Результат интеллектуальной деятельности: Устройство для регулировки процентного содержания связующего вещества в движущейся ленте из жгутов армирующих волокон
Вид РИД
Изобретение
Изобретение относится к устройствам управления процессом пропитки связующим веществом движущейся ленты из жгутов армирующих волокон при производстве изделий из композитных материалов методом мокрой намотки.
Для получения высокопрочных оболочек из композиционных материалов важным условием является обеспечение заданного соотношения армирующих волокон и полимерного связующего вещества. Регулировать их количественное соотношение возможно только на стадии пропитки армирующего наполнителя с учетом обеспечения заданного натяжения ленты из жгутов при прохождении формирующего тракта и нанесении на вращаемую оправку в зависимости от режимов намотки, вязкости и температурного состояния полимерного связующего вещества, а также в зависимости от режимов термоотверждения.
Известно устройство для пропитки связующим волокнистого материала. При этом в ванне со связующим веществом помещен пропиточный валик, частично погруженный в связующее. При вращении валика часть связующего переносится в зону контакта с волокнистым материалом, связующее пропитывает волокнистый материал, а затем проходит через отжимное устройство, состоящее из двух элементов. Верхний отжимной элемент выполнен в виде поворотного кулачка, обернутого эластичной капроновой тканью. Нижний отжимной элемент выполнен в виде вертикальных пластин на неподвижной опоре с нагревательным элементом, установленным перед вертикальными пластинами, по ходу перемещения материала. Исполнение верхнего отжимного элемента в виде поворотного кулачка и снабжение нижнего нагревательным элементом позволяет увеличить точность регулирования содержания связующего в материале (Патент SU №896116, 1980).
Известен также узел в технологической линии для изготовления композиционной арматуры, состоящий из пропиточного и отжимного устройства, позволяющего наносить равномерный слой связующего на ровинг (жгут, состоящий из волокон, нескрученных между собой).
Пропиточное устройство содержит пропиточную ванну, барабан, обтекатель (нож), отжимное устройство. Пропитка осуществляется следующим образом. Ровинг (жгут, состоящий из волокон, нескрученных между собой) контактирует с наружной поверхностью барабана пропиточного устройства. Барабан частично помещен в пропиточную ванну со связующим. Ровинг огибает барабан по касательной, за счет сил трения заставляет барабан вращаться вокруг своей оси, нанося слой связующего на поверхность барабана. Ровинг пропитывается связующим так, что на нем остаются излишки связующего и пены. На ровинг сверху устанавливается обтекатель (нож), который за счет некоторого прижатия к барабану создает на ровинге равномерную по толщине пленку из связующего, снимая при этом воздушные пузырьки и излишки связующего. Под пропиточной ванной расположен саморегулирующий нагреватель, который поддерживает постоянную температуру связующего согласно технологической карте. Далее ровинг проходит через гребенку и отжимные валики отжимного устройства. (Патент RU 2468161 С1, 06.06.2011).
Наиболее близким техническим решением является автоматическое устройство регулировки процентного содержания связующего вещества в движущейся ленте из жгутов органических, углеродных и стеклянных волокон, состоящее из ванны с подогревом находящегося в ней связующего вещества, пропиточного барабана, частично погруженного в связующее вещество, при вращении которого часть связующего вещества налипает на пропиточный барабан. Регулировка процентного содержания связующего вещества в движущейся ленте из жгутов органических, углеродных и стеклянных волокон осуществляется за счет автоматической регулировки наноса связующего вещества на пропиточный барабан изменением зазора «нож-барабан», управляемого электромеханическим приводом ножа, установленного перед зоной пропитки и управляемого сигналом устройства для непрерывного ультразвукового контроля процентного содержания связующего вещества в движущейся ленте из жгутов органических, углеродных и стеклянных волокон (Патент на полезную модель RU 162157 U1, 02.06.2015).
Вышеперечисленные системы регулировки процентного содержания «наполнитель-связующее» имеют существенные недостатки. Так, отжимные устройства и обтекатель (нож) травмируют ленту из жгутов (волокнистого материала, ровинга), то есть при движении ленты из жгутов происходит разрыв отдельных волокон, которые в процессе отжима излишков связующего выдавливаются из жгута. Отжимные устройства увеличивают расход связующего вещества и сложны в эксплуатации. Регулировка соотношения «наполнитель-связующее» осуществляется за счет взаимного прижима (ножа, пластин, валков) перед процессом намотки, что не позволяет с большой точностью осуществлять регулировку процентного содержания связующего в движущейся ленте из жгутов в процессе намотки.
В аналоге регулировка наноса связующего вещества на пропиточный барабан осуществляется ножом за счет изменения зазора «нож-барабан», управляемого электромеханическим приводом, расположенным в средней части ножа, что приводит к неравномерности зазора «нож-барабан», а также отсутствует функциональная схема регулирования содержания связующего.
