Результат интеллектуальной деятельности: СБОРНЫЙ РЕЗЕЦ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ
Вид РИД
Изобретение
Инструмент относится к металлообработке, а именно к изготовлению резцов.
Известен сборный резец для контурного точения, содержащий корпус, опорную и режущую параллелограмные пластины по ГОСТ 19062-803, прихват и крепежные винты (см. ГОСТ 20872-80, тип 1, 2 «Резцы токарные сборные для контурного точения с механическим креплением многогранных твердосплавных пластин»).
Недостатком стандартных сборных резцов является пониженный ресурс использования параллелограмных СМП ввиду отсутствия резьбового механизма с возможностью взаимодействия его упорного винта с торцом перешлифованной СМП.
Также известен сборный резец, содержащий державку, имеющую державочную часть и головку с гнездом для установки режущей пластины, и прихват, при этом в головке со стороны державочной части введен резьбовой механизм с возможностью взаимодействия его упорного винта с одним из торцов пластины (DD 61177 А, B23B 27/16, 05.04.1968, фиг. 1-4). Данный резец взят авторами в качестве прототипа.
Недостатком является то, что при установке на резце перешлифованной СМП прихват выполнен без поперечного паза, что не позволяет его перемещению параллельно режущей кромки.
Техническим решением является повышение ресурса и надежного крепления многократно перешлифованных (заточенных) параллелограмных пластин.
