Результат интеллектуальной деятельности: СПОСОБ ПОДАВЛЕНИЯ ДЕФОРМАЦИОННЫХ ПОЛОС НА ПОВЕРХНОСТИ АЛЮМИНИЙ-МАГНИЕВЫХ СПЛАВОВ
Вид РИД
Изобретение
Изобретение относится к способам обработки алюминиевых сплавов, включающим механическую обработку давлением с одновременным приложением импульсного электрического поля с целью подавления механических неустойчивостей сплава под давлением, вызывающих образование деформационных полос на поверхности конечного продукта.
Существует несколько видов обработки металлов и полупроводников на основе процесса давления - прокатка, штамповка, волочение и плющение, где для повышения производительности и качества обработки может быть использован электропластический эффект (ЭПЭ) (Троицкий О.А., Баранов Ю.В., Авраамов Ю.С., Шляпин А.Д. Физические основы и технологии обработки современных материалов, том 1 и том 2. - Москва-Ижевск, Институт компьютерных исследований, 2004 г.).
Настоящее изобретение относится к алюминиевым сплавам, проявляющим в условиях механической обработки давлением прерывистую деформацию, известную как эффект Портевена-Ле Шателье (ПЛШ). Полосы локализованной деформации, связанные с прерывистой деформацией, ухудшают качество поверхности промышленных изделий и вызывают преждевременную коррозию и внезапное разрушение.
Наиболее близким к предлагаемому способу является способ обработки металлов по патенту России №2544721 (Кл. C22F 1/047, публикация 20.03.2015), включающий механическую обработку заготовки из листового сплава Al-Mg с одновременным пропусканием постоянного тока низкой плотности 20-30 А/мм2.
Недостаток этого способа - отсутствие оптимального сочетания диапазона плотности тока, длительности пропускания постоянного тока и температурно-скоростных условий деформирования. В частности, ток пропускается по заготовке в течение всего времени деформирования, даже на участках деформационной кривой, на которых в отсутствие тока прерывистая деформация не наблюдается, что также ограничивает возможности метода.
Технической задачей предлагаемого решения является оптимизация условий электротоковой обработки промышленных сплавов Al-Mg, применяемых при производстве авиакосмической техники и автомобилей, с целью снижения затрат на электроэнергию, улучшения качества поверхности промышленных изделий, увеличения долговечности алюминий-магниевых сплавов без потери прочности и пластичности.
Апробация способа производилась на промышленном алюминий-магниевом сплаве АМг5, который в отсутствие тока демонстрирует прерывистую деформацию ПЛШ. Образцы в виде двухсторонних лопаток с размером рабочей части 6×3×0.5 мм вырезали машинным способом из листового проката вдоль направления холодной прокатки. После отжига при 420°C и закалки на воздухе средний размер зерна составил около 10 мкм.
Испытания на растяжение с постоянной скоростью деформирования проводили в жесткой испытательной машине Instron (модель 3344). При испытании в жестком режиме прерывистая деформация проявляется в виде повторяющихся скачков разгрузки амплитудой 5-15 МПа. Для исследования влияния электрического тока на прерывистое течение образец электрически изолировали от испытательной машины с помощью захватов из плавленого кварца. В качестве источника тока использовали низковольтный (5В) источник постоянного тока SE-600-5 с ограничительным сопротивлением - балластным реостатом РБ-306П. Процессы полосообразования и распространения локализованной деформации на поверхности плоского образца контролировали с помощью высокоскоростной видеокамеры VS-FAST/G6 (НПО Видеоскан). Скачки нагрузки измеряли с помощью тензодатчика Zemic A3-C3-100kg-3V с чувствительностью 1.5 мкВ/Н в полосе частот 0-2 кГц.
Схема эксперимента представлена на Фиг. 1. Образец 1 растягивали с постоянной скоростью  Импульсный сигнал тензодатчика 2, вызванный резким скачком разгрузки, запускает генератор прямоугольных импульсов тока 3 с помощью блока управления 4, который включает блок задержки на время td (0.1-1000 мс) между запускающим импульсом от тензодатчика и импульсом тока, и генератор прямоугольных импульсов тока с заданной амплитудой (~10-110 А), длительностью переднего фронта
Импульсный сигнал тензодатчика 2, вызванный резким скачком разгрузки, запускает генератор прямоугольных импульсов тока 3 с помощью блока управления 4, который включает блок задержки на время td (0.1-1000 мс) между запускающим импульсом от тензодатчика и импульсом тока, и генератор прямоугольных импульсов тока с заданной амплитудой (~10-110 А), длительностью переднего фронта  и крыши τ (0.1-10 с) порядка и больше длительности скачка напряжения. Прямоугольный импульс тока пропускался через деформируемый образец во время ожидания скачка деформации с целью его подавления. Основанием для такого способа является обнаруженный авторами эффект подавления постоянным током прерывистой деформации ПЛШ (Патент РФ №2544721).
