Результат интеллектуальной деятельности: СПОСОБ ЛИТЬЯ ОТЛИВОК
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу литья отливок, при котором металлический расплав заливается в литейную форму, которая охватывает отображающую получаемую отливку полость, причем литейная форма в виде разовой формы состоит из одной или нескольких частей или литейных стержней. При этом части литейной формы или литейные стержни формованы из формовочного материала, который состоит из стержневого песка, связующего и в качестве опции одной или нескольких добавок для установления определенных свойств формовочного материала.
Уровень техники
В традиционных способах этого типа обычно сначала подготавливается отображающая отливку литейная форма, литейные стержни и части которой предварительно изготовлены за отдельные операции. При этом литейная форма может быть составлена в виде так называемого «стержневого пакета» из большого числа литейных стержней, составленных, например, только из двух состоящих каждая из формовочного материала полуформ, в которых выполнена отображающая отливку формующая полость, причем также в этом случае могут использоваться формующие стержни для отображения в отливке выемок, полостей, каналов и т.п.
Типичными примерами отливок, получаемых предложенным способом, являются блоки и головки цилиндров. Для двигателей большой мощности, к которым предъявляются высокие требования, они изготавливаются из чугуна литьем в песчаные формы.
В качестве формовочного материала для частей литейной формы, образующих ее внешнее замыкание, в области чугунного литья обычно применяются кварцевые пески, смешанные с бентонитами, образователями пироуглерода и водой. Литейные стержни, отображающие внутренние полости и каналы отливки, напротив, формуются обычно из стандартных стержневых песков, которые смешаны с органическим или неорганическим связующим, например с синтетической смолой или жидким стеклом.
Независимо от вида стержневых песков и связующих основной принцип при изготовлении литейных форм, формованных из формовочных материалов описанного выше рода, заключается в том, что после формообразования связующее за счет подходящей термической или химической обработки отверждается, в результате чего песчинки стержневого песка склеиваются между собой, и в течение достаточно продолжительного времени обеспечивается прочность соответствующей части формы или соответствующего формующего стержня.
Именно при литье отливок большого объема из чугуна очень высоким может быть внутреннее давление, действующее на литейную форму после заливки металлического расплава. Чтобы воспринять это давление и надежно избежать растрескивания литейной формы, необходимо использовать либо толстостенные литейные формы большого объема, либо опорные конструкции, которые поддерживают литейную форму на ее наружной стороне.
Одна возможность такой опорной конструкции заключается в кожухе, надеваемом на литейную форму. Кожух выполнен обычно по типу рубашки, которая окружает литейную форму на ее периферийных сторонах, однако на своей верхней стороне имеет достаточно большое отверстие, чтобы обеспечить заливку расплава в литейную форму. При этом кожух имеет такие размеры, что после надевания в решающих для поддержания литейной формы участках между внутренними поверхностями кожуха и наружными поверхностями литейной формы остается заполняемое пространство. Это заполняемое пространство заполняется сыпучим заполнителем, что обеспечивает поддержание на большой площади соответствующего участка поверхности на кожухе. Чтобы достичь здесь максимально равномерного заполнения заполняемого пространства, так же равномерного контакта литейной формы с заполнителем и соответствующего равномерного поддержания ее хрупкого материала, в качестве заполнителя применяются, как правило, мелкозернистые, сыпучие заполнители, такие как песок или стальная дробь, которые имеют высокую насыпную плотность. После заполнения заполнитель дополнительно уплотняется. Целью здесь является получение максимально компактной заполняющей массы, которая по типу несжимаемого монолита обеспечивает непосредственную передачу опорных усилий с кожуха на литейную форму.
Металлический расплав заливается в литейную форму с высокой температурой, в результате чего также части литейной формы и литейные стержни, из которых состоит литейная форма, сильно нагреваются. Вследствие этого литейная форма начинает излучать тепло. Если температура литейной формы превышает определенную минимальную температуру, то связующее формовочного материала начинает испаряться и сгорать, высвобождая дополнительное тепло. Из-за этого связующее теряет свое действие. В результате этого разложения связующего связывание зерен формовочного материала, из которого изготовлены части литейной формы и ее литейные стержни, теряется, и литейная форма или ее состоящие из формовочного материала части и стержни распадаются на отдельные обломки.
Из практики известно, что этот эффект используется для извлечения отливки из соответствующей литейной формы. Так, например, из ЕР 0546210 В2 или ЕР 0612276 В2 известны способы термообработки отливок, при которых литейная форма с отливками в непрерывном процессе поступает непосредственно после заливки в термическую печь. При прохождении через печь литейная форма и отливки в течение достаточно длительного времени подвергаются воздействию температуры, при которой устанавливается нужное в результате термообработки состояние отливки. В то же время температура термообработки выбрана так, что связующее формовочного материала распадается. Самопроизвольно отваливающиеся тогда от отливки, состоящие из формовочного материала обломки литейной формы падают в термической печи на песчаную постель. Там они остаются определенное время, чтобы способствовать дальнейшему распаду обломков частей литейной формы и ее стержней. Измельчению отваливающихся от литейной формы обломков формовочного материала способствует то, что песчаная постель псевдоожижается за счет подачи горячего газового потока. Достаточно измельченные обломки формовочного материала подаются наконец на подготовку, где стержневой песок восстанавливается так, что он может использоваться для изготовления новых частей литейной формы и ее стержней.
Известный способ извлечения отливок из литейных форм и подготовки литейных форм, необходимых для литья отливок, зарекомендовал себя на практике при литье большими партиями деталей двигателей внутреннего сгорания из алюминия. Он предполагает, однако, печь значительной конструктивной длины и манипулирование литейными формами и отливками, которое оказывается сложным в случае деталей или литейных форм большого объема, требующих дополнительной поддержки за счет кожуха описанного выше рода. Это относится, в частности, к таким отливкам, которые мелкими и средними партиями должны изготавливаться из чугуна.
Раскрытие изобретения
На этом фоне задачей изобретения является создание способа, который с оптимизированной энергоэффективностью и особенно рентабельным образом обеспечивал бы изготовление отливок техникой литья.
Эта задача решается, согласно изобретению, в способе признаками п. 1 формулы изобретения.
Предпочтительные варианты осуществления изобретения охарактеризованы в зависимых пунктах формулы и ниже поясняются подробно, как и общая идея изобретения.
Согласно изобретению, предложен способ литья заготовок, при котором металлический расплав заливается в литейную форму, которая охватывает отображающую получаемую отливку полость. Литейная форма выполнена в виде разовой формы, которая состоит из одной или нескольких частей или литейных стержней. Эти части литейной формы формованы каждая из формовочного материала, которая состоит из стержневого песка, связующего и в качестве опции одной или нескольких добавок для установления определенных свойств формовочного материала.
Предложенный способ включает в себя следующие этапы:
- подготовку литейной формы;
- заключение литейной формы в корпус с образованием заполняемого пространства между по меньшей мере одним участком внутренней поверхности корпуса и соответствующим участком наружной поверхности литейной формы;
- заполнение заполняемого пространства сыпучим заполнителем;
- заливку металлического расплава в литейную форму,
- причем литейная форма при заливке металлического расплава начинает излучать тепло, которое является следствием вызванного горячим металлическим расплавом ввода тепла, и
- причем вследствие вызванного металлическим расплавом ввода тепла связующее формовочного материала начинает испаряться и сгорать, в результате чего оно теряет свое действие и литейная форма распадается на обломки.
Согласно изобретению, заполненный в заполняемое пространство заполнитель имеет настолько низкую насыпную плотность, что через засыпку, образованную там после заполнения заполняемого пространства заполнителем, может протекать газовый поток.
