Результат интеллектуальной деятельности: РОТОР С ВСТАВНОЙ ЧАСТЬЮ
Вид РИД
Изобретение
Изобретение относится к ротору для электрической машины, который содержит
- листовой пакет, который имеет расположенные в осевом направлении стальные листы и канавку,
- при этом листовой пакет и канавка проходят в осевом направлении от первого осевого конца ко второму осевому концу вдоль оси вращения,
- при этом канавка имеет заполнение канавки, которое содержит первый материал,
- при этом первый материал имеет металлический элемент периодической системы элементов,
- при этом заполнение канавки имеет литую металлическую зону, которая проходит на первом осевом конце концевой зоной в первом направлении перпендикулярно осевому направлению по меньшей мере частично за листовой пакет.
Кроме того, изобретение относится к последовательности роторов с ротором, к вставной части для ротора, к электрической машине с ротором, а также к способу изготовления ротора и к применению вставной части для ротора.
Канавка таких роторов, с одной стороны, по существу полностью заполнена одним или несколькими конструктивными элементами в качестве заполнения канавки, материалы которого имеют металлический элемент периодической системы. Так, большая часть заполнения канавки может иметь аналогичные свойства материала, которые без больших конструктивных мер участвуют в определении качества ротора. Так, например, заполнение канавки может иметь конструктивные элементы с аналогичными коэффициентами теплового расширения, которые приводят к небольшим механическим напряжениям внутри ротора при его нагревании и тем самым к небольшой опасности повреждения ротора.
Такой ротор известен также из публикации JP 10 028360 А. Публикация исходит из того, что в короткозамкнутых роторах с алюминием и медью учитывается эффект соединения между различными металлами, т.е. образование высокоомного реакционного слоя. А именно, он приводит к ухудшению свойств электродвигателя. В публикации указывается, что эффективность электродвигателя с короткозамкнутым ротором улучшается за счет того, что покрытый алюминием медный стержень или алюминиевый стержень заполняет канавку приблизительно на 70%, и остаток канавки заполняется литым алюминием. При этом указано, что реакционный слой не образуется ни при покрытом медном стержне, ни при алюминиевом стержне. При применении алюминиевого стержня образование реакционного слоя с высоким сопротивлением предотвращается на основании одинакового материала для стержня и для литья под давлением. Кроме того, алюминиевый стержень имеет большую электрическую проводимость, поскольку он не имеет полых пространств, которые возникают при литье под давлением алюминия. Это способствует улучшению качества ротора для электрической машины с высоким коэффициентом полезного действия.
Поэтому в основу изобретения положена задача создания ротора для электрической машины с высоким качеством, который обеспечивает возможность дешевого изготовления.
Эта задача решена с помощью ротора с признаками пункта 1 формулы изобретения. Ротор, согласно изобретению, для электрической машины содержит:
- листовой пакет, который имеет расположенные в осевом направлении стальные листы и канавку,
- при этом листовой пакет и канавка проходят в осевом направлении от первого осевого конца ко второму осевому концу вдоль оси вращения,
- при этом канавка имеет заполнение канавки, которое содержит первый материал,
- при этом первый материал имеет металлический элемент периодической системы элементов,
- при этом заполнение канавки имеет литую металлическую зону, которая проходит концевой зоной на первом осевом конце в первом направлении перпендикулярно осевому направлению по меньшей мере частично за листовой пакет,
- при этом литая металлическая зона проходит от первого осевого конца до второго осевого конца через канавку и заполняет в первом направлении перпендикулярно осевому направлению первую часть канавки первым материалом,
- при этом вставная часть заполняет в первом направлении перпендикулярно осевому направлению вторую часть канавки вторым материалом,
- при этом второй материал имеет металлический элемент периодической системы,
- при этом вставная часть и литая металлическая зона соединены с замыканием по материалу с помощью соединительной зоны.
Задача решена также с помощью последовательности с признаками пункта 10 формулы изобретения. Последовательность, согласно изобретению, роторов по меньшей мере для одной электрической машины имеет первый ротор, согласно изобретению, и второй ротор, при этом второй ротор имеет
- второй листовой пакет, который имеет расположенные в осевом направлении стальные листы и вторую канавку,
- при этом второй листовой пакет и вторая канавка проходят в осевом направлении от третьего осевого конца до четвертого осевого конца вдоль оси вращения,
- при этом вторая канавка имеет второе заполнение канавки, которое содержит четвертый материал,
- при этом четвертый материал имеет металлический элемент периодической системы,
- при этом второе заполнение канавки имеет вторую литую металлическую зону, которая проходит второй концевой зоной на третьем осевом конце в первом направлении перпендикулярно осевому направлению по меньшей мере частично за второй листовой пакет,
- при этом первый объем, который содержит объем литой металлической зоны и объем вставной части, больше второго объема, который содержит объем литой второй металлической зоны.
