Результат интеллектуальной деятельности: УЗЕЛ ПОДАЧИ ОБОДКОВОЙ БУМАГИ ДЛЯ ИСПОЛЬЗОВАНИЯ В ИЗГОТОВЛЕНИИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к узлу подачи ободковой бумаги, содержащему механизм для сращивания, который обеспечивает переключение с первой катушки с полотном ободковой бумаги на вторую катушку с полотном ободковой бумаги.
Уровень техники
При изготовлении сигарет полотно ободковой бумаги режется на полосы, которые крепятся и обертываются вокруг компонентов табачных и фильтрующего стержней для соединения компонентов табачных и фильтрующего стержней друг с другом. Обеспечивается наличие ободковой бумаги на катушке, которая разматывается в устройство для изготовления сигарет с помощью узла подачи ободковой бумаги.
Сущность изобретения
По вариантам выполнения изобретения предлагается узел подачи ободковой бумаги для использования в изготовлении курительных изделий, при этом узел подачи ободковой бумаги содержит:
первое устройство подачи, предназначенное для подачи первого полотна ободковой бумаги, которое подается в устройство для изготовления курительных изделий;
второе устройство подачи, предназначенное для подачи второго полотна ободковой бумаги;
механизм для сращивания, предназначенный для крепления первого и второго полотен ободковой бумаги друг к другу для переключения между первым и вторым устройствами подачи; и
систему совмещения, предназначенную для совмещения отличительных элементов каждого полотна ободковой бумаги перед креплением первого и второго полотен ободковой бумаги друг к другу с совмещенными вышеуказанными отличительными элементами.
Узел подачи ободковой бумаги может дополнительно содержать ускоряющий ролик, предназначенный для увеличения скорости второго полотна ободковой бумаги перед механизмом для сращивания, который соединяет между собой первое и второе полотна ободковой бумаги.
Ускоряющий ролик может быть предназначен для увеличения скорости второго полотна ободковой бумаги до тех пор, пока скорость второго полотна ободковой бумаги, по существу, не будет соответствовать скорости первого полотна ободковой бумаги.
Узел подачи ободковой бумаги может дополнительно содержать приемник, в который направляется второе полотно ободковой бумаги перед механизмом для сращивания, который соединяет между собой первое и второе полотна ободковой бумаги.
Система совмещения может содержать первый датчик, предназначенный для обнаружения отличительного элемента первого полотна ободковой бумаги.
Система совмещения может содержать второй датчик, предназначенный для обнаружения отличительного элемента второго полотна ободковой бумаги.
По меньшей мере, один из первого и второго датчиков может быть выполнен с возможностью обнаружения напечатанной метки. По меньшей мере, один из первого и второго датчиков может быть выполнен с возможностью обнаружения линии резки. По меньшей мере, один из первого и второго датчиков может быть выполнен с возможностью обнаружения края.
Первый датчик может быть предназначен для обнаружения первого полотна ободковой бумаги ниже механизма для сращивания по технологическому потоку.
Второй датчик может быть предназначен для обнаружения второго полотна ободковой бумаги ниже механизма для сращивания по технологическому потоку.
Механизм для сращивания может содержать первое режущее устройство для резки первого полотна ободковой бумаги во время переключения с первого устройства подачи на второе устройство подачи.
Механизм для сращивания может дополнительно содержать второе режущее устройство для отрезания излишнего материала от второго полотна ободковой бумаги во время переключения с первого устройства подачи на второе устройство подачи.
Механизм для сращивания может крепить первое и второе полотна ободковой бумаги друг к другу с помощью ленты или клея или нагрева.
По другому аспекту настоящего изобретения предлагается устройство для изготовления курительных изделий, содержащее описанный выше узел подачи ободковой бумаги.
Устройство для изготовления курительных изделий может дополнительно содержать узел приклеивания ободка, предназначенный для сборки курительных изделий. Узел приклеивания ободка может быть выполнен с возможностью резки полотна ободковой бумаги на полосы ободковой бумаги и обертывания этих полос ободковой бумаги вокруг компонентов курительных изделий. Например, узел приклеивания ободка может быть выполнен с возможностью обертывания полос ободковой бумаги вокруг табачных и фильтрующих стержней с целью соединения табачных и фильтрующих стержней друг с другом для образования курительных изделий.
По другому аспекту настоящего изобретения предлагается способ сборки курительных изделий, содержащий:
подачу первого полотна ободковой бумаги из первого устройства подачи в узел приклеивания ободка, предназначенный для сборки курительных изделий;
крепление первого и второго полотен ободковой бумаги друг к другу для переключения с первого устройства подачи на второе устройство подачи, которое подает вышеуказанное второе полотно ободковой бумаги; и
совмещение отличительного элемента каждого полотна ободковой бумаги перед креплением вышеуказанных первого и второго полотен ободковой бумаги друг к другу в совмещенном состоянии.
Узел приклеивания ободка может быть выполнен с возможностью резки полотна ободковой бумаги на полосы ободковой бумаги и обертывания этих полос ободковой бумаги вокруг компонентов курительных изделий. Например, узел приклеивания ободка может быть выполнен с возможностью обертывания полос ободковой бумаги вокруг табачных стержней и фильтрующих стержней для соединения табачных и фильтрующих стержней друг с другом для образования курительных изделий.
Способ сборки курительных изделий может дополнительно содержать увеличение скорости второго полотна ободковой бумаги перед креплением первого и второго полотен ободковой бумаги друг к другу.
По другому аспекту настоящего изобретения также предлагается курительное изделие, изготавливаемое с помощью вышеописанного узла подачи ободковой бумаги, вышеописанного устройства или вышеописанного способа.
Краткое описание чертежей
Ниже приводится описание вариантов выполнения изобретения только в качестве примера со ссылкой на приложенные чертежи, на которых:
фиг. 1 – узел подачи ободковой бумаги для использования в изготовлении курительных изделий перед переключением;
фиг. 2 – узел подачи ободковой бумаги после переключения; и
фиг. 3a и 3b – пример полотна ободковой бумаги.
Подробное описание
Устройство для изготовления курительных изделий содержит узел подачи ободковой бумаги, который поддерживает катушку с полотном ободковой бумаги, которое разматывается и подается в следующее устройство. Следующее устройство осуществляет резку полотна ободковой бумаги на полосы для обертывания вокруг компонентов табачных и фильтрующего стержней для образования курительных изделий.
В различных вариантах выполнения предусмотрен механизм для сращивания, позволяющий узлу подачи ободковой бумаги переключаться с первой катушки с полотном ободковой бумаги на вторую катушку с полотном ободковой бумаги без необходимости замедления или остановки движения полотна ободковой бумаги через следующее устройство. Следовательно, курительные изделия могут по-прежнему изготавливаться, в то время как узел подачи ободковой бумаги переключается с первой катушки на вторую катушку.
