковом расстоянии от частей 6а, 6b.
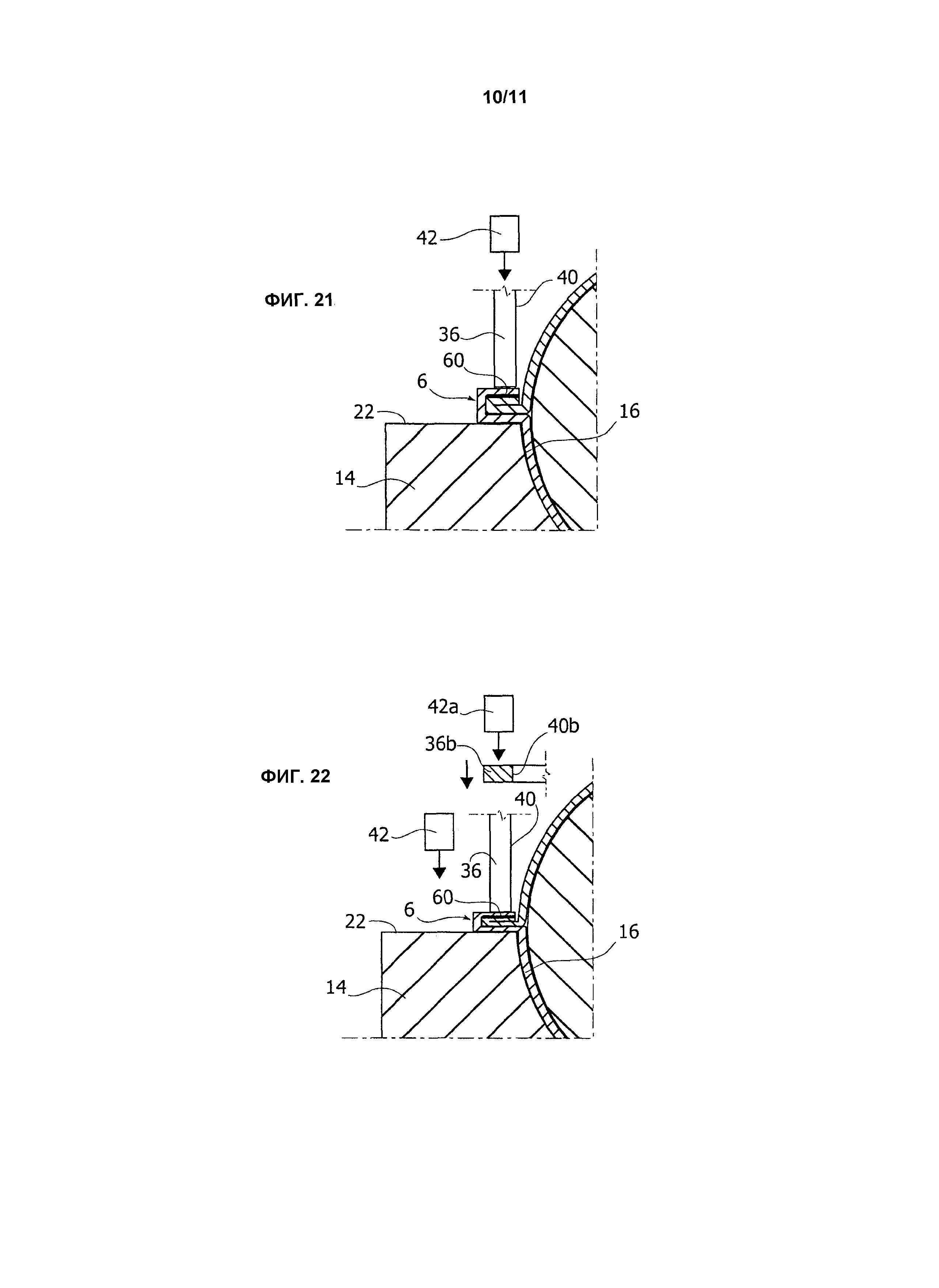
Обжимной инструмент выполнен с возможностью вертикального перемещения относительно упомянутых опорных средств между поднятым положением и опущенным положением, в котором он практически контактирует с поверхностью 22. Обжимной инструмент 36 выполнен также с возможностью перемещения в горизонтальной плоскости. Для приведения в движение обжимного инструмента для обеспечения вертикального или горизонтального перемещения предусмотрены приводы 42.