Задача решена также с помощью вставной части с признаками пункта 12 формулы изобретения. Вставная часть, согласно изобретению, предназначена для ротора, согласно изобретению.
Задача решена также с помощью электрической машины с признаками пункта 13 формулы изобретения. Электрическая машина, согласно изобретению, имеет ротор, согласно изобретению, и статор.
Задача решена также с помощью способа изготовления с признаками пункта 14 формулы изобретения. В способе, согласно изобретению, изготовления ротора, согласно изобретению, при литье литой металлической зоны вставная часть и литая металлическая зона соединяются с замыканием по материалу с помощью соединительной зоны.
Задача решена также за счет применения вставной части с признаками пункта 15 формулы изобретения. В применении, согласно изобретению, вставная часть применяется для ротора, согласно изобретению.
С помощью ротора, согласно изобретению, задача решается предпочтительно тем, что за счет литой металлической зоны, вставной части и их соединения с замыканием по материалу с помощью соединительной зоны, может быть создан ротор высокого качества с небольшими затратами на материал и изготовление. Ротор, согласно изобретению, высокого качества можно создавать предпочтительно экономично с помощью способа, в котором литье литой металлической зоны осуществляется с одного из осевых концов листового пакета. Предпочтительно, можно использовать не дорогое устройство для литья литой металлической зоны, поскольку устройство должно создавать небольшое количество жидкого первого материала и подавать в канавку.
Ротор, согласно изобретению, для вращения ротора вокруг оси вращения может иметь вал, который проходит вдоль оси вращения и на котором закреплен листовой пакет.
Соединительная зона имеет металлические связи между первым материалом и вторым материалом, которые соединяют с замыканием по материалу вставную часть и литую металлическую зону.
Вставная часть может состоять преимущественно из второго материала. Так, предпочтительно и экономично, кусок второго материала можно применять в качестве исходной точки для изготовления вставной части, поскольку кусок преобладающим образом заполняет объем вставной части. Таким образом, предпочтительно нет необходимости или необходимо наносить лишь небольшое количество других материалов на вставную часть. Небольшое количество материалов можно наносить, например, за счет покрытия поверхности вставной части слоем третьего материала.
Литая металлическая зона может состоять из первого материала. Таким образом, литую металлическую зону можно отливать предпочтительно экономично в виде одного куска.
Материал, например сплав, может иметь различные элементы, например, различные металлические элементы периодической системы. Доля по массе элемента периодической системы определяется посредством деления массы доли элемента в материале на общую массу материала. Доля по массе определяется в процентах посредством деления массы доли элемента в материале на общую массу материала и умножения на 100. В частности, этот расчет доли по массе относится к сплавам, поскольку в сплаве доля по массе означает больше, чем в других материалах, в которых различные элементы периодической системы соединены друг с другом меньшими силами, чем при металлических связях. Сплав является металлом, который имеет металлургические свойства. Таким образом, сплав является также материалом, в котором массовая доля металлического элемента периодической системы составляет по меньшей мере 99%. Металлический элемент периодической системы может иметь массовую долю от более 0% до почти 100%. Когда соединительная зона имеет различные массовые доли металлического элемента первого материала и материала поверхности вставной части, то соединительная зона может быть предпочтительно легированной зоной. Материал поверхности вставной части является вторым материалом или третьим материалом. Последнее относится к случаю, когда за счет изготовления вставной части поверхность вставной части покрывается слоем третьего материала. Легированная зона имеет по меньшей мере одну металлическую фазу, в которой может распознаваться отличный стехиометрический состав по сравнению с первым материалом и материалом поверхности вставной части. Под поверхностью вставной части принципиально понимается поверхность вставной части перед литьем литой металлической зоны.
Листовой пакет может содержать другие канавки, которые проходят в осевом направлении от первого осевого конца к другому осевому концу вдоль оси вращения, при этом другие канавки имеют заполнения канавки. Так, другие канавки предпочтительно могут быть экономично заполнены с одного из осевых концов первым материалом.