Некоторые полотна ободковой бумаги могут содержать отличительные элементы, такие как напечатанный рисунок или вырез. По различным вариантам выполнения предусмотрена система совмещения, которая совмещает положение отличительного элемента первого полотна ободковой бумаги с положением отличительного элемента второго полотна ободковой бумаги перед переключением с первой катушки на вторую катушку. Следовательно, полотно ободковой бумаги, проходящее через следующее устройство, будет иметь непрерывный и выровненный рисунок. Другими словами, рисунок на втором полотне ободковой бумаги выровнен с рисунком на первом полотне ободковой бумаги.
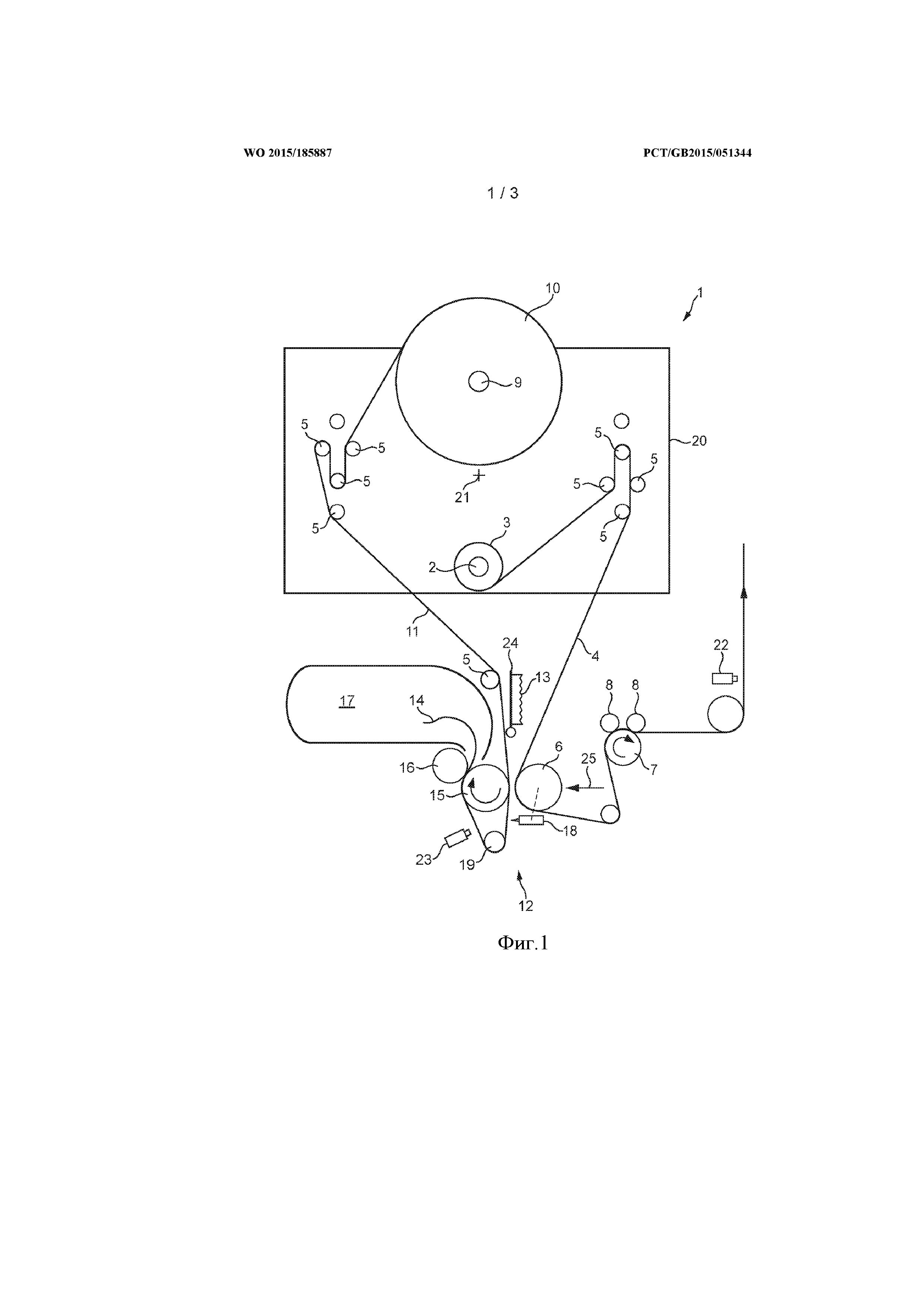
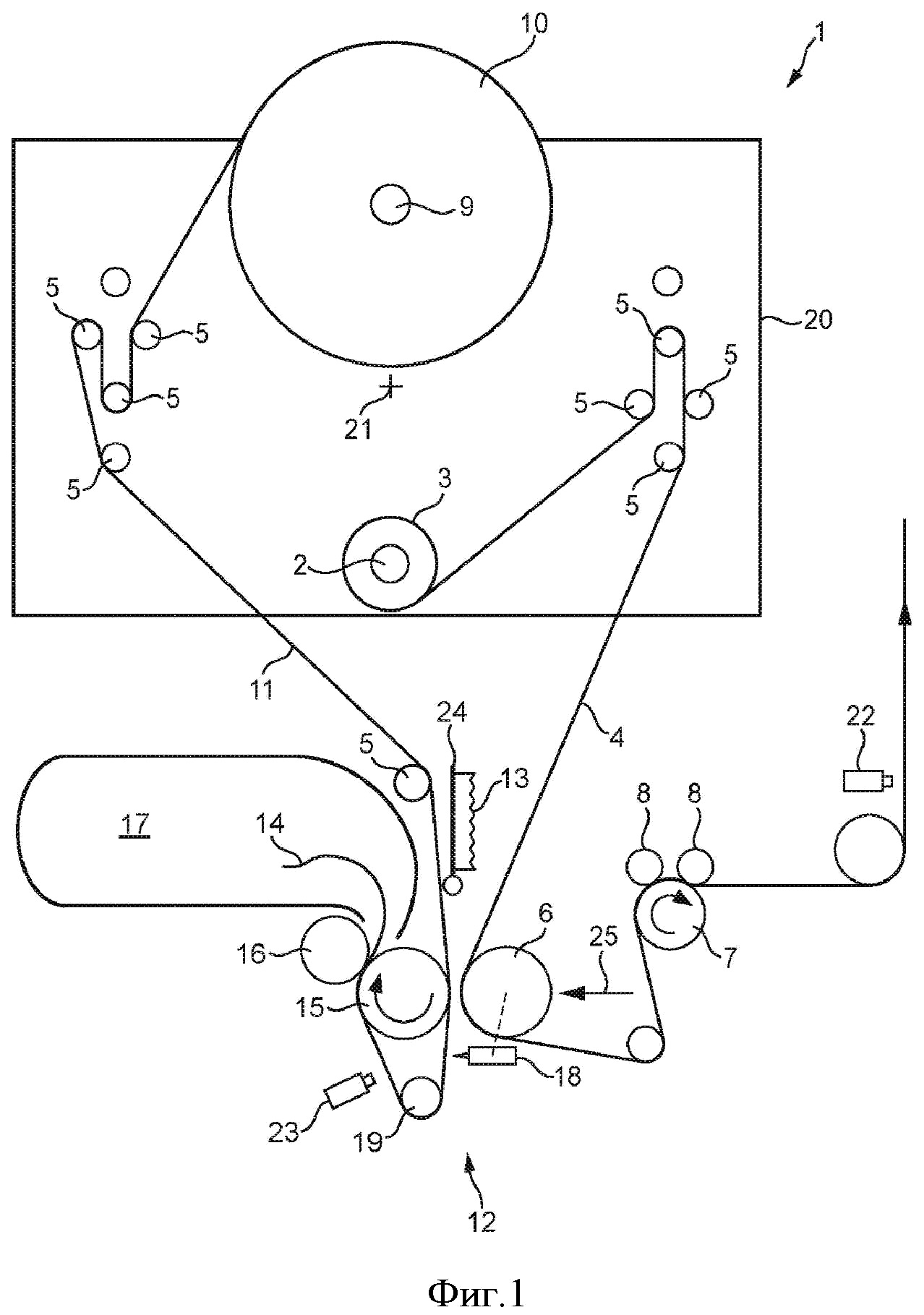
На фиг. 1 показан узел 1 подачи ободковой бумаги устройства для изготовления курительных изделий. Узел 1 подачи ободковой бумаги содержит держатель 2 первой катушки, на котором помещена первая катушка 3 с первым полотном 4 ободковой бумаги, которое разматывается и подается на следующее устройство, обрабатывающее полотно 4 ободковой бумаги для изготовления курительных изделий.
Как показано, первое полотно 4 ободковой бумаги проходит через несколько направляющих роликов 5, опорный ролик 6 и первый приводной ролик 7. Направляющие ролики 5 и опорный ролик 6 могут свободно вращаться, когда через них проходит первое полотно 4 ободковой бумаги. Первый приводной ролик 7 приводится в действие двигателем, и первое полотно 4 ободковой бумаги зажимается между первым приводным роликом 7 и двумя прижимными роликами 8, так чтобы вращение первого приводного ролика 7 обеспечивало протаскивание первого полотна 4 ободковой бумаги через узел 1 подачи ободковой бумаги. Это вызывает разматывание первого полотна 4 ободковой бумаги с первой катушки 3 и его перемещение в следующее устройство. Следующее устройство также может содержать сходную конструкцию приводного ролика для протаскивания первого полотна 4 ободковой бумаги через следующее устройство.
В этом примере держатель 2 первой катушки может свободно вращаться, так что первое полотно 4 ободковой бумаги разматывается с первой катушки 3 первым приводным роликом 7, который тянет на себя первое полотно 4 ободковой бумаги. В других примерах держатель 2 первой катушки может содержать тормоз или серводвигатель, который ограничивает или регулирует частоту вращения, с которой может вращаться первая катушка 3, тем самым, создавая натяжение в первом полотне 4 ободковой бумаги, когда оно разматывается.
На фиг. 1 также показано, что узел 1 подачи ободковой бумаги также содержит держатель 9 второй катушки, на котором помещена вторая катушка 10 со вторым полотном 11 ободковой бумаги.
