Результат интеллектуальной деятельности: Способ выплавки стали в агрегате печь-ковш
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к способу выплавки и внепечной обработки стали в электросталеплавильном агрегате на основе футерованного ковша со сводом, где осуществляется загрузка металлошихты в этот ковш с одновременной подачей через полые электроды в своде в жидкий металл металлизованных окатышей, брикетов и других сыпучих материалов, а также с применением топливно-кислородных горелок, методов продувки сталеплавильной ванны кислородом или инертными газами и с использованием дожигания горючих газов струями кислорода в агрегате ковш-печь (АКОС).
Известно изобретение по способу внепечной обработки стали инертными газами в агрегате комплексной обработки стали (АКОС) с применением подогрева ее в ковше электрическими дугами через полые графитированные электроды [1 - Меркер Э.Э. и др. Патент РФ №2532243 от 27.10.2014. Бюл. №30], а продувка металла в ковше осуществляется снизу аргоном (азотом) через шиберный блок и сверху через погружную футерованную фурму.
Недостатком изобретения является отсутствие по данному способу технологии нагрева и расплавления в ковше металлошихты (металлолома, окатышей, брикетов и др.) с наводкой шлака и выплавкой качественной стали.
Известно другое изобретение по способу рафинирования стали в дуговой печи [2 - Араки Тосихико и др. Способ рафинирования стали в дуговой печи. Заявка №6425938, Япония. Заявл. 20.07.1987, №62 - 180596. от 27.10.1989. МКИ С22С 33/04], заключающемуся в том, что в жидкую ванну дуговой печи вдувают через полые электроды в токе газа-носителя, например в токе аргона оксиды металла, такие как Cr2O3, МО, МоО3, WO3, и одновременно через погружную в расплав фурму вдувают реагенты-восстановители, такие как угольный порошок, порошкообразные Si, Al и т.п., а в качестве шлакообразующих добавок, например, через полые электроды в своде печи вдуваются в потоке аргона известь и плавиковый шпат, которые служат к тому же и десульфураторами.
Недостатком этого изобретения является то, что данный способ выплавки стали в дуговой печи не предусматривает проведение в ней методов внепечной обработки стали и дожигания горючих газов кислородом в агрегате, что не способствует достижению высоких технико-экономических показателей в данном сталеплавильном производстве.
Известно также изобретение [3 - Меркер Э.Э. и др. Патент РФ №2374582 от 27.11.2009], в котором по способу электроплавки стали используется после завалки в печь шихты метод загрузки через полые электроды металлизованных окатышей и других сыпучих материалов, причем в своде печи в пространстве между электродами размещается водоохлаждаемая кислородная фурма с двумя ярусами сопел, измерительной штангой и датчиком температуры. В данной фурме сопла верхнего яруса на ее корпусе предназначаются для подачи кислорода в виде струй на дожигание горючих газов (СО, H2 и др.) над шлаком, а сопла нижнего яруса фурмы используются для продувки металла кислородом по ходу подачи металлизованных окатышей в ванну дуговой печи.
Недостатком данного изобретения является то, что в способе не предусмотрены процессы технологии внепечной обработки стали инертными газами в самом агрегате.
Известно также изобретение [4 - Меркер Э.Э. и др. Способ дожигания окиси углерода над зоной продувки в конвертере. Заявка №2005127991/02 (031435). Заявл. 07.09.2005 МПК С21С 5/52 (2006.01)] по способу дожигания горючих газов над зоной продувки металла в агрегате при использовании двухъярусной кислородной фурмы, причем в ней струи кислородного дутья через сопла верхнего яруса создают над зоной продувки металла конусообразную многоструйную систему, что существенно повышает эффективность локального дожигания горючих газов в агрегате, а датчик температуры на фурме обеспечивает контроль режима нагрева металла по ходу электроплавки стали.
Недостатком данного изобретения является то, что по этому способу плавки стали в дуговой печи не осуществляется полное дожигание горючих газов на выходе из печи этих газов, а также в данном способе не предусматривается технология внепечной обработки жидкой стали инертными газами.
Этот существенный недостаток в указанном изобретении, как и в других ранее перечисленных, в определенной мере устраняется в способе по следующему известному изобретению [5 - Меркер Э.Э. и др. Патент РФ №2520883 от 27.06.2014. Бюл. №18]. Особенностью этого изобретения является то, что в данном способу электроплавки стали осуществляется непрерывная подача металлизованных окатышей через полые электроды в металл с осуществлением окончательного дожигания горючих газов на выходе из печи с помощью устройства в виде фурмы встречными струями кислорода. Однако по данному способу при электроплавке стали в дуговой печи не предусматриваются технологические приемы с применением методов внепечной обработки жидкой стали.
Наиболее близким аналогом (прототипом) предлагаемого изобретения является изобретение по способу [6 - Кашакашвили Г.В. и др. Патент РФ №2405046 от 27.11.2010. Бюл. №33] выплавки, раскисления, легирования и обработки стали в агрегате ковш-печь, включающий загрузку шихты в виде металлического лома и флюсов, подачу под давлением снизу природного газа и воздуха или кислорода с расплавлением шихты газокислородным факелом и электрическими дугами от электродов, выравнивание температуры и химического состава расплава по объему, присадку шлакообразующих реагентов, прекращение подачи природного газа и воздуха (кислорода) через ТКГ и последующую продувку расплава снизу инертными газами, при этом в процессе плавления наклоном ковша-печи осуществляется скачивание первичного шлака, причем природный газ и воздух подают через неводоохлаждаемую ТКГ, т.е. газовоздушную форсунку, выполненную в виде концентрически вставленных одна в другую труб, размещенную в отверстии разливочного стакана шиберного затвора (блока) ковша-печи с обсыпкой вокруг песком.