и крыши τ (0.1-10 с) порядка и больше длительности скачка напряжения. Прямоугольный импульс тока пропускался через деформируемый образец во время ожидания скачка деформации с целью его подавления. Основанием для такого способа является обнаруженный авторами эффект подавления постоянным током прерывистой деформации ПЛШ (Патент РФ №2544721).
Принципиальная схема блока управления показана на Фиг. 2. Для формирования импульсов тока использовался мощный источник постоянного тока напряжением 5 В с максимальным током до 110 A (Mean Well SE-600-5). Ток коммутировался с помощью полевого транзистора IRFP064N, управление которым осуществлялось по цепи затвора напряжением 12 В. Длительность крыши импульсов в экспериментах варьировалась с дискретностью 1 или 10 мс.
Амплитуда скачка сигнала тензодатчика в момент формирования первичной полосы деформации, как правило, составляет 60-200 мВ. Формирование прямоугольного импульса тока производилось относительно этого момента. Ядром устройства, схема которого приведена на Фиг. 2, является микропроцессор, управляющий дисплеем и выполняющий выбранную программу. Выбор из нескольких заложенных программ, отличающих временными характеристиками формируемого токового импульса и его моментом начала действия относительно скачка, производится кнопками S2 и S3. Номер программы и устанавливаемые временные соотношения индицируются на дисплее DIS1. Для приведения устройства в исходное состояние предназначена кнопка S1.
Запуск программы производится по сигналу тензодатчика, подаваемого на коннектор J3. Его обработка происходит в компараторе IC2A с регулируемым порогом срабатывания. Его величина устанавливается с помощью регулировки R6 и составляет 30 мВ. Управление включением/выключением коммутирующего полевого транзистора осуществляется компаратором с открытым коллектором ICЗА. Благодаря этой его особенности стало возможным при 5-вольтовом питании компаратора получить на его выходе 12-вольтовые импульсы (коннектор J2). Его выход предназначен для работы с высокоомной нагрузкой, которой является затвор полевого транзистора. Логический уровень сигнала на выходе J5 определяется логикой исполняемой программы. Вывод обеспечивает втекающий/вытекающий ток до 20 мА при напряжении 5 В. Обеспечение устройства необходимыми напряжениями на 5 В и 12 В производится соответствующими внешними источниками питания. Потребление тока по 5В не превышает 50 мА, по 12В - не более 10 мА.
Скоростная видеосъемка, синхронизированная с сигналом силового отклика σ(t), показывает, что стадия зарождения полосы деформации и ее быстрое распространение через сечение образца сопровождается резким отрицательным скачком напряжения (скачком разгрузки) длительностью ~1 мс. Генератор прямоугольного импульса тока запускается от скачка сигнала тензодатчика по достижении этим сигналом порогового значения. Поскольку в отсутствие электротоковой обработки амплитуда скачков разгрузки растет с ростом деформирующего напряжения, то варьированием порогового значения тензосигнала можно контролировать стадию деформирования, в которой генератор прямоугольного импульса тока включается от некоторого i-го скачка, амплитуда которого превысила порог запуска генератора. Таким образом, установкой порога срабатывания можно настроить устройство на подавление, например, только самых крупных скачков - скачков типа C, которые сопровождаются возникновением нераспространяющихся (статических) полос деформации, наиболее опасных для прочности сплава.
