Результат интеллектуальной деятельности: СПОСОБЫ ИЗГОТОВЛЕНИЯ ТРУБКИ С ДВОЙНОЙ СТЕНКОЙ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способам изготовления трубки с двойной стенкой, которую можно, к примеру, использовать в качестве нагревательной трубки в устройстве для нагрева пригодного для курения материала.
Уровень техники
Изготовление многостеночных контейнеров, например трубок с двойной стенкой, обычно требует выполнения ряда производственных этапов. В целях удобства внутреннюю и наружную трубки формуют по отдельности и затем, при необходимости, комбинируют и герметично соединяют друг с другом перед наполнением одной или нескольких из множества камер.
Сущность изобретения
Согласно некоторым вариантам выполнения, описанным в настоящей заявке, предлагается способ изготовления трубки с двойной стенкой, содержащий: a) изготовление двух экструдируемых трубок, причем одна из трубок расположена в другой трубке; b) обеспечение наличия первой пресс-формы вокруг наружной стороны наружной трубки и опоры вдоль внутренней стороны внутренней трубки; и c) нагнетание текучей среды в первую полость между внутренней и наружной трубками для формования наружной трубки у первой пресс-формы; и в котором, по меньшей мере, часть текучей среды остается в полости между внутренней и наружной трубками и текучая среда является компонентом или содержит компонент вещества, который можно активировать, так чтобы он действовал в качестве источника тепла или в качестве охлаждающего вещества.
Указанная среда может быть материалом с изменяемым фазовым состоянием.
Материал с изменяемым фазовым состоянием может содержать натрия ацетата тригидрат.
Способ может дополнительно содержать образование отверстия в формованной трубке с двойной стенкой и нагнетание текучей среды в первую полость через указанное отверстие.
Исполнительное средство для активации вещества, так чтобы оно действовало в качестве источника тепла или охлаждающего вещества, можно крепить к нагревательной трубке в области указанного отверстия.
Трубка с двойной стенкой может быть нагревательной трубкой или охлаждающей трубкой для использования в устройстве для нагрева или охлаждения материала, подлежащего нагреву или охлаждению, и вторая полость может ограничиваться внутренней трубкой для размещения материала, подлежащего нагреву или охлаждению.
Трубка с двойной стенкой может быть нагревательной трубкой, и вещество можно активировать таким образом, чтобы оно действовало в качестве источника тепла, и способ может дополнительно содержать обеспечение наличия пригодного для курения материала во второй полости.
Согласно некоторым вариантам выполнения, описанным в настоящей заявке, также предлагается способ изготовления трубки с двойной стенкой, содержащий: образование двух экструдированных трубок, причем внутренняя экструдированная трубка расположена внутри наружной экструдированной трубки; и создание вакуума в полости между наружной экструдированной трубкой и пресс-формой для вакуумного формования наружной экструдированой трубки у пресс-формы.
Способ может дополнительно содержать подачу вещества, которое можно активировать, так чтобы оно действовало в качестве источника тепла или охлаждающего вещества, в полость между внутренней экструдированной трубкой и наружной экструдированной трубкой.
Вещество может быть текучей средой.
Вещество может быть материалом с изменяемым фазовым состоянием.
Материал с изменяемым фазовым состоянием может содержать натрия ацетата тригидрат.