Аналогично держателю 2 первой катушки держатель 9 второй катушки может свободно вращаться или он может содержать тормоз или серводвигатель, который ограничивает или регулирует частоту вращения, с которой может вращаться вторая катушка 10, когда второе полотно 11 ободковой бумаги протаскивается через устройство для изготовления курительных изделий.
В настоящем примере узел 1 подачи ободковой бумаги содержит держатели 2, 9 первой и второй катушек, которые поддерживают первую и вторую катушки 3, 10 полотна ободковой бумаги, которые разматываются, когда полотна 4, 11 ободковой бумаги протягиваются через устройство. Однако в альтернативных примерах первое и второе полотна 4, 11 ободковой бумаги могут подаваться с помощью устройства подачи других типов.
Узел 1 подачи ободковой бумаги выполнен с возможностью переключения с первой катушки 3 на вторую катушку 10 без остановки или торможения устройства для изготовления курительных изделий. Другими словами, ободковая бумага подается в следующее устройство для изготовления курительных изделий с постоянной скоростью, в то время как устройство переключается с первой катушки 3 с первым полотном 4 ободковой бумаги на вторую катушку 10 со вторым полотном 11 ободковой бумаги.
Узел 1 подачи ободковой бумаги содержит механизм 12 для сращивания, который крепит второе полотно 11 ободковой бумаги к первому полотну 4 ободковой бумаги, так чтобы второе полотно 11 ободковой бумаги протаскивалось через следующее устройство с помощью первого полотна 4 ободковой бумаги. Это облегчает переключение с первой катушки 3 на вторую катушку 10.
Механизм 12 для сращивания крепит второе полотно 11 ободковой бумаги к первому полотну 4 ободковой бумаги с помощью ленты, клея, нагрева или других способов соединения второго полотна 11 ободковой бумаги с первым полотном 4 ободковой бумаги. В этом примере механизм 12 для сращивания крепит второе полотно 11 ободковой бумаги к первому полотну 4 ободковой бумаги с помощью ленты, как будет подробно описано ниже.
Как показано на фиг. 1, перед переключением, когда первая катушка 3 движется в нормальном режиме, свободный конец 14 второго полотна 11 ободковой бумаги подается через направляющие ролики 5 и вокруг направляющего ролика 19 и второго приводного ролика 15. Второй приводной ролик 15 снабжен прижимным роликом 16, который прижимает второе полотно 11 ободковой бумаги ко второму приводному ролику 15, так что второе полотно 11 ободковой бумаги движется с большей скоростью, когда второй приводной ролик 15 начинает вращаться. В частности, второй приводной ролик 15 увеличивает скорость второго полотна 11 ободковой бумаги до того, как оно будет прикреплено к первому полотну 11 ободковой бумаги.