При этом ковш-печь накрывают сверху присоединенной к газоочистке футерованной крышкой (сводом) с электродами, которые обеспечивают от трансформатора электрические дуги для нагрева и расплавления сверху металлошихту и другие материалы. После расплавления металлошихты в ковше подают в него флюсующие и другие реагенты для наводки вторичного шлака и осуществляют продувку жидкой стали инертными газами снизу со шлакообразующими реагентами (известь, шпат, угольная пыль и др.), совмещая этот процесс с кипением металла, раскислением, легированием, глубокой десульфурацией, дефосфорацией, гомогенизацией состава и температуры жидкой стали с последующей ее разливкой через стакан в шиберном отверстии в днище ковша.
К положительному эффекту по данному аналогу в сравнении с другими изобретениями можно отнести то, что совмещение технологических процессов, характерных для ДСП, с процессами в агрегате ковш-печь позволяет сократить капитальные затраты [7 - Кашакашвили Г.В. и др. Сталь. №7. 2013. с. 14-16; Металлург. №7, 2013. с. 23-24.] за счет переноса энергоемкого технологического цикла в дуговой печи в АКОС, т.е. загрузка и плавление шихты, шлакообразование, доводка - рафинирование, раскисление и легирование, а также нагрев металла электрическими дугами, а это обстоятельство уменьшает расход электроэнергии и огнеупорных материалов, выводится из технологического цикла основной агрегат (ДСП) и его сверхмощный трансформатор значительно сокращается время поточного технологического цикла в цехе за счет времени выплавки, раскисления и внепечной обработки стали, а также сокращается время на транспортировку ковшей и уменьшаются тепловые потери при переходе от дуплекс процесса ДСП - АКОС к совмещенным процессам только в одном комбинированном агрегате АКОС.
Однако несмотря на отмеченные преимущества изобретения по рассмотренному аналогу в сравнении со всеми другими известными изобретениями, рассмотренный ближайший способ по аналогу [6 - Кашакашвили Г.В. и др. Патент РФ №2405046 от 27.11.2010. Бюл. №33] обладает, на наш взгляд, существенными (крупными) недостатками, т.е., например, в прототипе в своде ковша не используются полые электроды, что не позволяет осуществлять подачу в ванну агрегата железорудного металлизованного сырья (окатышей, брикетов, мелких кусков металла, сыпучих материалов и др.), а также флюсующих материалов в потоке инертных газов (аргон, азот и др.), и, кроме того, по способу в аналоге не предусмотрены устройства и системы для обеспечения эффективного дожигания горючих газов как в локальной зоне продувки металла кислорода фурмой, так и в общем потоке отходящих из агрегата технологических газов.
Эти недостатки прототипа, а также и другие, например, отсутствие устройств и методов подачи порошкообразных материалов (извести, плавикового шпата, угля, раскислителей и др.) на шлак и в металл с помощью продувочной многосопловой фурмы или подача порошкообразных (сыпучих) реагентов-восстановителей в потоке аргона, а также оксидов металла, например Cr2O3, NiO, МоО3, WO3 и др. в восстановительный период электроплавки стали. Эти и другие крупные недостатки в изобретении по аналогу не позволяют в существенной мере улучшить технико-экономические показатели процесса электроплавки и внепечной обработки стали по схеме комбинированного агрегата, совмещающего в себе одновременно конструктивно и технологически дуговую сталеплавильную печь (ДСП) и АКОС, т.е. агрегат типа ковш-печь.
Техническим результатом является совершенствование ближайшего аналога с достижением при этом нового технического результата по улучшению технологии и снижению энергоемкости процессов выплавки и внепечной обработки стали, повышения производительности, а также значительного улучшения качества стали и уменьшения ее себестоимости.
Технический результат достигается тем, что предлагаемый способ электроплавки и внепечной обработки стали в агрегате на основе футерованного ковша со сводом, включающий проведение тепловых и технологических процессов получения жидкой стали с применением внепечной обработки ее инертными газами в ковше, завалку в него металлошихты, например металлолома, загрузку металлизованных окатышей и других сыпучих материалов через полые электроды в своде агрегата, а также включающий подогрев и расплавление металлошихты, металлизованных окатышей и других материалов электрическими дугами от электродов в своде и топливно-кислородными горелками, размещенными в шиберных блоках в днище ковша.
И, кроме того, включающий продувку жидкой стали струями кислорода в ковше с помощью многосопловой двухъярусной кислородной фурмы с двумя ярусами сопел и с датчиком в торце корпуса этой фурмы, причем фурма, как и полые электроды, размещены в отверстиях свода, что позволяет осуществлять в агрегате проведение процессов наводки шлака при подаче сыпучих материалов в ковш, а также нагрев, обезуглероживание, рафинирование, раскисление, легирование и разливки жидкой стали с одновременным в объеме агрегата дожиганием горючих газов струями кислорода в потоке отходящих из ковша к газоходу в своде технологических газов с помощью двухъярусной фурмы в своде агрегата и устройства с многосопловым наконечником в упомянутом газоходе, отличается тем, что применяют метод двухстадийного дожигания горючих газов в объеме агрегата, осуществляют первую стадию дожигания горючих газов струями кислорода при продувке жидкой стали между электродами с помощью двухъярусной многосопловой кислородной фурмы, а вторую стадию дожигания горючих газов осуществляют струями кислорода от сопел наконечника устройства перед газоходом под сводом агрегата, а также применяют рассредоточенный метод нагрева и расплавления металлошихты и металлизованных окатышей и других материалов электрическими дугами от электродов и факелами от топливно-кислородных горелок (ТКГ) в ковше.