Способ может дополнительно содержать герметичное присоединение внутренней экструдированной трубки к наружной экструдированной трубке для ограничения первого конца трубки с двойной стенкой перед подачей вещества в полость между внутренней экструдированной трубкой и наружной экструдированной трубкой.
Способ может дополнительно содержать герметичное присоединение внутренней экструдированной трубки к наружной экструдированной трубке для ограничения второго конца трубки с двойной стенкой после подачи вещества в полость между внутренней экструдированной трубкой и наружной экструдированной трубкой.
Способ может дополнительно содержать резку по первому и второму концам для отделения отхода от трубки с двойной стенкой.
Способ может дополнительно содержать крепление к трубке с двойной стенкой исполнительного средства для активации вещества.
Способ может дополнительно содержать нагнетание давления в продольной полости внутренней экструдированной трубки с помощью текучей среды во время подачи вещества в полость между внутренней экструдированной трубкой и наружной экструдированной трубкой.
Способ может дополнительно содержать поддержку внутренней экструдированной трубки на опоре, вставляемой через продольную полость внутренней экструдированной трубки во время подачи вещества в полость между внутренней экструдированной трубкой и наружной экструдированной трубкой.
Способ может дополнительно содержать подачу пригодного для курения материала в продольную полость внутренней экструдированной трубки.
Согласно некоторым вариантам выполнения, описанным в настоящей заявке, также предлагается нагревательная трубка для использования в устройстве для нагрева пригодного для курения материала, причем нагревательную трубку получают или можно получить с помощью любого из вышеописанных способов.
Краткое описание чертежей
Ниже приведено описание вариантов выполнения только в качестве примера со ссылкой на приложенные чертежи, на которых:
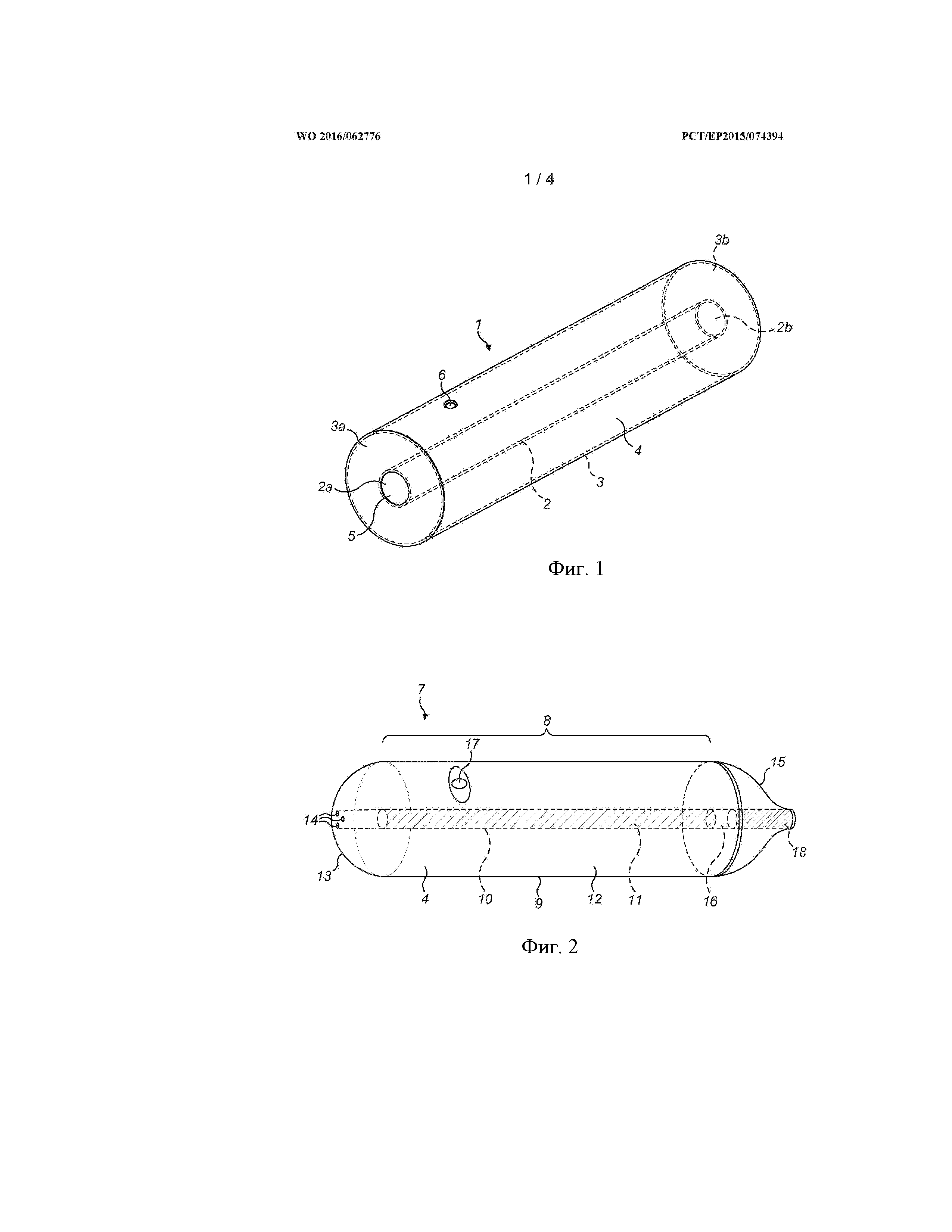
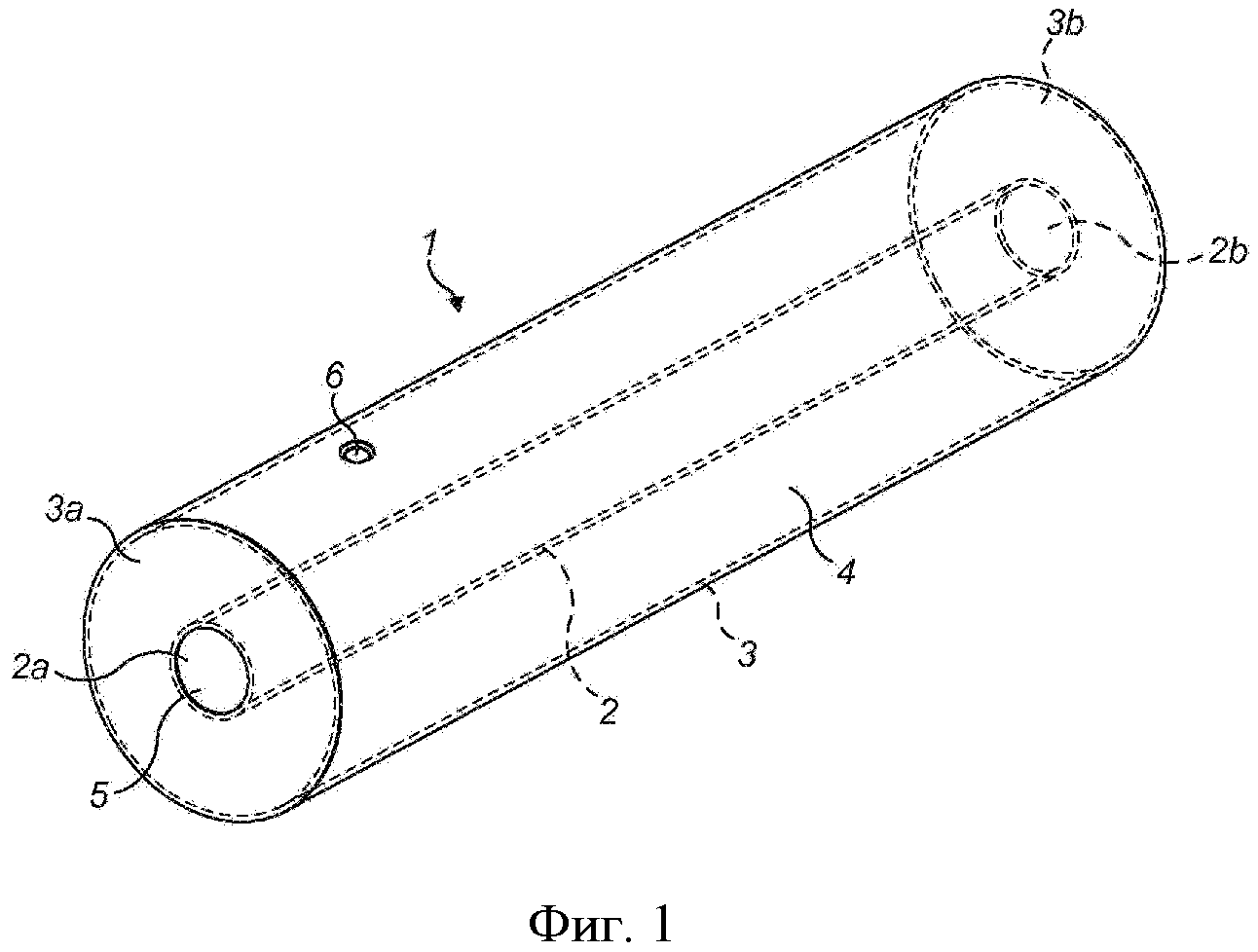
фиг. 1 – трубка с двойной стенкой;
фиг. 2 – устройство, содержащее трубку с двойной стенкой;
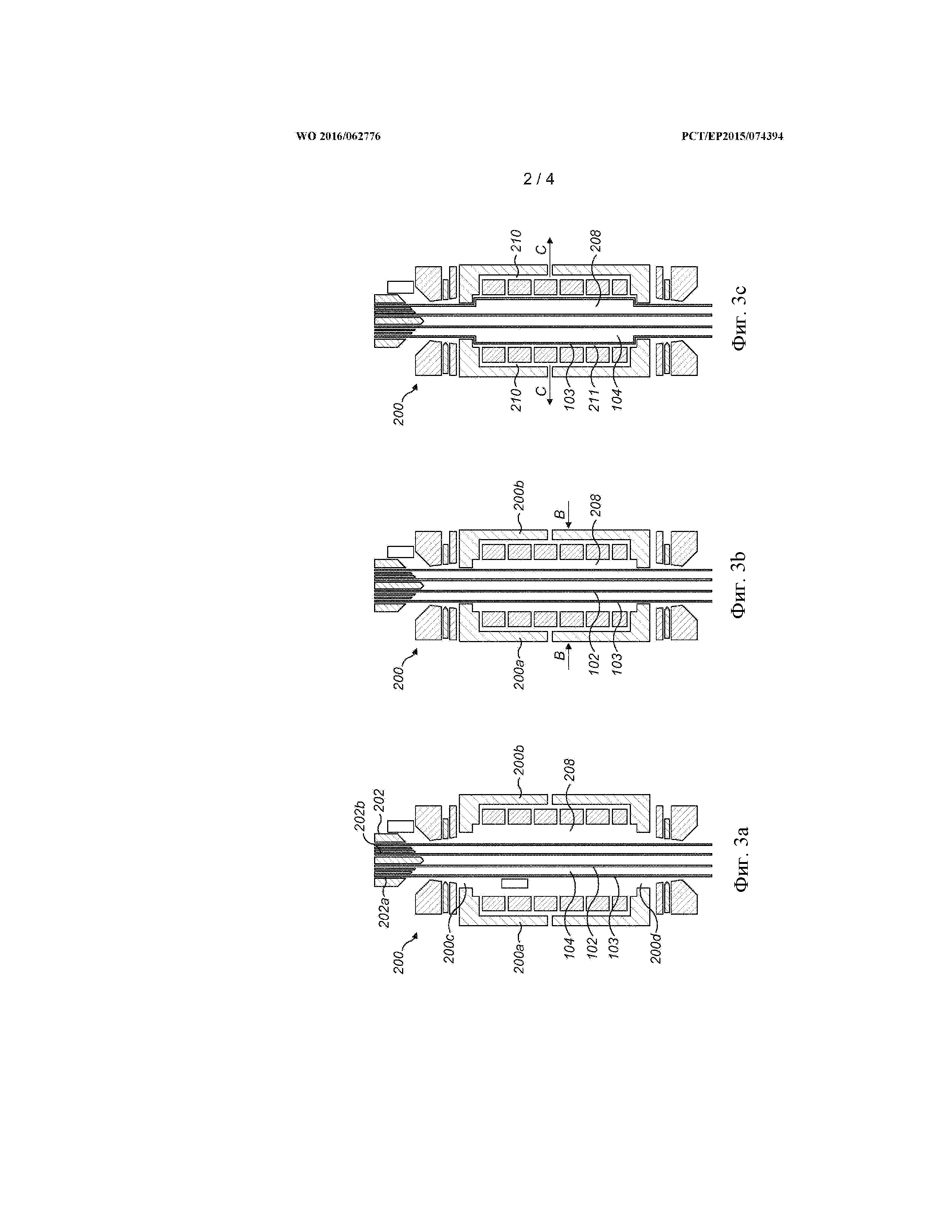
фиг. 3a-3f – схематичные этапы изготовления трубки с двойной стенкой;
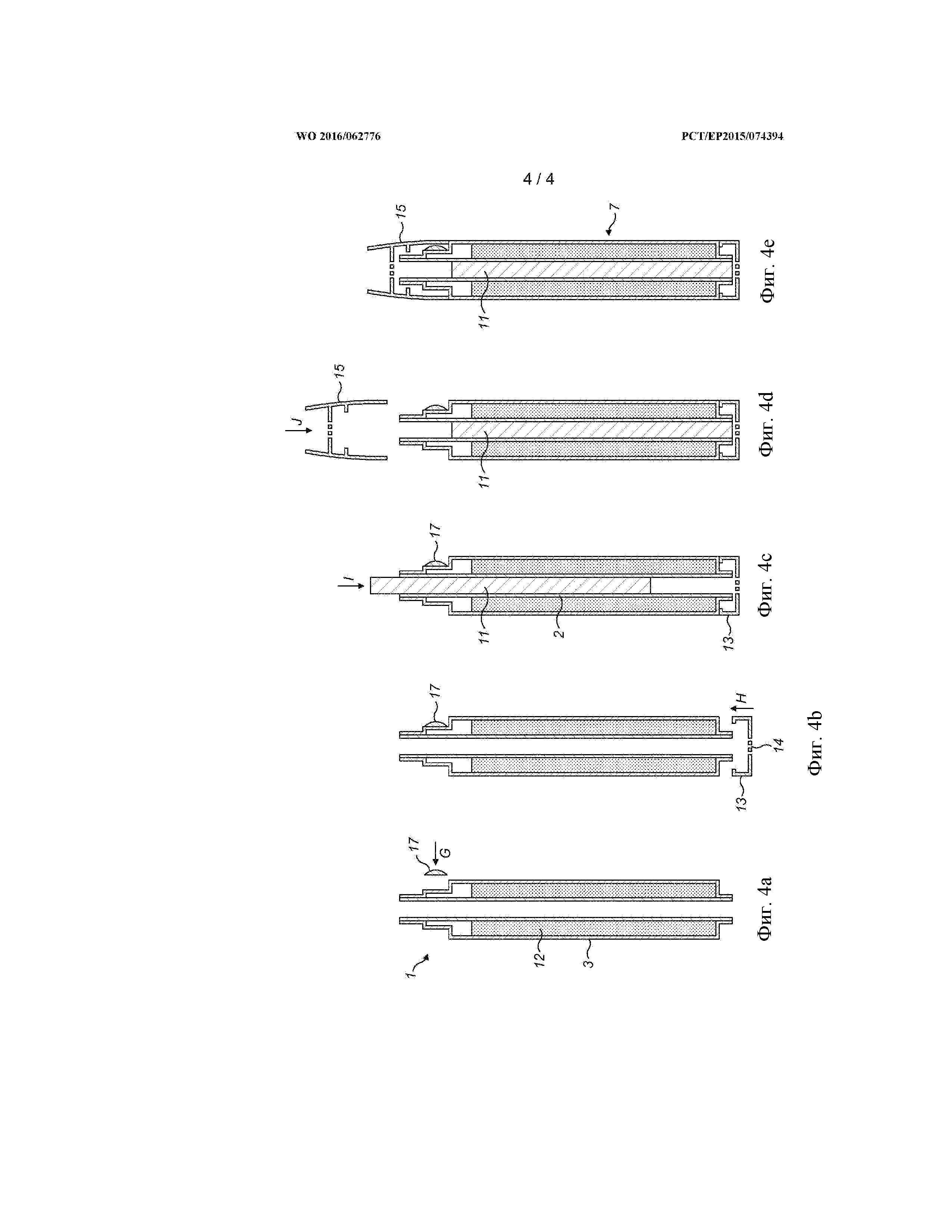
фиг. 4a-4e – схематичные этапы изготовления устройства, содержащего трубку с двойной стенкой.
Подробное описание
Настоящая заявка относится к способу изготовления трубки с двойной стенкой, которую, например, можно использовать в качестве нагревательной трубки в устройстве для нагрева пригодного для курения материала.
На фиг. 1 показан пример трубки 1 с двойной стенкой. Трубка 1 с двойной стенкой содержит внутреннюю цилиндрическую трубку 2 и наружную цилиндрическую трубку 3. Внутренняя цилиндрическая трубка 2 и наружная цилиндрическая трубка 3 расположены концентрично, причем внутренняя цилиндрическая трубка 2 расположена в наружной цилиндрической трубке 3. Наружная цилиндрическая трубка 3 содержит пару кольцевых торцов 3a и 3b, а внутренняя цилиндрическая трубка 2 открыта с обоих концов 2a, 2b. Таким образом, между внутренней и наружной цилиндрическими трубками 2, 3 ограничено закрытое кольцевое пространство 4. Внутренняя цилиндрическая трубка 2 ограничивает цилиндрическую полость 5, которая продолжается вдоль центральной продольной оси трубки 1 с двойной стенкой.
На фиг. 2 схематично показано устройство 7, которое содержит трубку с двойной стенкой, сходную с трубкой, показанной на фиг. 1. Устройство 7 является курительным изделием, которое выполнено с возможностью нагрева пригодного для курения материала.