Как показано на фиг. 1, предусмотрен приемник 17, в котором собирается второе полотно 11 ободковой бумаги, когда его скорость увеличивается, перед креплением второго полотна к первому полотну 4 ободковой бумаги. В альтернативных примерах второе полотно 11 ободковой бумаги может обертываться вокруг приводного ролика 15, когда скорость второго полотна 11 ободковой бумаги увеличивается. Следовательно, второе полотно 11 ободковой бумаги собирается на втором приводном ролике 15, когда его скорость увеличивается. В этом случае приемник 17 не требуется.
Когда скорость второго полотна 11 ободковой бумаги будет соответствовать или, по существу, будет соответствовать скорости первого полотна 4 ободковой бумаги, второе полотно 11 ободковой бумаги крепится к первому полотну 4 ободковой бумаги, как описано ниже.
Следовательно, после крепления друг к другу второго и первого полотен 11, 4 ободковой бумаги скорость второго и первого полотен 11, 4 ободковой бумаги может быть одинаковой или, по существу, одинаковой. Это уменьшает напряжения, возникающие во втором полотне 11 ободковой бумаги и второй катушке 10 (скорость которых в ином случае пришлось бы быстро увеличивать, так чтобы она соответствовала скорости первого полотна 4 ободковой бумаги), и также обеспечивает улучшенное крепление.
Как показано на фиг. 1, первое и второе полотна 4, 11 ободковой бумаги расположены рядом друг с другом и на определенном расстоянии друг от друга, когда они проходят в механизм 12 для сращивания во время нормальной эксплуатации. На выходном конце механизма 12 для сращивания первое полотно 4 ободковой бумаги проходит в одном направлении вокруг опорного ролика 6, и второе полотно 11 ободковой бумаги проходит в противоположном направлении вокруг направляющего ролика 19 и второго приводного ролика 15. Между опорным роликом 6 и вторым приводным роликом 15 предусмотрено некоторое расстояние, так чтобы первое и второе полотна 4, 11 ободковой бумаги не контактировали друг с другом в механизме 12 для сращивания во время нормальной эксплуатации.
Для отслеживания размера первой катушки 3 с первым полотном 4 ободковой бумаги с целью определения количества первого полотна 4 ободковой бумаги, остающегося на первой катушке 3 может быть предусмотрен датчик. Как вариант, держатели 2, 9 первой и второй катушек могут приводиться в действие серводвигателями, и серводвигатели могут обеспечивать информацию о частоте вращения держателей 2, 9 первой и второй катушек. Частота вращения держателя 2 первой катушки может использоваться для определения количества первого полотна 4 ободковой бумаги, которое остается на первой катушке 3, при условии, что линейная скорость первого полотна 4 ободковой бумаги, по существу, является постоянной во время нормальной эксплуатации устройства 1 подачи ободковой бумаги, при этом, чем выше частота вращения, тем меньше первого полотна 4 ободковой бумаги остается на держателе 2 первого полотна. Это также относится к держателю 9 второй катушки и второму полотну 11 ободковой бумаги.
Когда первая катушка 3 с первым полотном ободковой бумаги подходит к концу, приводится в действие механизм 12 для сращивания.
Механизм 12 для сращивания содержит держатель 24 ленты, который расположен в пространстве между первым и вторым полотнами 4, 11 ободковой бумаги перед вторым приводным роликом 15. Держатель 24 ленты удерживает кусок склеивающей ленты в направлении второго полотна 11 ободковой бумаги во время нормальной работы устройства для изготовления курительных изделий. Как объясняется ниже, клей предназначен для крепления первого и второго полотен 4, 11 ободковой бумаги друг к другу для переключения с первой полотна 4 ободковой бумаги на второе полотно 11 ободковой бумаги.
Держатель 24 ленты содержит плечо, которое поворачивается между вертикальным положением и включенным положением. В вертикальном положении держатель 24 ленты отделен от второго полотна 11 ободковой бумаги, и поэтому склеивающая лента не контактирует со вторым полотном 11 ободковой бумаги. Во включенном положении держатель 24 ленты поворачивается вниз в пространство между первым и вторым полотнами 4, 11 ободковой бумаги, так чтобы он был подготовлен к сращиванию. Держатель 24 ленты может поворачиваться вручную во включенное положение или может быть предусмотрено исполнительное устройство для автоматического выполнения этого действия.
После поворачивания держателя 24 ленты во включенное положение опорный ролик 6, вокруг которого движется первое полотно 4 ободковой бумаги, перемещается ко второму приводному ролику 15 в направлении стрелки 25. Исполнительное устройство, например, пневматическое или электрическое исполнительное устройство или двигатель, перемещает опорный ролик 6 ко второму приводному ролику 15. Опорный ролик 6 может поворачиваться вокруг оси или может скользить в линейном направлении.
Когда опорный ролик 6 перемещается ко второму приводному ролику 15, первое полотно 4 ободковой бумаги 4 перемещается и приходит в контакт с держателем 24 ленты, и склеивающая лента контактирует и переносится на первое полотно 4 ободковой бумаги.
Кроме того, когда опорный ролик 6 перемещается ко второму приводному ролику 15, первое полотно 4 ободковой бумаги прижимается ко второму полотну 11 ободковой бумаги между опорным роликом 6 и вторым приводным роликом 15. Следовательно, когда склеивающая лента, которая расположена на первом полотне 4 ободковой бумаги, проходит между приводным роликом 15 и опорным роликом 6, первое и второе полотна 4, 11 ободковой бумаги крепятся друг к другу склеивающей лентой.
После крепления к первому полотну 4 ободковой бумаги второе полотно 11 ободковой бумаги будет протаскиваться по первому приводному ролику 7 и в следующее устройство. Как указано выше, при выполнении этого крепления скорость второго полотна 11 ободковой бумаги, по существу, является такой же, как и скорость первого полотна 4 ободковой бумаги.
Склеивающая лента, которая переносится с держателя 24 ленты на первое полотно 4 ободковой бумаги, может продолжаться на всем протяжении в поперечном направлении первого полотна 4 ободковой бумаги или может продолжаться только частично в поперечном направлении первого полотна 4 ободковой бумаги при условии, что первое и второе полотна 4, 11 ободковой бумаги надлежащим образом крепятся друг к другу для образования сращивания.