Литая металлическая зона может содержать литые частичные зоны, которые проходят в других канавках от первого осевого конца ко второму осевому концу и заполняют в первом направлении перпендикулярно осевому направлению первые части других канавок первым материалом. Таким образом, заполнения других канавок имеют литые частичные зоны, при этом другие вставные части в первом направлении перпендикулярно осевому направлению заполняют вторые части других канавок вторым материалом, и другие вставные части и литые частичные зоны соединены с замыканием по материалу с помощью других соединительных зон. Таким образом, заполнения первой части канавки и соответствующие первые части других канавок можно предпочтительно отливать с высоким количеством из первого материала, а вставную часть и другие вставные части и их соединения с замыканием по материалу можно изготавливать с высоким качеством и с небольшими затратами на материал и изготовление.
Концевая зона литой металлической зоны может соединять с замыканием по материалу литую металлическую зону с литыми частичными зонами с помощью первого материала с образованием короткозамкнутого кольца. Таким образом, можно предпочтительно экономично изготавливать короткозамкнутое кольцо с высоким качеством для работы электрической машины.
Литая металлическая зона может проходить в другой концевой зоне на втором осевом конце в первом направлении перпендикулярно осевому направлению по меньшей мере частично за листовой пакет. Таким образом, ротор, согласно изобретению, относительно длины ротора, которая измеряется между первым и вторым осевым концом ротора, предпочтительно можно выполнять в готовом виде дешево с высоким качеством на первом и втором осевом конце. В противоположность этому, ротор, согласно изобретению, который возникает за счет последовательного расположения друг за другом листовых пакетов, не выполняется в готовом виде, когда короткозамкнутое кольцо отливается на одном из осевых концов на двух листовых пакетах. В данном случае для полного изготовления ротора относительно длины ротора необходимо еще соединять по меньшей мере два листовых пакета.
Комбинированная часть имеет литую металлическую зону и соединенную с литой металлической зоной с замыканием по материалу с помощью соединительной зоны вставную часть.
Предпочтительно, комбинированная часть может также иметь другие вставные части. Предпочтительно, комбинированная часть образует заполнение канавки и других канавок, в частности, всех других канавок, которые проходят в осевом направлении от первого осевого конца до второго осевого конца вдоль оси вращения. Таким образом, необходимые заполнения канавки можно предпочтительно изготавливать в способе изготовления ротора, согласно изобретению, посредством вставления вставной части и других вставных частей и посредством литья литой металлической зоны.
Последовательность, согласно изобретению, роторов по меньшей мере для одной электрической машины имеет также другое преимущество, что последовательность, которая имеет второй ротор, может быть экономично расширена на ротор с вставной частью в качестве первого ротора. Для этого, среди прочего, нет необходимости в приобретении нового устройства для литья литой металлической зоны, когда существующее устройство для литья литой металлической зоны при заполнении канавки первого ротора без вставной части не может в достаточном количестве поставлять первый материал для высокого качества ротора. Если второй ротор содержит вторую вставную часть, то второй объем содержит объем литой металлической зоны и объем второй вставной части. В этом случае объем вставной части может быть предпочтительно больше, чем объем второй вставной части, для того чтобы не было необходимости в приобретении нового устройства для литья литой металлической зоны. Если первый ротор имеет другие вставные части в других канавках, то первый объем содержит также объемы других вставных частей. То же относится ко второму ротору, когда он имеет другие вставные части.
Вставная часть, согласно изобретению, для ротора, согласно изобретению, имеет также то преимущество, что вставную часть можно экономично изготавливать с высоким качеством независимо от изготовления ротора.
Электрическая машина, согласно изобретению, имеет также другое преимущество, что литая металлическая зона, вставная часть и их соединение с замыканием по материалу с помощью соединительной зоны обеспечивают предпочтительное магнитное взаимодействие между ротором и статором через воздушный зазор экономично с высоким качеством. Для этого литая металлическая зона, вставная часть и их соединение с замыканием по материалу с помощью соединительной зоны предпочтительно поддерживает сжимание листового пакета.
Воздушный зазор ограничивается в направлениях перпендикулярно осевому направлению с помощью статора и ротора. Ротор может иметь приспособление для обеспечения магнитного взаимодействия через воздушный зазор со статором, в частности с закрепленной на статоре обмоткой. Для этого приспособление может иметь постоянный магнит и/или обмотку.