Кроме того, при этом при заполнении заполняемого пространства заполнитель имеет минимальную температуру исходя из которой температура заполнителя за счет тепла процесса, образующегося за счет тепла, излучаемого литейной формой, и тепла, высвобождающегося при сгорании связующего, возрастает до предельной температуры 700°С.
Таким образом, в основе предложенного способа лежит идея использовать заполнитель в смысле теплоаккумулятора и темперировать и выполнить этот теплоаккумулятор так, чтобы связующее формовочного материала, из которого изготовлены части литейной формы и ее стержни, уже в течение времени пребывания в кожухе в самой значительной степени разлагалось под воздействием температуры.
Этим достигается то, что состоящие из формовочного материала части и стержни литейной формы распались на обломки настолько, что эти обломки отваливаются от отливки, которая после удаления кожуха, по меньшей мере, в зоне своих внешних поверхностей в самой значительной степени свободна от приставших частей формы или от стержней.
В то же время в этот момент распались также стержни, которые внутри формуют каналы или полости, так что стержневой песок и обломки этих стержней либо уже в кожухе самопроизвольно высыпаются из отливки, либо известным сам по себе образом, например механическими способами, такими как тряска, или за счет промывки подходящей текучей средой, могут быть удалены из отливки.
Заполнитель, заполненный, согласно изобретению, в образованное между отливкой и кожухом заполняемое пространство, сыпучий, так что он полностью заполняет заполняемое пространство даже тогда, когда в зоне наружных поверхностей литейной формы имеются поднутрения, полости и т.п.
Решающим при этом является то, что, согласно изобретению, заполнитель имеет насыпную плотность, которая настолько мала, что через него даже после заполнения заполняемого пространства и, при необходимости, произведенного уплотнения может протекать газовый поток. Согласно изобретению, следовательно, в противоположность приведенному выше уровню техники в заполняемом пространстве не возникает максимально уплотненная засыпка, которая, правда, обеспечивает оптимальную поддержку литейной формы, однако в самой значительной степени газонепроницаема. Напротив, применяемый, согласно изобретению, заполнитель следует выбирать так, чтобы он был проницаем для газового потока, который устанавливается, например, вследствие термической конвекции. Она возникает тогда, когда литейная форма нагревается за счет залитого в нее металлического расплава, а испарившиеся компоненты связующего формовочного материала частей литейной формы и ее стержней начинают испаряться и сгорать с высвобождением тепла.
Когда здесь речь идет об испаряющемся и сгорающем связующем, то под этим подразумеваются те компоненты связующего, которые за счет теплоподвода становятся парообразными и горючими. Это не исключает того, что другие компоненты связующего в твердой или иной форме, например в виде продуктов крекинга, остаются в литейной форме и там оптимальным образом также разлагаются за счет воздействия тепла.
При этом предусмотренное, согласно изобретению, протекание газового потока через заполненный в заполняемое пространство заполнитель создает не только возможность того, что испаряющееся из литейной формы связующее само сгорает в зоне заполнителя, дополнительно нагревая его, но и обеспечивает дополнительно подачу кислорода, способствующего сгоранию связующего. Таким образом, за счет подведенного через металлический расплав и высвободившегося в результате сгорания связующего тепла процесса заполнитель нагревается до температуры, которая настолько высока, что вступающие в контакт с заполнителем, выходящие из литейной формы доли связующего частей и стержней формы сгорают или термически разлагаются, по меньшей мере, так, что они больше не обладают причиняющим ущерб окружающей среде действием или в виде отходящих газов могут отводиться из кожуха и подаваться на очистку.
Предварительно темперированный, согласно изобретению, заполнитель помещается в заполняемое пространство незадолго до заливки металлического расплава, чтобы минимизировать температурные потери.
После того как в заполняемом пространстве будет достигнута достаточная концентрация горючих газов формовочного материала, наступает сгорание за счет контакта с нагретым заполнителем. Сгорание выходящего из литейной формы связующего продолжается, и заполнитель продолжает темперироваться. Этот процесс длится до тех пор, пока из литейной формы не будут выходить настолько малые количества связующего, что в кожухе больше не возникнет горючей атмосферы. Однако горячий заполнитель по типу теплоаккумулятора поддерживает температуру выше предельной температуры, при которой происходит сгорание связующего. В соответствии с этим литейная форма пребывает, по меньшей мере, также при этой температуре, так что остатки связующего в литейной форме термически распадаются.
Для осуществления предложенного способа подходят, в частности, литейные формы, части и стержни которых состоят из формовочного материала, связанного органическим связующим. Для этого рассматриваются, например, стандартные, содержащие растворитель связующие или такие связующие, действие которых вызвано химической реакцией. Соответствующие связующие системы применяются сегодня в так называемом методе «Cold-Box».
В качестве предельной температуры на практике подходит, в частности, при переработке чугунного расплава температура 700°С. При температуре выше 700°С надежно сгорают, в частности, органические связующие. В то же время при этих температурах окисляются или иным образом обезвреживаются другие токсичные вещества, выходящие из литейной формы. То же относится к возникающим в литейной форме вследствие обусловленного температурой распада связующего продукты крекинга, которые надежно распадаются также при таких высоких температурах.
За счет того что, согласно изобретению, заполнитель заполняется в заполняемое пространство, будучи предварительно нагретым до определенной температуры, достигается то, что заполнитель вследствие подводимого тепла процесса нагревается до температуры выше предельной температуры. Практические опыты показали здесь, что в качестве минимальной температуры заполнителя при заполнении в заполняемое пространство достаточно температуры 500°С.
Вместе с выходом, сгоранием и разложением связующего формованные из формовочного материала части и стержни литейной формы распадаются на отдельные обломки, которые либо после удаления кожуха могут утилизироваться и подаваться на подготовку, либо предпочтительным образом могут отводиться из кожуха уже в течение длительности пребывания между заливкой металлического расплава и удалением кожуха. Для этой цели литейная форма может быть установлена на сетчатое дно, за счет чего улавливаются высыпающиеся через него обломки литейной формы. При этом практическим образом отверстия сетчатого дна выполняются так, что обломки литейной формы и заполнитель сообща высыпаются через сетчатое дно, улавливаются, подготавливаются и после подготовки отделяются друг от друга. Это имеет то преимущество, что в кожухе больше не останется никакого заполнителя, когда кожух снимается.
Кожух литейной формы может быть образован рубашкой, которая окружает ее на достаточном для образования заполняемого пространства расстоянии и состоит из теплоизолирующего и достаточно жесткого благодаря своей форме материала, действующей в качестве сетчатого дна, перфорированной несущей плитой, на которую устанавливается литейная форма, и также теплоизолирующей крышкой, надеваемой после заполнения литейной формы. Чтобы обеспечить контролируемый отвод образующихся в заполняемом пространстве отходящих газов, при этом может быть дополнительно предусмотрено отверстие для их отвода.
Также в предложенном способе заполненный в заполняемое пространство заполнитель может быть уплотнен, чтобы создать между литейной формой и кожухом натяжение, за счет которого надежное, точное по положению удержание литейной формы обеспечивается даже тогда, когда она выполнена в виде составленного из большого числа частей и стержней стержневого пакета. Как уже сказано, однако, вследствие малой насыпной плотности даже при таком компактированном заполнителе обеспечено протекание через него газового потока.
Эффективность достигнутого, согласно изобретению, разрушения частей и стержней литейной формы можно повысить еще за счет того, что не только заполнитель, но и сама литейная форма выполняются газопроницаемыми. Для этого можно целенаправленно выполнить в литейной форме каналы, по которым протекают образующиеся в заполняемом пространстве горячие отходящие газы или соответственно подогретый кислородсодержащий газ. Таким образом, также внутри литейной формы наступают быстрые испарение, сгорание и прочее термическое разложение связующего формовочного материала. Это дополнительно ускоряет распад литейной формы.