Как альтернатива, если полотно 4, 11 ободковой бумаги содержит какие-либо вырезанные элементы, например, линии реза, окна и/или отверстия, склеивающая лента может быть расположена на держателе 24 ленты в положениях, соответствующих частям полотна 4, 11 ободковой ленты, которые не содержат таких элементов. Следовательно, когда склеивающая лента переносится на полотна 4, 11 ободковой бумаги, она не выравнивается с какими-либо линиями реза, окнами или отверстиями. Это является преимуществом, поскольку, если склеивающая лента была бы выровнена с такими элементами, клей мог бы переноситься со склеивающей ленты на расположенные ниже по технологическому потоку ролики, когда заклеенная лентой часть полотна ободковой бумаги проходит по этим роликам (через линии реза, окна или отверстия).
Механизм 12 для сращивания также содержит первое режущее устройство 13, которое отрезает остаток первого полотна 4 ободковой бумаги. Механизм 12 для сращивания также содержит второе режущее устройство 18, которое отрезает излишнее второе полотно 11 ободковой бумаги, собранное в приемник 17 или вокруг второго приводного ролика 15.
Первое режущее устройство 13 содержит лезвие, которое крепится к держателю 24 ленты. После поворачивания держателя 24 ленты вниз между первым и вторым полотнами 4, 11 ободковой бумаги лезвие направляется к первому полотну 4 ободковой бумаги. Следовательно, когда опорный ролик 6 движется ко второму приводному ролику 15, первое полотно 4 ободковой бумаги прижимается к первому режущему устройству 13. Таким образом, первое полотно 4 ободковой бумаги режется перед местом крепления ленты.
Предусматривается, что поскольку первое режущее устройство 13 расположено на держателе 14 ленты, первое полотно 4 ободковой бумаги режется в непосредственной близости к месту крепления склеивающей ленты. Следовательно, только небольшое количество первого полотна 4 ободковой бумаги будет оставаться за местом крепления склеивающей ленты. Первое полотно 4 ободковой бумаги, которое остается на первой катушке 3, будет оставаться на месте и не будет протаскиваться через устройство для изготовления курительных изделий.
Второе режущее устройство 18 содержит лезвие и крепится к опорному ролику 6. Как показано на фиг. 1, первое полотно 4 ободковой бумаги проходит через опорный ролик 6 и между опорным роликом 6 и вторым режущим устройством 18. Лезвие второго режущего устройства 18 расположено так, что когда опорный ролик 6 движется ко второму приводному ролику 15, лезвие прижимается ко второму полотну 11 ободковой бумаги. Лезвие второго режущего устройства 18 надавливает на второе полотно 11 ободковой бумаги между вторым приводным роликом 15 и направляющим роликом 19. Следовательно, излишнее второе полотно 11 ободковой бумаги, которое было собрано в приемнике 17 или обернуто вокруг второго приводного ролика 15, отрезается.
Предусматривается, что второе режущее устройство 18 расположено в непосредственной близости от второго приводного ролика 15 и опорного ролика 6, так что второе полотно 11 ободковой бумаги режется рядом с местом крепления ленты. Следовательно, только небольшое количество излишнего второго полотна 11 ободковой бумаги будет оставаться рядом с местом крепления ленты после переключения с первой катушки 3 на вторую катушку 10.
Как описано выше, механизм 12 для сращивания выполняет три действия:
• первое и второе полотна 4, 11 ободковой бумаги крепятся друг к другу с помощью ленты;
• первое полотно 4 ободковой бумаги режется перед местом крепления ленты;
• второе полотно 11 ободковой бумаги режется после места крепления ленты.
Эти три действия могут выполняться практически одновременно, так что первое и второе полотна 4, 11 ободковой бумаги крепятся друг к другу и режутся в одно и то же время.
Устройство для изготовления курительных изделий выполнено с возможностью отбраковки курительных изделий, которые изготавливаются с использованием области полотна ободковой бумаги, которая содержит место крепления первого и второго полотен 4, 11 друг с другом. Курительные изделия, изготовленные с использованием этой области полотна ободковой бумаги, будут деформированными, и поэтому заданное количество курительных изделий, изготовленных с использованием полотна 4, 11 ободковой бумаги с любой стороны места крепления первого и второго полотен 4, 11 друг с другом, будет отбраковываться.
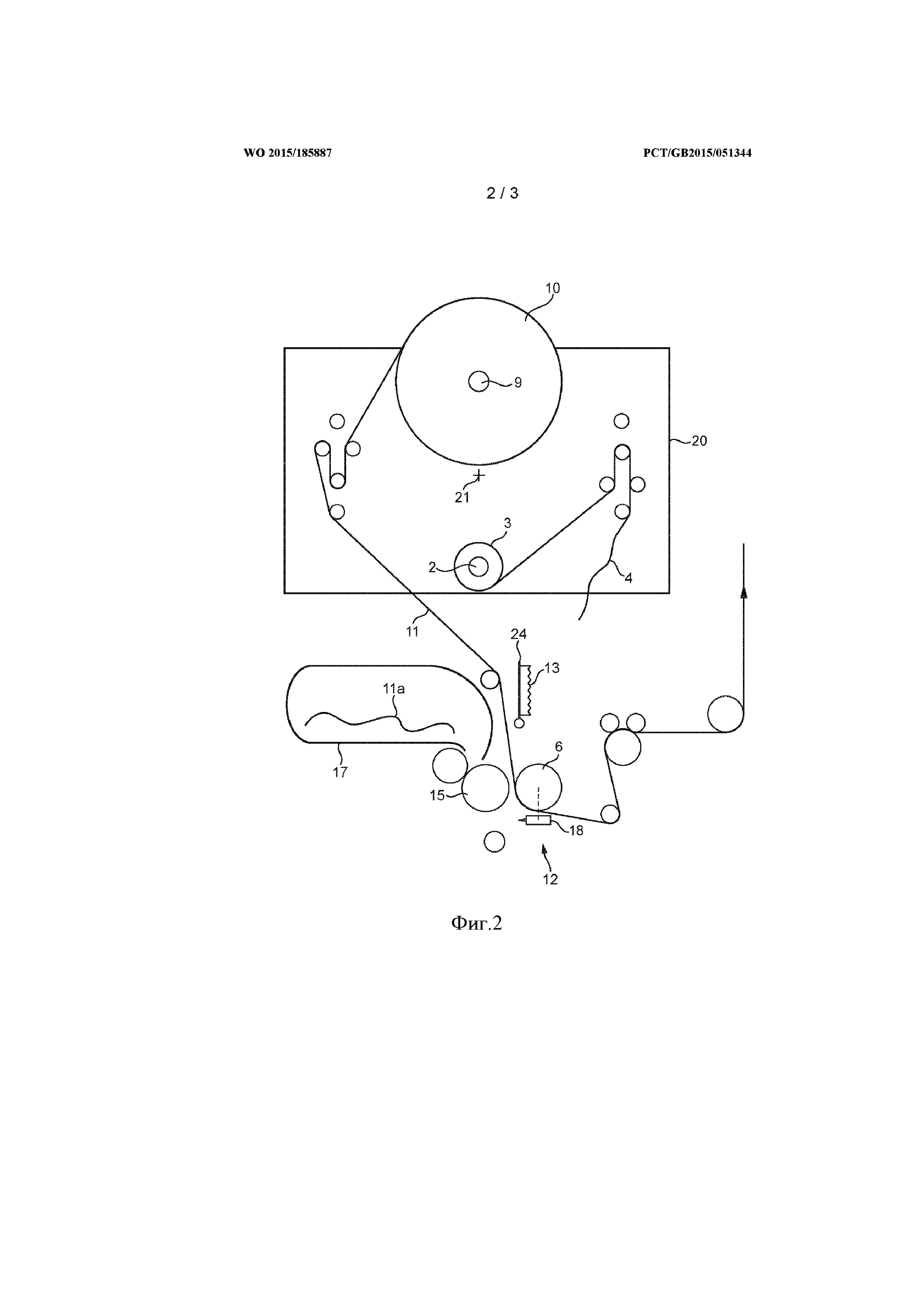
На фиг. 2 показано устройство 1 подачи ободковой бумаги после переключения с первого полотна 4 ободковой бумаги на второе полотно 11 ободковой бумаги. Как показано, первое полотно 4 ободковой бумаги не закреплено, и первая катушка 3 может быть удалена из устройства 1 подачи ободковой бумаги. Второе полотно 11 ободковой бумаги теперь движется по опорному ролику 6 и через следующее устройство для образования курительных изделий. Излишняя часть 11a второго полотна 11 ободковой бумаги, находящаяся в приемнике 17, отрезается вторым режущим устройством 18 после крепления первого и второго полотен 4, 11 ободковой бумаги друг с другом.