В электрической машине, согласно изобретению, приспособление может предпочтительно иметь дешевую короткозамкнутую обмотку, которая содержит литую металлическую зону, вставную часть и соединительную зону.
В электрической машине, согласно изобретению, вал может быть установлен с помощью первого опорного устройства в первом подшипниковом щите и с помощью второго опорного устройства во втором подшипниковом щите. Таким образом, подшипниковые щиты или корпус, который имеет подшипниковые щиты, можно использовать в качестве опоры относительно крутящего момента.
При работе электрической машины, согласно изобретению, в качестве генератора, ротор приводится во вращение вокруг оси вращения с помощью механической энергии. За счет магнитного взаимодействия между ротором и статором механическая энергия может преобразовываться в электрическую энергию. Электрическую энергию можно снимать с обмотки, которая закреплена на статоре, посредством подключения электрического потребителя.
При работе электрической машины, согласно изобретению, в качестве электродвигателя, электрическая энергия подается через обмотку, и за счет магнитного взаимодействия между статором и ротором электрическая энергия преобразуется в механическую энергию. При этом ротор приводится во вращение вокруг оси вращения, и механическая энергия может передаваться с вала механическому потребителю в виде вращательного движения.
Способ, согласно изобретению, изготовления ротора, согласно изобретению, также имеет другое преимущество, что для изготовления заполнения канавки и концевой зоны литой металлической зоны необходимо небольшое количество энергии.
Применение, согласно изобретению, вставной части, согласно изобретению, имеет также другое преимущество, что вставную часть можно предпочтительно экономично применять для ротора с высоким качеством, без необходимости конструктивного изменения ротора, в частности листового пакета, для применения вставной части.
Предпочтительные варианты выполнения изобретения указаны в зависимых пунктах формулы изобретения.
Так, предпочтительным является выполнение ротора, согласно изобретению, в котором второй материал имеет более низкую температуру плавления, чем первый материал. Таким образом, может достигаться предпочтительно экономично высокое качество ротора. Среди прочего, при изготовлении ротора или при литье, в частности литье под давлением, литой металлической зоны, литая металлическая зона на основании более высокой температуры плавления первого материала по сравнению со вторым материалом экономично соединяется с замыканием по материалу с помощью соединительной зоны с вставной частью предпочтительно с высоким качеством соединительных свойств. Более высокая по сравнению с температурой плавления второго материала температура расплава первого материала обеспечивает возможность лучшего сплавления или наплавления поверхности вставной части.
В другом предпочтительном варианте выполнения ротора, согласно изобретению, соединительная зона имеет другой металлический элемент периодической системы. Предпочтительно, с помощью третьего материала, который имеет другой металлический элемент, достигается механически стойкое соединение, при этом свойства первого и второго материала предпочтительно изменяются лишь незначительно или не должны изменяться. Таким образом, предпочтительно экономично достигается высокое качество ротора. Предпочтительно, при изготовлении вставной части, поверхность вставной части покрывается слоем третьего материала, который имеет другой металлический элемент периодической системы. В этом случае в способе изготовления ротора покрытие может быть наплавлено или сплавлено при литье, в частности литье под давлением, литой металлической зоны с первым материалом. Таким образом, соединительная зона изготовленного ротора может иметь другой элемент периодической системы. В частности, другой металлический элемент может не иметься в первом материале литой металлической зоны и/или во втором материале вставной части или иметься с не гомогенным распределением.
Третий материал может иметь более низкую температуру плавления, чем первый материал. Таким образом, первый материал может предпочтительно экономично соединяться с замыканием по материалу с помощью соединительной зоны с вставной частью предпочтительно с высоким качеством соединительных свойств.
Предпочтительно, второй материал вставной части может не иметь, кроме металлического элемента, или иметь лишь с очень небольшой долей по массе примеси других элементов периодической системы из первого материала. Таким образом, предпочтительно могут сохраняться первоначальные свойства второго материала тем, что в способе изготовления ротора покрытие можно экономично лишь наплавлять при литье, в частности литье под давлением, литой металлической зоны первым материалом.
