УЛУЧШЕННОЕ ПРОИЗВОДСТВО УГЛЕРОДНОГО ЭЛЕКТРОДА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу производства углеродных электродов и других углеродных искусственных продуктов.
Уровень техники изобретения
Преимущественным использованием углеродных анодов является применение в качестве восстанавливающего агента при производстве алюминия в соответствии с процессом Холла-Эру. Первоначально аноды Содерберга были произведены из анодных масс, спекающихся и карбонизирующихся на электролитической ячейке. Как определено Агентством по охране окружающей среды (EPA), захват полициклических ароматических углеводородов (ПАУ) и углеводородов, испускаемых из пекового связующего при карбонизации, оказался затруднительным. Сегодня ультрасовременные аноды производят в цеху производства электродов, отделенном от электролитических ячеек. Обычно каменноугольный пек с температурой размягчения по Меттлеру (SPM; ISO 5940-2) 105-120°C спекается с нефтяным коксом. Кокс и пек смешивают с этой целью при 60-100°С выше SPM пека. Высокая температура необходима для того, чтобы вязкость пека стала достаточно низкой для того, чтобы смочить зерна кокса. Полученную массу охлаждают водой примерно до 40-60°С и прессуют или уплотняют вибрацией с тем, чтобы образовать зеленые аноды. Зеленые аноды удаляют из формы, охлаждают водой и хранят до тех пор, пока их не поместят в нагревательную печь для карбонизации.
Способ производства анода представляет значительную часть затрат на снижение содержания глинозема. Даже небольшие улучшения общего процесса будут иметь существенное влияние на результирующий КПД. Это объясняет, что значительные усилия вкладываются в целях повышения эффективности анодного производства, как показано, например, в статье «Новый завод по производству масс Алкан Альма, запуск и раннее управление» С. Лавуа, Е. Бержерон, А. Пру, Легкие металлы, 555-560 (2003), и в статье "Новая концепция для цеха по производству зеленого анода", М. Кемпкес, В. Мейер, Легкие металлы, 919-922 (2008).
Тем не менее текущий способ сталкивается с серьезными недостатками. Энергию, используемую для нагрева пека и кокса до температуры смешивания, извлекают снова при последующем охлаждении до и/или после формования зеленого анода. Та же самая энергия должна быть возвращена в (нагревательную) печь для карбонизации, просто подавляя часть производительности печи.
Известно, что в лабораторных способах формования углеродных электродов никаких охлаждающих стадий не используют до и/или после формования зеленого анода. Это причина, почему ни в публикации Легкие металлы 2011 TMS (Сообщество минералов, металлов и материалов, 2011 Винфрида Боенигка, Клаудии Болтерс-Дорф, Фалька Линдера, Йенса Штиегерта, ни в патенте США № 4188279 стадии охлаждения не описаны. В таких лабораторных способах углеродная основа имеет много меньший вес (в лабораторном масштабе <0,5 кг; в полузаводском масштабе <6 кг) по сравнению с углеродными основами, которые формуют в промышленных масштабах. Углеродные основы для производства углеродных электродов в промышленных масштабах имеют вес более 500 кг. Это приводит к значительно большему усилию, приложенному при транспортировке после прессования (риск деформации) и гораздо большему внутреннему газовому давлению от летучих веществ пека (опасность расширения при выходе из пресса).
Вода, добавленная для охлаждения массы до формования анода, испаряется. Пар полон летучими веществами пека, содержащими ПАУ, и должен быть обработан с целью удаления ПАУ посредством термического окисления. Охлаждение массы до одноосного прессования необходимо для того, чтобы избежать прилипания массы к форме и чтобы обеспечить механическую стабильность уплотненной массы. Горячие зеленые аноды слишком слабы для обработки, поскольку пековое связующее размягчается.
При использовании виброуплотнителей для формования анода, после прессования требуется охлаждение посредством распыления или погружение в водяной термостат зеленого анода, чтобы обеспечить достаточно высокую прочность анода для транспортировки и механической обработки. Кроме того, следует избегать деформации анодных слоев под нагрузкой, размещенных на вершине в нагревательной печи (карбонизации). К тому же тепловая энергия, поглощенная зеленым анодом, не может быть восстановлена.