Связывающие вещества, применяемые в композиционных материалах, обладают разными свойствами (физико-химическими, физико-механическими и т.д.), поэтому для получения качественной пропитки необходимо регулировать угол охвата ленты из жгутов пропиточного барабана.
В процессе пропитки лента из жгутов огибает пропиточный барабан по касательной, за счет сил трения заставляя его вращаться вокруг оси. При резком увеличении скорости движения ленты из жгутов происходит ее проскальзывание по пропиточному барабану это приводит к неравномерной пропитке ее связывающим веществом.
Контроль процентного содержания связующего вещества в движущейся ленте из жгутов осуществляется датчиками измерения скорости ультразвуковых колебаний на разных участках лентопроводного тракта пропиточного устройства, где температуры в зонах измерения и в зоне пропитки различны, это приводит к существенной ошибке получаемых результатов.
Технической задачей является создание устройства с повышенной точностью регулировки процентного содержания связующего вещества в движущейся ленте из жгутов армирующих волокон и улучшение качества пропитки ленты из жгутов.
Техническим результатом от использования изобретения является повышение точности регулировки процентного содержания связующего вещества в движущейся ленте из жгутов армирующих волокон и улучшение качества пропитки ленты из жгутов, а также качество и прочность изделий, из нее изготовляемых.
Технический результат достигается следующим образом. В ходе пропитки связующим веществом лента из жгутов армирующих волокон огибает верхнюю часть пропиточного барабана, находящегося в пропиточной ванне со связующим веществом, снабженную подогревом, пропиточный барабан частично погружен в связующее вещество, при его вращении часть связующего вещества налипает на барабан. Регулировка нанесения связующего вещества на пропиточный барабан осуществляется ножом, установленным перед зоной пропитки, за счет изменения зазора «нож-барабан» управляемого двумя независимыми исполнительными механизмами с интеллектуальными приводами через датчики положения ножа, расположенные на его краях. Задание толщины слоя связующего вещества дает регулятор содержания связующего на основе данных устройства задания содержания связующего и устройства контроля содержания связующего в движущейся ленте из жгутов.
Контроль содержания связующего вещества осуществляется устройством для непрерывного ультразвукового контроля процентного содержания связующего вещества в движущейся ленте из жгутов органических, углеродных и стеклянных волокон, состоящим из трех узлов (датчиков) измерения скорости ультразвуковых колебаний, расположенных в лентопроводном тракте, перед пропиточным узлом, для определения скорости ультразвуковых колебаний в ленте из жгутов без содержания связующего вещества и после пропиточного узла, для определения скорости ультразвуковых колебаний в ленте из жгутов, пропитанной связующим веществом, и в пропиточной ванне, для определения скорости ультразвуковых колебаний в связующем веществе. Все измерения скорости ультразвуковых колебаний передаются на устройство контроля содержания связующего вещества, где процентное содержание связующего вещества рассчитывается специальной программой по формуле:
где: Y - процентное содержание связующего вещества в ленте из жгута;
С - скорость ультразвуковых колебаний в пропитанной связующим веществом ленте из жгутов;
C1 - скорость ультразвуковых колебаний в ленте из жгутов;
C2 - скорость ультразвуковых колебаний в связующем веществе.
(Патент на полезную модель №144571 от 08.04.2014).
Регулировка угла охвата лентой из жгутов пропиточного барабана осуществляется двумя вращающимися лентопроводниками, размещенными по обе стороны зоны пропитки ленты из жгутов с возможностью их перемещения по вертикали исполнительными механизмами в ручном режиме.
Чтобы исключить возможность проскальзывания ленты из жгутов по пропиточному барабану, необходимо синхронизировать скорость протяжки ленты из жгутов и линейную скорость пропиточного барабана, это достигается за счет управляемого вращения пропиточного барабана исполнительным механизмом с интеллектуальным приводом от сигнала датчика скорости протяжки ленты из жгутов, установленного на лентопроводнике.
Для поддержания одинаковой температуры в зонах измерения скорости ультразвуковых колебаний в движущейся ленте из жгутов и в зоне пропитки над ними устанавливаются инфракрасные нагреватели в отражательном колпаке.
