Результат интеллектуальной деятельности: Способ оценки формы измеренной поверхности
Вид РИД
Изобретение
Изобретение относится к способам входного контроля заготовок деталей со сложной поверхностью в машиностроении с использованием результатов автоматизированных измерений поверхности и сравнения их с математической моделью детали.
Известен способ оценки формы измеренной поверхности, включающий измерение координат N точек, соответствующих заданным N точкам поверхности первой механической детали, принимаемой в качестве стандартной детали, относительно заданной системы отсчета, на подготовительной фазе, после чего на фазе инициализации одновременно и соответственно считывают N линейных измерений смещения вдоль нормалей в N точках стандартной детали, после чего на фазе измерения считывают N измерения линейного смещения, одновременно и соответственно проведенные в N точках детали, подлежащей измерению, N точкам стандартной детали, а на фазе вычисления вычисляют трехмерные координаты N точек детали, подлежащей измерению, исходя из трехмерных координат N точек стандартной детали, из линейных измерений и из направляющих косинусов N теоретических нормалей в этих точках. Способ осуществляется при помощи машины для трехмерных измерений, содержащей вычислительный модуль, управляющий модуль и измерительный стол, по меньшей мере одну матрицу датчиков смещения, расположенных таким образом, что в нерабочем положении деталь устанавливается на столе, а в закрытом положении все датчики вводятся в рабочий контакт с измеряемой деталью. При этом вычислительный модуль конфигурирован для трехмерного измерения координат для набора из N заданных точек поверхности механической детали относительно предварительно определенной системы отсчета, технический результат - упрощение процедуры контроля сложных по форме деталей при обеспечении точности отображения сложной поверхности детали (см. RU № 2369833, G01B7/008, 2006).
Недостаток этого решения – ограниченный диапазон измеряемых деталей, определяемый размерами машины для трехмерных измерений и необходимостью задействования значительных вычислительных ресурсов.
Известен также способ оценки формы измеренной поверхности, включающий определение координат положения точек на поверхности детали и ее математической модели и их сравнение для определения погрешности совпадения измеренной поверхности с теоретической и оптимального расположения припусков при вписывании теоретической детали в измеренную заготовку (см. http://www.delcam-ural.ru/delkam_ural/cam/powerinspect_omv).
Недостатком известного способа является недостаточно высокая скорость измерений из-за необходимости обработки большого объема данных, требовательность к вычислительным ресурсам, сильноусредненная картина совмещения, большое влияние шумов на результат сопоставления, необходимость участия специалиста высокой квалификации для постановки задачи и оценки результатов вычислений.
Задачей, на решение которой направлено заявленное решение, является повышение скорости оценки формы измеренной поверхности.
Технический результат выражается в уменьшении числа точек измерений и за счет этого упрощении процедуры обработки данных измерений и снижении потребности в вычислительных ресурсах.
