Результат интеллектуальной деятельности: Статор винтовой гидромашины, устройство и способ для изготовления его внутренней зубчатой оболочки
Вид РИД
Изобретение
Изобретение относится к винтовым забойным двигателям и винтовым насосам и может быть использовано в нефтегазодобывающей, горной и других отраслях промышленности.
Известен способ изготовления трубчатой оболочки и устройство для его осуществления, по патенту Пермского филиала Всесоюзного научно-исследовательского института буровой техники №1218740, опубликованному 20.01.2000 г. Способ включает формообразование поверхности трубчатой оболочки воздействием на трубчатую заготовку давления текучей среды с использованием формующего элемента с винтовыми зубьями. С целью повышения качества и упрощения технологии изготовления трубчатой оболочки давление текучей среды создают снаружи трубчатой заготовки с размещением формующего элемента внутри ее. При этом устройство для изготовления трубчатой оболочки содержит корпус, формующий элемент с винтовыми зубьями и уплотнения, образующие полость для подачи текучей среды под давлением, и снабжено центрирующими втулками, а формующий элемент выполнен с наружными винтовыми зубьями и установлен внутри корпуса посредством центрирующих втулок. Способ и устройство выбраны в качестве прототипа способу и устройству предлагаемого технического решения.
Упомянутые выше способ и устройство позволяют изготовить трубчатые оболочки с внутренними винтовыми зубьями, с успехом применяемые в облегченных роторах винтовых двигателей и насосов. Применение таких оболочек для создания армированных статоров с постоянной толщиной эластомерной обкладки ограничено тем, что зубья полученной трубчатой винтовой оболочки пластически деформируются при заливке статора эластомером и его вулканизации. Оболочка при этом вновь принимает форму, близкую к цилиндрической, с потерей зубьев. Объясняется это тем, что давление формообразования оболочки составляет 200-270 МПа и сопоставимо с давлением при заливке статора эластомером, иногда превышающем 210 МПа.
Чтобы винтовая оболочка не деформировалась при заливке статора эластомером, а также для повышения жесткости зубчатой обкладки статора, в пространство между впадинами зубьев винтовой оболочки и внутренней поверхностью корпуса статора устанавливаются жесткие элементы, например винтовые металлические прутки по ниже приведенному техническому решению.
Известен статор винтового забойного двигателя по патенту общества с ограниченной ответственностью "ВНИИБТ-Буровой инструмент" №104629, опубликованному 20.05.2011 Бюл. №14. Техническая задача этого решения заключается в повышении жесткости винтового зуба статора и улучшении теплоотвода от эластомерной обкладки статора и, как следствие, повышении момента, мощности, к.п.д. и ресурса двигателя. Статор винтового забойного двигателя содержит цилиндрический корпус, установленную в нем оболочку, имеющую профильную часть, выполненную в виде винтовых зубьев, эластомерную обкладку, прикрепленную к внутренней поверхности оболочки. Полость, образованная внутренней поверхностью корпуса и наружной поверхностью оболочки, заполнена теплопроводным материалом с коэффициентом теплопроводности не менее 0,5 Вт/(м⋅°С). В полости установлен армирующий жесткий элемент. Данное техническое решение выбрано в качестве прототипа к предлагаемому статору винтовой гидромашины. Установка и закрепление жестких элементов в винтовые полости, образованные внутренней поверхностью корпуса и наружной поверхностью оболочки в известном статоре, представляют определенную трудоемкость, создают удорожание статора винтовой гидромашины. Задачей предлагаемого изобретения является улучшение технологичности изготовления статора винтовой гидромашины, по сравнению с прототипом, уменьшение затрат на его изготовление, увеличение надежности и улучшение энергетических характеристик винтовой гидромашины.
Указанная задача решается тем, что статор винтовой гидромашины содержит цилиндрический корпус статора, установленную в нем статорную оболочку, имеющую внутренние винтовые зубья, к поверхности которых прикреплена эластомерная обкладка, статорная оболочка на наружной поверхности имеет опорные зубья, расположенные напротив ее внутренних зубьев.
Указанная задача решается при использовании устройства для изготовления статорной оболочки с внутренними винтовыми зубьями, содержащего корпус прессования с внутренним цилиндрическим отверстием с размещенной в нем заготовкой статорной оболочки, имеющей наружные винтовые опорные зубья, при этом заготовка статорной оболочки имеет уплотнения, образующие полость для подачи внутрь ее текучей или эластичной среды под давлением.
