Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении осесимметричных деталей типа дисков с центральной ступицей посредством торцовой раскатки.
Известен способ изготовления дисков торцовой раскаткой (патент №2018398, МПК5 B21D 37/12, опубл. 30.08.1994), по которому цилиндрическую заготовку деформируют между двумя сближающимися инструментами, один из которых совершает дополнительное сложное колебательное движение с одновременным воздействием на него осевого усилия осадки, при этом раскатку производят с фиксацией поковки по наружному диаметру в закрытом объеме штампа, образованном конической рабочей поверхностью матрицы и рабочим торцом выталкивателя.
Недостатком этого способа является ограниченная величина получаемых поковок.
Известен способ изготовления дисков торцовой раскаткой (А.с. 1181756 СССР, МКИ4 B21D 37/12, опубл. 30.09.85, Бюл. №36), выбранный в качестве прототипа, по которому цилиндрическую заготовку деформируют путем обжима по секторным участкам между двумя сближающимися инструментами, один из которых совершает дополнительное сложное колебательное движение с одновременным воздействием на нее осевого усилия осадки, при этом заготовку сначала деформируют до высоты в центральной части, равной высоте готового изделия, между инструментами, один из которых выполнен с конической рабочей поверхностью, а другой - с плоской рабочей поверхностью, затем полученный полуфабрикат деформируют между инструментами с коническими рабочими поверхностями.
Известный способ не позволяет за один проход сформировать диск со ступицей, нужны два перехода с промежуточным подогревом полуфабриката, наличие ступицы затрудняет деформацию на втором переходе, кроме того, ограничен диаметр получаемых поковок (до 160 мм).
Задачей изобретения является расширение технологических возможностей путем увеличения диаметра раскатываемых поковок и упрощение технологии торцовой раскатки.
Указанная задача решается тем, что цилиндрическую заготовку деформируют путем обжима по секторным участкам между двумя сближающими инструментами, один из которых совершает дополнительное сложное колебательное движение с одновременным воздействием на нее осевого усилия осадки, при этом торцовую раскатку проводят до появления в конце раскатки схемы плоского растяжения, создающегося за счет действия дополнительных напряжений первого рода с образованием в месте соединения диска со ступицей кольцевой шейки, где происходит внеконтактная деформация, причем глубина кольцевой шейки должна быть не более половины припуска на механическую обработку.