Целенаправленно выполненные в литейной форме каналы могут к тому же использоваться для ускоренного охлаждения определенных зон на или в отливке или для предотвращения такого ускоренного охлаждения, чтобы достичь определенных свойств отливки в соответствующей зоне.
В предложенном связующем после уплотнения натяжение передается касающимися друг друга зернами заполнителя. Чтобы при этом, несмотря на требуемую, согласно изобретению, газопроницаемость заполнителя, избежать бесконтрольного смещения его зерен, кожух может быть выполнен с обращенной к литейной форме структурированной внутренней поверхностью, на которую упирающиеся в эту поверхность зерна, по меньшей мере, местами опираются с геометрическим замыканием.
В то же время заполнитель должен иметь небольшую склонность к аккумулированию тепла, чтобы его можно было быстро нагревать и поддерживать на температуре выше предельной температуры в течение максимально длительного времени.
Оптимальным образом подходящий для целей изобретения заполнитель комбинирует тем самым малую насыпную плотность с низкой удельной теплоемкостью материала, из которого изготовлены отдельные, образующие заполнитель части.
Практические исследования показали здесь, что заполнитель, у которого произведение Р насыпной плотности Sd на удельную теплоемкость ср материала, из которого изготовлен заполнитель, составляет самое большее 1 кДж/дм3К (Р = Sd × ср ≤ 1 кДж/дм3К), причем особенно хорошо подходит заполнитель, у которого произведение Р = Sd × ср составляет самое большее 0,5 кДж/дм3К.
Независимо от того, осуществляется ли уплотнение, в качестве заполнителя зарекомендовали себя грануляты или прочий зернистый сыпучий материал. При этом такие сыпучие материалы с насыпной плотностью макс. 4 кг/дм3, в частности менее 1 кг/дм3 или даже менее 4 кг/дм3, особенно подходят для целей изобретения.
При применении зернистого сыпучего заполнителя во время практических опытов благоприятным оказалось, если средний диаметр зерен составляет 1,5-100 нм, причем оптимальным образом применяется заполнитель, размер зерен которого лежит в диапазоне 1,5-40 нм.
При этом заполнитель, состоящий из материалов с удельной теплоемкостью макс. 1 кДж/кгК, идеальным образом менее 0,5 кДж/кгК, показывает оптимальный для изобретения характер нагрева и теплоаккумулирования.
В качестве заполнителя подходят, в принципе, все термически нагружаемые сыпучие материалы, которые отвечают приведенным выше требованиям и являются достаточно температуростойкими. Для этого подходят, в частности, неметаллические сыпучие материалы, такие как грануляты из керамических материалов. Они могут иметь неправильную форму, сферическую форму или могут быть снабжены полостями, чтобы достичь хорошей газопроницаемости заполненного в заполняемое пространство заполнителя при одновременно небольшой теплоаккумулирующей способности. Также заполнитель может состоять из кольцеобразных или многоугольных элементов, которые при контакте между собой касаются друг друга лишь точечно, так что между ними остается соответственно достаточно места, чтобы обеспечить хорошую проницаемость.
Во избежание охлаждения заполнителя кислородсодержащим газовым потоком, направляемым опционально в кожух через газовый ввод, газовый поток перед своим входом в заполняемое пространство может быть нагрет до температуры выше комнатной температуры. При этом оптимальным образом температура газового потока лежит, по меньшей мере, на уровне минимальной температуры заполнителя. Для нагрева газового потока можно использовать, например, горячие отходящие газы, удаляемые из кожуха. Для этого может использоваться известный сам по себе теплообменник. Если предусмотрено сетчатое дно, через которое обломки литейной формы, при необходимости, вместе с заполнителем могут высыпаться из кожуха, то кислородсодержащий газовый поток может направляться также через это сетчатое дно. Это имеет не только преимущество ввода на большой площади, но и вызывает также то, что подаваемый газовый поток нагревается за счет контакта с горячими, высыпающимися из кожуха обломками формовочного материала и с также горячим заполнителем.
В качестве альтернативы или дополнительно можно также смешать часть потока отходящих газов с кислородсодержащим газовым потоком и возвратить полученную горячую газовую смесь в заполняемое пространство. Для этого может быть целесообразным, чтобы направляемый в заполняемое пространство кислородсодержащий газовый поток состоял на 10-90 об.% из отходящих газов.
Подаваемый в заполняемое пространство кислородсодержащий газовый поток может представлять собой, например, окружающий воздух.
Вследствие вызванного тепловой конвекцией внутри заполняемого пространства течения подаваемый в заполняемое пространство кислородсодержащий газовый поток может через выполненный подходящим образом ввод всасываться в заполняемое пространство. В качестве альтернативы, разумеется, также можно подавать газовый поток посредством воздуходувки и т.п. под определенным давлением в заполняемое пространство.
Оптимальное регулирование подаваемого в заполняемое пространство газового потока может осуществляться в зависимости от выходящего их кожуха объемного потока отходящих газов, чтобы избежать возникновения избыточного давления в царящей в заполняемом пространстве атмосфере. Для этого соответствующий газовый ввод может быть оборудован механизмом, который регулирует приточный воздух в зависимости от скорости течения. Для этой цели подходит, например, известная сам по себе маятниковая заслонка, которая подвешена и нагружена так, что напор проходящего через нее течения в зависимости от противовесов самопроизвольно регулирует скорость течения и тем самым подачу воздуха для горения.
Точно так же можно осуществлять на выпуске для отходящих газов измерение отходящих газов и регулировать кислородсодержащий газовый поток в зависимости от результата этого измерения, чтобы обеспечить в заполняемом пространстве полное сгорание связующего и прочих, возможно, выходящих из литейной формы газов.
Минимизации выброса токсичных веществ можно достичь в предложенном способе также за счет того, что кожух оборудован катализаторным устройством для разложения содержащихся в продуктах сгорания связующего токсичных веществ.
Извлеченная из литейной формы отливка после распада литейной формы может быть подвергнута термообработке, при которой она в соответствии с определенной кривой охлаждения контролируемым образом охлаждается для получения определенного состояния.
Разумеется, в одном кожухе сообща могут быть размещены одновременно несколько литейных форм и заполнены металлическим расплавом параллельно или последовательно с короткими промежутками времени.
В принципе, предложенный способ подходит для любого вида металлических литьевых материалов, при переработке которых возникает достаточно высокое тепло процесса. Предложенный способ особенно подходит для изготовления отливок из чугуна, поскольку благодаря высокой температуре чугунного расплава надежно достигаются температуры, предусмотренные, согласно изобретению, для сгорания связующего. В частности, предложенным образом могут перерабатываться чугуны GJL (чугуны с пластинчатым графитом), GJS (чугуны с шаровидным графитом) и GJV (чугуны с вермикулярным графитом), а также стальное литье.
Когда здесь речь идет о том, что используемая, согласно изобретению, литейная форма состоит из частей или стержней, формованных из формовочного материала, то это, разумеется, включает в себя также возможность изготовления внутри такой литейной формы отдельных частей, таких как кокили с охлаждением, опоры и т.п., из других материалов. Решающим является лишь то, чтобы литейная форма имела такой объем формовочного материала, чтобы в процессе заливки соответствующего металлического расплава произошло испарение связующего, которое тогда сгорает в заполняемом пространстве и нагревает заполнитель настолько, что он в течение времени, достаточного для полного в самой значительной степени разложения связующего, сохраняет температуру выше предельной температуры.
Очистка выходящего из кожуха потока отходящих газов может осуществляться за счет того, что еще имеющиеся в отходящих газах горючие вещества дожигаются в устройстве сжигания отходящего воздуха. Высвобождающееся при этом тепло может снова использоваться для подогрева направляемого в кожух кислородсодержащего газового потока.