Причем факелы от ТКГ размещают вне пространства, создаваемого диаметром распада электродов, и одновременно при этом осуществляют тепловые и технологические процессы плавки стали с требуемым по графику применением подачи шихтовых, сыпучих и газовых потоков, удаления шлака и разливки стали, а также отличается тем, что дожигание горючих газов осуществляют локально в объеме между электродами струями кислорода, истекающими из сопел верхнего яруса многосопловой двухъярусной фурмы, а струями кислорода из сопел нижнего яруса корпуса упомянутой фурмы осуществляют продувку жидкой стали под шлаком, причем одновременно с этим осуществляют непрерывное измерение температуры жидкой стали (металла) по ходу электроплавки с помощью датчика ЭДС и температуры, установленного автономно в торце корпуса фурмы.
И при этом упомянутым датчиком измерений температуры и ЭДС измеряют и определяют содержание кислорода и углерода в металле, а также отличается тем, что в окислительный период электроплавки осуществляют подачу на шлак и металл порошкообразной извести, плавикового шпата, угольного порошка и других материалов в потоке струй кислорода через сопла двухъярусной фурмы, а в восстановительный период электроплавки через полые электроды в своде осуществляют подачу в металл в потоке инертных или восстановительных газов мелкораздробленного материала из оксидов Cr2O3, NiO, МоО3, WO3 и другие, но в то же время отличается тем, что осуществляют через графитированные электроды в своде агрегата подачу металлизованных окатышей, мелкораздробленной железной руды, порошкообразной извести, плавикового шпата, углеродистого порошка и других сыпучих материалов в потоке газов, а в восстановительный период электроплавки после расплавления металлизованных окатышей или брикетов осуществляют подачу в металл через полые электроды в потоке инертных (восстановительных) газов порошкообразных или мелкораздробленных материалов, раскислителей (Si, Al и др.) или легирующих (Ni, Со и др.), причем подачу вышеизложенных материалов и газов в полые электроды осуществляют с помощью транспортерной системы, механизмов и бункерного оборудования, установленные на агрегате и подключенные функционально к системам управления процессами электроплавки и внепечной обработки стали.
Кроме того, отличается тем, что полное дожигание горючих газов в агрегате осуществляют струями кислорода, истекающими из сопел наконечника устройства перед газоходом, причем в наконечнике размещают одно центральное сопло на оси наконечника устройства, а остальные сопла размещают под углом ±30÷45 градусов относительно упомянутой оси наконечника устройства и к тому же в упомянутом устройстве в газоходе осуществляют автоматический контроль режима дожигания горючих газов с помощью системы измерения состава отходящих газов за газоходом с применением газоанализатора или электрохимического датчика на основе использования метода ЭДС, а также при этом отличается тем, что осуществляют сверху нагрев металлошихты, металлизованных брикетов и других материалов в ковше электрическими дугами от полых электродов, а снизу нагрев металлошихты и других материалов осуществляют топливно-кислородными горелками (ТКГ), причем после расплавления металлошихты в ковше отключают топливо и кислород в ТКГ и по каналам этого ТКГ подают инертные газы (аргон, азот и др.) в жидкий металл и осуществляют его внепечную обработку (перемешивание, дегазацию и др.) с одновременным нагревом металла электрическими дугами от полых электродов, размещенных в своде агрегата, а также отличается тем, что осуществляют скачивание и выпуск шлака из ковша через шлаковыпускную летку, размещенную вверху корпуса ковша на стыке со сводом агрегата, и в то же время отличается тем, что загрузку металлошихты (лома, брикетов и др.) в ковш осуществляют в "болото" на днище ковша, причем "болото" состоит из части жидкого шлака и металла, оставленного после выпуска и плавки стали, а, кроме того, отличается тем, что при оставлении "болота" в ковше осуществляют разогрев "болота" с помощью включенных ТКГ.
После завалки металлошихты ее разогрев и расплавление дополняют электрическими дугами от электродов, а также отличается тем, что после расплавления металлошихты в ковше начинают окислительный период электроплавки с непрерывной подачей металлизованных окатышей и других сыпучих материалов через полые электроды с применением продувки жидкого металла кислородом через двухъярусную многосопловую кислородную фурму и, наконец, отличается тем, что в восстановительный период электроплавки стали, а также по ходу внепечной обработки ее инертными газами осуществляют через полые электроды подачу раскислителей, ферросплавов и других сыпучих материалов с контролем технологических параметров по ходу работы агрегата.