Во время использования курительные изделия, например сигареты и сигары, сжигают пригодный для курения материал, чтобы табак образовывал дым. Были предприняты попытки предложить альтернативу решения этим курительным изделиям посредством создания изделий, которые высвобождают соединения без образования дыма. Примерами таких изделий являются так называемые «устройства для нагрева табака», которые высвобождают соединения посредством нагрева пригодного для курения материала без сжигания.
Устройство 7, показанное на фиг. 2, выполнено с возможностью нагрева пригодного для курения материала без его сжигания. В контексте настоящего документа термин «пригодный для курения материал» включает в себя любой материал, который позволяет получать испаряющиеся компоненты при нагреве. В некоторых вариантах выполнения он включает в себя любой содержащий табак материал и может, к примеру, включать в себя один или несколько компонентов из тех видов табака, к которым относятся табак, экстракты табака, производные табака, обработанный или модифицированный табак, например экспандированный табак и восстановленный табак, или заменители табака. Во избежание сомнений следует отметить, что при использовании устройств, например, показанных на фиг. 2, пригодный для курения материал не сгорает и не генерирует дым.
Устройство 7, показанное на фиг. 2, содержит трубку 8 с двойной стенкой, сходную с трубкой, показанной на фиг. 1, которую используют в качестве нагревательной трубки для нагрева пригодного для курения материала. В нагревательной трубке 8 с двойной стенкой из устройства 7 кольцевое пространство 4 ограничивает камеру 9 для источника тепла, и центральная продольная полость 5 ограничивает нагревательную камеру 10.
Нагревательная камера 10 выполнена с возможностью размещения пригодного для курения материала 11, так чтобы пригодный для курения материал 11 мог нагреваться в нагревательной камере 10.
Камера 9 для источника тепла предназначена для размещения источника 12 тепла. Источник 12 тепла выполнен с возможностью активации при необходимости подачи тепла.
Например, источник 12 тепла может содержать материал с изменяемым фазовым состоянием, который образует тепло, когда на него оказывают воздействие для изменения для перехода из одного физического состояния в другое (например, из жидкого состояния в твердое состояние). Соответствующие материалы с изменяемым фазовым состоянием включают в себя водносолевые материалы с изменяемым фазовым состоянием, содержащие водные соли, например, натрия ацетата тригидрат, гидроксида натрия моногидрат, гидроксида бария октагидрат, магния нитрата гексагидрат и магния хлорида гексагидрат.
Натрия ацетата тригидрат является стабильным при комнатной температуре и безопасным в обращении. Изменение фазового состояния натрия ацетата тригидрата из жидкого в твердое также можно надежно и быстро инициировать с помощью ряда активирующих веществ, по меньшей мере, некоторые из которых можно внедрять в отдельную исполнительную камеру и приводить в контакт с материалом с изменяемым фазовым состоянием для активирования, при необходимости, источника тепла.
Источник 12 тепла также может содержать множество веществ, способных к экзотермической реакции. В источнике 12 тепла может осуществляться экзотермическая химическая реакция между двумя или более реагентами. Экзотермическая реакция может быть реакцией, активируемой водой, в которой воду или водный раствор, или суспензию добавляют к одному или нескольким реагентам для инициирования экзотермической химической реакции.