Если предложенным образом с помощью нескольких литейных форм отливки изготавливаются параллельно, то может быть целесообразным, если литейные формы с соответствующими кожухами расположены сообща в туннеле, а образующиеся отходящие газы отводятся по общему трубопроводу для них.
Предложенный способ подходит, в частности, для изготовления литьем блоков и головок цилиндров для двигателей внутреннего сгорания. В частности, тогда, когда названные детали предназначены для коммерческих транспортных средств, они и необходимые для их изготовления литейные формы имеют сравнительно большой объем, при котором особенно заметно проявляются преимущества предложенного способа.
Возникающие обломки стержневого песка при их выходе из кожуха, как правило, еще настолько горячие, что их можно измельчить в традиционной размольной установке без дополнительного теплоподвода. Если обломки стержневого песка имеют вид смеси с заполнителем, то после размола осуществляется сепарация. Она происходит тогда очень просто, поскольку размер песчинок полученного после размола стержневого песка намного меньше размера зерен заполнителя. При этом размольная установка может быть рассчитана так, что она вызывает механическое предварительное кондиционирование стержневого песка. Такое предварительное кондиционирование может заключаться, например, в том, что в результате контакта стержневого песка с гранулятом заполнителя возрастает шероховатость поверхности песчинок и тем самым при последующей переработке в часть формы или в стержень улучшается адгезия связующего со стержневым песком.
Полученный после обработки регенерированный песок может быть известным сам по себе образом смешан с новым песком.
Краткое описание чертежей
Изобретение более подробно поясняется ниже со ссылкой на чертежи, на которых изображен пример его осуществления. Чертежи представляют:
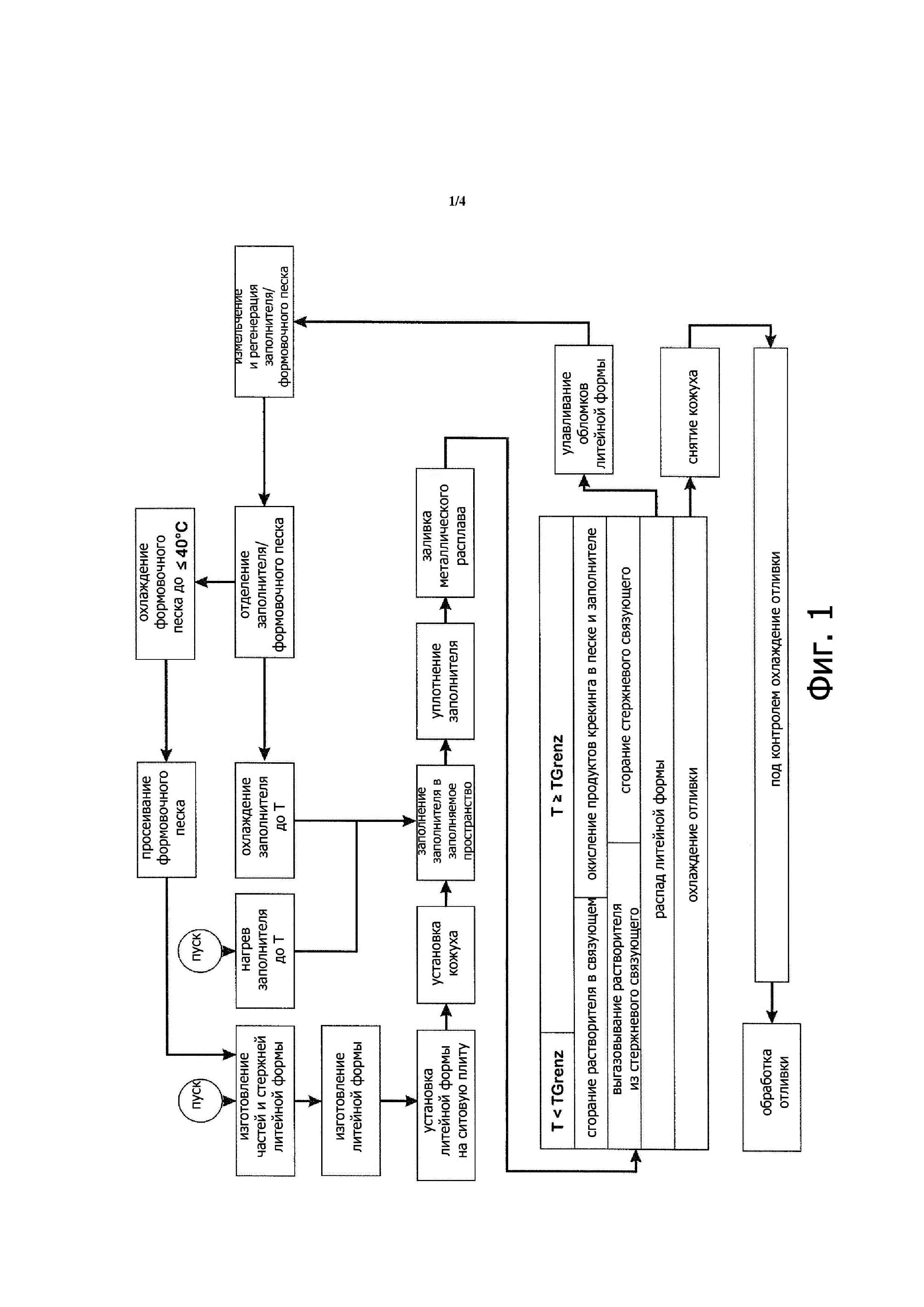
- фиг. 1: блок-схему процесса;
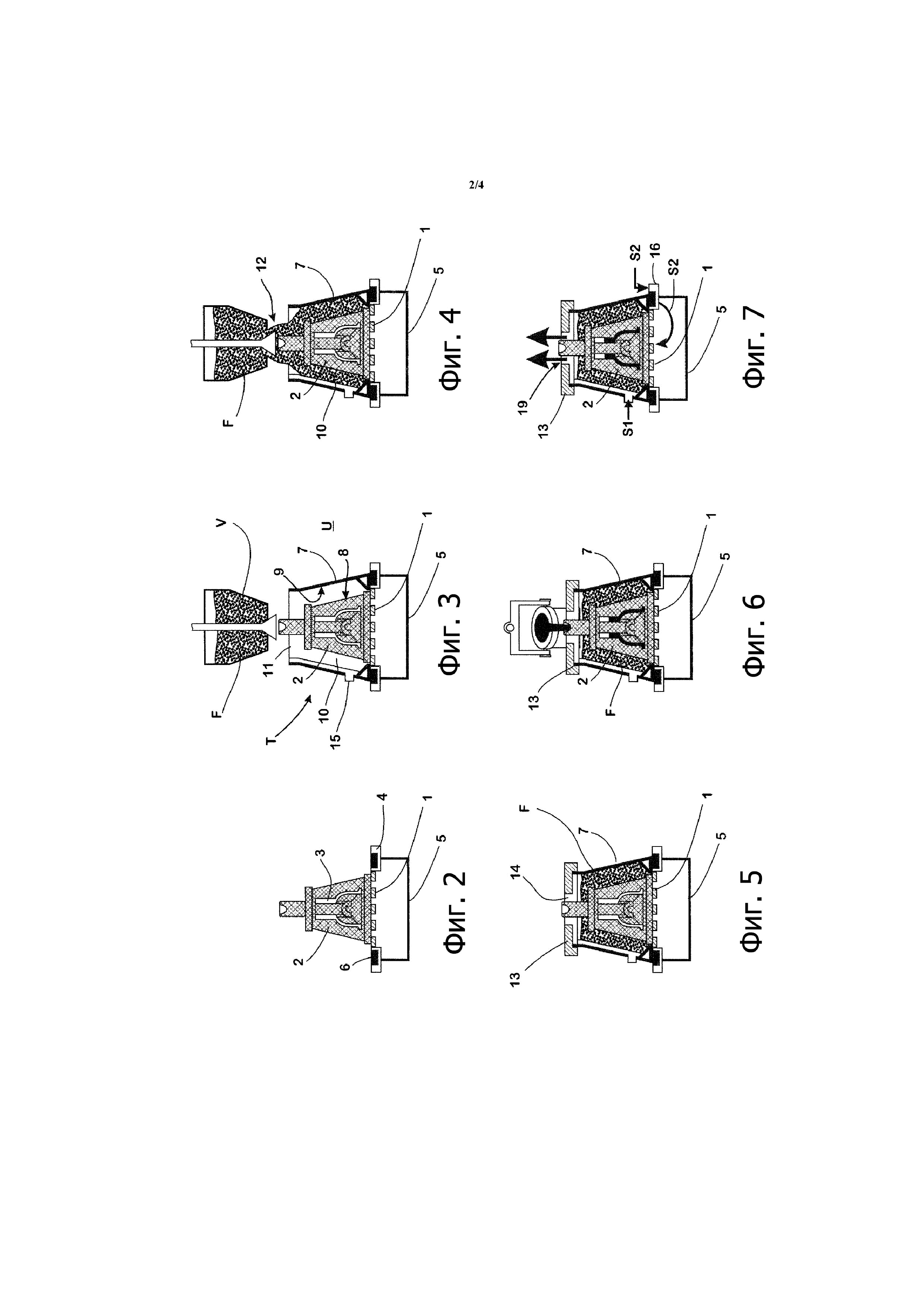
- фиг. 2-8: термореактор на различных этапах осуществления способа в разрезе вдоль его продольной оси;