Отличительными особенностями устройства являются следующие признаки:
- регулировка наноса связующего вещества на пропиточный барабан осуществляется ножом, установленным перед зоной пропитки, за счет изменения зазора «нож-барабан», управляемого двумя независимыми исполнительными механизмами с интеллектуальными приводами через датчики положения ножа с обратной связью, расположенные на его краях. Задание толщены слоя связывающего дает регулятор содержания связывающего на основе данных устройства задания содержания связывающего и устройства контроля содержания связывающего в движущейся ленте из жгутов;
- регулировка угла охвата лентой из жгутов пропиточного барабана осуществляется двумя вращающимися лентопроводниками, размещенными по обе стороны зоны пропитки ленты из жгутов, с возможностью их перемещения по вертикали исполнительным механизмом в ручном режиме;
- синхронизация скорости протяжки ленты из жгутов и линейной скорости пропиточного барабана достигается за счет управляемого вращения пропиточного барабана и исполнительным механизмом с интеллектуальным приводом от сигнала датчика скорости протяжки ленты из жгутов, установленного на лентопроводнике;
- температура в зоне пропитки и зонах измерений скорости ультразвуковых колебаний в движущейся ленте из жгутов поддерживается одинаковой за счет инфракрасных нагревателей в отражательном колпаке.
Указанные отличительные особенности устройства являются существенными признаками, так как каждый из них в отдельности и совместно направлены соответственно на решение поставленной задачи и достижения нового технического решения.
Отличительные существенные признаки устройства являются новыми, так как их использование в известном уровне техники не обнаружено, что позволяет характеризовать предложенное техническое решение соответствующими критерию «новизна».
Единая совокупность новых существенных признаков с общими известными существенными признаками позволяет решить поставленную задачу и достичь нового технического результата в повышении точности регулировки процентного содержания связующего вещества в движущейся ленте из жгутов, что характеризует предложенные технические решения существенными отличиями от известного уровня техники, аналогов и прототипа. Новые технические решения являются результатом научно-исследовательской работы и экспериментальных исследований без использования стандартов или рекомендаций в данной области техники, получены творческим путем, соответствуют критерию «изобретательский уровень».
Сущность изобретения поясняется чертежом и кратким его описанием:
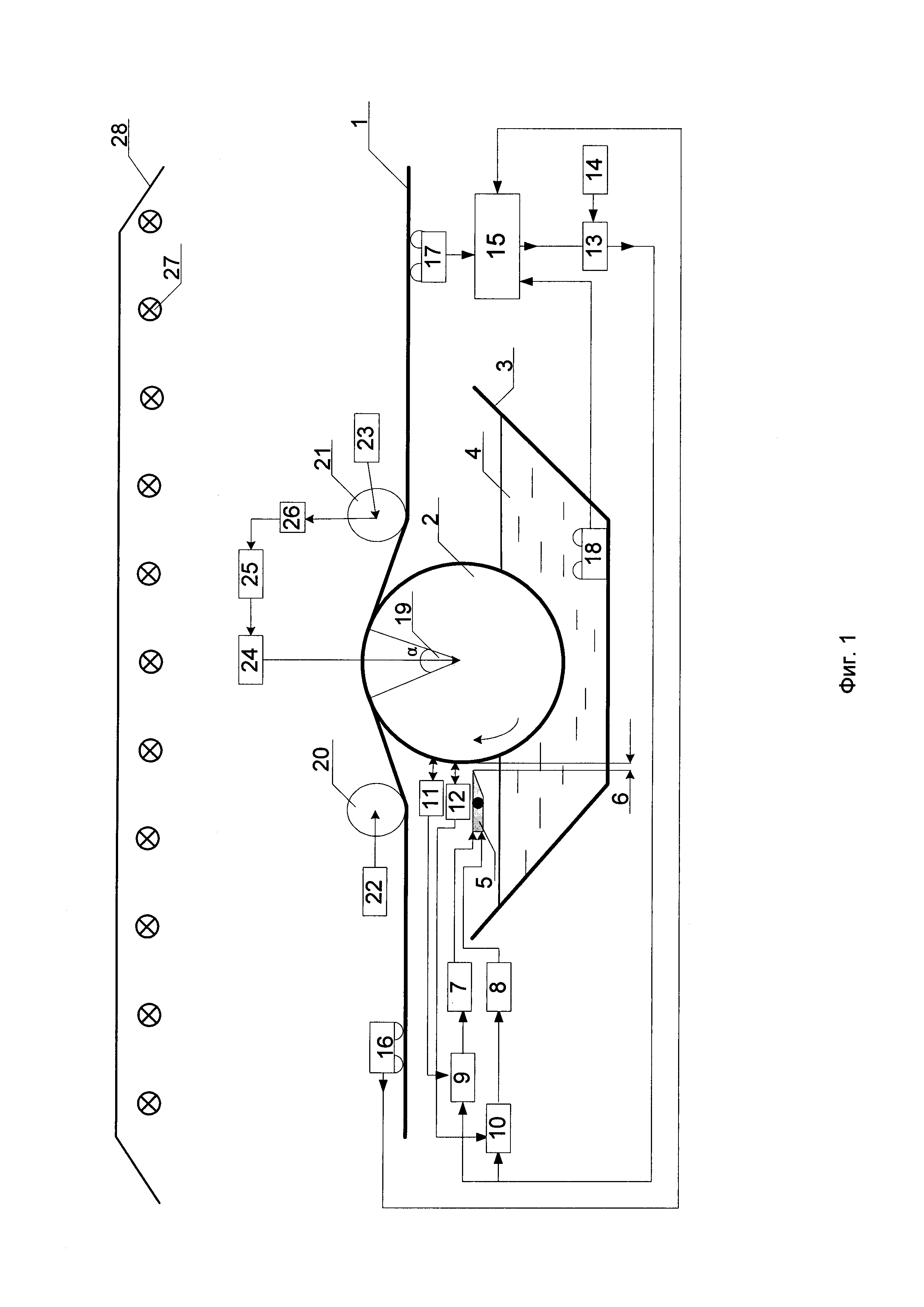
На фиг. 1 представлена функциональная схема устройства и взаимодействие отдельных узлов.