Реагенты, которые можно использовать в комбинации с водой для инициирования экзотермической химической реакции на водной основе, включают в себя оксид кальция (CaO), гидроксид натрия (NAOH), хлорид кальция (CaCl2) и сульфат магния (MgSO4). В некоторых вариантах выполнения эти реагенты имеют твердую форму, например форму порошка, гранул, таблеток или комков, хотя они также могут использоваться в других формах. Эти материалы можно размещать в соответствующем исполнительном устройстве или, при необходимости, иным образом приводить в контакт с водой или водным раствором для активации источника тепла.
В других вариантах выполнения экзотермическая реакция может быть реакцией между двумя или более реагентами, ни один из которых не является водой. Например, экзотермическую реакцию можно осуществлять с использованием органической жидкости, например уксусной кислоты.
В устройствах такого типа, который показан на фиг. 2, в качестве источника 12 тепла можно использовать любой из вышеуказанных источников тепла или их комбинацию.
Нагревательная трубка 8 выполнена таким образом, что источник 12 тепла способен в достаточной степени нагревать нагревательную камеру 10 для испарения составляющих частей пригодного для курения материала 11 без сжигания пригодного для курения материала 11. В общем, и в примере, показанном на фиг.2, нагревательная трубка 8 выполнена таким образом, что нагревательная камера 10 расположена рядом с камерой 9 для источника тепла. Таким образом, во время использования тепловая энергия от источника 12 тепла нагревает нагревательный элемент 10.
В примере, показанном на фиг. 2, камера 9 для источника тепла и нагревательная камера 10 содержат соосные слои внутри нагревательной трубки 8, причем нагревательная камера 10 расположена внутри центральной продольной полости камеры 9 для источника тепла. С помощью такой компоновки обеспечивают эффективную передачу тепла от камеры 9 для источника тепла к нагревательной камере 10.
Устройство 7 дополнительно содержит на одном конце нагревательной трубки 8 торцовую крышку 13 с воздушными каналами 14. На другом конце нагревательной трубки 8 расположен мундштук 15. Кольцевой мундштук 15 содержит отверстие, которое образует канал 16 для функциональной связи между пригодным для курения материалом 11 в нагревательной камере 10 и наружной стороной устройства 7. На периферийной поверхности нагревательной трубки 8 расположено исполнительное устройство 17.
Исполнительное устройство 17, примеры которого подробно описаны ниже, содержит средства для инициирования нагрева источника 12 тепла с целью повышения температуры нагревательной камеры 10. Соответственно, для инициирования использования устройства 7 пользователь приводит в действие исполнительное устройство 17 для нагрева пригодного для курения материала 11. Далее пользователь может использовать устройство 7 посредством выполнения затяжки через мундштук 15. Таким образом, наружный воздух втягивается через воздушные каналы 14 и через пригодный для курения материал 11 в нагревательную камеру 10 и затем в полость рта пользователя через канал 16 в мундштуке 15. Таким образом, вещества, образующиеся при нагреве пригодного для курения материала 11, например никотин и ароматные пары, могут захватываться газообразным потоком, когда пользователь осуществляет затяжку.
Тип исполнительного устройства 17, используемого с нагревательной трубкой 8, можно выбирать на основе типа используемого источника тепла.
Исполнительное устройство 17 может, к примеру, содержать узел, изготовленный литьем под давлением, или узел, изготовленный термоформованием, или узел, изготовленный вакуумформовкой, и может крепиться к нагревательной трубке 8 с помощью любых пригодных средств, включая сюда посадку с натягом и/или соответствующий клей, сварку, термосварку и т.п. Исполнительное устройство 17 может содержать кнопку или другое средство для приведения в действие источника 12 тепла.
Например, когда источник тепла содержит материал с изменяемым фазовым состоянием, исполнительное устройство 17 может быть выполнено с возможностью обеспечения точки зародышеобразования для инициирования кристаллизации материала с изменяемым фазовым состоянием. Это может повлечь за собой контакт материала с изменяемым фазовым состоянием с зародышем кристалла для инициирования изменения фазового состояния. Как вариант, изменение фазового состояния может инициироваться с помощью острой точки или кликера.
В некоторых вариантах выполнения приведение в действие исполнительного устройства 17 может приводить к смешиванию реагентов с активирующим веществом. Например, оксид кальция (CaO) в форме измельченных твердых частиц (например, в форме порошка и/или комков) можно добавлять в воду или водный раствор в камере 9 для источника тепла для осуществления экзотермической реакции.
Исполнительное устройство 17 может содержать разрушаемый элемент, который может разрушаться при активации исполнительного устройства 17 для приведения в действие источника 12 тепла. Уплотнение камеры 9 для источника тепла посредством крепления исполнительного устройства, содержащего разрушаемый барьер, к поверхности нагревательной трубки 8 имеет преимущество, состоящее в том, что нагревательную трубку 8, содержащую источник 12 тепла и исполнительное устройство 17, можно изготавливать и поставлять как отдельный компонент и, следовательно, можно легко собирать с другими компонентами устройства 7. Кроме того, этот отдельный компонент можно изготавливать с помощью только двух операций, а именно, первого этапа, на котором источник 12 тепла используют в качестве текучей среды под давлением для выдувного формования нагревательной трубки 8, как будет описано ниже в первом примере, и второго этапа, на котором присоединяют исполнительное устройство 17.
Мундштук 15 может содержать фильтр 18. Фильтр 18 может содержать фильтрующий материал, который может любым материалом, способным задерживать и/или удалять одно или несколько веществ, извлекаемых при нагреве пригодного для курения материала 11. Например, фильтр 18 может содержать ацетатцеллюлозное волокно.
Нагревательная трубка 8 скомпонована таким образом, что источник 12 нагрева или камера 9 для источника нагрева не сообщается с каналом 16 в мундштуке 15. Таким образом, пользователь не может вдыхать газы, выделяемые источником 12 нагрева.
Фактически, благодаря конструкции с двойной стенкой нагревательная трубка 8 выполнена с возможностью препятствования контакту между источником 12 тепла и пригодным для курения материалом 11.
Конструкция с двойной стенкой нагревательной трубки 8 также может обеспечивать преимущество, состоящее в возможности эффективной передачи тепла, генерируемого источником 12 тепла в камере 9 для источника тепла, нагревательной камере 10. Например, нагревательная трубка 8 или ее часть может быть теплопроводной.
Кроме того, нагревательная трубка 8 также может быть достаточно термоустойчивой, чтобы выдерживать воздействие температуры, генерируемой источником 12 тепла. Нагревательная трубка 8 также может быть изолированной для защиты пользователя от ожогов источником 12 тепла.
Нагревательная трубка 8 также может иметь достаточно упругую структуру для обеспечения поддержки других компонентов устройства 7 и может быть достаточно прочной для выдерживания манипуляций пользователя.
В некоторых примерах, в которых источник 12 тепла содержит материал с изменяемым фазовым состоянием, нагревательная трубка 8 может состоять из прозрачного материала, что позволяет пользователю визуально рассматривать содержание нагревательной трубки 8.
В общем, нагревательная трубка 8 может состоять из любого газонепроницаемого, термоустойчивого и теплопроводного материала, например из перечисленных материалов. Нагревательная трубка 8 предпочтительно содержит термопластичную полимерную смолу, например ПЭТ.
В устройстве такого типа, как показано на фиг. 2, длина нагревательной трубки может составлять приблизительно 130 мм, и ее диаметр может составлять, например, приблизительно 7 – 8 мм или приблизительно 15 – 18 мм. Диаметр может быть одним и тем же с каждого конца нагревательной трубки 8 или может варьироваться по ее длине. Например, нагревательная трубка 8 может иметь форму, соответствующую требованиям к декоративным и эргономическим свойствам, или форму, пригодную для установки по плотной посадке мундштука 15, торцовой крышки 13, исполнительного устройства 17 или другого крепления указанных элементов.