Соответственно, поскольку углеродные электроды были изготовлены как восстановитель в промышленных масштабах производства алюминия, охлаждающие стадии проводят до и/или после формования зеленого анода. Это была общепринятая мера способа при производстве углеродных электродов в промышленных масштабах. В этой связи, это приводится в «Производство анодов» (2000), углеродные научные исследования и разработки Лтд (ISBN 3-9521028-5-7), автор - Кирстайн Л. Халс. Дополнительно следует отметить, что во всем мире нет промышленного производства углеродных электродов, использующего пек с температурой размягчения по Меттлеру больше чем 130°С.
Сущность изобретения
Было бы весьма желательно исключить охлаждающую стадию, для упрощения известных способов анодного формования углеродных формованных изделий, в частности углеродных электродов. Задачей изобретения является предоставление способа, который позволяет избежать охлаждающих стадий после смешивания массы пек/кокс и/или после формования зеленого анода.
Эта задача достигается с помощью промышленного способа производства углеродных электродов или других углеродных основ (искусственных продуктов), который содержит следующие стадии:
(a) смешивание высокоплавкого пека с температурой размягчения по Меттлеру (SPM) выше 150°C с углеродистым твердым веществом при температуре на 50-120°С выше SPM пека, прессование или уплотнение посредством вибрации или экструзии без преднамеренного охлаждения при температуре, близкой к температуре смешивания,
(b) передача искусственных продуктов в печь для карбонизации без преднамеренного охлаждения,
(c) карбонизация искусственных продуктов.
Способу по изобретению не нужно охлаждение массы пек/кокс после смешивания и/или охлаждение зеленого электрода после формования, таким образом, тепло, поглощенное зеленым электродом, может быть сохранено и снижено общее потребление энергии и время пребывания на последующей стадии карбонизации.
Изобретение основано на открытии, что зеленые аноды из высокоплавкого пека оказываются прочнее, чем ожидалось. Как ни странно, горячие аноды, изготовленные из высокоплавких смол, - даже при температуре выше SPM - чрезвычайно устойчивы к деформации и могут быть механически обработаны без существенной деформации горячего зеленого формованного углеродного изделия. В рамках изобретения термин искусственные продукты включает углеродные электроды и другие формованные углеродные изделия.
Подробное описание изобретения
Каменноугольный пек получают как продукт дистилляции каменноугольной смолы. Пек - это черный, термопластичный материал, который, по существу, включает в себя соединения, летучие выше 400°C, и не испаряемые соединения смолы. Типичное электродное пековое связующее может быть получено путем вакуумной дистилляции до SPM 105-120°C. Высокоплавкий пек, используемый в изобретении, имеет SPM выше 150°С, предпочтительно выше 165°С и наиболее предпочтительно выше 175°С. Высокотемпературный пек известен и описан в работе Б. Боенигк, К. Болтерсдорф, Ф. Линднер, Дж. Штайгерт “Характерный профиль лабораторных анодов, произведенных с 180°C по Меттлеру каменноугольным пеком", Легкие металлы, 889-893 (2011). Предпочтительный способ производства таких высокоплавких пеков описывают, например, в патенте США 5262043.
Углеродистый твердый компонент, подходящий для способа по изобретению, может являться прокаленным нефтяным коксом, каменноугольным пеком, игольчатым коксом и другими очищенными углеродными носителями, включающими вторичный углеродный материал (например, анодные огарки). Производство кокса известно в течение многих лет. Предпочтительно, нефтяной кокс или игольчатый кокс используется в способе настоящего изобретения. По крупности кокса изобретение не имеет конкретных требований. Соответственно, специалист будет использовать углеродистое твердое вещество с размерами частиц, как и в известных способах.
Количество пека в смеси пека и углеродистого твердого вещества обычно может быть в диапазоне от 10% до 20% по весу, предпочтительно от 13% до 18% по весу, количество углеродистых твердых веществ находится в диапазоне от 80% до 90% по весу, предпочтительно от 82% до 87% по весу, в расчете на вес смеси.
В способе по настоящему изобретению пековые и коксовые компоненты смешивают с помощью известных способов. Температура смешивания в основном зависит от температуры размягчения по Меттлеру (SPM) пека, используемого в способе. Предпочтительно, когда температура смешивания на 60-100°С выше SPM пека.