В частности, приводы 42 приспособлены для осуществления последовательных или непоследовательных растягиваний профиля 40 отверстия 38 до контакта с соответствующим растяжением профиля, образованного ранее загнутой дистальной частью 6b. Данная операция может осуществляться в положении, в котором нижний конец обжимного инструмента находится в контакте с поверхностью 22 и используется также для достижения, в случае необходимости, надлежащего расположения дистальной части 6b под прямыми углами к поверхности 22 (фиг.20). Затем обжимной инструмент подвергается вертикальному перемещению на расстояние d, которое больше, чем толщина ободка 6, и так, что нижний конец профиля 40 и отверстия 38 еще могут сталкиваться, после горизонтального перемещения, с верхним концом дистальной части 6b (фиг.21).
Затем обжимной инструмент 36 подвергается горизонтальному перемещению приближения к корпусу продукта Р, для того чтобы вызвать дополнительное загибание внутрь дистальной части 6b (фиг.22) таким образом, чтобы она размещалась поверх проксимальной части 6а.
Опционально, и в любом случае предпочтительно, обжимной инструмент 36 затем подвергается вертикальному перемещению приближения к поверхности 22 опоры 14 для осуществления расклепывания (фиг.23).
Вышеупомянутые операции, т.е. операции, показанные на фиг.20, 21 и 22, и опционально также операции, показанные на фиг.23 (и расклепывание), осуществляются для дополнительного последовательного или непоследовательного растягивания профиля ободка. Например, когда изделие имеет преимущественно прямоугольный профиль, вышеупомянутые операции осуществляются для каждой стороны, образующей профиль.
В разных вариантах осуществления, как в показанном варианте осуществления, для достижения последовательных или непоследовательных растяжений ободка 6 обжимной инструмент приводят в движение в соответствии с поступательным перемещением в двух взаимно перпендикулярных направлениях. В случае овоидального профиля, показанного на чертежах, обжимной инструмент, в качестве альтернативы, может быть заранее приспособлен для вращательного и эксцентричного перемещения в горизонтальной плоскости, для того чтобы осуществлять одно за другим последовательные или непоследовательные растягивания профиля 40 отверстия 38 до контакта с соответствующими участками ободка 6.
Необходимо отметить, что выполнение операции обжатия по всему профилю ободка не является существенным и обязательным аспектом упомянутого способа, поскольку в определенных применениях может быть желательно сохранять часть профиля ободка необжатой, т.е. сохранять растяжение профиля ободка незагнутым назад на себя. Таким образом, способ в соответствии с изобретением также обладает преимуществом обеспечения выполнения операции обжатия только на части периметрического профиля ободка или на его конкретных частях, которые могут быть даже расположены не рядом друг с другом.
Как было упомянуто выше, конечная операция обжатия является необязательной. Например, в случае овоидального корпуса, показанного на чертежах, операция обжатия (в случае необходимости) может быть выполнена на следующем этапе с использованием вспомогательного инструмента 36b (фиг.23), выполненного с возможностью вертикального перемещения под действием привода 42а и содержащего отверстие, внутренний профиль которого по существу соответствует профилю, образуемому загнутой дистальной частью 6b (т.е. линией «s» загиба). Вышеупомянутый вспомогательный инструмент 36b выполнен с возможностью приведения в вертикальное движение до тех пор, пока он не входит в контакт с ободком, загнутым назад на себя, для того чтобы осуществить расклепывание по всему его контуру, в течение одной операции.
Описанное обжимное устройство позволяет проводить операции на изделиях, имеющих разные формы, посредством простого изменения профиля 40 отверстия или отверстий 38.
Разумеется, без отклонения от принципа настоящего изобретения, детали конструкции и варианты осуществления могут изменяться, даже значительно, относительно тех, что показаны в данном документе только в качестве неограничивающего примера, таким образом, не отклоняясь от объема настоящего изобретения, который определяется прилагаемой формулой изобретения.
Способ и устройство для изготовления выпечных изделий в форме полуоболочек
Демонстрационная конструкция, например, для демонстрационных стендов с поддерживаемыми тепловыми условиями
Способ изготовления емкостей и соответствующая емкость
Устройство, установка и способ обертывания предмета в оболочку из листового материала
Способ изготовления групповых упаковок и соответствующая упаковка
Способ упаковки продукта в запечатанную обертку из листового материала
Способ изготовления упаковки для пищевого продукта, в частности кондитерского изделия
Упаковка для пищевых продуктов
Печенье с наполнителем и соответствующий способ его получения
Способ нанесения гранулированного материала на наружную сторону пищевого продукта
Устройство, установка и способ обертывания предмета в оболочку из листового материала
Способ упаковки продукта в запечатанную обертку из листового материала
Способ изготовления упаковки для пищевого продукта, в частности кондитерского изделия
Способ и оборудование для производства пищевых продуктов, образованных путем соединения комплементарных частей