Трубка 1 с двойной стенкой, показанная на фиг. 1, содержит поперечные плоские торцовые стенки. Однако в зависимости от требований концы трубки с двойной стенкой могут иметь любую пригодную форму или конфигурацию. В некоторых примерах один конец нагревательной трубки 8 с двойной стенкой может быть выполнен с мундштуком 15, так чтобы не требовался отдельный мундштук, например, секция мундштука, изготавливаемая литьем под давлением. В том же самом или других примерах один конец нагревательной трубки 8 может быть выполнен с торцовой крышкой 13, так чтобы не требовалась отдельная торцовая крышка, например, торцовая крышка, изготавливаемая литьем под давлением.
Первый пример способа изготовления трубки с двойной стенкой
Ниже приведено описание первого примера способа изготовления трубки с двойной стенкой, например трубки, показанной на фиг. 1.
На первом этапе из экструзионной головки экструдера экструдируют две открытые трубки. Экструзию осуществляют с возможностью получения двух трубок, причем первая бóльшая наружная трубка расположена вокруг и на расстоянии от наружной периферийной поверхности второй меньшей внутренней трубки. Между двумя экструдируемыми трубками ограничено кольцевое пространство. Внутренняя экструдируемая трубка, в конечном счете, образует внутреннюю цилиндрическую трубку 2 готовой трубки 1 с двойной стенкой, и наружная экструдируемая трубка, в конечном счете, образует наружную цилиндрическую трубку 3.
Экструдер, может, например, содержать два кольцевых экструзионных канала для экструдирования концентричных трубчатых формуемых профилей, причем один кольцевой экструзионный канал расположен внутри другого.
В качестве альтернативы использованию кольцевых экструзионных каналов можно экструдировать один или множество листов с последующим герметичным соединением одного или нескольких листовых экструдируемых профилей для образования одной или обеих экструдируемых трубок. Например, для герметичного соединения экструдируемых профилей можно использовать сегменты разъемной пресс-формы.
Внутреннюю и наружную экструдируемые трубки можно экструдировать одновременно. Как вариант, одну из экструдируемых трубок можно экструдировать перед экструзией другой трубки. Например, внутреннюю экструдируемую трубку можно экструдировать с внутренней стороны предварительно экструдированной наружной трубки или, как вариант, наружную трубку или один или несколько формуемых листовых экструдируемых профилей можно экструдировать вокруг предварительно экструдированной внутренней трубки.
Экструдируемый материал, предпочтительно термопластичный материал, можно подавать с помощью одного или нескольких экструдеров. Один или несколько экструдеров могут содержать шнековый питатель или поршень.
Используемый процесс экструзии может быть непрерывным или периодическим. Периодический процесс, в котором пластический материал экструдируют непостоянно, может обеспечивать достаточное количество времени для завершения цикла, состоящего из этапов позиционирования, закрывания пресс-формы, выдувного формования и выталкивания. В качестве примера в этом способе можно использовать экструдер с аккумулирующей головкой, в котором экструдируемый материал накапливается в конструкции поршня, когда экструзия прерывается.
Как вариант, процесс непрерывной экструзии можно использовать для получения экструдированных трубок вместе со средствами резки и транспортирования экструдированных трубок от экструзионной головки, которые подлежат формованию на других участках. Эта компоновка может обеспечивать преимущество, состоящее в одновременном осуществлении процессов экструзии и формования.
Средства для резки труб могут быть предусмотрены и предназначены для резки экструдированных трубок рядом с экструзионным каналом.
Для изготовления трубки 1 с двойной стенкой можно использовать любой пригодный термопластичный материал. Пригодные термопластичные материалы включают в себя полиэтилентерефталат (ПЭТ), полиэтилен (PE), поли(винилхлорид) (ПВХ), полипропилен и поликарбонат (PC).
Одна или обе экструдируемые трубки могут содержать один или несколько соэкструзионных слоев. Соответственно, одна или обе соэкструдируемые трубки могут содержать одиночные или многоуровневые слои. Любая из трубок может содержать слой, например наружный слой, который содержит материал, действующий как влагоудерживающий барьер для препятствования влаге, проходящей через этот слой.
Кроме того, или как вариант, одну или обе трубки можно экструдировать с декоративными полосками или множеством разноцветных сегментов.
Этих эффектов можно достигнуть с помощью нескольких экструдеров, каждый их которых экструдирует материал отличающегося состава. Согласно этой компоновке экструдеры могут соединяться с общей экструзионной головкой, выполненной таким образом, что трубка, экструдируемая в один или несколько слоев или секций, выходит из фильеры (в рассматриваемой области техники фильеру часто именуют как «матрица и пуансон»). Экструдированные трубки далее поступают на устройство с инструментом для выдувного формования, которое содержит первую наружную пресс-форму и вторую внутреннюю пресс-форму.
Первая наружная пресс-форма может быть разъемной пресс-формой, содержащей множество секций выдувной пресс-формы, которые выполнены с возможностью закрывания вокруг наружной экструдированной трубки. В общем, первая пресс-форма содержит две секции, которые, по существу, сходны по размерам и форме.
Первая пресс-форма является наружной пресс-формой и имеет внутреннюю поверхность для ограничения наружной экструдированной трубки, которая, в конечном счете, образует наружную цилиндрическую трубку 3 трубки 1 с двойной стенкой. В случае трубки 1 с двойной стенкой, показанной на фиг. 1, трубка 1 с двойной стенкой и, таким образом, полость внутри первой пресс-формы являются, по существу, цилиндрическими.
Вторая пресс-форма имеет форму оправки и ее вставляют в полость пресс-формы по центру внутренней экструдированной трубки. Вторая пресс-форма предназначена для поддержки наиболее близкой к центру внутренней продольной поверхности внутренней экструдированной трубки, которая, в конечном счете, образует внутреннюю цилиндрическую трубку 2 трубки 1 с двойной стенкой. Оправка также служит для поддержки внутренней экструдированной трубки во время процесса формования. В варианте выполнения, показанном на фиг. 1, внутренняя поверхность внутренней цилиндрической трубки 2 и, таким образом, наружная поверхность второй пресс-формы являются, по существу, цилиндрическими. Внутренняя пресс-форма может продолжаться по всей длине экструдированных труб.
В дополнение к поддержанию формы внутренней поверхности внутренней экструдированной трубки внутренняя пресс-форма также поддерживает внутреннюю экструдированную трубку во время процесса выдувного формования.
Внутренняя пресс-форма может содержать множество секций. Например, внутренняя пресс-форма может быть составлена из двух оправок, которые продолжаются в полости пресс-формы от каждого из концов и контактируют друг с другом рядом с центром. Использование внутренней пресс-формы, содержащей множество разъемных секций, может способствовать удалению внутренней пресс-формы из готовой нагревательной трубки.
Во время использования секции первой пресс-формы сводятся вокруг экструдированных трубок и вторую пресс-форму вставляют в продольном направлении вдоль центральной оси внутренней экструдированной трубки.
Во время позиционирования для осуществления формования участок первой пресс-формы может образовывать уплотнение с участком второй пресс-формы. Таким образом, одна или обе из первой и второй пресс-форм могут содержать средства для резки труб. Кроме того, пресс-формы можно использовать для соединения внутренней и наружной экструдированных труб у одного или обоих концов и, таким образом, использовать в качестве выдувных пресс-форм для ограничения и придания формы одному или обоим концам трубки 1 с двойной стенкой.
Внутреннюю и наружную экструдированные трубки можно соединять у одного или обоих концов с помощью любых пригодных средств, например, посредством технологии сварки трением, например сварки трением цилиндрических поверхностей, посредством лазерной сварки, ультразвуковой сварки или склеивания.
Пресс-формы можно изготавливать из любого пригодного материала, например из металла.
Пресс-формы могут содержать средства для регулирования температуры термопластичного материала.
Устройство с инструментом для выдувного формования содержит средства для нагнетания текучей среды в кольцевую полость между первой и второй экструдированными трубками для наполнения полости и придания формы термопластичному материалу у внутренней и наружной пресс-форм для образования трубки 1 с двойной стенкой.
Текучая среда под давлением может включать в себя газ, например воздух.
Как вариант, текучая среда под давлением может быть жидкостью. Можно использовать любую пригодную жидкость.