- фиг. 9: открытый для извлечения отливки термореактор в соответствующем фиг. 2-8 виде;
- фиг. 10: устройство для охлаждения отливки;
- фиг. 11: готовую отливку;
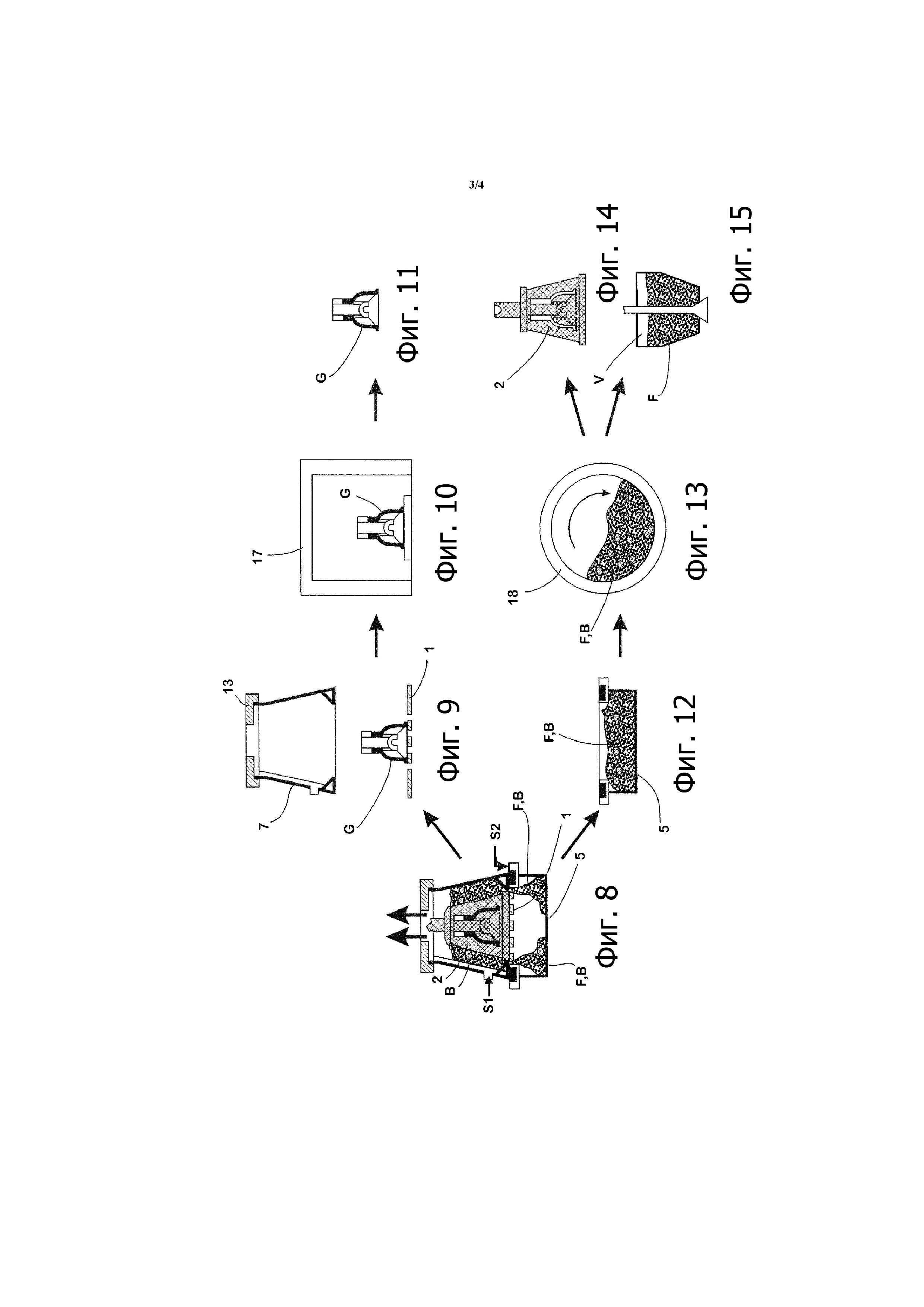
- фиг. 12: сборник термореактора в соответствующем фиг. 2-8 виде;
- фиг. 13: размольную установку для регенерации стержневого песка в разрезе поперек ее продольной оси;
- фиг. 14: литейную форму для литья отливки в соответствующем фиг. 2-8 виде;
- фиг. 15: заполненный заполнителем контейнер в соответствующем фиг. 2-8 виде.
Осуществление изобретения
На фиг. 1 в виде блок-схемы изображен цикл, возникающий при осуществлении способа. Цикл начинается с частей и стержней литейной формы из формовочного материала из нового, не использованного до сих пор стержневого песка, например кварцевого песка, и традиционного связующего, например стандартного связующего «Cold-Box». Точно так же используется новый заполнитель, например керамический гранулят со средним размером зерен 1,5-25 нм, который для первого применения следует нагреть до требуемой минимальной температуры, например 500°С, прежде чем его можно будет использовать. В дальнейшем эти исходные материалы можно будет повторно применять в цикле, как это поясняется ниже.
Термореактор Т, изображенный на фиг. 2-8 на различных этапах способа, содержит ситовую плиту 1, на которой установлена подготовленная для заливки чугунного расплава литейная форма 2. Литейная форма 2 предназначена для изготовления литьем отливки G, которая представляет собой в данном примере блок цилиндров для двигателя внутреннего сгорания коммерческого транспортного средства.
Литейная форма 2 традиционным образом в виде стержневого пакета состоит из большого числа расположенных снаружи внешних стержней или частей и расположенных внутри литейных стержней. Дополнительно литейная форма 2 может включать в себя детали из стали или других неразрушаемых материалов. К ним относятся, например, кокили с охлаждением и т.п., располагаемые в литейной форме 2, чтобы за счет ускоренного затвердевания соприкасающегося с кокилем расплава достичь направленного затвердевания отливки G.