Указанная задача также решается, когда в устройстве корпусом прессования служит корпус статора.
Указанная задача решается и тогда, когда уплотнения связаны между собой стержнем, установленным в полости заготовки статорной оболочки, при этом полость имеет кольцевую форму.
Указанная задача решается способом изготовления статорной оболочки с внутренними винтовыми зубьями, характеризующимся тем, что на трубчатой заготовке статорной оболочки фрезеруют впадины, образующие наружные винтовые опорные зубья, затем вставляют заготовку в цилиндрическое отверстие корпуса прессования, создают давление текучей или эластичной среды внутри трубчатой заготовки, формирующее внутренние винтовые зубья статорной оболочки.
Отличительными признаками предлагаемого статора винтовой гидромашины является следующее:
Статор винтовой гидромашины содержит цилиндрический корпус статора, установленную в нем статорную оболочку, имеющую внутренние винтовые зубья, к поверхности которых прикреплена эластомерная обкладка, при этом статорная оболочка на наружной поверхности имеет опорные зубья, расположенные напротив ее внутренних зубьев.
Отличительными признаками устройства для изготовления статорной оболочки с внутренними винтовыми зубьями является следующее:
Во-первых, устройство для изготовления статорной оболочки с внутренними винтовыми зубьями содержит корпус прессования с внутренним цилиндрическим отверстием с размещенной в нем заготовкой статорной оболочки, имеющей наружные винтовые опорные зубья, а заготовка статорной оболочки имеет уплотнения, образующие полость для подачи внутрь ее текучей или эластичной среды под давлением.
Во-вторых, в другом исполнении устройства, корпусом прессования в устройстве служит корпус статора.
В-третьих, в следующем исполнении устройства, уплотнения заготовки статорной оболочки связаны между собой стержнем, установленным в ее полости, при этом полость имеет кольцевую форму.
Отличительными признаками способа изготовления статорной оболочки с внутренними винтовыми зубьями является следующее:
Способ характеризуется тем, что на трубчатой заготовке статорной оболочки фрезеруют впадины, образующие наружные винтовые опорные зубья, затем вставляют заготовку в цилиндрическое отверстие корпуса прессования, создают давление текучей или эластичной среды внутри трубчатой заготовки, формирующее внутренние винтовые зубья статорной оболочки.
Изобретение иллюстрируется чертежами, представленными на фиг. 1-6:
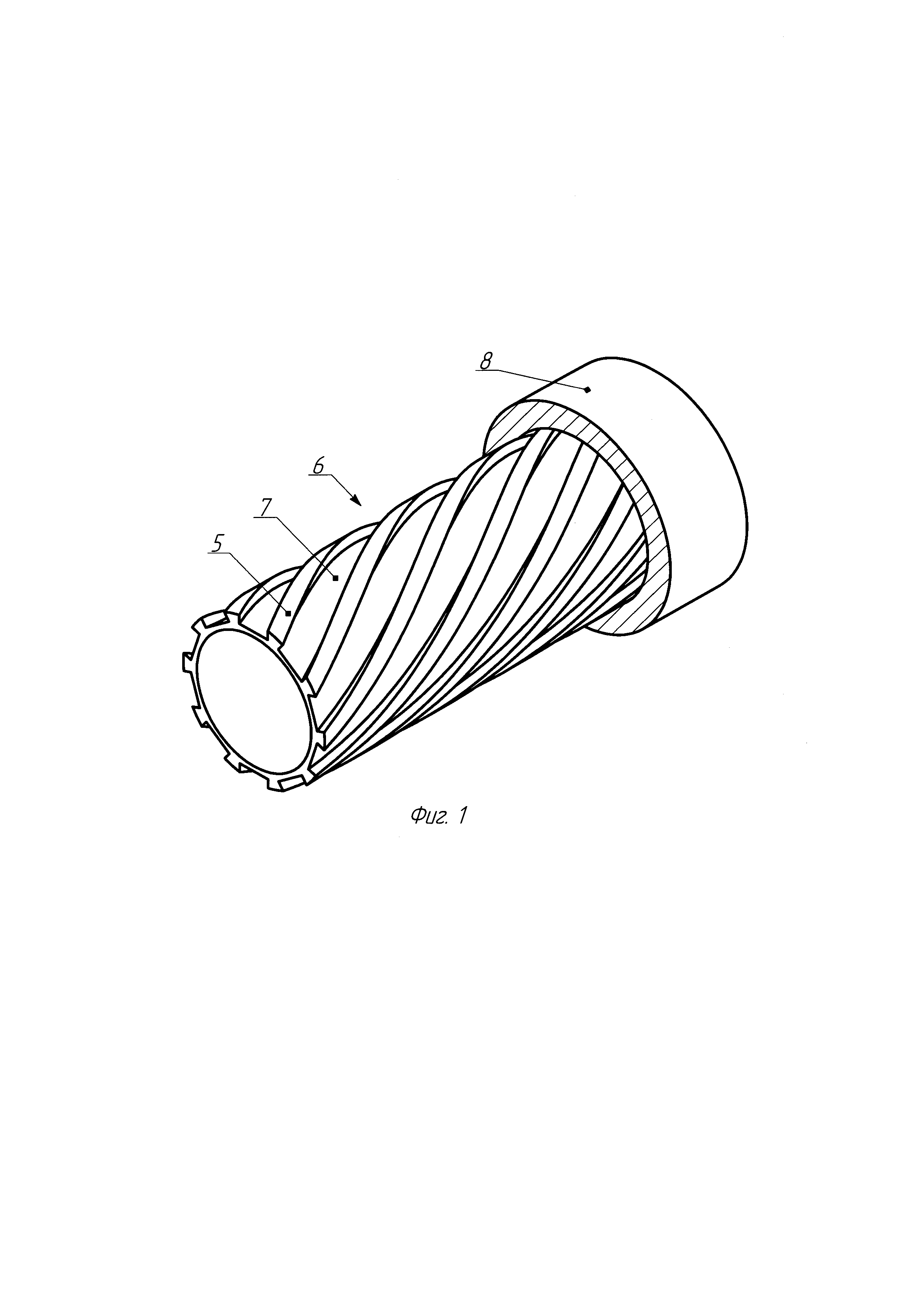
На фиг. 1 показан общий вид трубчатой заготовки статорной оболочки с десятью наружными опорными зубьями, вставленной в цилиндрическое отверстие корпуса прессования.
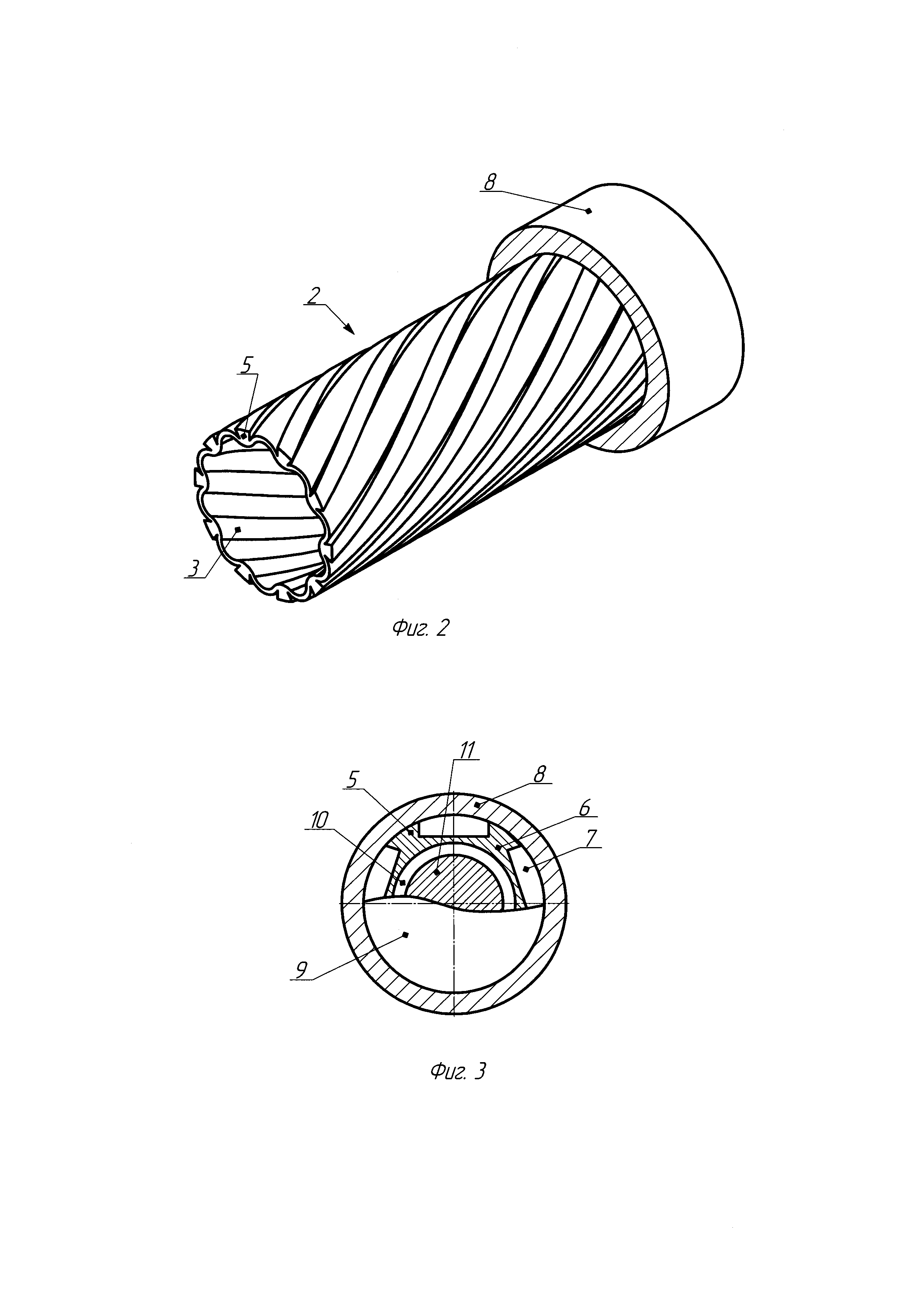
На фиг. 2 показан общий вид статорной оболочки и корпуса прессования со сформированными давлением текучей или эластичной среды в статорной оболочке десятью внутренними винтовыми зубьями.
На фиг. 3 показано поперечное сечение устройства для изготовления статорной оболочки, содержащее корпус прессования, во внутреннем цилиндрическом отверстии которого размещена заготовка статорной оболочки с пятью наружными винтовыми опорными зубьями. Заготовка содержит уплотнения, связанные между собой стержнем, установленным в ее полости, при этом полость имеет кольцевую форму.