В другом предпочтительном варианте выполнения ротора, согласно изобретению, один конец вставной части проходит в концевую зону литой металлической зоны, и конец вставной части соединен с замыканием по материалу с литой металлической зоной с помощью соединительной зоны. За счет прохождения вставной части в концевую зону литой металлической зоны, первый материал необходимо нагревать до менее высокой температуры, с целью достижения соединения с замыканием по материалу с помощью соединительной зоны с высоким качеством соединительных свойств. Поскольку литая металлическая зона проходит в концевой зоне в первом направлении перпендикулярно осевому направлению по меньшей мере частично за листовой пакет, то в концевой зоне потери температуры расплава первого материала меньше, чем в канавке. Предпочтительно, первый материал можно экономично нагревать до температуры, которая обеспечивает образование соединения с замыканием по материалу с высоким качеством с помощью соединительной зоны лишь снаружи канавки.
Литая металлическая зона может другой концевой зоной на втором осевом конце проходить в первом направлении перпендикулярно осевому направлению по меньшей мере частично за листовой пакет, при этом другой конец вставной части проходит в другую концевую зону литой металлической зоны, и другой конец вставной части с помощью другой соединительной зоны соединен с замыканием по материалу с литой металлической зоной. Это предпочтительно может способствовать тому, что листовой пакет постоянно удерживается механически вместе против влияния окружения, и ротор можно изготавливать экономично. В этом случае первая часть канавки может иметь в направлениях перпендикулярно осевому направлению меньшее прохождение, поскольку литая металлическая зона должна меньше способствовать механическому удерживанию в месте листового пакета. За счет этого, среди прочего, можно использовать дешевое устройство для литья литой металлической зоны, поскольку с помощью устройства можно предпочтительно экономично изготавливать из меньшего количества первого материала литую металлическую зону.
В другом предпочтительном варианте выполнения ротора, согласно изобретению, первый материал имеет большей частью первый сплав, в котором металлический элемент периодической системы имеет наибольшую массовую долю. Таким образом, в роторе может достигаться предпочтительно экономично высокое качество, поскольку для литья литой металлической зоны можно применять первый материал, который предпочтительно экономично образует с вставной частью соединение с замыканием по материалу с помощью соединительной зоны. Предпочтительно для этого необходимо лишь не значительно подгонять устройства и способы для изготовления ротора, в частности для литья литой металлической зоны. В частности, подгонка может предпочтительно экономично состоять лишь в применении другого первого материала для литья литой металлической зоны.
Массовая доля металлического элемента периодической системы в первом сплаве может составлять по меньшей мере 80%. Таким образом, можно предпочтительно экономично достигать высокого качества ротора, согласно изобретению тем, что предпочтительно меньшая массовая доля первого сплава имеет другой элемент периодической системы.
Предпочтительно, небольшая массовая доля первого сплава может иметь другой элемент периодической системы, так что механическая прочность литой металлической зоны больше, чем в литой металлической зоне со сравнимыми размерами, которая имеет преимущественно сплав, в котором массовая доля металлического элемента больше 98%. Это может предпочтительно способствовать тому, что листовой пакет удерживается постоянно механически вместе, и ротор можно изготавливать экономично. В этом случае первая часть канавки может иметь в направлениях перпендикулярно осевому направлению меньшее прохождение, поскольку литая металлическая зона предпочтительно уже при небольшом поперечном сечении может создавать необходимую силу для механического удерживания в месте листового пакета. Среди прочего, за счет этого можно использовать дешевое устройство для литья литой металлической зоны, поскольку с помощью устройства можно предпочтительно экономично изготавливать из меньшего количества первого материала литую металлическую зону.
Предпочтительно, массовая доля металлического элемента периодической системы в первом сплаве может составлять по меньшей мере 98%. Таким образом, может предпочтительно экономично достигаться высокое качество ротора, согласно изобретению, поскольку на основании массовой доли по меньшей мере 98%, свойства материала, например электрическая проводимость, для применения ротора в электрической машине с высоким коэффициентом полезного действия, проявляются в первом материале так сильно, что первая часть в канавке может иметь меньшее прохождение для высокого качества ротора. За счет этого, среди прочего, требуется меньшее количество жидкого первого материала при литье литой металлической зоны. Например, для литья литой металлической зоны можно применять сплав по меньшей мере с массовой долей 99% металлического элемента периодической системы в первом сплаве.