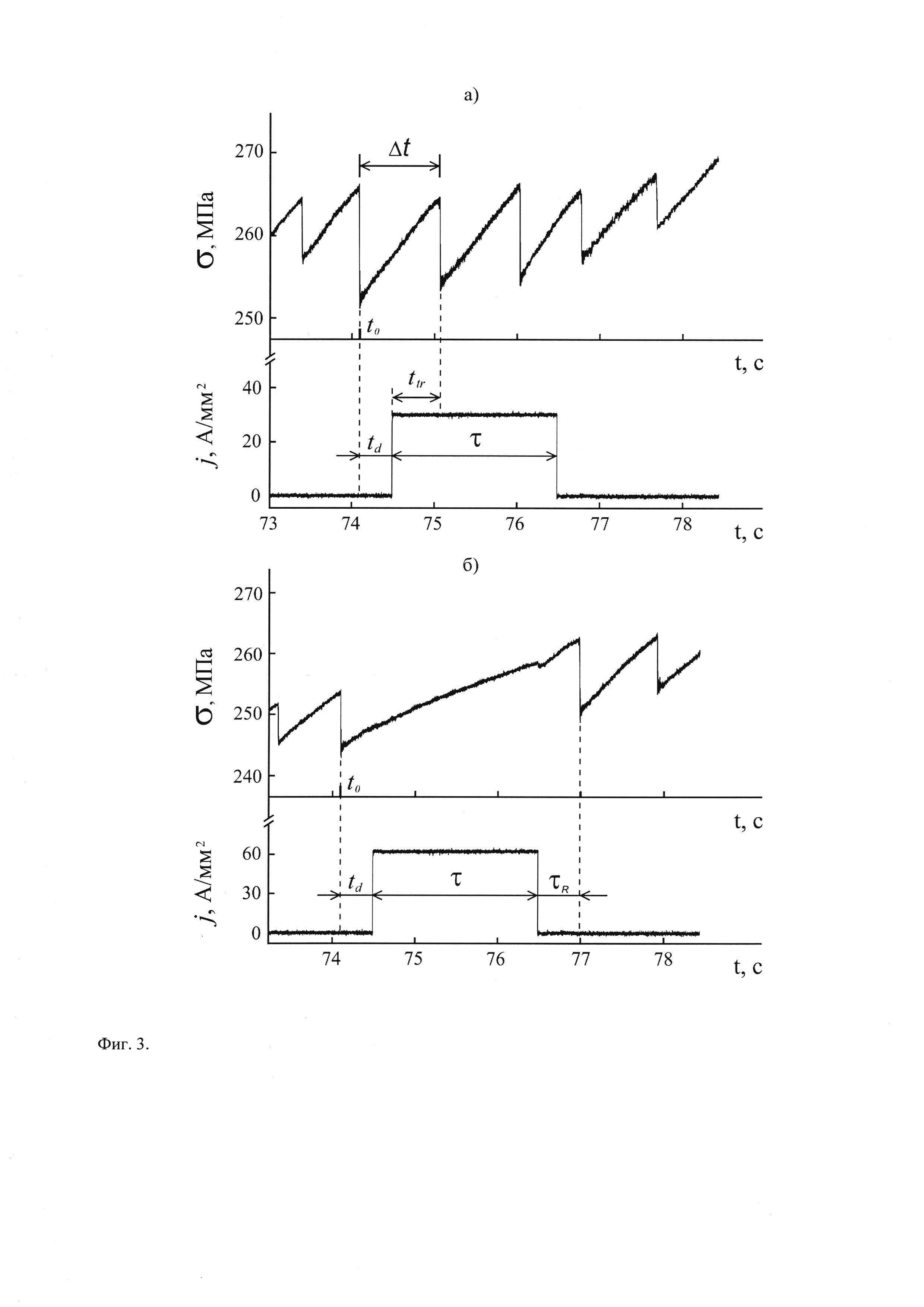
В примере, представленном на Фиг. 3, длительность крыши прямоугольного импульса тока устанавливали приблизительно равной или больше среднего времени между скачками, т.е.  для исследования возможности этим импульсом тока подавить следующий i+1-й скачок деформации или несколько последующих скачков, а время задержки td между моментом запуска генератора t0 и началом генерации прямоугольного импульса тока варьировали от эксперимента к эксперименту в пределах от 0 до
для исследования возможности этим импульсом тока подавить следующий i+1-й скачок деформации или несколько последующих скачков, а время задержки td между моментом запуска генератора t0 и началом генерации прямоугольного импульса тока варьировали от эксперимента к эксперименту в пределах от 0 до  Время предварительной электротоковой обработки сплава до следующего скачка вычисляется как
Время предварительной электротоковой обработки сплава до следующего скачка вычисляется как  (Фиг. 3). Таким образом, варьированием времени задержки td данная методика позволяет контролировать время электротоковой обработки ttr и измерять вероятность подавления очередного i+1-го скачка и соответственно подавлять процесс зарождения первичной полосы деформации.
(Фиг. 3). Таким образом, варьированием времени задержки td данная методика позволяет контролировать время электротоковой обработки ttr и измерять вероятность подавления очередного i+1-го скачка и соответственно подавлять процесс зарождения первичной полосы деформации.