После первого переключения и перед вторым переключением держатели 2, 9 первой и второй катушек меняются местами посредством поворачивания относительно друг друга. Держатели первой и второй катушек и направляющие ролики 5 установлены на поворотном элементе 20, таком как плита или рама, которая может поворачиваться вокруг оси 21. Следовательно, между последовательными переключениями держатели 2, 9 первой и второй катушек вместе с направляющими роликами 5 вращаются вокруг оси 21, так чтобы вторая катушка 10, которая была израсходована, занимала положение первой катушки 3 на фиг. 1. В этом положении новая первая катушка может быть установлена на пустой держатель 2 первой катушки, и новое первое полотно 4 ободковой бумаги может быть продето через механизм 12 для сращивания, включающий в себя второй приводной ролик 15, и в приемник 17. Таким образом, узел подачи ободковой бумаги будет подготовлен к следующему переключению.
Для вращения поворотного элемента 20, описанного выше, может быть предусмотрен электродвигатель, такой как серводвигатель. Серводвигатель может быть выполнен с возможностью вращения с надлежащей частотой для предотвращения колебаний в натяжении полотна 4, 11 ободковой бумаги. Например, если поворотный элемент 20 вращается слишком быстро, натяжение полотна 4, 11 ободковой бумаги может уменьшаться и/или колебаться, что может оказывать отрицательное влияние на процессы, выполняемые ниже по технологическому потоку. Следовательно, предпочтительно, чтобы поворотный элемент вращался с относительно низкой постоянной частотой вращения.
Перед вращением держателей 2, 9 первой и второй катушек держатель 24 ленты и первое режущее устройство 13 поворачиваются назад в вертикальное положение, так чтобы второе полотно 11 ободковой бумаги могло перемещаться и занимать положение первого полотна 4 ободковой бумаги, показанное на фиг. 1.
Некоторые курительные изделия содержат полосы ободковой бумаги, которые имеют отличительный признак, например, отпечатанный рисунок, который может быть выровнен с табачными и фильтровальным стержнем перед обертыванием. Это означает, что полотно ободковой бумаги в продольном направлении должно выставляться по точке резки полотна ободковой бумаги на полосы. Например, если полоса ободковой бумаги должна содержать напечатанный логотип, он может быть расположен посередине отрезаемой полосы.
Также предусматривается, что полотно ободковой бумаги может выставляться в продольном направлении по другим частям устройства для изготовления курительных изделий, например, устройству для нанесения клеевого состава и/или другим режущим средствам.
Продольное положение полотна ободковой бумаги относится к положению в направлении, в котором движется полотно ободковой бумаги в отличие от поперечного направления.
Узел 1 подачи ободковой бумаги и, в частности, механизм 12 для сращивания могут содержать цепи аварийной защиты, которые отключают подвижные части узла 1 подачи ободковой бумаги, когда оператор выполняет работы внутри узла 1 подачи ободковой бумаги. Например, перед приведением в действие механизма для сращивания, когда оператор может устанавливать в заданное положение второе полотно 11 ободковой бумаги, второй приводной ролик 15 может быть отключен. Узел 1 подачи ободковой бумаги также может быть снабжен физическими защитными ограждениями, имеющими датчики, которые приводят в действие цепи аварийной защиты, когда защитные ограждения открыты. Цепи аварийной защиты могут быть выполнены таким образом, чтобы механизм 12 для сращивания мог приводиться в действие только когда защитные ограждения закрыты.
Узел 1 подачи ободковой бумаги, описанный со ссылкой на фиг. 1 и 2, также содержит систему совмещения, которая совмещает положение отличительного элемента на втором полотне 11 ободковой бумаги с положением отличительно элемента на первом полотне 4 ободковой бумаги перед креплением второго полотна 11 ободковой бумаги к первому полотну 4 ободковой бумаги. Следовательно, отличительные элементы на втором полотне 11 ободковой бумаги выравниваются с отличительными элементами на первом полотне 4 ободковой бумаги, когда первое и второе полотна 4, 11 ободковой бумаги крепятся друг к другу, что улучшает выравнивание ниже по технологическому потоку полотна ободковой бумаги и устройства для изготовления курительных изделий, что, в свою очередь, уменьшает количество дефектных и/или отбракованных изделий.
Система совмещения содержит первый датчик 22, предназначенный для обнаружения, по меньшей мере, одного отличительного элемента на первом полотне 4 ободковой бумаги. Система совмещения также содержит второй датчик 23, предназначенный для обнаружения, по меньшей мере, одного отличительного элемента на втором полотне 11 ободковой бумаги.
В этом примере первый датчик 22 расположен ниже механизма 12 для сращивания по технологическому потоку, в частности, ниже опорного ролика 6 по технологическому потоку. На фиг. 1 первый датчик 22 расположен рядом с выпуском узла 1 подачи ободковой бумаги.