Устройства, подходящие для смешивания, для осуществления цели изобретения, являются мешалками, которые позволяют сохранить или довести смесь пек/углеродистое твердое вещество до вышеупомянутой температуры. Например, так называемая высокотемпературная интенсивная мешалка EIRICH, представленная Eirich GmbH & Co. KG, Германия, особенно подходит для способа по изобретению. Эта мешалка допускает температуры смешивания около 300°С.
Кроме того, кокс предварительно нагревают до температуры выше температуры смешивания, допускающей передачу избытка тепла пеку при смешивании.
Продукт со стадии смешивания представляет собой массу, которая, в соответствии с изобретением, не подвергается охлаждению, как в режиме работы современных способов. Таким образом, горячая смесь (масса) может быть помещена в форму и спрессована в ней. Сырец, освобожденный после прессования из формы, помещают в нагревательную печь без стадии охлаждения режима работы современных способов на этом этапе.
В свою очередь, процесс в нагревательной печи является известным. Обычно температура в печи постепенно увеличивается до примерно 1100°С. Горячая загрузка нагревательной печи, в соответствии с изобретением, допускает быстрое повышение температуры в диапазоне температур вплоть до 300°С.
Таким образом, ни массу, полученную после смешивания компонентов пека и кокса, ни углеродный сырец, извлеченный из формы, не охлаждают водой. В способе согласно изобретению стадия водного охлаждения может быть опущена.
Углеродные основы или искусственные продукты, полученные в способе по изобретению, имеют вес больше чем 500 кг. На самом деле, они, как правило, имеют вес больше чем 1000 кг.
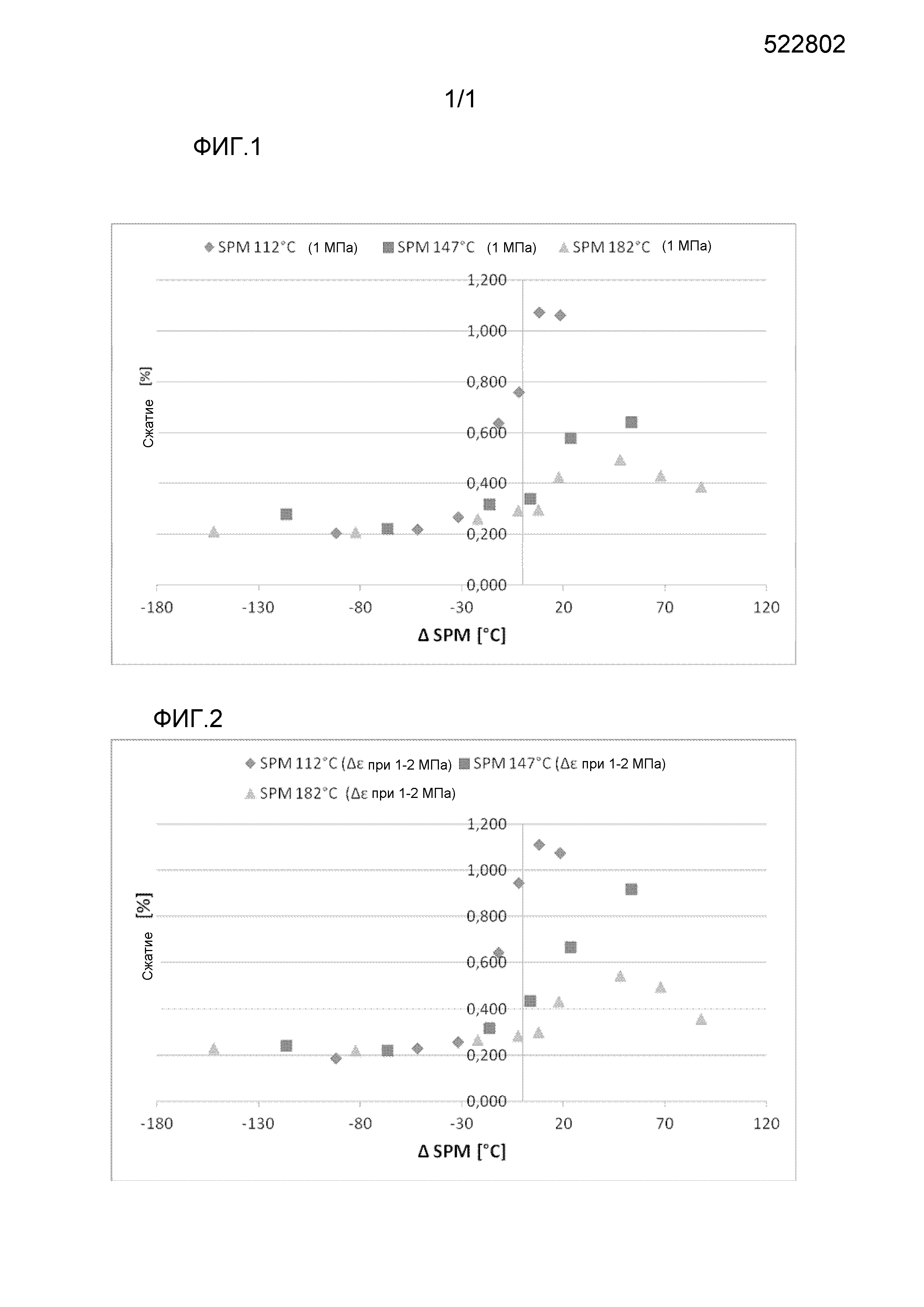
Ссылаясь на Фиг. 1 и 2, показаны полезные свойства зеленых анодов, полученных в соответствии с изобретением.
Фиг. 1 показывает деформацию сжатия [%] как функцию от разности между температурой испытания и SPM пека при нагрузке 1 МПа для нескольких пеков.
Фиг. 2 показывает деформацию сжатия [%] как функцию от разности SPM между нагрузками 1 и 2 МПа для нескольких пеков.
Измеренное сжатие изображают как функцию от температуры размягчения пека на Фиг. 1 и 2, чтобы допустить непосредственное сличение. Все зеленые аноды являются твердыми при охлаждении минимум на 30°C ниже SPM пека. При соответствующих SPM повышение нагрузки от 1 МПа до 2 МПа является причиной сжатия почти на 1% для SPM 112°C по сравнению с 0,4% для SPM 147°С, тогда как SPM 182°С все еще находится в пределах твердого анода (<0,3%). Дополнительное повышение температуры до температуры формования запускает изменение анода SPM 112°C, в то время как анод SPM 147°С достигает сжатия 1%. Неожиданное сопротивление анода SPM 182°C подтверждается, так как он не превышает 0,5% сжатия при нагрузке 1 МПа и 0,55% при нагрузке от 1 до 2 МПа.