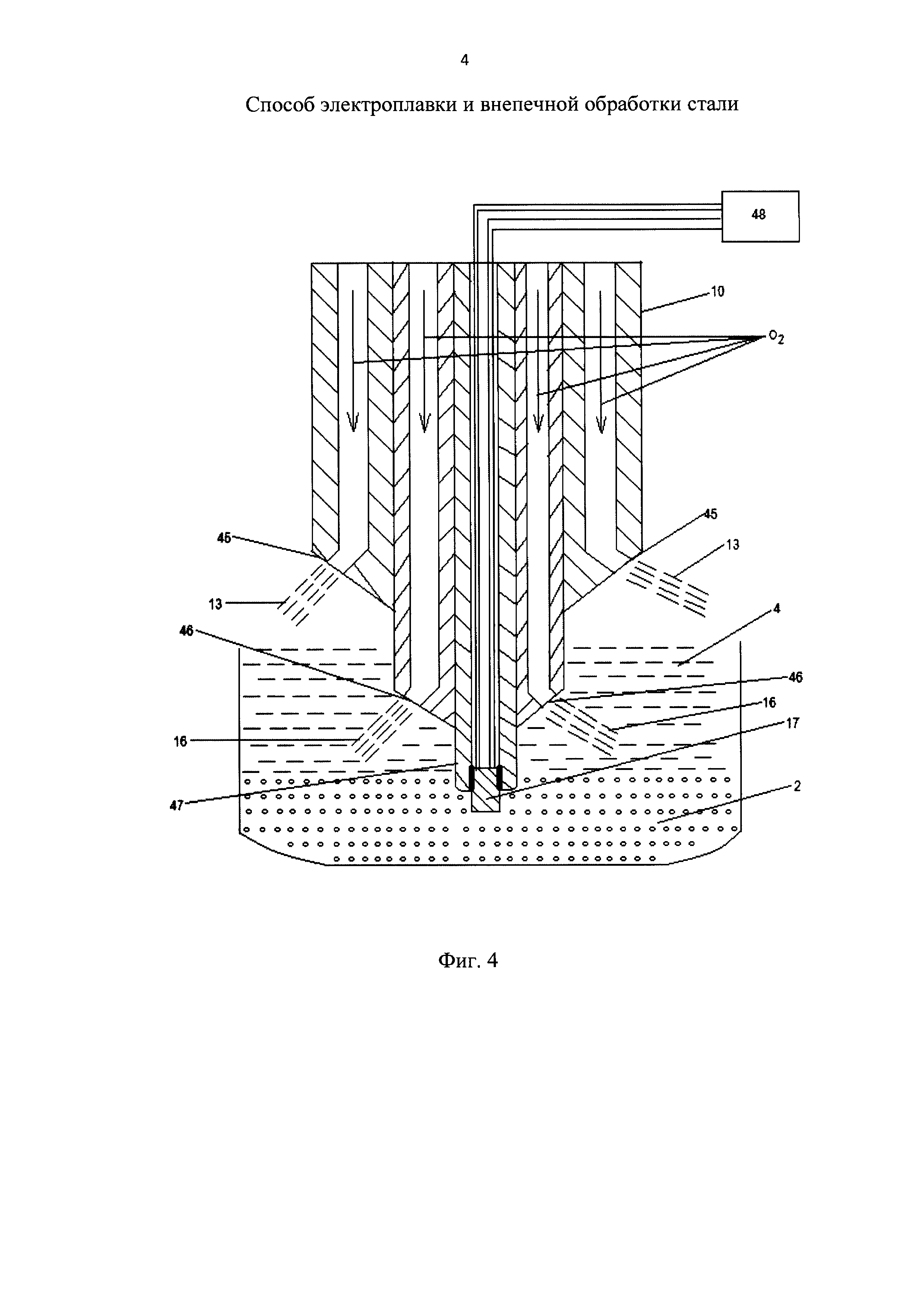
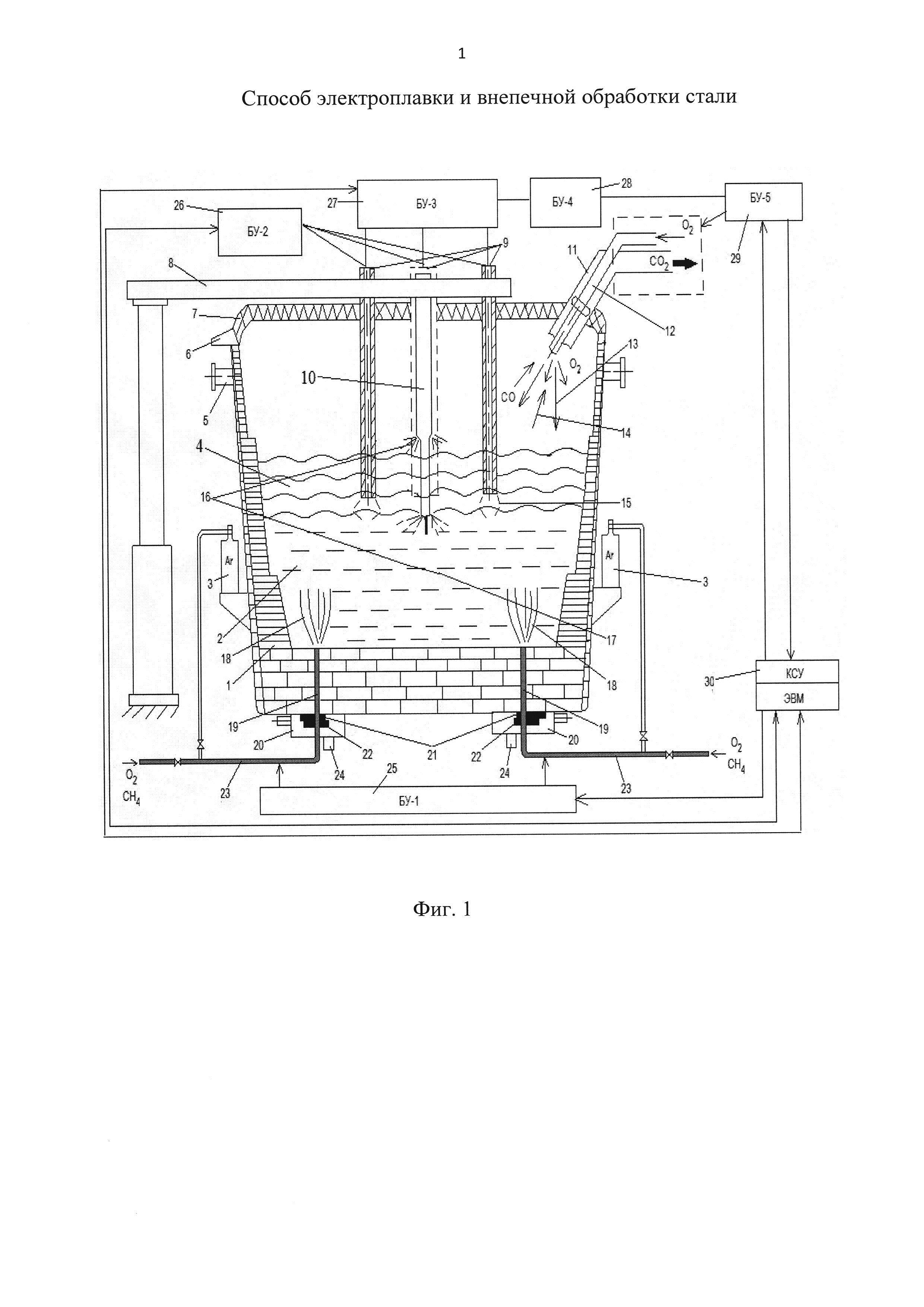
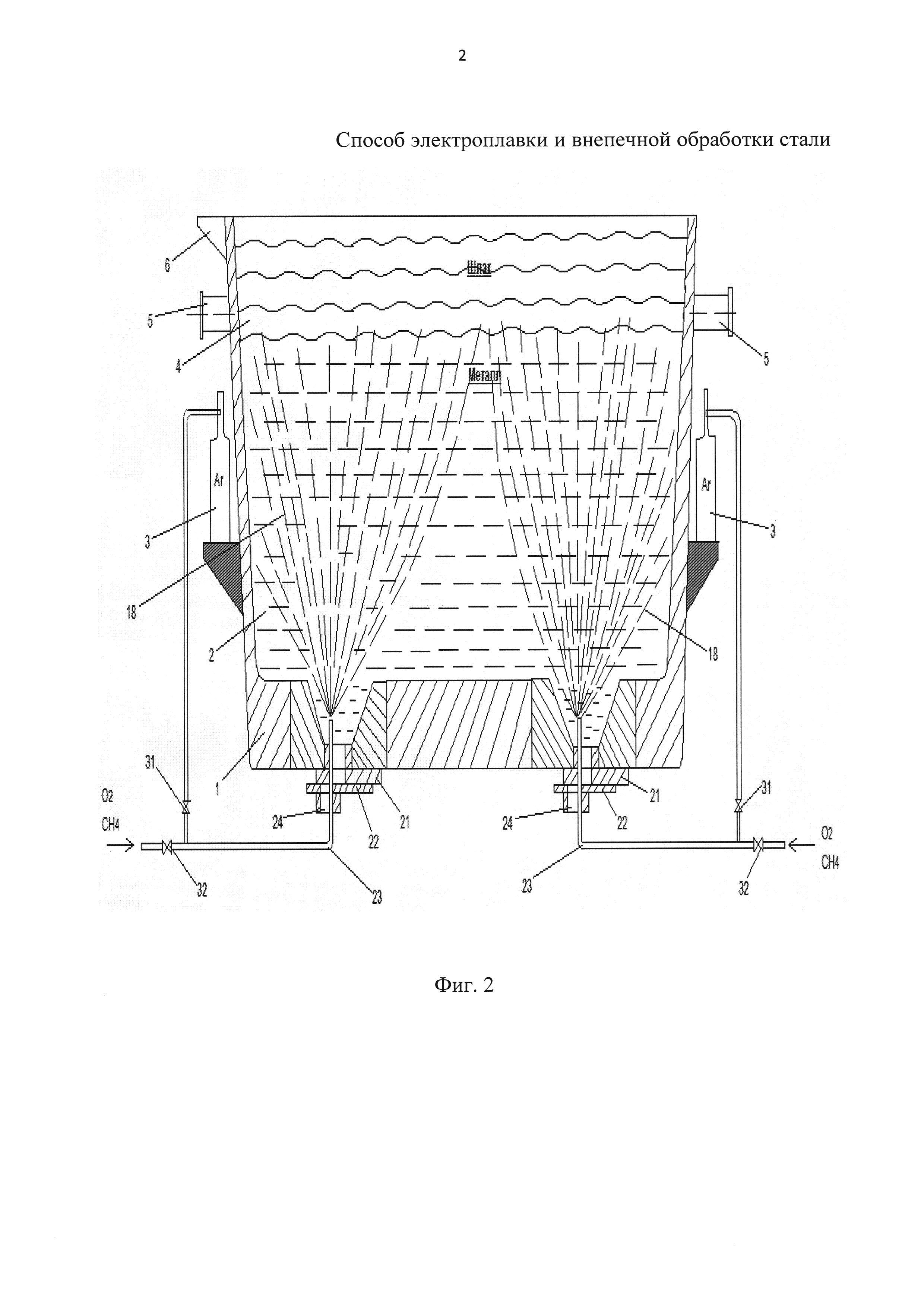
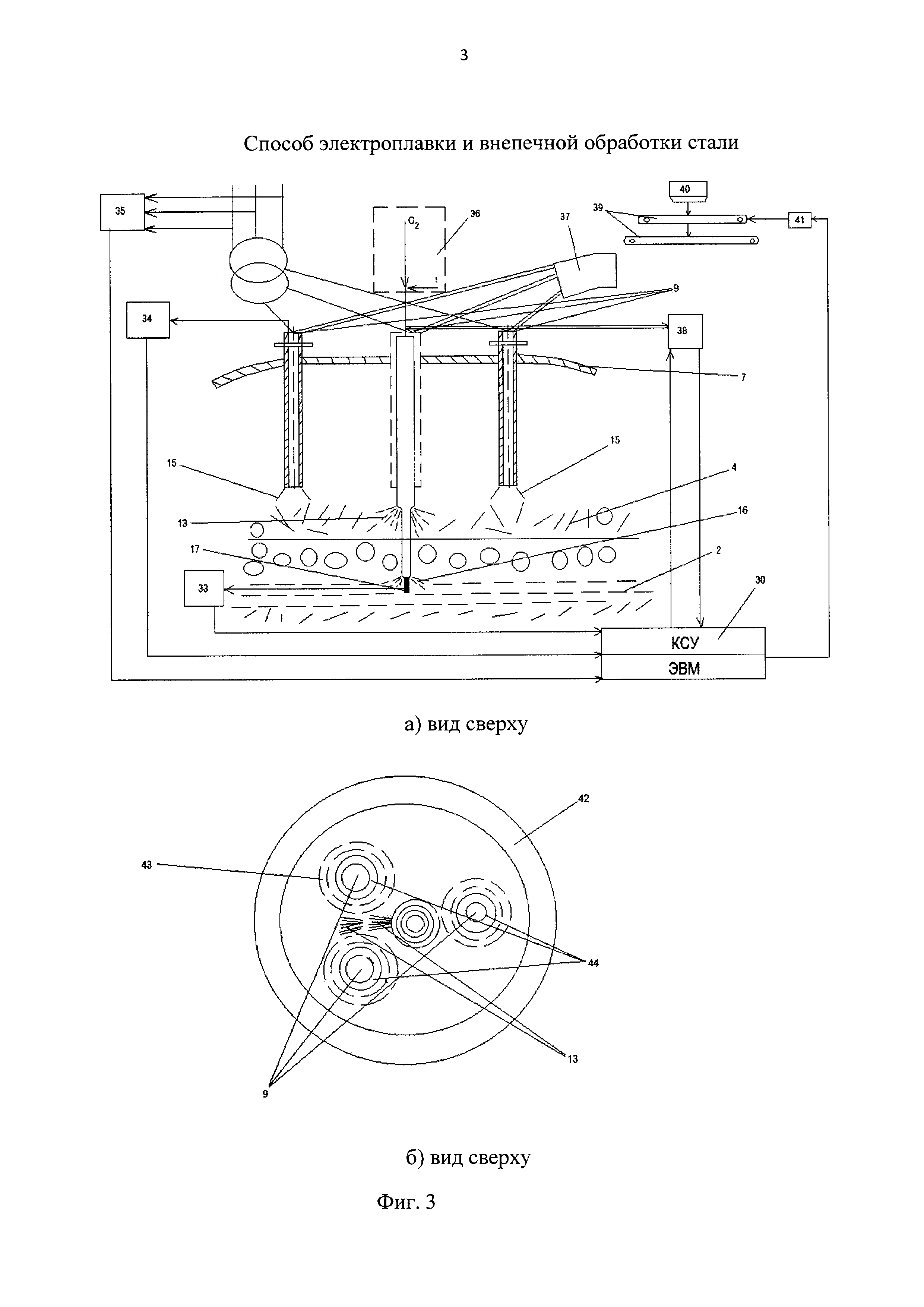
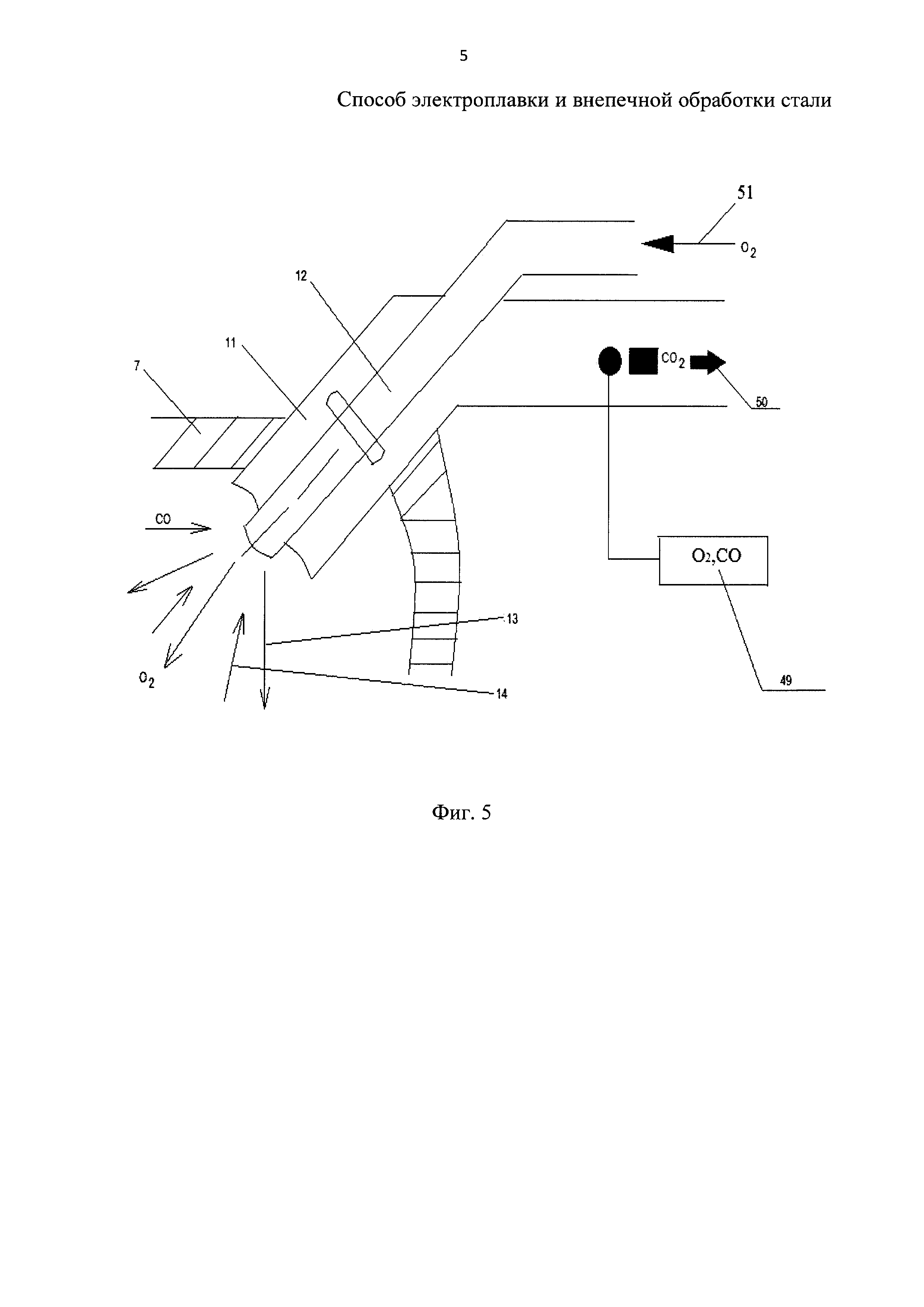
Предлагаемое изобретение по данному способу электроплавки и внепечной обработки стали реализуется в агрегате (фиг. 1) на основе электросталеплавильного агрегата ковш-печь (ЭСА-КП) нового типа, включающего футерованный ковш (фиг. 2) с шиберными блоками и ТКГ в днище ковша, свод агрегата (фиг. 3) с размещенными на нем полыми электродами и двухъярусной кислородной фурмой (фиг. 4), а также наличия в своде газохода (фиг. 5) устройства дожигания горючих газов перед выходом из ЭСА-КП, который позволяет в едином конструктивном комплексе совмещать все теплотехнологические процессы