В этом примере второй датчик 23 расположен ниже механизма 12 для сращивания по технологическому потоку, в частности, ниже опорного ролика 6 по технологическому потоку, и перед входом второго полотна 11 ободковой бумаги в приемник 17. На фиг. 1 второй датчик 23 расположен непосредственно перед местом, где второе полотно 11 ободковой бумаги проходит между вторым приводным роликом 15 и прижимным роликом 16.
Однако предусматривается, что первый и второй датчики 22, 23 могут быть расположены в любом месте вдоль первого и второго полотен 4, 11 ободковой бумаги, соответственно. Например, первый и второй датчики 22, 23 могут быть расположены выше механизма для сращивания по технологическому потоку, ниже механизма для сращивания по технологическому потоку (как описано выше) и даже могут быть установлены на поворотном элементе 20.
Положения первого и второго датчиков 22. 23 относительно полотен 4, 11 ободковой бумаги будут зависеть от отличительных элементов на полотнах 4, 11 ободковой бумаги, которые, как предусматривается, определяются первым и вторым датчиками 22, 23. Следовательно, первый и второй датчики 22, 23 могут быть расположены в любом месте по ширине полотен 4, 11 ободковой бумаги в поперечном направлении. Например, первый датчик 22 может быть расположен по центру первого полотна 4 ободковой бумаги, в то время как второй датчик 23 может быть расположен по направлению к одному краю второго полотна 11 ободковой бумаги.
Положение первого и второго датчиков 22, 23 может регулироваться. Например, первый и второй датчики 22, 23 могут быть расположены на регулируемых опорах, которые позволяют размещать первый и второй датчики 22, 23 поперек полотна 4, 11 ободковой бумаги, так чтобы они соответствовали положению отличительных элементов, подлежащих обнаружению. Кроме того, первый и второй датчики 22, 23 могут вращаться для обнаружения противоположной стороны полотна 4, 11 ободковой бумаги. Например, регулируемые опоры могут вращаться для перемещения первого и/или второго датчиков 22, 23 в любую сторону полотна 4, 11 ободковой бумаги.
Первый и второй датчики 22, 23 обеспечивают передачу информацию о положении отличительных элементов на первом и втором полотнах 4, 11 ободковой бумаги на контроллер (не показан), который определяет относительные положения отличительных элементов на первом и втором полотнах 4, 11 ободковой бумаги. В таком случае контроллер может регулировать частоту вращения второго приводного ролика 15, так чтобы второе полотно 11 ободковой бумаги могло перемещаться с большей или меньшей скоростью для совмещения второго полотна 11 ободковой бумаги с первым полотном 4 ободковой бумаги.
Первый и второй датчики 22, 23 могут также могут обеспечивать точную информацию в режиме реального времени о линейной скорости первого и второго полотен 4, 11 ободковой бумаги. Это позволяет механизму для сращивания более точно соответствовать скоростям первого и второго полотен 4, 11 ободковой бумаги перед креплением первого и второго полотен 4, 11 друг к другу.
Предусматривается, что контроллер предназначен для регулирования частоты вращения второго приводного ролика 15, так чтобы увеличивать скорость второго полотна 11 ободковой бумаги с целью ее соответствия скорости первого полотна 4 ободковой бумаги, и чтобы в то же самое время обеспечивать совмещение второго полотна 11 ободковой бумаги с первым полотном 4 ободковой бумаги.
Как объясняется выше, первый и второй датчики 22, 23 могут обнаруживать, по меньшей мере, один отличительный элемент первого и второго полотен 4, 11 ободковой бумаги, соответственно. Первый и второй датчики 22, 23 могут обнаруживать напечатанный отличительный элемент или рисунок на поверхности первого и второго полотен 4, 11 ободковой бумаги, соответственно. Напечатанный отличительный элемент может быть предусмотрен, в частности, для обеспечения совмещения первого и второго полотен 4, 11 ободковой бумаги друг с другом.
Как вариант, первый и второй датчики 22, 23 могут обнаруживать линию реза, вырез или другой край первого и второго полотен 4, 11 ободковой бумаги. Например, первое и второе полотна 4, 11 ободковой бумаги могут содержать группу окон, и первый и второй датчики могут быть предназначены для обнаружения положений этих окон.
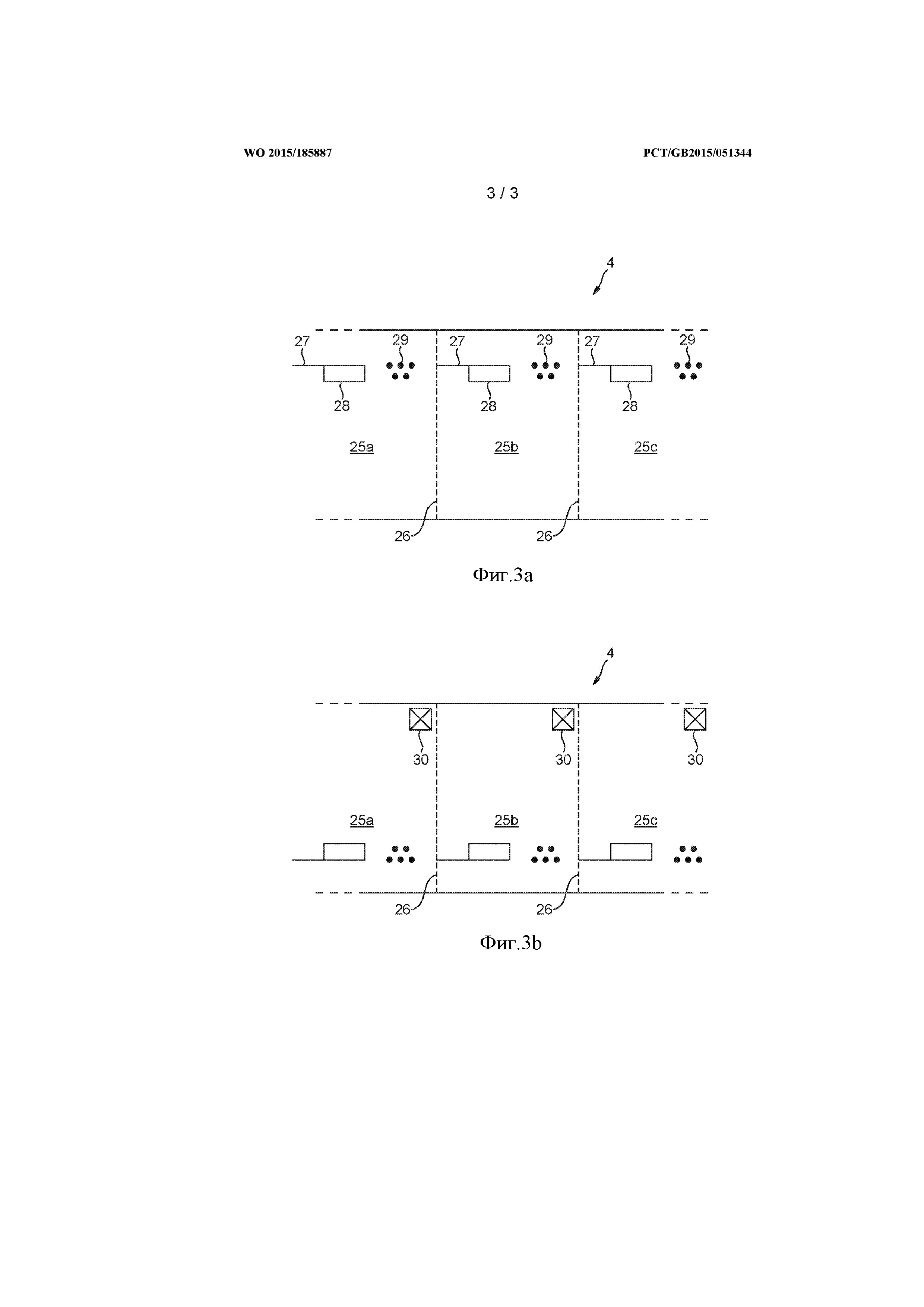
На фиг. 3a и 3b показан пример противоположных сторон полотна 4, 11 ободковой бумаги. Как показано на фигурах, полотно 4, 11 ободковой бумаги имеет повторяющийся рисунок отличительных элементов. Представительные линии 26 указывают положение, в котором полотно 4, 11 ободковой бумаги режется для образования полос 25a, 25b, 25c ободковой бумаги. Как показано, каждая из следующих одна за другой полос 25a, 25b, 25c ободковой бумаги имеет рисунок с отличительными элементами, который повторяется вдоль полотна 4, 11 ободковой бумаги.