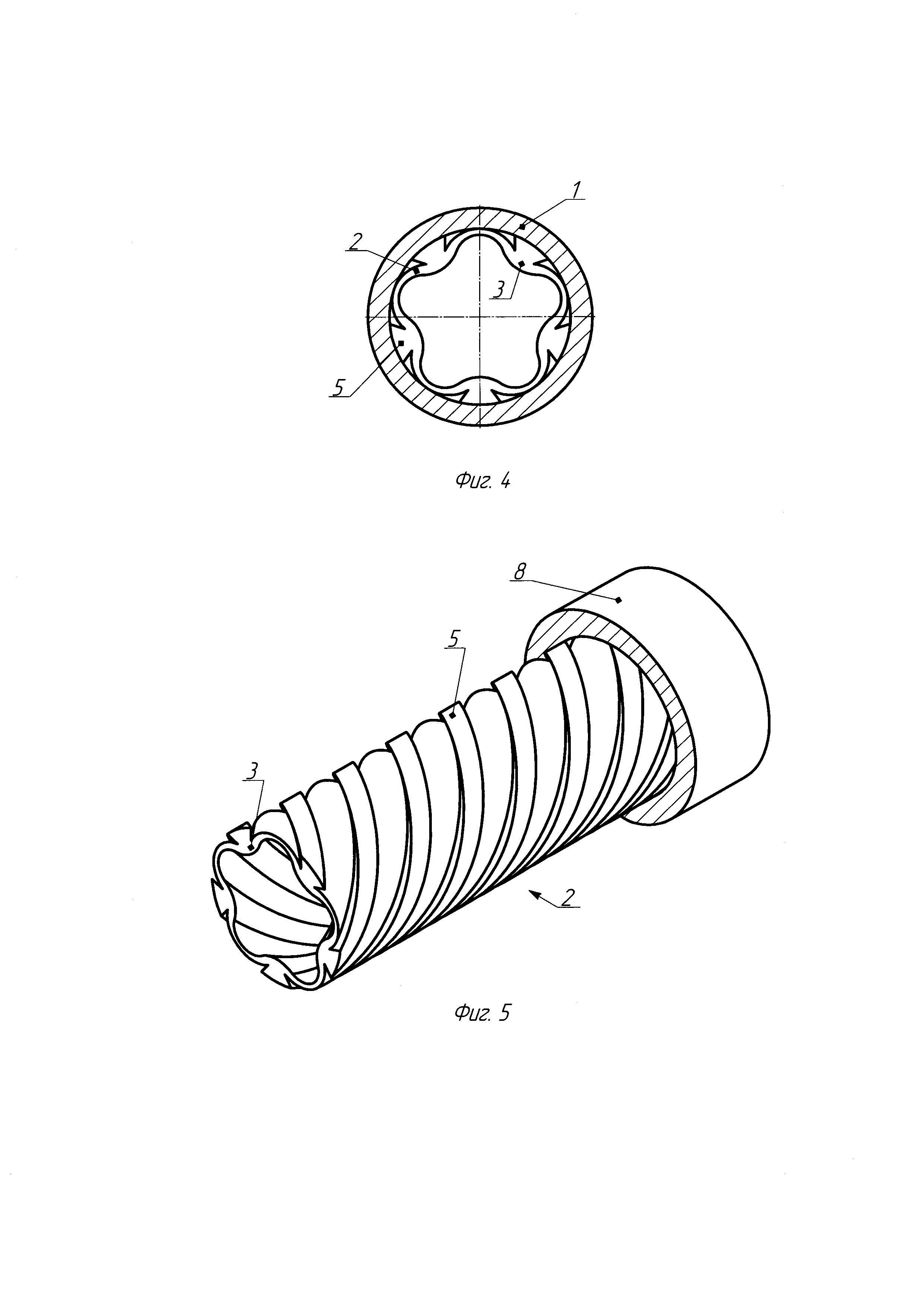
На фиг. 4 показано поперечное сечение статорной оболочки и корпуса статора со сформированными давлением текучей или эластичной среды в статорной оболочке пятью внутренними винтовыми зубьями.
На фиг. 5 показан общий вид статорной оболочки и корпуса статора со сформированными давлением текучей или эластичной среды внутри трубчатой заготовки пятью внутренними винтовыми зубьями.
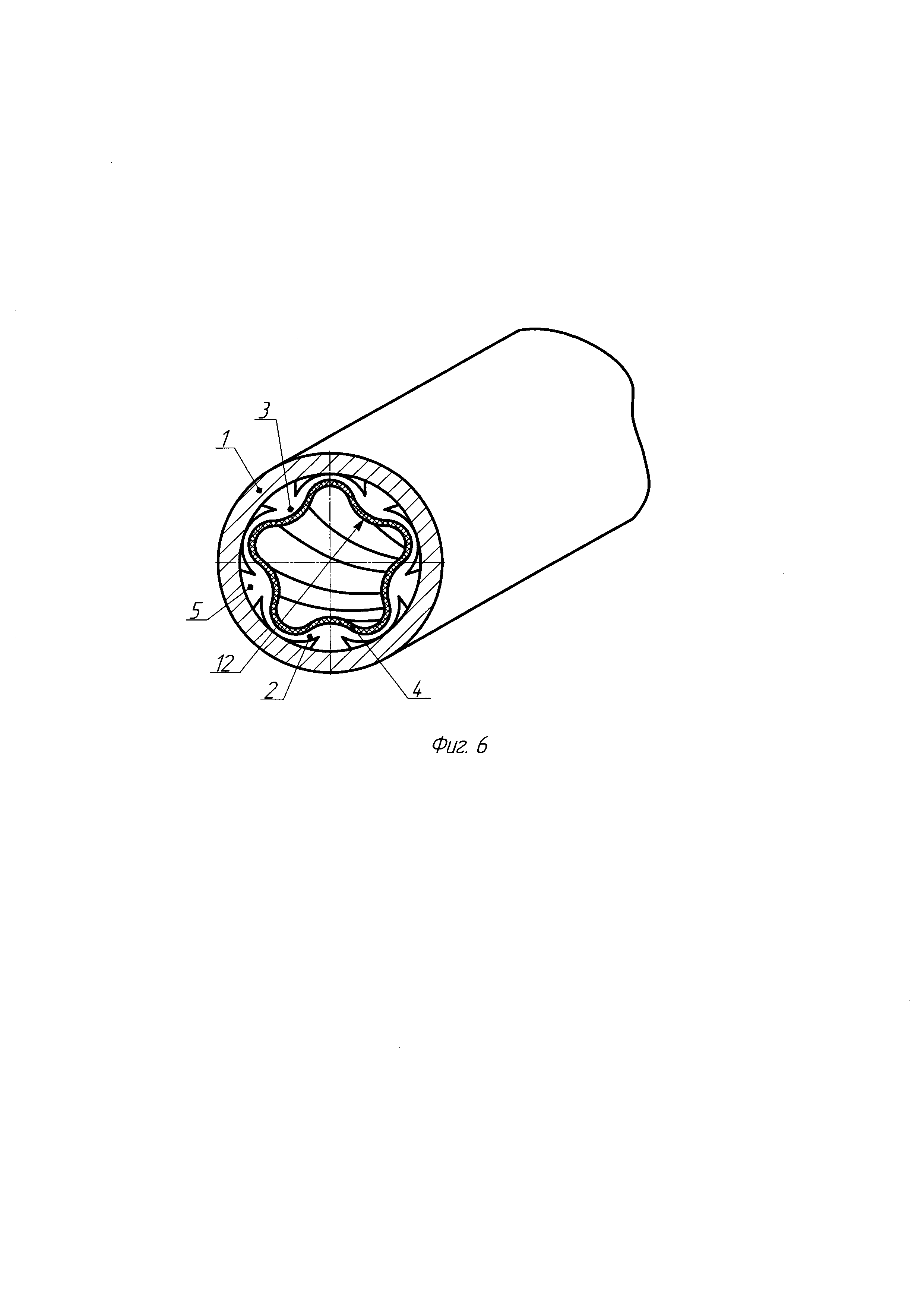
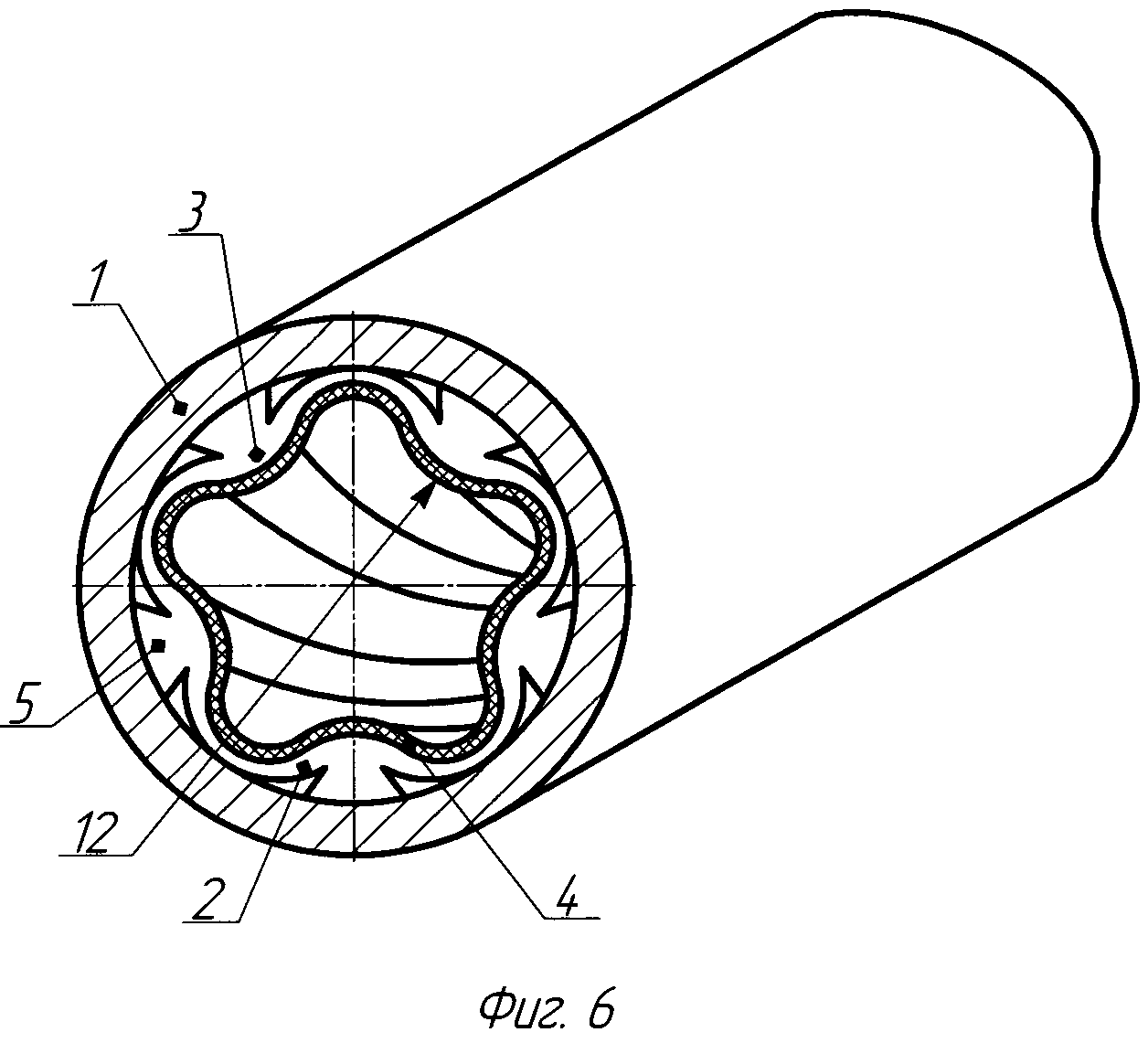
На фиг. 6 показан общий вид статора винтовой гидромашины.
Статор (фиг. 6) винтовой гидромашины содержит цилиндрический корпус 1 статора, установленную в нем статорную оболочку 2, имеющую внутренние винтовые зубья 3, к поверхности которых прикреплена эластомерная обкладка 4, статорная оболочка 2 на наружной поверхности имеет опорные зубья 5, расположенные напротив ее внутренних зубьев 3.