Для решения поставленной задачи способ оценки формы измеренной поверхности, включающий восстановление координат положения точек на поверхности детали и их сравнение с положением аналогичных точек на поверхности ее математической модели для определения погрешности совпадения измеренной поверхности с теоретической, отличается тем, что на трёхмерной поверхности детали и ее математической модели формируют маркеры как дополнительные элементы поверхности, легко выделяемые при автоматическом сканировании и распознавании, выполненные в виде осесимметричных геометрических тел, предпочтительно конусов, местоположение которых на поверхности детали и ее математической модели приблизительно совпадает, местоположение поименованных точек которых, используемых в качестве реперных задано, при этом в процессе измерений восстанавливают координаты положения реперных точек на поверхности детали и с заданной погрешностью сравнивают их относительное положение с положением аналогичных точек маркеров на поверхности ее математической модели. Кроме того, необходимое и достаточное количество реперных точек и сечений выбирают на поверхности детали и её математической модели с учетом допустимой погрешности её представления. Кроме того, для нахождения минимальной погрешности системы восстановленных реперных точек или выявления отдельных восстановленных реперных точек, увеличивающих общую погрешность системы, вычисляют отклонения восстановленной реперной точки от теоретической реперной точки математической модели как сумму квадратов разностей расстояний по прямой от каждой отдельной восстановленной реперной точки до всех остальных восстановленных реперных точек и расстояний по прямой от каждой отдельной теоретической реперной точки до всех остальных теоретических реперных точек. Кроме того, для нахождения минимальной погрешности системы восстановленных реперных точек или выявления отдельных восстановленных реперных точек, увеличивающих общую погрешность системы, в процессе минимизации отклонения набора восстановленных реперных точек от теоретических реперных точек математической модели расчет ведут с произвольным или последовательным исключением как минимум одной восстановленной реперной точки на основании значения вычисленного отклонения восстановленной реперной точки от теоретической реперной точки математической модели. Кроме того, для приведения системы реперных точек в соответствие с требованием общего минимального отклонения от математической модели ранжируют критерии отклонения для всех реперных точек маркеров детали, выявляют из них удовлетворяющие допустимому отклонению и только их принимают к дальнейшему анализу. Кроме того, относительно пространственно определенных с необходимой точностью реперных точек проводят сечения их облака и сравнивают отклонение точек, принадлежащих множеству измерения от аналитически заданных элементов контура сечения.
Сопоставительный анализ признаков заявленного решения с признаками прототипа и аналогов свидетельствует о соответствии заявленного решения критерию «новизна».
Признаки отличительной части формулы изобретения решают следующие функциональные задачи:
Признаки «…на трёхмерной поверхности детали и ее математической модели формируют маркеры, как дополнительные элементы поверхности, легко выделяемые при автоматическом сканировании и распознавании…» позволяют сократить количество контролируемых точек, и соответственно сократить объем измерений и вычислений.
Признаки указывающие, что маркеры выполнены «в виде осесимметричных геометрических тел, предпочтительно конусов»Ю упрощают процедуру восстановления местоположения на них точек, используемых в качестве реперных при повреждении маркера.
Признаки указывающие, что местоположение маркеров «на поверхности детали и ее математической модели приблизительно совпадает», обеспечивают работоспособность заявленного способа.
Признаки указывающие, что «местоположение поименованных точек которых (т.е. маркеров), используемых в качестве реперных, задано», обеспечивают работоспособность заявленного способа и возможность восстановления местоположения реперных точек при повреждении маркера.
Признаки указывающие, что «в процессе измерений восстанавливают координаты положения реперных точек на поверхности детали и с заданной погрешностью сравнивают их относительное положение с положением аналогичных точек маркеров на поверхности ее математической модели», обеспечивают возможность определения погрешности совпадения измеренной поверхности с теоретической.
Признаки второго пункта формулы изобретения обеспечивают заданную достоверность получаемого результата определения погрешности совпадения измеренной поверхности с теоретической.
Признаки третьего пункта формулы изобретения описывают один из возможных способов получения данных, позволяющих определить погрешности совпадения измеренной поверхности с теоретической.
Признаки четвертого пункта формулы изобретения обеспечивают возможность выявления отдельных восстановленных реперных точек, увеличивающих общую погрешность системы при минимизации отклонения набора восстановленных реперных точек от теоретических реперных точек математической модели.
Признаки пятого пункта формулы изобретения обеспечивают минимизацию числа реперных точек маркеров детали, принятых к дальнейшему анализу.
Признаки шестого пункта формулы изобретения обеспечивают возможность оценки отклонения измеренных точек от аналитически заданных элементов контура сечения детали.