Как описано выше, в некоторых вариантах выполнения трубка 1 с двойной стенкой может быть выполнена с возможностью использования в качестве нагревательной трубки, причем кольцевое пространство 4, ограничиваемое между внутренней и наружной трубками 2, 3, может содержать источник 12 тепла, предназначенный для нагрева центральной продольной полости 5 трубки 1 с двойной стенкой. В этом случае компонент источника 12 тепла, который может быть жидким компонентом, преимущественно можно использовать в качестве текучей среды под давлением. Таким образом, выдувное формование трубки 1 с двойной стенкой и наполнение кольцевого пространства 4 источником 12 тепла можно осуществлять одновременно.
В некоторых примерах источник 12 тепла может содержать материал с изменяемым фазовым состоянием, который высвобождает тепло при изменении физического состояния, например при переходе из жидкого в твердое состояние. В этом случае текучая среда под давлением может содержать компонент материала с изменяемым фазовым состоянием или может целиком состоять из такого материала.
Точный состав материала с изменяемым фазовым состоянием может влиять на генерируемую температуру, а также на пригодность материала для использования в качестве текучей среды под давлением. Например, в отношении материала с изменяемым фазовым состоянием, содержащим натрия ацетата тригидрат, установлено, что чем выше содержание воды в составе, тем более низкая температура может быть достигнута в результате изменения фазового состояния. Кроем того, состав может повышать стабильность материала с изменяемым фазовым состоянием в жидком состоянии, а также может увеличивать срок службы источника 12 тепла для изменения фазового состояния вне зависимости от того, введен он в устройство или является отдельным продуктом, который должен быть введен в устройство перед использованием.
Материалы с изменяемым фазовым состоянием могут быть особенно пригодны для использования в качестве текучей среды под давлением, поскольку установлено, что условия повышенной температуры и давления, в которых используют текучую среду под давлением, весьма полезны для предотвращения затравливания и преждевременной активации материала с изменяемым фазовым состоянием. И, наоборот, если материал с изменяемым фазовым состоянием используют в тех же самых условиях повышенной температуры и давления для заполнения предварительно формованной трубки с двойной стенкой, пластик может размягчаться и деформироваться. Однако эти эффекты не создают проблемы во время формования трубки с двойной стенкой и фактически могут способствовать приданию формы термопластичному материалу в пресс-формах. С другой стороны, если материал с изменяемым фазовым состоянием используют для заполнения предварительно формованной трубки с двойной стенкой при близкой к оптимальной температуре и давлении, может увеличиваться риск преждевременной активации материала с изменяемым фазовым состоянием.
В примерах, в которых в источнике 12 тепла предусматривают реакцию, активируемую водой, текучая среда под давлением может содержать воду или водный раствор.
В примерах, в которых в источнике тепла предусматривают реакцию между двумя или более реагентами, ни один из которых не является водой, один из реагентов можно использовать в качестве текучей среды под давлением.
Текучую среду под давлением вводят в кольцевое пространство между внутренней и наружной экструдированными трубками для выдувного формования наружной экструдированной трубки у наружной пресс-формы и внутренней экструдированной трубки у внутренней пресс-формы с целью получения трубки 1 с двойной стенкой.
В примерах, в которых текучая среда под давлением включает в себя, по меньшей мере, компонент материала с изменяемым фазовым состоянием, две экструдированные трубки сначала могут быть герметично соединены на одном конце перед подачей текучей среды под давлением в кольцевую полость между двумя экструдированными трубками с другого конца экструдированных трубок. Далее экструдированные трубки можно герметично соединить друг с другом для герметичного закрывания материала с изменяемым фазовым состоянием в кольцевой полости.
Текучую среду под давлением можно нагнетать в кольцевое пространство между двумя экструдированными трубками с помощью соответствующих средств и в любом пригодном положении. Например, среду можно нагнетать с помощью одной или нескольких модифицированных оправок для подачи среды или игл для подачи среды.
Каждая из выдувных пресс-форм и каждый из сегментов выдувных пресс-форм могут быть выполнены с возможностью размещения одной или нескольких игл для подачи среды, когда пресс-формы находятся в закрытом положении. Одна или несколько игл могут быть выдвижными иглами с целью способствования сборке или удалению одной или нескольких пресс-форм, или секций пресс-форм.
Одну или несколько игл для подачи среды с целью выдувного формования трубки 1 с двойной стенкой можно легко вводить в кольцевую полость через зазор между двумя экструдированными трубками с одного или обоих концов нагревательной трубки.
Как вариант, иглу или иглы для подачи среды можно вводить в кольцевую полость между двумя экструдированными трубками вдоль одной или обеих продольных цилиндрических поверхностей внутренней и/или наружной экструдированных трубок.
Нагнетание среды в продольную поверхность экструдированных трубок преимущественно может обеспечивать придание формы концам трубки 1 с двойной стенкой во время процесса выдувного формования.
После удаления одной или нескольких игл для подачи среды в поверхности трубки 1 с двойной стенкой могут оставаться одно и несколько отверстий 6 (см. фиг. 1). Одно или несколько отверстий 6 позднее можно герметично закрыть соответствующим способом. Например, отверстие или отверстия можно герметично закрыть с помощью заглушки или крышки с использованием пригодного клея или процесса термической сварки.
Однако перед герметичным закрыванием одно или несколько отверстий 6 при необходимости можно использовать для заполнения кольцевого пространства 4, ограничиваемого между внутренней и наружной цилиндрическими стенками 2, 3. Например, в вариантах выполнения, в которых трубка 1 с двойной стенкой выполнена с возможностью использования в качестве нагревательной трубки, источник тепла можно подавать в кольцевое пространство 4 с помощью одного или нескольких отверстий 6. Это, в частности, можно применять в случае, если текучая среда под давлением не образует источник тепла или все компоненты источника тепла.
Кроме того или как вариант, одно или несколько отверстий 6 можно использовать для установки исполнительного устройства. Например, в вариантах выполнения, в которых трубка 1 с двойной стенкой выполнена с возможностью использования в качестве нагревательной трубки, исполнительное устройство, предназначенное для активации источника тепла, можно соединять с одним или несколькими отверстиями 6 для контакта с источником тепла в кольцевом пространстве 4.
В вариантах выполнения устройства 7 такого типа, как показано на фиг. 2, в котором иглы для подачи среды входят в кольцевое пространство 4 рядом с одним или обоими концами нагревательной трубки 8 с одной стенкой, оставшиеся отверстия можно закрыть с помощью мундштука 15 или торцовой крышки 13.
По завершении выдувного формования и достаточного охлаждения трубки 1 с двойной стенкой осуществляют извлечение секций внутренней и наружной пресс-форм.
Форму внутренней пресс-формы можно ограничивать для обеспечения возможности быстрого извлечения пресс-формы после образования трубки 1 с двойной стенкой. Использование внутренней пресс-формы, содержащей множество отдельных секций, может способствовать извлечению пресс-формы из готовой трубки 1 с двойной стенкой.
Для способствования извлечению пресс-форм из трубки с двойной стенкой устройство с инструментом для выдувного формования может дополнительно содержать выталкиватели. Выталкиватели могут содержать выталкивающие поршни или воздушные клапаны или «подъемные клапаны», в которых давление воздуха используют в качестве средства выталкивания. Каждая выдувная форма и секция выдувной формы могут содержать один или несколько выталкивателей. Выталкиватели могут располагаться в периферийных областях устройства с инструментом для выдувного формования и, таким образом, воздействовать на один конец формованной трубки с двойной стенкой. Например, выталкиватели могут воздействовать на область трубки с двойной стенкой, которая предназначена для последующего закрывания другим компонентами, например торцовой крышкой, исполнительным механизмом или мундштуком, причем в этом случае выталкиватели оставляют отпечатки в стенке еще неполностью отвердевшего пластика. Отпечатки, оставленные выталкивателями, могут оказывать отрицательное воздействие на внешний вид трубки 1 с двойной стенкой и в зависимости от их величины могут ослаблять структуру трубки с двойной стенкой.
В зависимости от материала, используемого для образования нагревательной трубки, может потребоваться выполнение дополнительного этапа отвердевания полимера.
Второй пример способа изготовления трубки с двойной стенкой
Ниже приведено описание второго примера способа изготовления трубки с двойной стенкой, например трубки, показанной на фиг. 1.