Литейная форма 2 ограничивает от окружающего пространства U формующую полость 3, в которую заливается чугунный расплав для получения отливки G. При этом чугунный расплав течет через литниковую систему в формующую полость 3, которая здесь для наглядности не показана.
Стержни и части литейной формы 2 изготовлены традиционным образом методом «Cold-Box» из традиционного формовочного материала, который представляет собой смесь из стандартного стержневого песка, так же стандартного органического связующего и опциональных добавок, которые служат, например, для лучшего смачивания песчинок стержневого песка связующим. Из формовочного материала формуются литейные стержни и части литейной формы 2. Затем через полученные литейные стержни и части литейной формы пропускается реакционный газ для отверждения связующего в результате химической реакции и придания за счет этого стержням и частям литейной формы необходимой жесткости формы.
Ситовая плита 1 своим краем опирается на огибающий краевой уступ 4 сборника 5. В огибающую опорную поверхность краевого уступа 4 заделан уплотнительный элемент 6.
После позиционирования литейной формы 2 на ситовой плите 1 на огибающем краевом уступе 4 сборника 5 устанавливается относящийся также к термореактору Т кожух 7. Кожух 7 выполнен по типу колпака и окружает литейную форму 2 на ее внешних периферийных поверхностях 8. При этом периферия окруженного кожухом 7 пространства имеет завышенный размер относительно периферии литейной формы 2, так что после установки кожуха 7 на ситовом дне 1 между внешней периферийной поверхностью литейной формы 2 и внутренней поверхностью 9 кожуха 7 образуется заполняемое пространство 10. Своим обращенным к сборнику 5 краем кожух сидит на уплотнительном элементе 6, что обеспечивает герметичное замыкание заполняемого пространства 10 относительно окружающего пространства U. Кожух состоит из термоизолирующего материала, который может состоять из нескольких слоев, из которых один слой обеспечивает необходимую формоустойчивость кожуха 7, а другой – термоизоляцию. На своей верхней стороне кожух 7 ограничивает большое отверстие 11, через которое литейная форма 2 может заполняться чугунным расплавом, а заполняемое пространство 10 – заполнителем F (фиг. 3).
Для заполнения заполняемого пространства 10 заполнителем F, выполненным в виде зернистого гранулята и темперированного до температуры Тmin по меньшей мере 500°С, над отверстием 11 позиционируется контейнер V, из которого затем в заполняемое пространство 10 через распределительную систему 12 высыпается горячий заполнитель F (фиг. 4).
После завершения процесса заполнения заполненная в заполняемое пространство 10 засыпка заполнителя может быть, при необходимости, уплотнена. Затем на отверстие 11 устанавливается крышка 13, также имеющая отверстие 14, через которое в литейную форму 2 может заливаться чугунный расплав (фиг. 5).
После этого происходит заливка чугунного расплава в литейную форму 2 (фиг. 6).
Через выполненный в нижней краевой зоне кожуха 7 газовый ввод 15 в это время в заполняемое пространство 10 может подаваться кислородсодержащий окружающий воздух. Точно так же через ситовое дно 1 в заполняемое пространство 10 всасывается окружающий воздух, попадающий через впуск 16 в сборник 5 (фиг. 7).
Наступающее с заливкой чугунного расплава желаемое разрушение литейной формы 2 и последующее извлечение из нее отливки G протекают двумя этапами.
На первом этапе испаряется содержащийся в связующем растворитель. Выходящий из литейной формы 2 парообразный растворитель достигает в заполняемом пространстве 10 концентрации, при которой он самопроизвольно воспламеняется и сгорает. За счет высвобождающегося при этом тепла зернистый, доведенный до температуры Тmin около 500°С заполнитель нагревается выше предельной температуры ТGrenz 700°С, пока его температура не достигнет максимальной температуры Tmax приблизительно 900°С.
Если концентрации выходящих из литейной формы 2 компонентов связующего больше недостаточно для самостоятельного сгорания, нагретый таким образом заполнитель выполняет функцию теплоаккумулятора, за счет которого температура литейной формы 2 и в заполняемом пространстве 10 поддерживается на уровне, лежащем выше температуры ТGrenz 700°С. Благодаря этому сгорание выходящих из литейной формы 2 компонентов связующего и прочих потенциальных токсичных веществ продолжается до тех пор, пока из литейной формы 2 больше не будет выходить никакого связующего. Все еще выходящие тогда возможным образом из литейной формы 2 парообразные вещества окисляются господствующей в заполняемом пространстве 10 температурой или обезвреживаются иным образом.
Точно так же полноте сгорания выходящих из литейной формы 2 газов способствуют кислородсодержащие, образованные окружающим воздухом газовые потоки S1, S2, которые попадают в заполняемое пространство 10 кожуха 7 через газовый ввод 15 и ситовое дно 1.
Поскольку насыпная плотность заполнителя F настолько мала, что даже после уплотнения обеспечивается хорошая газопроницаемость имеющейся в заполняемом пространстве 10 засыпки заполнителя, обеспечивается хорошее перемешивание выходящих из литейной формы 2 газов с кислородом газовых потоков S1, S2. В то же время засыпка заполнителя в заполняемом пространстве 10 поддерживает литейную форму 2 на ее периферийных поверхностях, предотвращая таким образом прорыв чугунного расплава.
Протекание выходящих из литейной формы 2 газов через заполнитель F вызывает хорошее перемешивание с подаваемым газовыми потоками S1, S2, более длительное время пребывания и хорошую реакционную способность. Литейная форма нагревается как за счет сгорания связующей системы и внесенного залитым в литейную форму 2 металлом тепла, так и за счет предварительно нагретого заполнителя F. Вследствие этого удерживающая части и стержни литейной формы 2 связующая система почти полностью разрушается. Части и стержни литейной формы 2 распадаются вслед за этим на обломки В или отдельные песчинки.
Обломки В и несвязанные песчинки падают через ситовое дно 1 в сборник 5 и накапливаются там. В зависимости от прогресса разрушения литейной формы 2 ситовое дно 1 может быть открыто при этом так, что также заполнитель F попадает в сборник 5 (фиг. 8).
Для оптимального сжигания выходящих из литейной формы газов и для регенерации стержневого песка уже в кожухе температуры заполнителя F и текущих в заполняемое пространство 10 газов лежат оптимальным образом заметно выше 700°С. Для этого условия в термореакторе Т рассчитаны так, что процесс регенерации и обработка отходящих газов протекают самостоятельно независимо от готовности установки. Определяющими и установленными параметрами являются начальная температура заполнителя F, подаваемые через газовый ввод 15 и впуск 16 кислородсодержащие газовые потоки S1, S2 и сама литейная форма 2.
Прогресс разрушения литейной формы 2 и протекание затвердевания залитого в нее чугунного расплава согласованы между собой так, что отливка G достаточно затвердела, когда наступает распад литейной формы 2.
После того как литейная форма 2 в основном полностью распалась, сборник 5 с находящейся в нем смесью формовочного материала и заполнителя отделяется от ситового дна 1 и кожух 7 также снимается с ситового дна 1. Освобожденная в самой значительной степени от песка отливка G теперь свободно доступна и может быть под контролем охлаждена в предусмотренной для этого туннелеобразной камере 17 (фиг. 10). На основе этого процесса отливка G имеет высокую температуру при извлечении, при котором аустенитное превращение еще не завершено, а быстрое охлаждение привело бы к возникновению собственных напряжений и тем самым трещин. По этой причине отливка G охлаждается в охлаждающем туннеле 17 медленно в соответствии с кривыми при релаксационном отжиге. Подаваемый охлаждающий воздух рассчитывается так, чтобы профиль охлаждения достигался в зависимости от продукта.