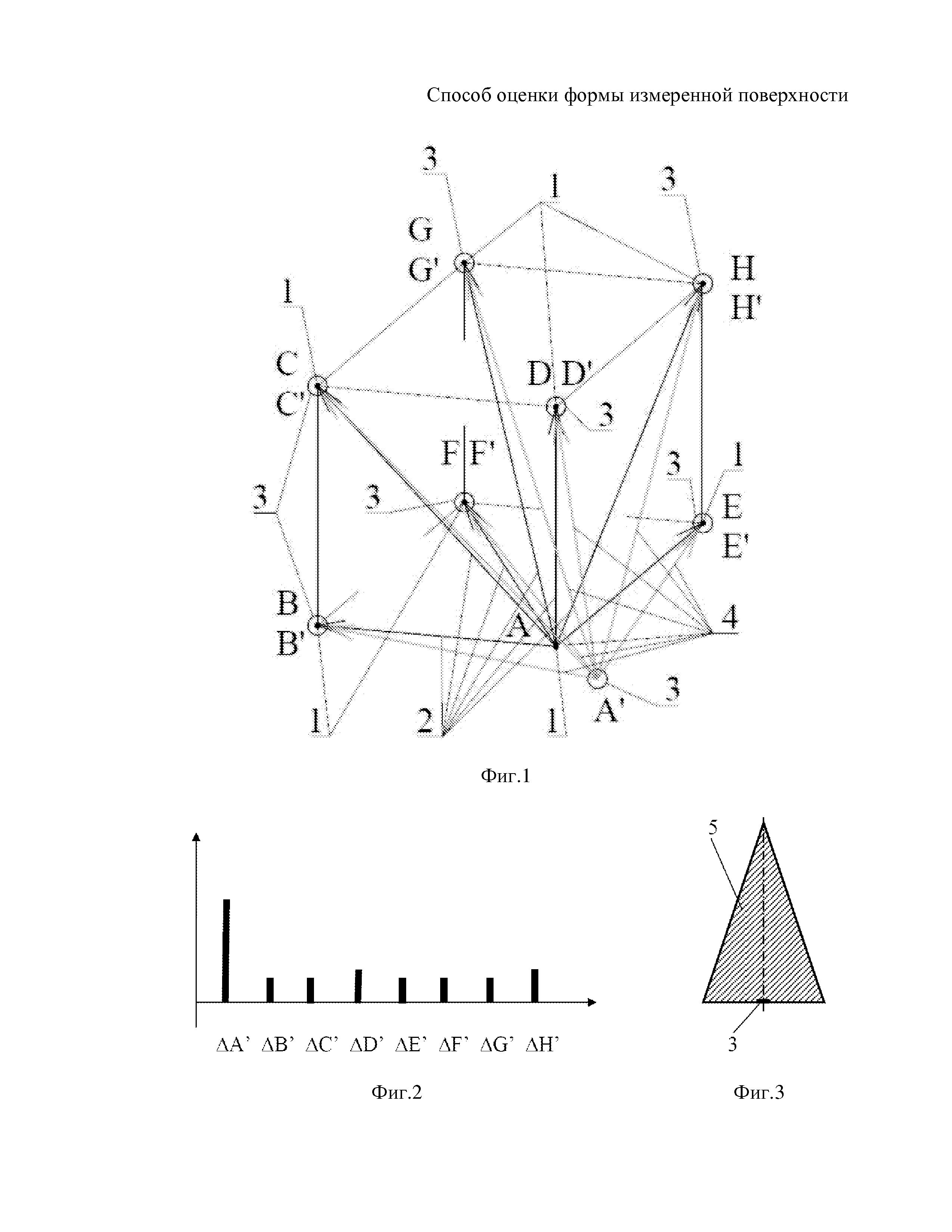
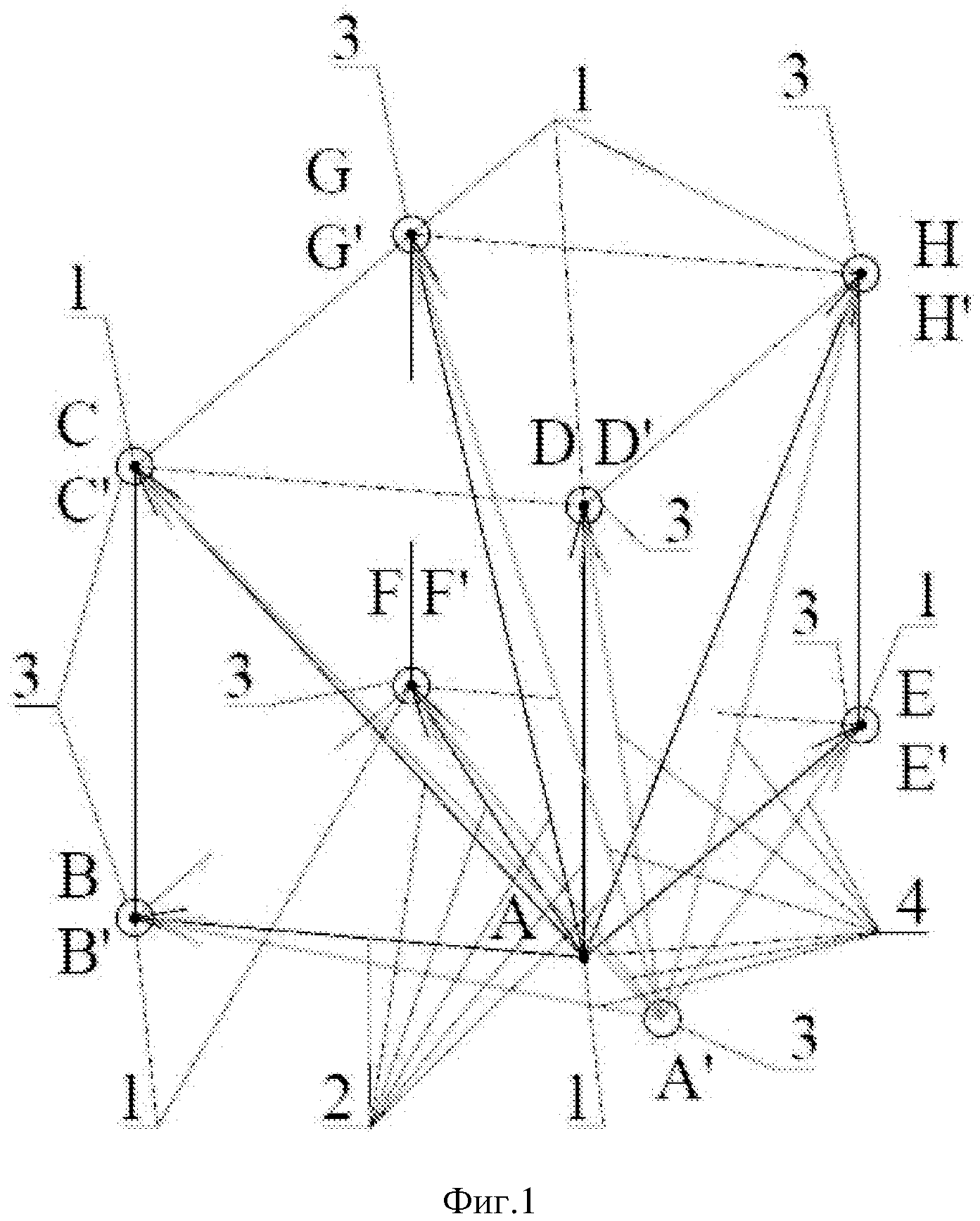
На фиг.1 показано местоположение реперных точек математической модели и измеренных (восстановленных) реперных точек измеренной поверхности; на фиг.2 показаны параметры взаимного расположения реперных точек математической модели и измеренной поверхности; на фиг.3 показан пример возможного выполнения маркера.
На чертежах показаны поименованные реперные точки 1 математической модели и расстояния до них 2, измеренные (восстановленные) реперные точки 3 измеренной поверхности и расстояния до них 4, маркеры 5 и их реперные точки, например 3.
В заявленном способе, на трёхмерной поверхности детали создают временные или постоянные особые элементы поверхности – маркеры 5, которые легко выделить при автоматическом сканировании и распознавании. Они позволяют производить операции сравнения с математической моделью не всей поверхности детали, а преимущественно области маркеров. Маркер представляет собой выступающую или вогнутую геометрическую фигуру (конус, пирамида и т.п.), при этом реперная точка локализована на основании маркера.