В другом предпочтительном варианте выполнения ротора, согласно изобретению, второй материал имеет преимущественно второй сплав, в котором металлический элемент периодической системы имеет наибольшую массовую долю. Таким образом, может предпочтительно экономично достигаться высокое качество ротора, поскольку для вставной части можно применять второй материал, который предпочтительно экономично может входить в соединение с замыканием по материалу с вставной частью через соединительную зону. Для этого предпочтительно необходимо лишь не значительно согласовывать устройства и способы для изготовления ротора или для литья литой металлической зоны. В частности, согласование может предпочтительно состоять лишь в применении вставной части из другого второго материала.
Массовая доля металлического элемента периодической системы во втором сплаве может составлять по меньшей мере 99%. За счет этого может достигаться высокое качество ротора, согласно изобретению, которое предпочтительно экономично сравнимо с качеством ротора, в котором заполнение канавки состоит из литой металлической зоны. При этом первая часть в канавке может предпочтительно иметь меньшее прохождение. За счет этого, среди прочего, требуется меньшее количество жидкого первого материала при литье литой металлической зоны.
В другом предпочтительном варианте выполнения ротора, согласно изобретению, второй материал одинаков с первым материалом. За счет этого можно достигать качества ротора, согласно изобретению, которое предпочтительно экономично сравнимо с качеством ротора, в котором заполнение канавки состоит из литой металлической зоны из первого материала. Поскольку заполнение канавки сравнимого ротора и заполнение канавки в этом предпочтительном варианте выполнения могут существенно отличаться самое большое в соединительной зоне своими массовыми долями элементов периодической системы, то ротор, согласно изобретению, может предпочтительно экономично заменять сравнимый ротор.
В другом предпочтительном варианте выполнения электрической машины, согласно изобретению, металлический элемент периодической системы является алюминием. Таким образом, первый материал можно экономично обрабатывать, поскольку первый материал с металлическим элементом алюминий может быть предпочтительно дешевым и обеспечивать возможность дешевого литья литой металлической зоны. Среди прочего, первый материал с металлическим элементом алюминий может иметь низкую температуру плавления и меньшую стоимость при приобретении. В частности, температура плавления первого материала может быть меньше 800°С.
В другом предпочтительном варианте выполнения ротора, согласно изобретению, комбинированная часть имеет литую металлическую зону и вставную часть, при этом масса комбинированной части больше 80 кг, в частности, больше 92 кг. Ротор с такой большой массой, соответственно, с такими большими размерами, можно предпочтительно экономично отливать с помощью устройства для литья литой металлической зоны, которая в одной стадии при литье, в частности при литье под давлением, может подавать литую металлическую зону массой максимально 80 кг, в частности 92 кг, в канавку ротора.
В другом предпочтительном варианте выполнения последовательности, согласно изобретению, роторов второй ротор имеет вторую комбинированную часть, которая имеет вторую литую металлическую зону и вторую вставную часть, при этом геометрический размер второй вставной части одинаков с геометрическим размером вставной части. Таким образом, можно предпочтительно экономично использовать предварительно изготовленные профили для роторов последовательности с различными размерами.
В другом предпочтительном варианте выполнения способа изготовления ротора, согласно изобретению, на первом осевом конце листового пакета располагается первый инструмент, который задает форму концевой зоны. Кроме того, на втором осевом конце листового пакета располагается второй инструмент, который задает форму другой концевой зоны. Предпочтительно экономично в одной стадии способа лишь через одно отверстие или несколько отверстий первого инструмента подается первый материал от устройства для литья, в частности литья под давлением, литой металлической зоны в первый инструмент и подается через канавку ко второму осевому концу. Таким образом, после затвердевания первого материала в первом инструменте, листовом пакете и втором инструменте, литая металлическая зона с концевой зоной и с другой концевой зоной может предпочтительно состоять из первого материала.
Предпочтительно экономичным образом можно использовать способ литья под давлением в способе изготовления ротора с высоким качеством тем, что первый материал подается с помощью способа литья под давлением в первый инструмент. В способе литья под давлением, среди прочего, первый материал в жидком состоянии под большим давлением, в частности в диапазоне давления от 10 МПа до 200 МПа, подается в первый инструмент. В соответствии с этим, устройство для литья под давлением является предпочтительно более дешевым, когда масса подлежащего подаче под высоким давлением первого материала является, согласно изобретению, небольшой.
Предпочтительные варианты выполнения роторов, согласно изобретению, последовательностей, согласно изобретению, роторов, вставных частей, согласно изобретению, и электрических машинах, согласно изобретению, а также способов, согласно изобретению, изготовления роторов, согласно изобретению, и применение, согласно изобретению, вставной части получаются предпочтительно за счет комбинация некоторых или всех указанных материалов.