Статистический анализ попыток подавления очередного скачка прямоугольным импульсом тока амплитудой jm=60 А/мм2 показал, что при 0<ttr<0.3 с вероятность подавления скачка напряжения равна нулю, при ttr>0.8 с эта вероятность равна единице, а в промежуточной области 0.3 с<ttr<0.8 с, вероятность подавления монотонно возрастает от нуля и стремится к единице. Вместе с тем, если импульс тока через образец стартует непосредственно после зарождения полосы деформации (в пределах до 3 мс), то он не оказывает заметного влияния на эволюцию этой полосы и характеристики скачка деформации, вызванного данной полосой. После окончания прямоугольного импульса тока скачки напряжения возобновляются через время τR≈0.5 с (см. Фиг. 3), которое характеризует инерционность эффекта подавления током прерывистой деформации. Следовательно, для подавления процесса зарождения деформационных полос и скачков напряжения необходима предварительная обработка данного сплава в течении не менее 0.8 с током плотностью не менее 60 А/мм2 (при  ). Предположительно это время необходимо для растворения током малых преципитатов (зон Гинье-Престона), образующихся на ранних стадиях старения сплава. Полученные результаты подтверждают преципитатную модель подавления током прерывистой деформации ПЛШ [Brechet Y., Estrin Y. // Acta Metal. Mater. 1995. V. 43. №3. P. 955-963].
). Предположительно это время необходимо для растворения током малых преципитатов (зон Гинье-Престона), образующихся на ранних стадиях старения сплава. Полученные результаты подтверждают преципитатную модель подавления током прерывистой деформации ПЛШ [Brechet Y., Estrin Y. // Acta Metal. Mater. 1995. V. 43. №3. P. 955-963].
Таким образом, экспериментально установлено, что электрический ток: а) подавляет процесс зарождения деформационных полос; б) не влияет на распространение полос, если зарождение произошло до включения тока. Из полученных результатов следует, что электрический ток является примером селективного воздействия на процесс зарождения деформационных полос и может быть использован для его подавления, а следовательно, и подавления развития пластических неустойчивостей в алюминий-магниевом сплаве.
Краткое описание чертежей
Фиг. 1. Схема синхронизации сигнала датчика усилия (тензодатчика), связанного с зарождением первичной деформационной полосы с генератором прямоугольных импульсов тока, подавляющих полосообразование. 1 - образец, 2 - тензодатчик усилия, 3 - генератор прямоугольного импульса тока, 4 - блок управления (см. Фиг. 2), 5 - видеокамера, 6 - захваты из плавленого кварца.
Фиг. 2. Принципиальная электрическая схема блока управления.
Фиг. 3. Фрагмент скачкообразной кривой деформации сплава AMg5 и эпюра прямоугольного импульса тока без эффекта подавления (а), когда Jm<60 А/мм2, и с подавлением скачков током (б) при jm=60 А/мм2. Δt - время между соседними скачками, td<Δt - время задержки между скачком разгрузки и начальным моментом генерации импульса тока, τR - время восстановления скачков на деформационной кривой, τ=2 с - длительность «крыши» прямоугольного импульса тока.
Способ подавления деформационных полос на поверхности заготовок из алюминий-магниевых сплавов в процессе обработки давлением, включающий пропускание через заготовку при ее обработке давлением электрического тока, отличающийся тем, что предварительно в течение не менее 0,8 с заготовку обрабатывают током плотностью не менее 60 А/мм, после чего в момент зарождения деформационной полосы, определяемый по отрицательному скачку напряжения длительностью 1 мс, через заготовку пропускают прямоугольный импульс тока амплитудой 60 А/мм.
Термографический способ контроля объектов и устройство для его осуществления
Способ прогнозирования нарушений репродуктивного здоровья у женщин фертильного возраста
Термографический способ контроля объектов и устройство для его осуществления
Устройство для измерения температуры
Измеритель температуры
Способ получения композиционного материала с противомикробными свойствами на основе оксида графена и наночастиц оксида меди
Способ подавления механической неустойчивости алюминиевого сплава
Электрохимический способ раннего выявления повреждений в алюминиевых сплавах, деформируемых в водной среде
Способ изготовления керамики на основе диоксида циркония
Способ получения наноструктурированной композиционной керамики на основе оксидов циркония, алюминия и кремния
Бесконтактный электромагнитный метод диагностики повреждаемости деформируемых металлических конструкций в условиях обледенения
Способ обработки листовых заготовок из алюминиевых сплавов системы al-mg.
Акустико-эмиссионный способ раннего выявления повреждений в деформируемых алюминиевых сплавах
Способ повышения механической устойчивости и прочности листовых заготовок из алюминий-магниевых сплавов с использованием эффекта электропластической деформации
Дистанционный способ раннего обнаружения повреждений металлических конструкций из алюминиевых сплавов
Способ подавления механической неустойчивости алюминиевого сплава
Электрохимический способ раннего выявления повреждений в алюминиевых сплавах, деформируемых в водной среде
Электрофизический способ повышения прочности и механической устойчивости листовых заготовок из алюминий-магниевых сплавов
Электрохимический способ раннего выявления повреждений в титановых сплавах, деформируемых в водной среде