при электроплавке и внепечной обработке стали, являющиеся характерными при раздельном функционировании дуговой печи (ДСП) и агрегата ковш-печь (АКОС).
Работа по способу в предлагаемом изобретении осуществляется следующим образом. Для осуществления способа электроплавки и внепечной обработки стали в агрегате (фиг. 1) на основе футерованного ковша 1 со сводом 7, включающего проведение тепловых и технологических процессов получения жидкой стали 2 со шлаком 4 с применением внепечной обработки ее инертными газами, например аргона 3, в ковше, имеющего на корпусе цапфы 5 и шлаковыпускную летку 6, применяют завалку в него металлошихты, например металлолома, и осуществляют загрузку в жидкую ванну металлизованных окатышей и других сыпучих материалов через полые электроды 9, размещенные на электрододержателях 8 на ЭСА-КП.
Завалку металлошихты в ковш осуществляют на разогретую его футеровку и включают нагрев шихты сверху электрическими дугами 15 от полых электродов 9, а снизу эту шихту нагревают факелами от топливно-кислородных горелок 19, при этом над металлом шихты опускается двухъярусная фурма 12 для дожигания части горючих газов (СО, Н2 и др.), поступающие из расплавляемого металла 2 в ковше 1 в газоход 11 для отвода газов из агрегата и по мере появления жидкого шлака 4 и металла 2 на днище ковша дополнительно используется и устройство 12 для дожигания газов струями кислорода 13 в потоке отходящих из агрегата газов 14. В эти моменты электроплавки стали продолжается нагрев металла и шлака в ковше с продувкой металла 16 кислородом и дожигание газов с помощью двухъярусной фурмы 10. После полного расплавления металла в ковше отключаются топливно-кислородные факелы 18 от ТКГ, которые установлены в шиберных блоках 20 в днище ковша с неподвижной 21 и подвижной 22 плиты ковшевого шибера с затвором 24, где размещаются трубы ТКГ для подачи газовоздушной или газокислородной смеси. Для управления всеми элементами оборудования и механизмами агрегата (фиг. 1) в окислительный и восстановительный периоды электроплавки и внепечной обработки стали используются локальные блоки управления всеми процессами в агрегате 25÷29, т.е. системы (БУ-1)…(БУ-5), которые функционально подключены 30 к объединенной компьютерной системе управления (КСУ) тепловыми и технологическими процессами работы по способу электросталеплавильного агрегата (ЭСА - КП).