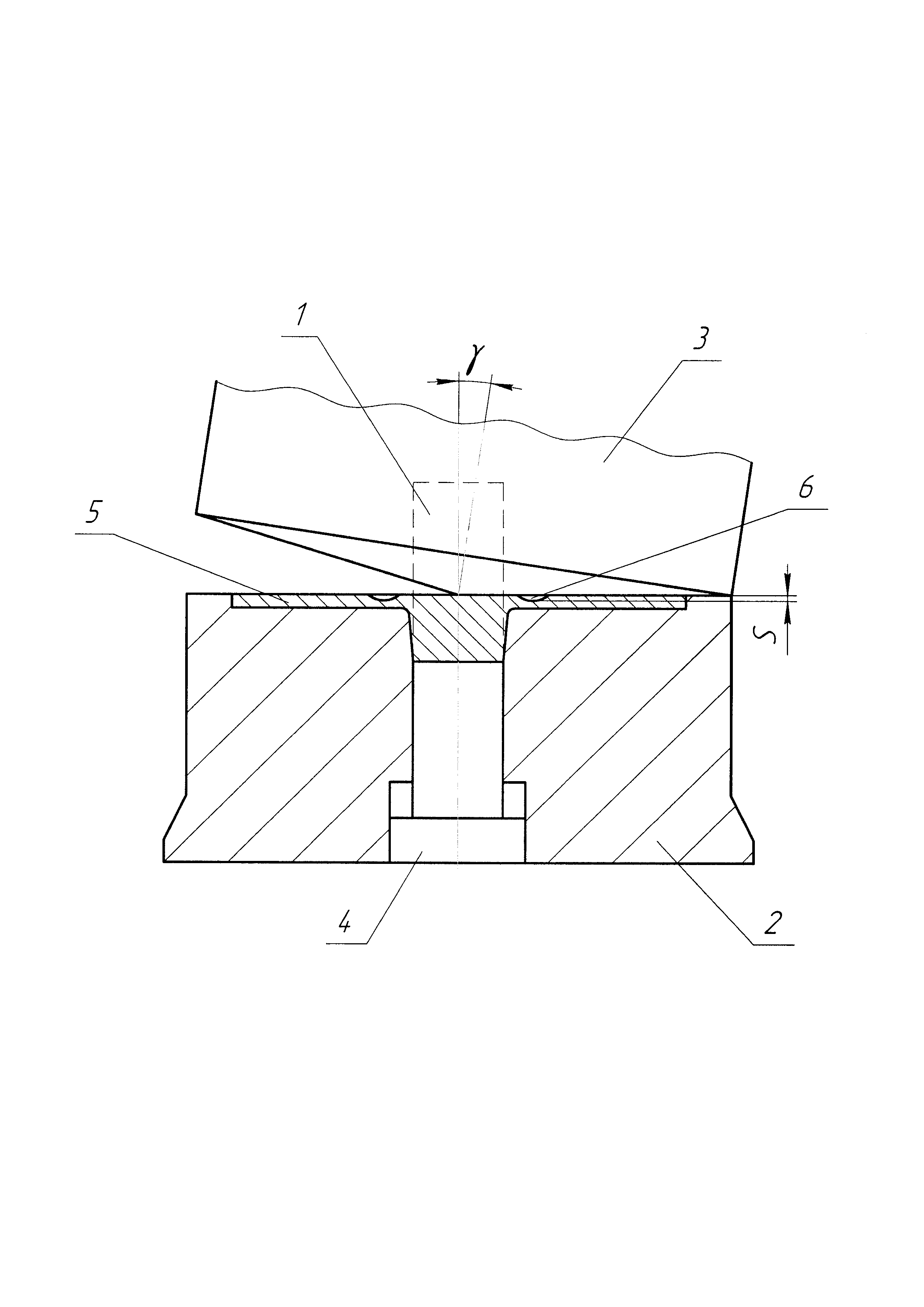
На чертеже представлена предлагаемая схема раскатки деталей типа диска, где 1 - заготовка, 2 - матрица, 3 - пуансон, 4 - выталкиватель, 5- раскатанная поковка, 6 - кольцевая шейка, S - глубина кольцевой шейки, γ - угол наклона пуансона.
Способ изготовления осесимметричных деталей типа дисков реализуется следующим образом. Цилиндрическую заготовку 1 устанавливают в матрицу 2, нагревают выступающий конец заготовки, например, индуктором (не показан), до ковочной температуры, затем воздействуют на выступающую часть заготовки с усилием осадки пуансоном 3 с конической рабочей поверхностью, который совершает движение навстречу матрице 2 и дополнительное сложное колебательное движение вокруг оси осадки. Угол наклона пуансона γ устанавливают не менее 5°. При таком угле наклона пуансона образуется минимальный по площади очаг деформации, что позволяет раскатывать поковки больших диаметров, кроме того, в конце раскатки начинают действовать дополнительные напряжения растяжения первого рода в месте соединения диска со ступицей из-за преобладающей в конце раскатки окружной деформации, что дополнительно позволяет увеличить диаметр раскатываемой поковки. В месте соединения диска со ступицей происходит внеконтактная деформация с образованием кольцевой шейки, при этом глубина кольцевой шейки S должна быть не более половины припуска на механическую обработку. В таком случае кольцевая шейка будет удалена при механической обработке. Если же глубина кольцевой шейки будет больше половины припуска на механическую обработку (остается «черновина» после механической обработки), то уменьшают угол раскатки на 10-30', что позволяет уменьшить глубину кольцевой шейки и, соответственно, устранить «черновину» при механической обработке.
Способ опробован в промышленных условиях на детали «тормозной диск» для ОАО «Веломоторс». На прессе DГ 2432 усилием 160 ТС при угле наклона пуансона до 5° торцовой раскаткой за один проход получают поковки диаметром до 260 мм с толщиной полотна 8 мм.