В ходе пропитки связующим веществом лента из жгутов (1) армирующих волокон огибает верхнюю часть пропиточного барабана (2), находящегося в пропиточной ванне (3) со связующим веществом (4), снабженную подогревом (нагреватель не показан) до температуры 50…70°С в зависимости от технологического процесса. Пропиточный барабан (2) частично погружен в связующее вещество (4), при его вращении часть связующего вещества налипает на барабан. Регулировка наноса связующего вещества (4) на пропиточный барабан (2) осуществляется ножом (5), установленным перед зоной пропитки, за счет изменения зазора «нож-барабан» (6), управляемого двумя независимыми исполнительными механизмами (7, 8) с интеллектуальными приводами (9, 10) через датчики положения ножа (11, 12), расположенные на его краях. Точность позиционирования ножа - 0,01 мм. Задание толщены слоя (6) связывающего вещества (4) дает регулятор содержания связывающего (13) на основе данных устройства задания содержания связывающего (14) и устройства контроля содержания связывающего (15) в движущейся ленте из жгутов (1).
Контроль содержания связующего вещества осуществляется устройством для непрерывного ультразвукового контроля процентного содержания связующего вещества в движущейся ленте из жгутов органических, углеродных и стеклянных волокон, состоящее из трех узлов (датчиков) измерения скорости ультразвуковых колебаний, расположенных в лентопроводном тракте, перед пропиточным узлом для определения скорости ультразвуковых колебаний (16) в ленте из жгутов без содержания связующего вещества и после пропиточного узла для определения скорости ультразвуковых колебаний (17) в ленте из жгутов пропитанной связующим веществом и в пропиточной ванне, для определения скорости ультразвуковых колебаний (18) в связующем веществе. Все измерения скорости ультразвуковых колебаний производятся при температуре 50…70°С и передаются на устройство контроля содержания связующего (15), где процентное содержание связующего вещества рассчитывается специальной программой по формуле:
где: Y - процентное содержание связующего вещества в ленте из жгута;
С - скорость ультразвуковых колебаний в пропитанной связующим веществом ленте из жгутов;
C1 - скорость ультразвуковых колебаний в ленте из жгутов;
C2 - скорость ультразвуковых колебаний в связующем веществе.
Диапазон измерения процентного содержания связующего вещества:
|
- режим работы непрерывный (круглосуточный).
Регулировка угла охвата (19) лентой из жгутов (1) осуществляется двумя вращающимися лентопроводниками (20, 21) размещенными по обе стороны зоны пропитки ленты из жгутов с возможным их перемещением по вертикали исполнительными механизмами (22, 23) в ручном режиме.
Синхронизация скорости протяжки ленты из жгутов (1) и линейной скорости пропиточного барабана (2) достигается за счет управляемого вращения пропиточного барабана (2) исполнительным механизмом (24) с интеллектуальным приводом (25) от сигнала датчика скорости (26) протяжки ленты из жгутов, установленного на лентопроводнике (21).
Для поддержания одинаковой температуры 50…70°С в зонах измерения скорости (16, 17) ультразвуковых колебаний и в зоне пропитки устанавливаются инфракрасные нагреватели (27) под колпаком (28).
Использование устройства регулировки процентного содержания связующего вещества в ленте из жгутов армирующих волокон в реальных условиях производства показало положительные результаты.
Таким образом, новое техническое решение эффективно воспроизводится промышленным путем, подтверждает новый технический результат по сравнению с известным уровнем техники, соответствует критерию «промышленное применение», т.е. уровню изобретения.
Станок намоточный
Гидросистема для нагружения конструкций при прочностных испытаниях
Станок намоточный
Гидросистема для нагружения конструкций при прочностных испытаниях