Со ссылкой на фиг. 3a – 3f схематично показано устройство для осуществления этапов по второму примеру процесса изготовления трубки с двойной стенкой.
Устройство содержит пресс-форму 200, содержащую первую секцию 200ф пресс-формы и вторую секцию 200b пресс-формы. Первая секция 200a пресс-формы и вторая секция 200b пресс-формы обращены друг к другу и ограничивают первое отверстие 200c пресс-формы у первого конца пресс-формы 200 и второй отверстие 200d пресс-формы у второго конца пресс-формы 200. Устройство дополнительно содержит экструзионное устройство, содержащее экструзионную головку 202, которая обращена к первому отверстию 200c пресс-формы. Экструзионная головка 202 содержит концентричные наружный 202a и внутренний 202b кольцевые экструзионные каналы.
На первом этапе, показанном на фиг. 3a, первая секция 200a пресс-формы и вторая секция 200b пресс-формы находятся в открытом положении и экструзионная головка 202 расположена с возможностью экструзии внутренней экструдируемой трубки 102 и наружной экструдируемой трубки 103 в полости 208 пресс-формы, ограничиваемой первой секцией 200a и второй секцией 200b пресс-формы. Наружная экструдируемая трубка 103 экструдируется из наружного экструзионного канала 202a и внутренняя экструдируемая трубка 102 экструдируется из внутреннего экструзионного канала 202b, причем обе трубки продолжаются в первое отверстие 200c пресс-формы, проходят через полость 208 пресс-формы и выходят из второго отверстия 200d пресс-формы. Внутренняя экструдируемая трубка 102 расположена соосно в наружной экструдируемой трубке 103 и кольцевая полость 104 трубки ограничена между двумя указанными трубками.
Внутренняя экструдируемая трубка 102 и наружная экструдируемая трубка 103 могут содержать, например, любой термопластичный материал, описанный выше применительно к первому примеру.
На втором этапе, показанном на фиг. 3b, первая секция 200a пресс-формы и вторая секция 200b пресс-формы перемещаются друг к другу (как показано стрелками B) в закрытое положение, в котором пресс-форма 200 закрыта вокруг наружной экструдируемой трубки 103 и внутренней экструдируемой трубки 102, так что полость 208 пресс-формы, по существу, герметично закрыта у первого и второго концов.
На третьем этапе, показанном на фиг. 3c, создающее вакуум устройство (не показано), например вакуумный насос, создает вакуум в полости 208 пресс-формы посредством забора воздуха из полости 208 пресс-формы (как показано стрелками C) через вентиляционные каналы 210, которые соединяют полость 208 пресс-формы с наружной стороной пресс-формы 200. Вакуум, создаваемый в полости 208 пресс-формы, создает перепад давления, генерируемый через наружную экструдируемую трубку 103 между кольцевой полостью 104 трубки и полостью 208 пресс-формы (давление в кольцевой полости 104 трубки выше, чем в полости 208 пресс-формы), что ведет к формованию наружной экструдируемой трубки 103 внутри полости 208 пресс-формы у внутренней поверхности 211 пресс-формы 200.
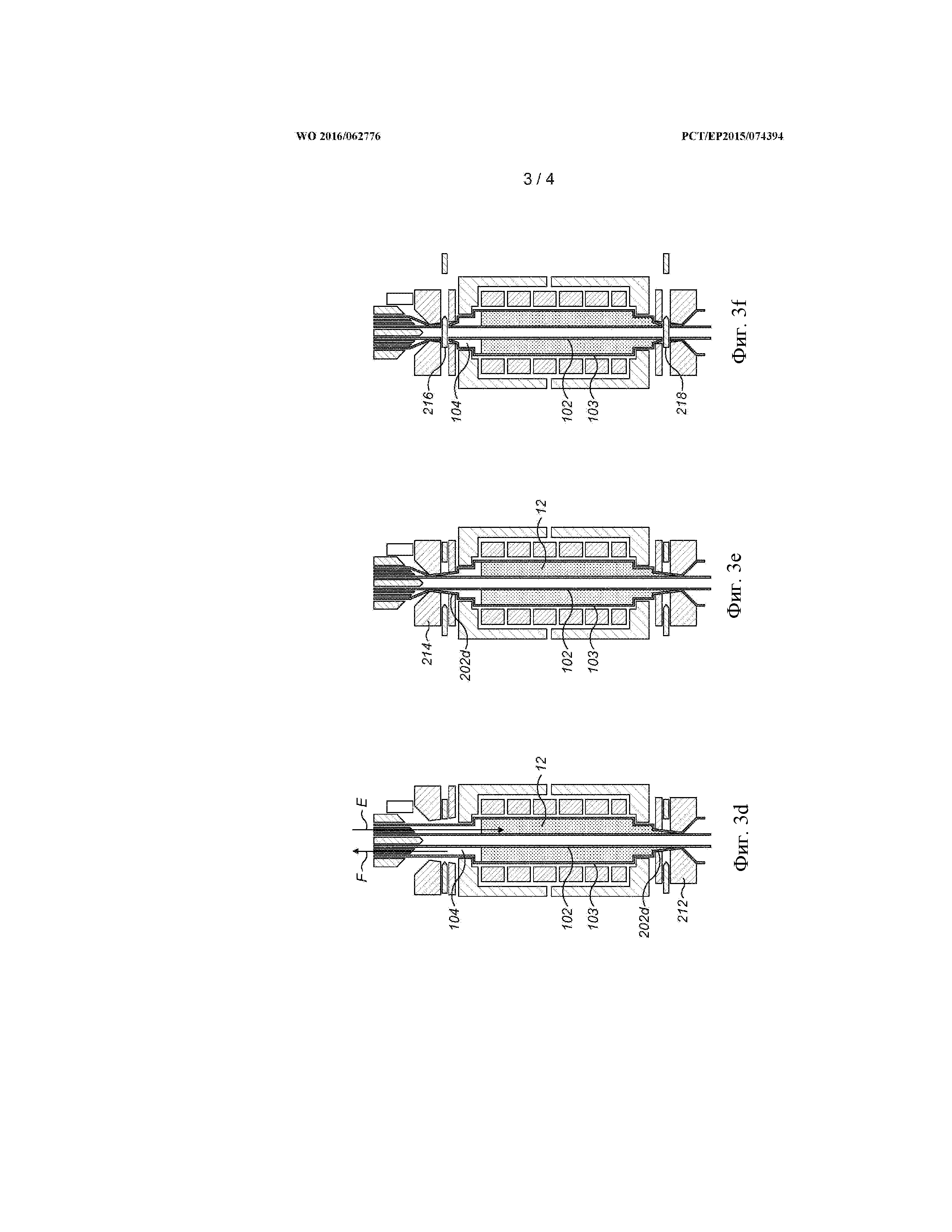
На четвертом этапе, показанном на фиг. 3d, первый инструмент 212 для образования неразъемного соединения неразъемно соединяет наружную экструдируемую трубку 103 с внутренней экструдируемой трубкой 102 вблизи второго отверстия 200d пресс-формы для закрывания кольцевой полости 104 трубки с одного конца. Указанное неразъемное соединение может быть получено с помощью любого из ряда способов, используя технологию сварки трением, например сварки трением цилиндрических поверхностей, лазерную сварку, ультразвуковую сварку, склеивание, или используя остаточное тепло от самогó процесса экструзии.
На пятом этапе, показанном на фиг. 3d, источник тепла, например материал 12, который можно активировать для получения тепла, вводят в кольцевую полость 104 трубки через открытый конец кольцевой полости 104 трубки, как показано стрелкой E. Согласно примеру заполнение кольцевой полости 104 трубки материалом 12 для получения тепла приводит к выпуску воздуха кольцевой полости 104 трубки, как указано стрелкой F. В другом примере воздух можно удалять из кольцевой полости 104 трубки перед ее заполнением материалом 12 для получения тепла.
При заполнении кольцевой полости 104 трубки материалом 12 для получения тепла внутреннюю экструдируемую трубку 102 можно защитить таким образом, чтобы исключить изменения давления, вызывающие нежелательную деформацию внутренней экструдируемой трубки 102. Например, внутреннюю экструдируемую трубку 102 можно защитить посредством ее заполнения сжатой средой, например воздухом. Как вариант, внутреннюю экструдируемую трубку 102 можно защитить с помощью опорного элемента, например оправки, вставленной в продольную полость внутренней экструдируемой трубки 102.