Очевидно, что неожиданный эффект высокой твердости горячих зеленых анодов начинается при SPM пека выше 150°С. Использование высокоплавкого пека впервые дает возможность производить аноды без какого-либо охлаждения массы после смешивания. Нагрузка, используемая в этих примерах, превышает нагрузку, примененную при обработке анодов между прессованием и позиционированием в нагревательной печи. Таким образом, горячая смесь может быть немедленно помещена в форму, спрессована, а сырец - снова без охлаждения - может быть помещен в нагревательную печь без механических повреждений. Это не только обеспечивает экономию в процессе формования, но также помогает снизить потребление энергии в нагревательной печи. Когда горячая обработка возможна, поглощенное тепло может быть сохранено для нагревательной печи, значительно повышая производительность печи за счет сокращения времени цикла.
И, наконец, можно сделать вывод, что использование высокоплавкого пека значительно улучшает прочность зеленого анода даже при температуре размягчения пека и выше. Это то свойство, которое позволяет избежать охлаждения анода со всеми его негативными последствиями.
Способ согласно изобретению, с целью избежать охлаждения массы, в равной степени применим для производства других углеродистых искусственных продуктов, используя пековый кокс, игольчатый кокс или другие углеродистые твердые вещества.
Способ по изобретению является очень выгодным, потому что энергия, используемая для нагревания анодной массы, не теряется при охлаждении, вода не потребляется для охлаждающих целей, не допускается загрязнение воды ПАУ, не требуется выдержка зеленого анода при охлаждении, нагревание обжиговых печей осуществляется намного быстрее, так как аноды прогреты насквозь, меньшее количество летучих соединений высокоплавкого пека допускают более быстрый цикл карбонизации, дополнительно увеличивая производительность печи, пек с низкой летучестью улучшает рабочую ситуацию (меньше ПАУ), высокая формоустойчивость предотвращает разрушение ниппельного гнезда. Эти преимущества, наконец, обеспечивают лучший углеродный след способа.