Находящаяся в сборнике 5 по-прежнему горячая смесь из заполнителя F, стержневого песка и обломков В интенсивно перемешивается в размольной установке 18, которая может представлять собой, например, вращающуюся трубу, и смешивается с достаточным количеством окисляющего воздуха, благодаря чему сгорают имеющиеся еще, возможно, остатки связующего. На этом этапе процесса заполнитель F может быть также отделен от стержневого песка, и оба по отдельности подаются на охлаждение. Такая регенерация обеспечивает надежное соблюдение полного сгорания связующей системы и дополнительно за счет механического трения подготавливает поверхность стержневого песка к хорошей адгезии связующего для повторного использования в качестве стержневого песка.
Полученный стержневой песок охлаждается почти до комнатной температуры и после фракционного разделения подается на новую переработку в части литейной формы или литейные стержни для новой литейной формы 2.
Заполнитель F, напротив, охлаждается до предусмотренной начальной температуры Тmin и в цикле заполняется в контейнер V для повторного заполнения заполняемого пространства 10.
Количество направляемого в заполняемое пространство 10 в виде газовых потоков 1, 2 воздуха для сгорания регулируется механически настраиваемыми заслонками или задвижками, которые позволяют изменять сечения отверстий газового ввода 15 и впуска 16. Соответствующую настройку можно сначала определить за счет стехиометрически необходимого количества воздуха для сгорания связующей системы, а затем за счет измерений СО, NОх и О2 на выпуске 19 для отходящих газов, который образован отверстием 14 крышки 13 и выполнен в ней и через который из кожуха 7 отводятся образующиеся в заполняемом пространстве 10 отходящие газы.
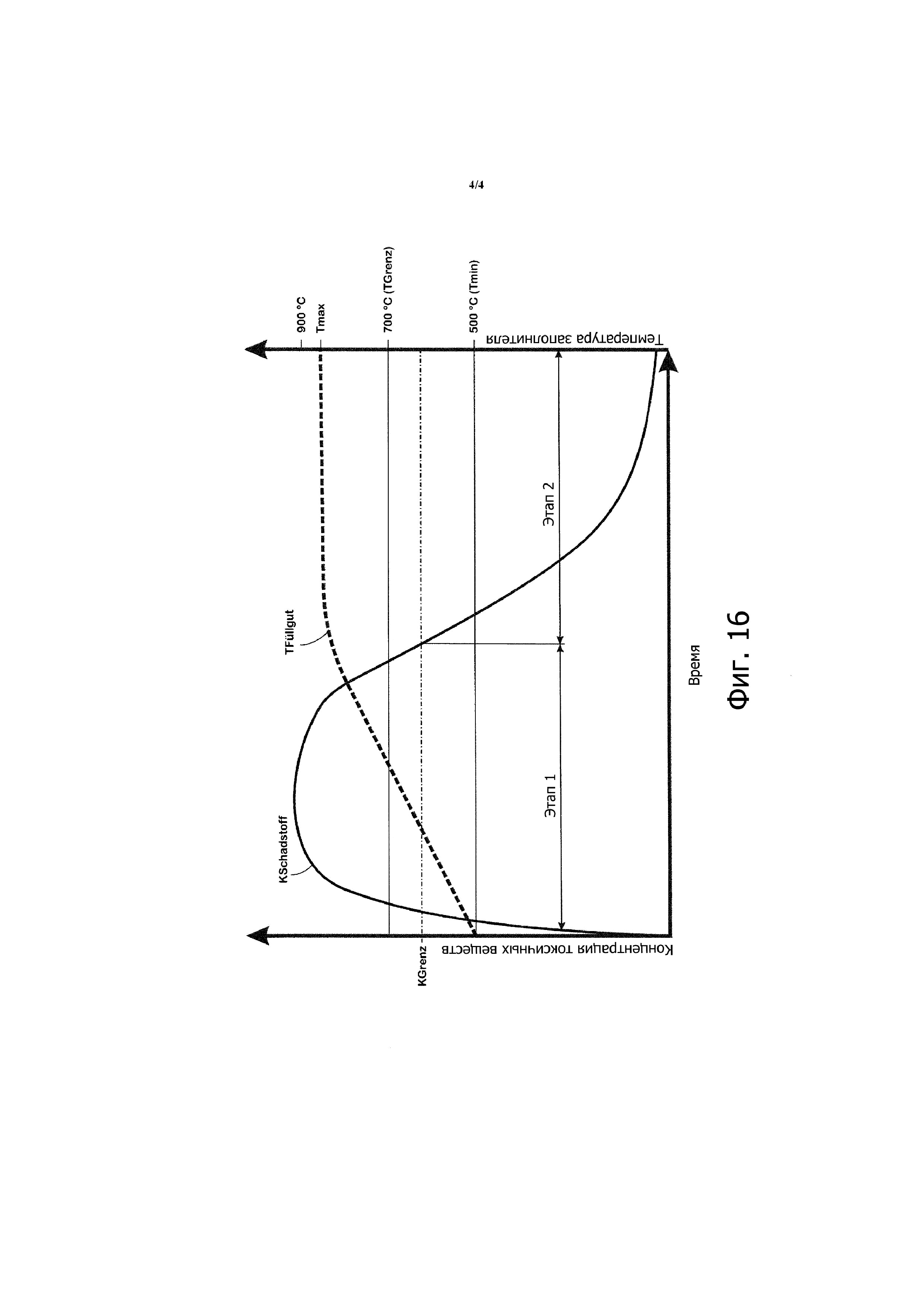
Как следует из фиг. 16, в заполняемом пространстве 10 непосредственно после разливки в результате испарения растворителя из связующей системы литейной формы 2 и прочих испарений достигается обозначенная кривой KSchadstoff высокая концентрация токсичных веществ, которая самостоятельно горела бы даже при комнатной температуре. Предел KGrenz, начиная с которого при комнатной температуре достигнута горючая концентрация токсичных веществ, обозначена на фиг. 16 штрихпунктиром. Из-за высокой минимальной температуры Тmin 500°С, царящей в заполняемом пространстве 10 за счет заполненного в него горячего заполнителя F, сгорание поступающих в заполняемое пространство 10 из литейной формы 2 газов начинается, однако, уже при заметно более низкой концентрации (фиг. 16).
За счет горения внутри гранулята на этапе 1 он нагревается, и его температура ТFüllgut через короткое время превышает предельную температуру TGrenz 700°С, при которой органические вещества, как известно, при достаточном содержании кислорода самопроизвольно окисляются и тем самым сгорают. Характеристика температуры ТFüllgut обозначена на фиг. 16 штриховой линией.
Этот этап (этап 1) интенсивного горения испаряющегося из литейной формы 2 связующего, продолжается до тех пор, пока концентрация KSchadstoff горючих газов, поступающих в заполняемое пространство 10 из литейной формы 2 и образованных в основном испаряющимся связующим, не уменьшиться настолько, что при комнатной температуре больше не будет происходить никакого горения.
Как уже сказано, за счет высокой температуры заполнителя более 700°С это окисление или горение на последующем этапе 2, тем не менее, продолжается, причем высвобождающегося тепла достаточно для дальнейшего повышения температуры заполнителя F, пока не будет достигнута максимальная температура Тmax. При этой температуре заполнитель сохраняет свое состояние, пока процесс разложения литейной формы 2 не будет прогрессировать настолько, что больше не произойдет никаких существенных газовыделений, литейная форма 2 распадется на мелкие части, а остатки формовочного материала упадут в сборник 5. Однако пока в заполняемом пространстве 10 происходят процессы горения, всегда возникает еще столько тепла, что заполнитель F в течение достаточно длительного времени пребывает в области, верхней границей которой является температура Тmax , а нижней – температура ТGrenz.