Как описано выше в отношении первого примера изготовления трубки с двойной стенкой, материал 12 для получения тепла может быть материалом с изменяемым фазовым состоянием, который высвобождает тепло при изменении физических состояний. Соответственно, материал 12 для получения тепла, который подают в кольцевую полость 104 трубки, может быть жидкостью, которая генерирует тепло в случае изменения фазового состояния с переходом в твердое состояние. Примеры пригодных материалов, например водные соли, представлены выше.
На шестом этапе, показанном на фиг. 3e, второй инструмент 214 для образования неразъемного соединения неразъемно соединяет наружную экструдируемую трубку 103 с внутренней экструдируемой трубкой 102 вблизи перого отверстия 200c пресс-формы для закрывания кольцевой полости 104 трубки со второго конца, так чтобы кольцевая полость 104 трубки была закрыта как с первого конца, так и со второго конца и материал 12 для получения тепла был герметично закрыт в кольцевой полости 104 трубки. Это неразъемное соединение можно получить с помощью любого из вышеописанных способов в отношении четвертого этапа.
На седьмом этапе, показанном на фиг. 3f, используют первый 216 и второй 318 ножи для резки наружной экструдируемой трубки 103 и внутренней экструдируемой трубки 102 у первого и второго концов, соответственно, для удаления отходов трубки на каждом конце. Резы выполняют в местах, где наружная экструдируемая трубка 103 и внутренняя экструдируемая трубка 102 неразъемно соединены друг с другом, и оставляют внутреннюю экструдируемую трубку 102 открытой с обоих концов.
Указанный седьмой этап ведет к получению трубки с двойной стенкой, сходной с трубкой, описанной со ссылкой на фиг. 1 (несмотря на то, что она предварительно наполнена материалом 12 для получения тепла), которую затем выталкивают из формы 200.
Каждый или несколько этапов из этапов изготовления, описанных со ссылкой на фиг. 3a – 3f, можно внедрить с помощью отдельного блока производственной установки ротационного формования (не показана), в которой ротационная карусель вращается для перемещения трубки с двойной стенкой, которую изготавливают посредством перехода из одного блока в следующий блок. Таким образом, производственная установка ротационного формования может осуществлять изготовление множества трубок с двойной стенкой одновременно, причем каждая из трубок с двойной стенкой в заданное время находится в отдельном блоке. Такая конструкция способствует высокой производительности при изготовлении трубок с двойной стенкой.
Со ссылкой на фиг. 4a – 4e схематично показаны этапы, на которых такую трубку 1 с двойной стенкой используют в качестве отправной точки для сборки или изготовления устройства 7, сходного с устройством, описанным выше со ссылкой на фиг. 2.
На первом этапе, показанном на фиг. 4a, исполнительное устройство 17 для активации материала 12 для получения тепла крепят, как показано стрелкой G, к наружной трубке 3. Как описано выше со ссылкой на фиг. 2, точные характеристики исполнительного устройства 17 зависят от природы материала 12 для получения тепла.
В некоторых примерах область наружной трубки 103, к которой крепят исполнительное устройство 17, тоньше остальной части наружной трубки 103. Предпочтительно, чтобы исполнительное устройство 17 содержало компонент, например острую точку, которая должна проникать через наружную трубку 103, когда исполнительное устройство приводят в действие, для инициирования процесса, вызывающего изменение фазового состояния материала 12. Толщину этой области можно регулировать посредством соответствующего перемещения матрицы и пуансона в экструзионной головке (в рассматриваемой области этот процесс именуют как «регулирование толщины стенки») или посредством создания дополнительного участка забора воздуха в полости пресс-формы.
На втором этапе, показанном на фиг. 4b, вентиляционную крышку 13 крепят, как показано стрелкой H, например, посредством защелкивания ко второму концу трубки 1 с двойной стенкой.
На третьем этапе, показанном на фиг. 4c, пригодный для курения материал 11, помещают, как показано стрелкой I, например проталкивают в продольную полость внутренней трубки 2 через ее открытый конец. Пригодный для курения материал 11 может принимать любые вышеописанные формы.
На четвертом этапе, показанном на фиг. 4d, поверх конца трубки 1 с двойной стенкой крепят мундштук 15, как показано стрелкой J, для получения готового устройства 7, как показано на фиг. 4e.
В этом примере вентиляционная крышка 13 и мундштук 15 являются отдельными компонентами трубки 1 с двойной стенкой и их собирают на трубке 1 с двойной стенкой после выполнения вышеописанного процесса экструзии и формования. В других примерах вентиляционная крышка 13 или мундштук 15, или оба этих элемента вместе изготавливают как одно целое с трубкой 1 с двойной стенкой во время вышеописанного процесса экструзии и формования, например, используя соответственно профилированную пресс-форму.
Несмотря на то, что в вышеописанных примерах трубки с двойной стенкой выполнены с возможностью использования в качестве нагревательной трубки с кольцевым пространством, ограниченным между внутренней и наружной трубками и предназначенным для содержания материала, который можно активировать, так, чтобы он действовал в качестве источника тепла, как вариант, трубки с двойной стенкой могут быть выполнены с возможностью использования в качестве охлаждающей трубки с кольцевым пространством, ограниченным между внутренней и наружной трубками и предназначенным для содержания материала, который можно активировать, так, чтобы он действовал в качестве охлаждающего вещества.
Материал можно активировать для охлаждения другого материала, содержащегося в центральной продольной полости трубки с двойной стенкой.
Материал, который можно активировать, так чтобы он действовал в качестве охлаждающего вещества, как и в предыдущем случае, может быть материалом с изменяемым фазовым состоянием.
Варианты выполнения изобретения выполнены таким образом, чтобы они соответствовали применимым законам и нормативно-правовым актам, например, в качестве неограничивающего примера, нормативно-правовым актам, относящимся к ароматизаторам, добавкам, выбросам, компонентам и/или т.п. Например, изобретение может быть разработано таким образом, чтобы устройство, внедряющее изобретение, соответствовало применимым нормативно-правовым актам до и после регулировки, выполняемой пользователем. Такие внедрения могут осуществляться таким образом, чтобы они соответствовали применимым нормативно-правовым актам во всех местах, выбираемых пользователем. В некоторых вариантах выполнения изобретение может быть разработано таким образом, чтобы устройство, внедряющее изобретение, соответствовало или превосходило требования нормативного испытания (испытаний) во всех выбираемых пользователем местах, например, посредством неограничивающего примера, испытательных пороговых величин / максимальных уровней выбросов и/или компонентов дыма.
Описанные в настоящем документе различные варианты выполнения представлены только для способствования пониманию и изучению заявленных признаков. Эти варианты выполнения представлены только в виде показательного образца вариантов выполнения и не являются исчерпывающими и/или исключительными. Следует принять во внимание, что преимущества, варианты выполнения, примеры, функции, отличительные признаки, конструкции и/или другие описанные здесь аспекты не рассматриваются как ограничения объема изобретения, который определяется формулой изобретения, или ограничения эквивалентов формулы изобретения, и что могут использоваться другие варианты выполнения и выполняться модификации без отклонения от объема заявленного изобретения. Различные варианты выполнения изобретения могут надлежащим образом содержать, состоять или, по существу, состоять из соответствующих комбинаций описанных элементов, компонентов, отличительных признаков, частей, этапов, средств и т.д., помимо специально описанных в настоящей заявке. Кроме того, это раскрытие может включать в себя другие изобретения, которые не заявлены в настоящем описании, но могут быть заявлены в дальнейшем.
Карбонизация и(или) активирование углеродного материала
Установка и способ изготовления курительного изделия
Молекулярно впечатанные полимеры, селективные по отношению к специфическим для табака нитрозаминам, и способы их применения
Пачка для курительных изделий
Пачка для курительных изделий
Пачка для курительных изделий
Пачка для курительных изделий
Способ удаления полициклических ароматических углеводородов
Пачка для изделий табачной промышленности
Обработка табака
Устройство с тепловыделяющим материалом и активационной камерой
Устройство для нагревания или охлаждения находящегося в нем материала