Технический результат достигается тем, что в головке резца со стороны державочной части введен резьбовой механизм с возможностью взаимодействия его упорного винта с одним из торцов пластины; дополнительный технический результат достигается также тем, что прихват выполнен двухплечим с поперечным пазом, параллельным его переднему торцу главной режущей кромки. Изобретение поясняется чертежами.
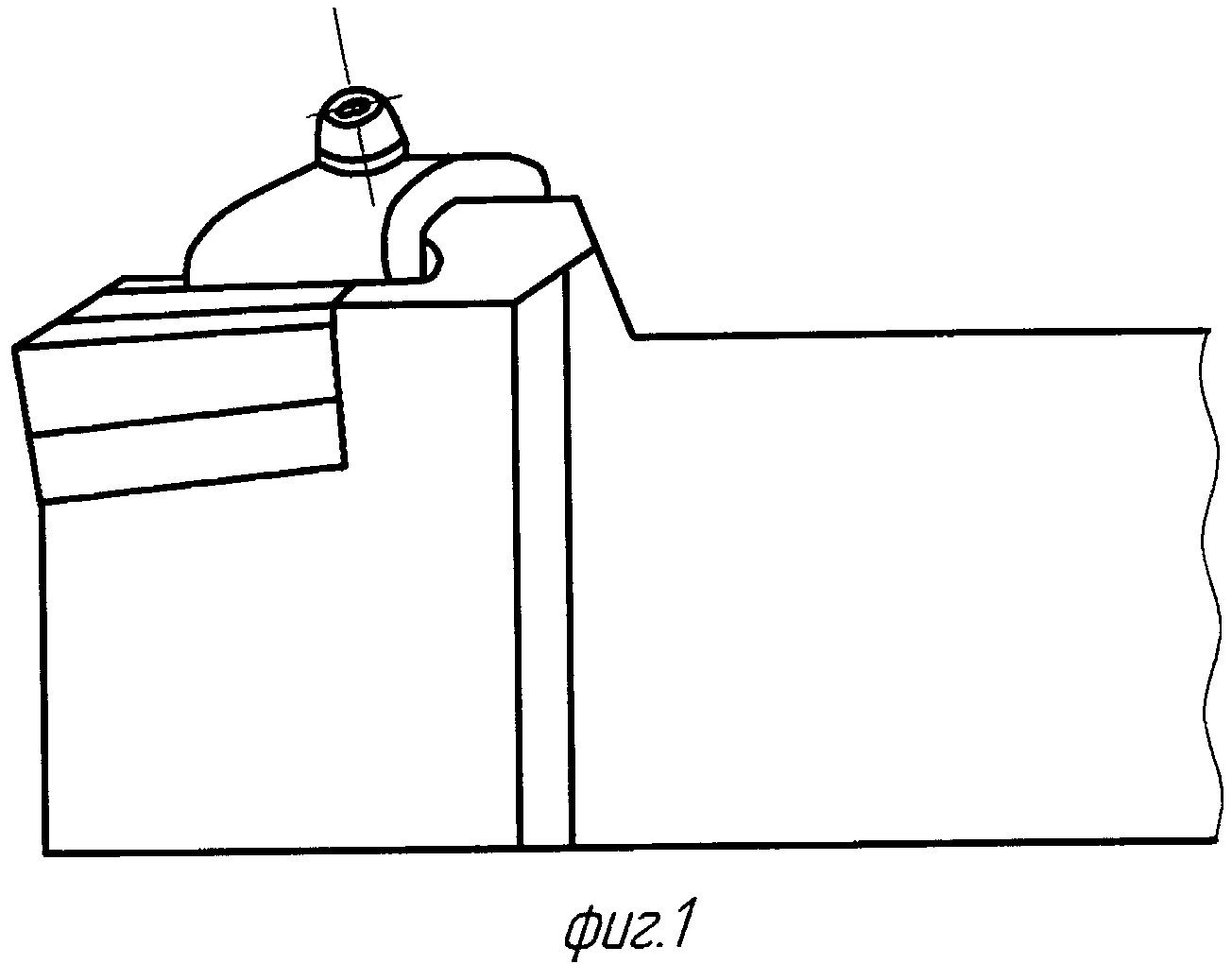
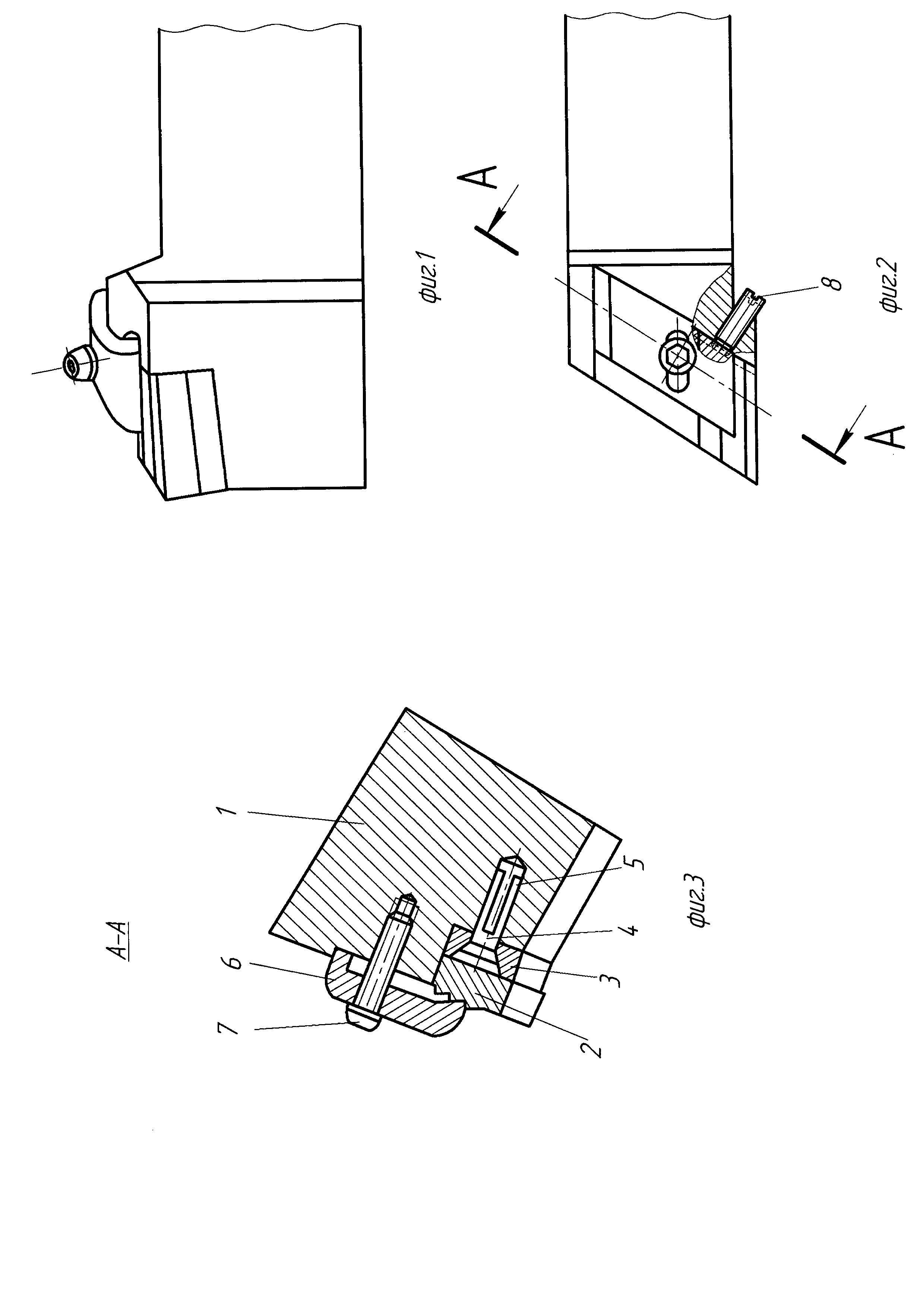
На фиг. 1 показан резец, вид спереди, на фиг. 2 – то же, вид сверху; на фиг. 3 - сечение А-А на фиг. 2.
Сборный резец для контурного точения содержит державку 1, опорную 3 и режущую параллелограмную 2 пластины, прихват 6, установленный в пазу, крепежный винт 7, резьбовой механизм, состоящий из дополнительно выполненного в державке резьбового отверстия, и снабженного регулировочным винтом 9.
Резьбовой механизм расположен в выступе головки резца, резьбовое отверстие которого выполнено перпендикулярно и на уровне торцевой поверхности параллелограммной пластины 2.
Опорную пластину 3 закрепляют на державке посредством штифта 4 с жестко-упругими элементами 5.
Подготовка сборного резца к работе осуществляется следующим образом.
При установке переточенную режущую параллелограмную пластину 2 перемещают в сторону вершины резца, при этом она лишается упорной поверхности гнезда, что ухудшает надежность ее крепления. Для осуществления перемещения и надежного закрепления пластины корпус резца снабжен резьбовым механизмом с возможностью взаимодействия его упорного винта с торцом пластины.
При этом прихват выполнен большей ширины и с поперечным пазом, расположенным параллельно главной режущей кромки (см. фиг. 2).