Следующие примеры служат для дополнительной иллюстрации изобретения. Все примеры являются примерами, которые выполнены в лабораторном масштабе.
ПРИМЕРЫ
Пример 1 (сравнительный)
Зеленые углеродные аноды (диаметром 50 мм; длиной 100-110 мм) были изготовлены посредством смешивания 84% нефтяного кокса (содержащего 20% анодных огарков) и 16% электродного пекового связующего SPM 112°С, коксовое число 58,3% (ISO 6998); QI 7,7% (ISO 6791); TI 27,4% (ISO 6376), до достижения 210°C с последующим прессованием при 600 бар. Предполагаемая плотность неспеченного материала 1,695 г/см3. Аноды разрезают на кусочки диаметром 50 мм, длиной 50 мм. Холодная прочность зеленого анода составляет 26,4 МПа. Образцы зеленого анода были предварительно нагреты до определенных температур и подвергнуты управляемой нагрузке, как описано ниже.
Нагрузка и соответствующие деформации приведены в Таблице 1. Значения были получены с помощью испытательной машины Фрэнк Юниверсал (Тип 81806/B, тензометрический датчик нагрузки 20 кН, скорость испытания 7,5 мм/мин).
|
Результаты, приведенные в Таблице 1, показывают, что горячие зеленые аноды чувствительны к деформации. Относительное сжатие уменьшается, как и ожидалось, при охлаждении, в то время как анод является пластичным при и выше SPM пека. Стандартное отклонение значительно уменьшается, как только достигается 80°C (~30°С ниже SPM), и получается твердый анод, который может быть обработан на последующих стадиях способа. Только охлаждение наружной поверхности не является достаточным для обработки, так как тепловая энергия, запасенная в спрессованной сердцевине зеленого анода, является достаточной, чтобы нагреть оболочку снова. Эти результаты подтверждают необходимость в охлаждении анода минимум на 30°C ниже SPM. Максимально допустимая температура может незначительно отличаться в зависимости от оборудования завода. Тенденция зеленого углеродного анода деформироваться влияет не только на внешнюю форму, но также увеличивает риск разрушения ниппельного гнезда.
Пример 2 (изобретение)
Зеленые аноды были отформованы после смешивания 16% электродного связующего (SPM 182°С, коксовое число 76,1%; QI 14,5%; ТI 43,7%; без мезофазных частиц, обнаруживаемых в поляризованном свете), произведенного посредством вакуумной дистилляции при 1 мбар, и 84% состава нефтяного кокса (содержащего 20% анодных огарков) при 280°С. Предполагаемая плотность неспеченного материала 1,694 г/см3. Холодная прочность зеленого анода при комнатной температуре оказалась удивительно высокой при 34,9 МПа. Способность к связыванию этого высокоплавкого связующего, очевидно, значительно выше, чем у стандартного пека, испытанного ранее. Испытание свойств высокотемпературной деформации было повторено с этими анодами аналогичным образом (Таблица 2).
|
Зеленые аноды из пека с SPM 182°C оказываются прочнее, чем ожидалось. Удивительно, даже при температуре выше SPM, аноды чрезвычайно устойчивы к деформации. Максимальное сжатие составляет ниже 0,5% (нагрузка 1 МПа) даже при температуре смешивания. Сопоставимая твердость достигается для современнейших пеков значительно ниже их SPM, таким образом требуя охлаждения. Для пека с SPM 182°C ни одно значение не превышает уровень деформации 0,5% при нагрузке 1 МПа.
Пример 3 (сравнительный)
Чтобы выяснить, ведут ли себя пеки с SPM между 112°C и 182°C подобным образом, как пек в примере 2, был выбран пек с SPM 146,5°C (коксовое число 67,6%, QI 10,5%, TI 36,6%, без мезофазных частиц). Аноды были обработаны, как описано в примерах 1 и 2. Результаты представлены в Таблице 3. Результаты в Таблице 3 показывают, что аноды, произведенные с использованием этого пека, имеют гораздо меньшее сопротивление деформированию при нагревании выше SPM по сравнению с пеком в Таблице 2.
|
Результаты примеров 1-3 собраны на Фиг. 1 и 2.