Устройство (фиг. 3) для изготовления статорной оболочки 2 с внутренними винтовыми зубьями 3 (фиг. 4) содержит (фиг. 3) корпус 8 прессования с внутренним цилиндрическим отверстием с размещенной в нем заготовкой 6 статорной оболочки, имеющей наружные винтовые опорные зубья 5, а заготовка 6 статорной оболочки имеет уплотнения 9, образующие полость 10 для подачи внутрь ее текучей или эластичной среды под давлением.
В другом исполнении устройства корпусом прессования служит корпус 1 статора (фиг. 4)
В следующем исполнении устройства (фиг. 3) уплотнения 9 заготовки 6 статорной оболочки связаны между собой стержнем 11, установленным в ее полости 10, при этом полость 10 имеет кольцевую форму. Это позволяет уменьшить расход материала текучей или эластичной среды для заполнения полости 10 при уменьшении объема кольцевой полости 10, повысить производительность формирования внутренних зубьев 3 статорной оболочки 2 при уменьшении времени заполнения кольцевой полости 10 текучей или эластичной средой. Это также позволяет увеличить надежность крепления уплотнений 9 на концах заготовки 6 статорной оболочки.
Способ изготовления статорной оболочки 2 с внутренними винтовыми зубьями 3 характеризуется тем, что на трубчатой заготовке 6 статорной оболочки (фиг. 1, 3) фрезеруют впадины 7, образующие наружные винтовые опорные зубья 5, затем вставляют заготовку 6 в цилиндрическое отверстие корпуса 8 прессования, создают давление текучей или эластичной среды внутри трубчатой заготовки 6, формирующее (фиг. 2, 4, 5) внутренние винтовые зубья 3 статорной оболочки 2.
Статор винтовой гидромашины при его использовании в винтовом забойном двигателе работает следующим образом: поток рабочей текучей среды под давлением по колонне бурильных труб (не показаны) подается в винтовые камеры (не показаны), образованные винтовыми зубьями 12 статора (фиг. 6) и винтовыми зубьями ротора (не показан). В винтовых камерах при высоком давлении рабочей текучей среды, воздействующем на боковые поверхности винтовых зубьев 12, создается крутящий момент, приводящий во вращение ротор.