Согласно изобретению, за счет выбора температуры, с которой заполнитель заполняется в заполняемое пространство 10, момент, в который превышена предельная температура ТGrenz 700°С, устанавливается так, что он достигнут, прежде чем за счет низкой концентрации KSchadstoff токсичных веществ процесс горения в заполняемом пространстве 10 больше не будет происходить надежно с необходимой интенсивностью. Затем еще сильно нагретый заполнитель F гарантирует, что разложение и остаточное сгорание еще испаряющихся из литейной формы 2 газов будет происходить, даже если бы имеющаяся для этого в заполняемом пространстве концентрация горючих газов сама по себе при температурах ниже температуры ТGrenz была бы слишком мала.
Удалось доказать, что с содержащимися в литейной форме 2, испаряющимися и горючими веществами для горения в распоряжении имеется столько химической энергии, что можно было бы достичь температур заполнителя гораздо выше 1000°С. Однако в этом случае охлаждение отливки затянулось бы, так что потребовалось бы длительное время пребывания. Также это можно определить за счет начальной температуры, с которой заполнитель F заполняется в заполняемое пространство 10. Точно так же за счет увеличения действующих тогда в качестве охлаждающего воздуха газовых потоков S1, S2 можно предотвратить слишком резкое повышение температуры.
При выборе заполнителя F, который представляет собой, например, керамические тела, следует обратить внимание на то, чтобы отдельные зерна обладали высокой прочностью при сжатии для восприятия сжимающих усилий при литье и поддержания при циркуляции на минимальном уровне потерь от истирания. Другим критерием выбора является низкая теплоемкость в сочетании с насыпной плотностью заполнителя F, чтобы из этапа 1 как можно быстрее достичь повышения температуры выше 700°С. За счет окисления в заполнителе при соответствующем подводе воздуха для горения и относительно низкой температуре в значительной степени предотвращается образование оксида азота.
Поскольку выделяющиеся отходящие газы, согласно изобретению, в основном, даже на первом этапе нагревают засыпку заполнителя, внутри засыпки возникает температурный профиль, гарантирующий надежное горение. Вследствие возникающего в заполняемом пространстве 10 конвективного теплового потока воздух для горения движется в вертикальном направлении вверх, а выделяющиеся токсичные вещества вследствие сильного парообразования на первом этапе – в горизонтальном направлении внутрь засыпки заполнителя. За счет пересечения газовых потоков внутри заполнителя F обеспечивается хорошее перемешивание.
В зоне над литейной формой 2 газовые потоки тогда выровнены, и в самой горячей зоне газоотвода отходящие газы могут достаточно догорать в камере сгорания между крышкой 13 и заполнителем F перед выходом из выпуска 19 над заливочной воронкой.
В примере расчета на основе приведенных в таблице 1 параметров и значений веществ для предложенного процесса были определены тепловая энергия Qa, высвободившаяся в результате охлаждения расплава и сгорания связующего F, а также тепловая энергия Qb, необходимая для нагрева заполнителя и стержневого песка литейной формы.
При этом следует исходить из того, что в качестве расплава расплав серого чугуна заливается в литейную форму, части и стержни которой изготовлены традиционным методом «Cold-Box» из формовочного материала, состоящего из традиционного формовочного песка, т.е. из кварцевого песка, и также обычного для этих целей связующего.
Кроме того, предполагалось, что литьевой металл после литья отдает свое тепло литейной форме и заполнителю и что присущая используемому заполнителю химическая энергия в виде теплоты сгорания полностью имеется в распоряжении для его нагрева.
Отводимое для затвердевания расплава его тепло Нfus вычисляется тогда по формуле
Нfus = mSchmelze × hfus × 1/1000 МДж/кДж,
т.е. в данном примере:
Hfus = 170 кг × 96 кДж/кг × 1/1000 МДж/кДж = 16,3 МДж.
Высвобождающаяся в процессе охлаждения расплава тепловая энергия Qa1 вычисляется тогда по формуле
Qa1 = cp × ΔT × m × 1/1000 МДж/кДж – Hfus
в данном примере при
ΔT = (Т1 – Т2) = (850 К – 1500 К) = -650 К
как
Qa1 = 950 Дж/кгК × -650 К × 170 кг × 1/1000 МДж/кДж – 16,3 МДж,
Qa1 = -121 МДж.
В соответствующем расчете высвобождающаяся в результате сгорания содержащегося в формовочном материале заполнителя тепловая энергия Qa2 вычисляется по формуле
Qa2 = hi × mBinder × (-1)
как
Qa2 = 30 МДж/кг × 4 кг × (-1) = -120 МДж.
Сумма высвобождающихся тепловых энергий Qa = Qa1 + Qa2 составляет тогда -241 МДж.
Тепловая энергия Qb1, необходимая для нагрева стержневого песка литейной формы с температуры Т1 до температуры Т2, вычисляется по формуле
Qb1 = срKernsand × (T2 – T1) × mKernsand
как
Qb1 = 835 Дж/кгК × (800 К – 20 К) × 255 кг = 166 МДж.
Точно так же тепловая энергия Qb2, необходимая для нагрева заполнителя с температуры Т1 до температуры Т2, вычисляется по формуле
Qb2 = срFüllgut × (T2 – T1) × mFüllgut
как
Qb2 = 754 Дж/кгК × (800 К – 500 К) × 125 кг = 28 МДж.
Потребность в тепле Qb = Qb1 + Qb2, необходимая для нагрева находящегося вначале еще при комнатной температуре 20°С стержневого песка литейной формы и заполненного с температурой Т1 500°С заполнителя до конечной температуры Т2 800°С, составляет тогда в целом Qb = 166 МДж + 28 МДж = 194 МДж.
При приведенных в таблице 1 параметрах вследствие ввода тепла расплавом и сгорания выходящего из литейной формы заполнителя избыток энергии, имеющийся в распоряжении для нагрева заполнителя F и для компенсации допусков и потерь, составляет 47 МДж.
Приведенное в таблице 1 определение энергобаланса, достигаемого при литье расплава серого графита, показывает, что при применении так же традиционных формовочных материалов, полученных на основе традиционной связующей системы с применением кварцевого песка, имеет место заметный избыток тепловой энергии. Подаваемыми кислородсодержащими газовыми потоками 1, 2 при этом рассмотрении можно пренебречь, поскольку их влияние энергетически очень мало.
В таблице 2 для различных сыпучих материалов, которые в отношении своей температуростойкости, в принципе, подошли бы для применения в качестве заполнителя, приведены насыпная плотность Sd, удельная теплоемкость ср и произведение Р = Sd × ср. Оказывается, что, например, стальная дробь имеет, правда, заметно меньшую удельную теплоемкость ср, чем керамический гранулят описанного здесь вида, однако заметно слишком большую насыпную плотность, чтобы обеспечить предписанную, согласно изобретению, газопроницаемость предусмотренного в заполняемом пространстве вокруг литейной формы заполнителя.
Таблица 1
|
Таблица 2
|
Перечень ссылочных позиций
1 – ситовая плита
2 – литейная форма
3 – формующая полость
4 – огибающий краевой уступ
5 – сборник
6 – уплотнительный элемент
7 – кожух (корпус)
8 – периферийные поверхности литейной формы
9 – внутренняя поверхность кожуха
10 – заполняемое пространство
11 – отверстие кожуха
12 – распределительная система
13 – крышка
14 – отверстие крышки
15 – газовый ввод
16 – впуск
17 – охлаждающий туннель
18 – размольная установка
19 – выпуск для отходящих газов
В – обломки
F – заполнитель
G – отливка
S1, S2 – кислородсодержащие газовые потоки
T – термореактор
U – окружающее пространство
V – контейнер
Способ литья детали
Способ литья детали
Способ и устройство для содействия водителю транспортного средства, в частности коммерческого транспортного средства