Регулировку величины (0,3…0,8 мм) нависания пластины над вершиной державки производят посредством винта 8, а прихват 6 перемещают в сторону вершины резца. Производят закрепление режущей пластины 2 посредством винта 7.
Таким образом предлагаемое техническое решение позволяет повысить ресурс и надежное закрепление перезаточенных параллелограмных сменных пластин, сократить номенклатуру резцов, что способствует снижению эксплуатационных расходов, и особенно в массовых производствах.
Парогазовая установка электростанции
Способ изготовления металлодеревянной балки
Адаптивный виброизолятор для виброакустической защиты промышленного оборудования и трубопроводов
Способ очистки артезианской воды
Устройство очистки артезианских вод
Цифровой модулятор для преобразователя частоты
Парогазовая установка с паротурбинным приводом компрессора и высоконапорным парогенератором с промежуточным пароперегревателем
Парогазовая установка с паротурбинным приводом компрессора и высоконапорным парогенератором с промежуточным пароперегревателем
Катализатор глубокой гидроочистки нефтяных фракций и способ его приготовления
Способ производства натурального сырного ароматизатора на основе ферментно-модифицированного сыра
Вертикальный стальной резервуар
Цифровой модулятор для преобразования частоты
Способ получения (s)-3-(аминометил)-5-метилгексановой кислоты
Способ производства съедобных пленок из яблочного сырья
Расплавляемый электролит для химического источника тока
Сборная дисковая фреза