Статор винтовой гидромашины, при его использовании в винтовом погружном насосе или поверхностном мультифазном насосе, работает следующим образом: ротор (не показан) принудительно приводится во вращение относительно статора. Винтовые камеры (не показаны), образованные винтовыми зубьями 12 статора (фиг. 6) и винтовыми зубьями ротора, при вращении ротора перемещаются вдоль статора, при этом перемещая перекачиваемую среду вдоль статора.
При работе статора винтовой гидромашины как в качестве двигателя, так и в качестве насоса (фиг. 6) опорные винтовые зубья 5 статорной оболочки 2 опираются на внутреннюю поверхность корпуса 1 статора, передают на корпус 1 статора динамические нагрузки, связанные с нутацией и вращением ротора, и нагрузки от давления рабочей текучей среды, действующие на внутренние зубья 3 статорной оболочки 2. При наличии опорных винтовых зубьев 5 у статорной оболочки 2 повышается жесткость зубьев 12 статора. Через опорные зубья 5 улучшается теплоотвод от внутренних зубьев 12 статора. При этом повышается надежность винтовой гидромашины и улучшаются ее энергетические характеристики.
Способ изготовления статорной оболочки 2 с внутренними винтовыми зубьями 3 с использованием устройства для ее изготовления осуществляют следующим образом.
На трубчатой заготовке 6 статорной оболочки фрезеруют впадины 7 (фиг. 1, 3), образующие наружные винтовые опорные зубья 5, затем вставляют заготовку 6 в цилиндрическое отверстие корпуса 8 прессования (фиг. 3), в заготовку 6 статорной оболочки устанавливают уплотнения 9, образующие полость 10 для подачи внутрь ее текучей или эластичной среды под давлением, создают давление текучей или эластичной среды внутри трубчатой заготовки 6, формирующее внутренние винтовые зубья 3 статорной оболочки 2 (фиг. 3, 4) следующим образом. Под действием давления текучей или эластичной среды днища впадин 7, расположенных между опорными зубьями 5, пластически деформируются и упираются на внутреннюю поверхность корпуса 8 прессования, формируя размер высоты зубьев 3 оболочки 2. При дальнейшем увеличении давления происходит расширение впадин и формирование толщины внутренних зубьев 3 оболочки 2. В другом исполнении способа и устройства корпусом прессования служит корпус 1 статора (фиг. 4). Это позволяет снизить затраты на изготовление корпусов 8 прессования для различных диаметров заготовок 6 статорных оболочек, предназначенных для различных типоразмеров статоров.
В следующем исполнении устройства (фиг. 3) уплотнения 9 заготовки 6 статорной оболочки связаны между собой стержнем 11, установленным в ее полости 10, при этом полость 10 имеет кольцевую форму. Это позволяет уменьшить расход материала текучей или эластичной среды для заполнения полости 10 при уменьшении объема кольцевой полости 10, повысить производительность формирования зубьев 3 оболочки при уменьшении времени заполнения кольцевой полости текучей или эластичной средой. Это также позволяет увеличить надежность крепления уплотнений 9 на концах заготовки 6 статорной оболочки.
Упрощение технологии предлагаемого способа по сравнению с прототипом состоит: в исключении необходимости использования арсенала быстроизнашивающихся пресс-форм для изготовления, имеющих разные габариты, числа зубьев, разные длины ходов зубьев оболочек статоров двигателей и насосов; в использовании возможности (фиг. 6) формирования внутренних винтовых зубьев 3 с малым (насосным) шагом; в простоте способа и устройства получения статорной оболочки 2 при подаче давления во внутрь статорной оболочки 2; в исключении пластической деформации зубьев 3 в процессе прессования и вулканизации материала эластомерной обкладки 4, прикрепляемой к внутренним зубьям 3 статорной оболочки 2.
Винтовая гидромашина с наклонным профилем зубьев статора
Винтовая гидромашина с переменным натягом зубьев
Винтовая гидромашина с уравновешенным ротором
Биметаллический статор винтовой гидромашины (варианты)
Винтовая гидромашина с наклонным профилем зубьев статора
Винтовая гидромашина с переменным натягом зубьев
Винтовая гидромашина с уравновешенным ротором
Биметаллический статор винтовой гидромашины (варианты)