Таким образом, имеется математическая модель («матмодель») поверхности тела и массив измерений («облако точек») трёхмерной поверхности детали. Там и там есть маркеры. Сравнение их относительного положения позволит с известной (заданной) погрешностью соотнести результат измерений положения маркера (и связанной с ним реперной точки тела) и соответствующей реперной точки матмодели.
Процедура самих измерительный операций, позволяющих определить пространственные координаты реперных точек 3 трёхмерной поверхности детали, не отличается от известных и реализуется с использованием известных средств. Необходимое и достаточное количество реперных точек и сечений выбирают из условия допустимой погрешности сравнения массива измерений и матмодели.
Процедура исследования массива измерений трёхмерной поверхности детали реализуется в следующей последовательности:
1 шаг. Выделяют координаты реперных точек 3, для чего используют любой алгоритм восстановления симметричных тел по частичной или избыточной информации.
В результате шага получаем набор реперных точек 3 поверхности детали, которые могут уже на этом этапе приблизительно соотнесены с аналогичными реперными точками 1 матмодели и поименованы (на фиг.1, реперные точки матмодели обозначены латинскими буквами, реперные точки измеренной поверхности обозначены латинскими буквами со штрихом).
2 шаг. Для каждой реперной точки 1 матмодели и реперной точки 3 измеренной поверхности детали рассчитывают среднеквадратичную сумму расстояний по прямой до всех остальных узлов этих поверхностей. При этом используют известные выражения:



3 шаг. Для каждой реперной точки 3 измеренной поверхности детали рассчитывают критерий ее отклонения, Дельта, от теоретического (матмодели). На этом этапе можно делать качественную оценку общего отклонения результатов измерений поверхности тела от матмодели, если имеется заданный допуск.
4 шаг. Ранжируют критерии отклонения всех реперных точек 3 (фиг.2). Реперные точки 3, которые удовлетворяют допустимому отклонению (это значит, что они относительно большинства реперных точек 3 расположены с допустимой погрешностью) принимаются к дальнейшему анализу. Реперные точки 3, которые не удовлетворяют ограничениям (это значит, что они относительно большинства реперных точек 3 сильно смещены) временно или совсем отбрасываются (в данном случае узел А). Очищенная система реперных точек 3 отвечает требованию общего минимального отклонения от матмодели.
5 шаг. Относительно пространственно определенных реперных точек 3 проводят сечения их облака и сравнивают отклонение точек, принадлежащих множеству измерения от аналитически заданных элементов контура сечения детали.
При необходимости шаги 3- 4 могут просчитываться с произвольным или последовательным исключением одной, двух и т.д. реперных точек с целью найти оптимальную погрешность системы реперных точек или выявить отдельные реперные точки, увеличивающие общую погрешность системы.
Результатом описанной последовательности процедур является возможность производить быструю оценку погрешности совмещения массива измерения и матмодели.
При необходимости более подробный расчет с заданной погрешностью выполняется с помощью топографической привязки окрестностей реперной точки с учетом уже определенной погрешности положения этой точки относительно других реперных точек.
Способ производства хлебобулочных изделий
Морская ледостойкая платформа
Способ определения удельной энергии механического разрушения льда
Способ резки заготовки, выполненной из магния или магниевого сплава
Способ измерения абсолютного положения конечного звена многозвенного механизма промышленного робота
Полуфабрикат мясорастительный рубленый
Катушка дифференцирующего индукционного преобразователя тока
Тепловая система газоохлаждаемого реактора атомной энергетической установки
Состав для производства леденцовой карамели
Вяжущее
Способ струйной обработки материалов
Способ струйной обработки материалов
Способ струйной обработки материалов
Установка для центробежного литья цилиндрических оболочек
Способ измерения абсолютного положения конечного звена многозвенного механизма промышленного робота
Способ оценки формы измеренной поверхности
Узел автоматического крепления съемного элемента