Как показано на фиг. 3a, в этом примере полотно 4, 11 ободковой бумаги содержит линию 27 реза, окно 28 и группу перфорированных отверстий 29. Как показано на фиг. 3b, противоположная сторона полотна 4, 11 ободковой бумаги содержит напечатанную метку 30. Противоположная сторона полотна 4. 11 ободковой бумаги, как показано на фиг. 3b, может быть стороной, которая расположена у компонентов табачных и фильтровального стержней при изготовлении курительных изделий, поэтому метка 30 не видна на собранной сигарете.
Первый и второй датчики 22, 23 могут быть предназначены для обнаружения отличительных элементов на противоположных сторонах первого и второго полотен 4, 11 ободковой бумаги, соответственно. Со ссылкой на пример из фиг. 3a и 3b первый датчик 22 может быть предназначен для обнаружения положения окна 28 с верхней стороны первого полотна 4 ободковой бумаги, которая обращена наружу, когда отрезанная полоса ободковой бумаги обертывается вокруг компонентов табачных и фильтровального стержней для образования курительных изделий. Между тем, второй датчик 23 может быть предназначен для обнаружения положения метки 30 на нижней стороне второго полотна 11 ободковой бумаги, которая контактирует с компонентами табачных и фильтровального стержней, когда полоса ободковой бумаги обертывается для образования курительного изделия.
Система совмещения может быть предназначена для использования информации от первого и второго датчиков 22, 23 с целью регулирования второго приводного ролика 15 таим образом, чтобы относительные положения метки на втором полотне 11 ободковой бумаги и окна 28 на первом полотне 4 ободковой бумаги совмещались до крепления второго полотна 11 ободковой бумаги к первому полотну 4 ободковой бумаги.
Таким образом, повторяющиеся рисунки на первом и втором полотнах 4, 11 ободковой бумаги выравниваются, когда второе полотно 11 ободковой бумаги крепится к первому полотну 4 ободковой бумаги.
В данном контексте термины «выше по технологическому потоку» и «ниже по технологическому потоку» относятся к направлению перемещения полотна ободковой бумаги. Другими словами, полотно ободковой бумаги движется от места выше по технологическому потоку к месту ниже по технологическому потоку.
Следовательно, термин «выше по технологическому потоку» означает положение, которое смещается в направлении, противоположном направлению перемещения полотна ободковой бумаги. Термин «выше по технологическому потоку» также означает направление, противоположное направлению перемещения полотна ободковой бумаги.
Аналогично, термин «ниже по технологическому потоку» означает положение, которое смещается в том же направлении, что и направление перемещения полотна ободковой бумаги. Термин «ниже по технологическому потоку» также означает то же самое направление, что и направление перемещения полотна ободковой бумаги.
В данном контексте термин «курительное изделие» включает в себя изделия, образующие дым, такие как сигареты, сигары и тонкие сигарки, на основе табака, производных табака, экспандированного табака, восстановленного табака или заменителей табака, а также изделия с нагревом табака без горения. Курительное изделие может быть снабжено фильтром для фильтрации дыма, вдыхаемого курильщиком.
В данном контексте термин «ободковая бумага» включает в себя любой материал, пригодный для крепления фильтра к стержню из материала, образующего дым, и, следовательно, включает в себя бумагу, металлическую фольгу или другой листовой материал любого пригодного типа.
Для решения различных проблем и повышения существующего уровня техники в настоящем описании в пояснительных целях представлены различные варианты выполнения, посредством которых заявленное изобретение (изобретения) может быть осуществлено на практике, и предлагается высококачественный узел подачи ободковой бумаги для использования в производстве курительных изделий. Преимущества и отличительные признаки изобретения являются только репрезентативным образцом вариантов выполнения и не являются исчерпывающими и/или исключительными. Они представлены только для способствования пониманию и изучению заявленных отличительных признаков. Следует принять во внимание, что преимущества, варианты выполнения примеры, функции, отличительные признаки, структуры и/или другие аспекты изобретения не должны рассматриваться как ограничения изобретения, определяемого формулой изобретения, или ограничения эквивалентов формулы изобретения, и что могут использоваться другие варианты выполнения, и могут быть выполнены модификации без отклонения от объема и/или сущности изобретения. Различные варианты выполнения могут соответственно содержать, состоять или, по существу, состоять из различных комбинаций описанных элементов, компонентов, отличительных признаков, частей, этапов, средств и т.д. Кроме того, изобретение включает в себя другие изобретения, которые не заявлены в настоящее время, но могут быть заявлены в дальнейшем.
Способы увеличения количества мезопор в микропористом угле