Способ изготовления осесимметричной детали типа диска со ступицей, включающий торцовую раскатку цилиндрической заготовки путем ее деформирования обжимом по секторным участкам между двумя сближающими инструментами, одному из которых сообщают дополнительное сложное колебательное движение, с одновременным воздействием осевого усилия осадки, отличающийся тем, что торцовую раскатку осуществляют до появления в конце раскатки схемы плоского растяжения, которую получают путем создания дополнительных напряжений первого рода с образованием в месте соединения диска со ступицей кольцевой шейки, в которой происходит внеконтактная деформация, глубиной, не превышающей половину припуска на механическую обработку диска.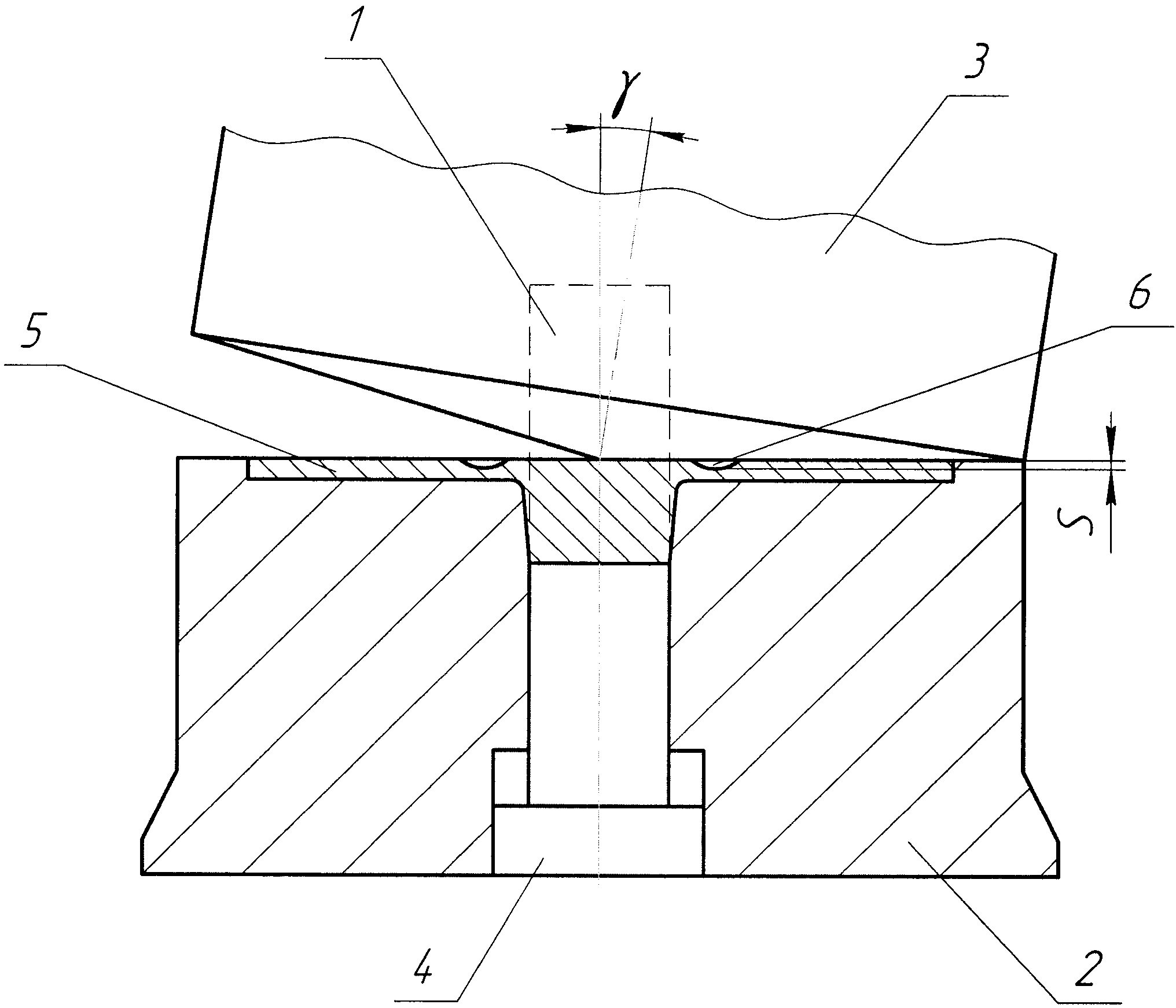
Устройство декодирования кодов рида-соломона
Устройство декодирования ldpc-кодов
Способ осушки полости газопровода в условиях отрицательных температур
Устройство декодирования произведений кодов рида-соломона