На фиг. 2 приведена схема размещения шиберных блоков с ТКГ в днище агрегата, где указаны дополнительные конструктивные элементы 31 и 32, а на фиг. 3 представлена схема размещения на своде агрегата трех полых электродов и двухъярусной кислородной фурмы по позициям от 33 до 44, причем позиции от 45 до 48 относятся к фиг. 4 для конструктивной схемы двухъярусной фурмы с двумя рядами сопел, датчиком контроля температуры металла, а также содержания в нем кислорода или углерода (определяемые методом ЭДС), и на фиг. 5 представлена схема установки газохода в своде с устройством дожигания горючих газов встречными струями кислорода с указанием к схеме дополнительных позиций от 49 до 51.
Технология выплавки стали в ЭСА-КП начинается с загрузки шихты в ковш и затем металлошихту прогревают с помощью газовоздушных факелов от ТКГ и электрическими дугами от электродов, на которые подают напряжение от трансформатора. С появлением жидкого металла после расплавления шихты начинается подача металлизованного сырья (окатышей, брикетов) и других сыпучих материалов в ванну с подогревом ее электрическими дугами и постепенным отключением факелов от ТКГ с последующим переводом в шиберных блоках на подачу инертных газов (аргона, азота) в жидкий металл.
При этом в ванне наводится шлак от подачи флюсующих и других материалов в нее, а в процессе плавления металла скачивают первичный шлак наклоном ковша-печи через шлаковыпускную летку и наводят новый шлак, т.е. вторичный шлак путем присадки сыпучих и порошкообразных материалов (извести, шпата, боксита, угольного порошка и др.) через полые электроды или сопла двухъярусной фурмы в металл и шлак от бункеров-дозаторов в системах загрузки материалов и подачи газов. После расплавления металлошихты (металлолома и др.) в ковше и осуществления доводки в расплав через ТКГ вместо природного газа и кислорода (или воздуха) автоматически переключением теми же трубами в ТКГ снизу вдувают инертный газ (аргон или азот) и сверху шлакообразующие реагенты через полые электроды или двухъярусную фурму между ними, что позволяет, совмещая эти процессы с кипением, раскислением, легированием, глубокой десульфурацией и дефосфорацией стали осуществлять гомогенизацию его химического состава и температуры.
Далее по достижении желаемых состава и температуры готовой стали отключают электрическое напряжение на полые электроды, подачу кислорода на двухъярусную фурму и закрывают шиберные блоки в днище разливочного ковша. Для интенсификации перемешивания жидкой стали и шлака в окислительный период плавки тракты ТКГ 18 используются для подачи инертных газов 19 через шиберные блоки в корпусе 20, где имеются неподвижная 21 и подвижная 22 плита с наличием в блоках трубы 23 для подачи газовоздушной смеси в ТКГ и шиберного затвора 24 в днище ковша. Для управления всеми теплотехнологическими процессами электроплавки и внепечной обработки стали в ЭСА-КП используется объединенная 30 компьютерная система управления (КСУ), которая функционально взаимодействует с блоком управления (БУ-1) процессами 25 подачи топлива, кислорода и инертных газов в ТКГ 18, блоком управления (БУ-2) электрическим режимом 26 электроплавки стали, блоком управления (БУ-3) процессами подачи окатышей 27 и других материалов через полые электроды в ковш, блоком системы управления (БУ-4) работой двухъярусной фурмы 28 с датчиком и блоком управления (БУ-5) работой устройства дожигания горючих газов 29 кислородом под сводом перед газоходом агрегата.
Таким образом, как следует из вышеизложенного в предлагаемом изобретении ЭСА-КП, осуществляются те же необходимые тепловые и технологические операции, характерные для производства стали в раздельных агрегатах ДСП и АКОС, но в конечном итоге на более совершенном теплотехнологичном и эффективном уровне.
Способ получения нанотрубок нитрида бора
Термостойкая ткань из полимерных волокон и изделие, выполненное из этой ткани
Способ получения нанокерамики методом совмещения самораспространяющегося высокотемпературного синтеза и искрового плазменного спекания
Акустооптический преобразователь поляризации лазерного излучения (варианты)
Пневматическая флотационная машина
Исполнительный орган проходческого щитового комплекса для сооружения многополосных автодорожных и железнодорожных тоннелей и бесколонных станций метрополитена
Способ измельчения смеси карбоната стронция и оксида железа в производстве гексаферритов стронция
Катализатор и способ осуществления реакции фишера-тропша с его использованием
Устройство для измерения отношения напряжения мостовых датчиков
Способ измельчения смеси карбоната бария и оксида железа в производстве гексаферритов бария
Устройство для загрузки металлизованных окатышей в дуговую печь
Электросталеплавильный агрегат ковш-печь (эса-кп)
Комплекс автоматизированного управления конвейерами