Указанные выше свойства, признаки и преимущества этого изобретения, а также образ их достижения, поясняются более подробно в приведенном ниже описании примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - пример выполнения ротора с вставной частью;
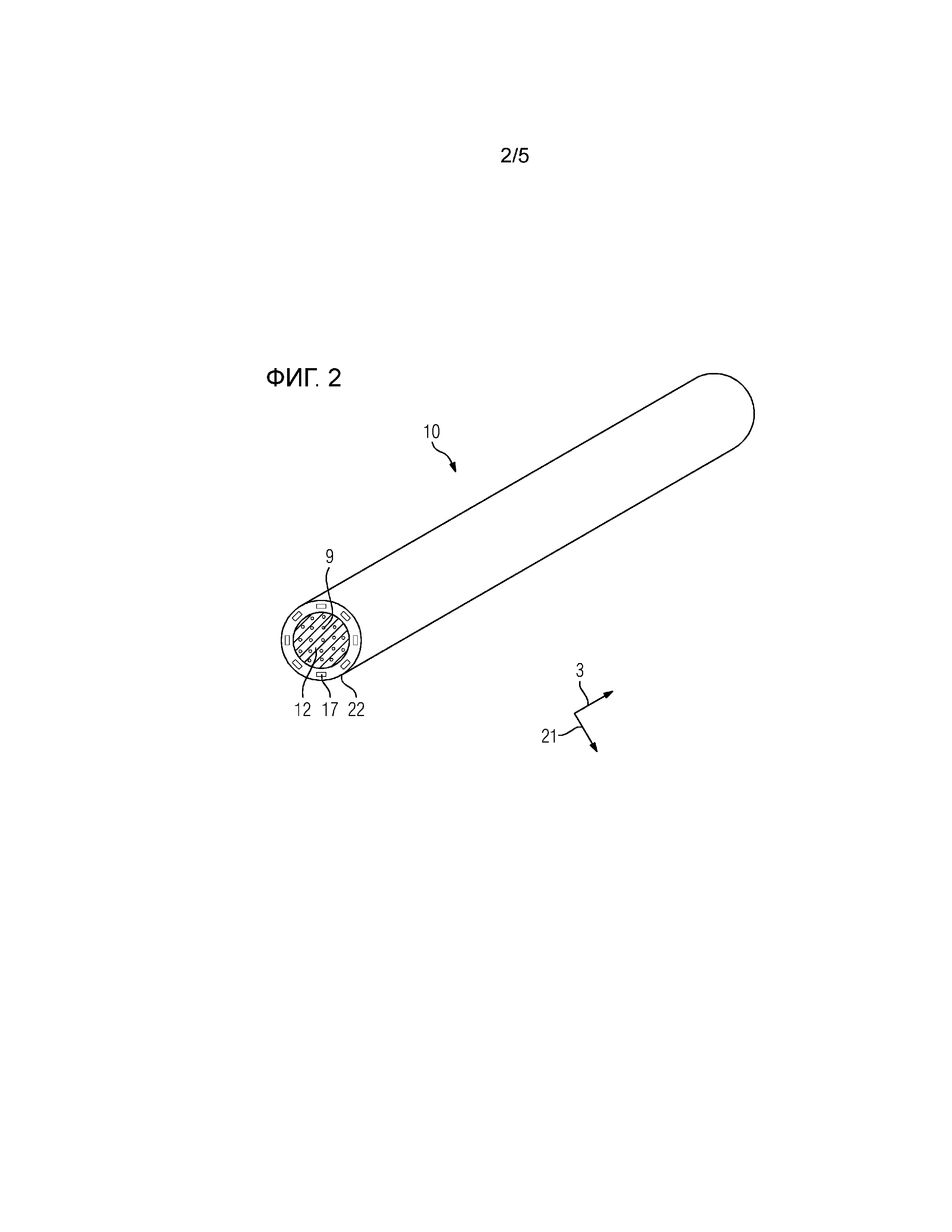
фиг.2 - пример выполнения вставной части для ротора;
фиг.3 - пример выполнения устройства для литья под давлением литой металлической зоны с листовым пакетом и вставной частью в первом и втором инструменте;
фиг.4 - пример выполнения электрической машины с ротором;
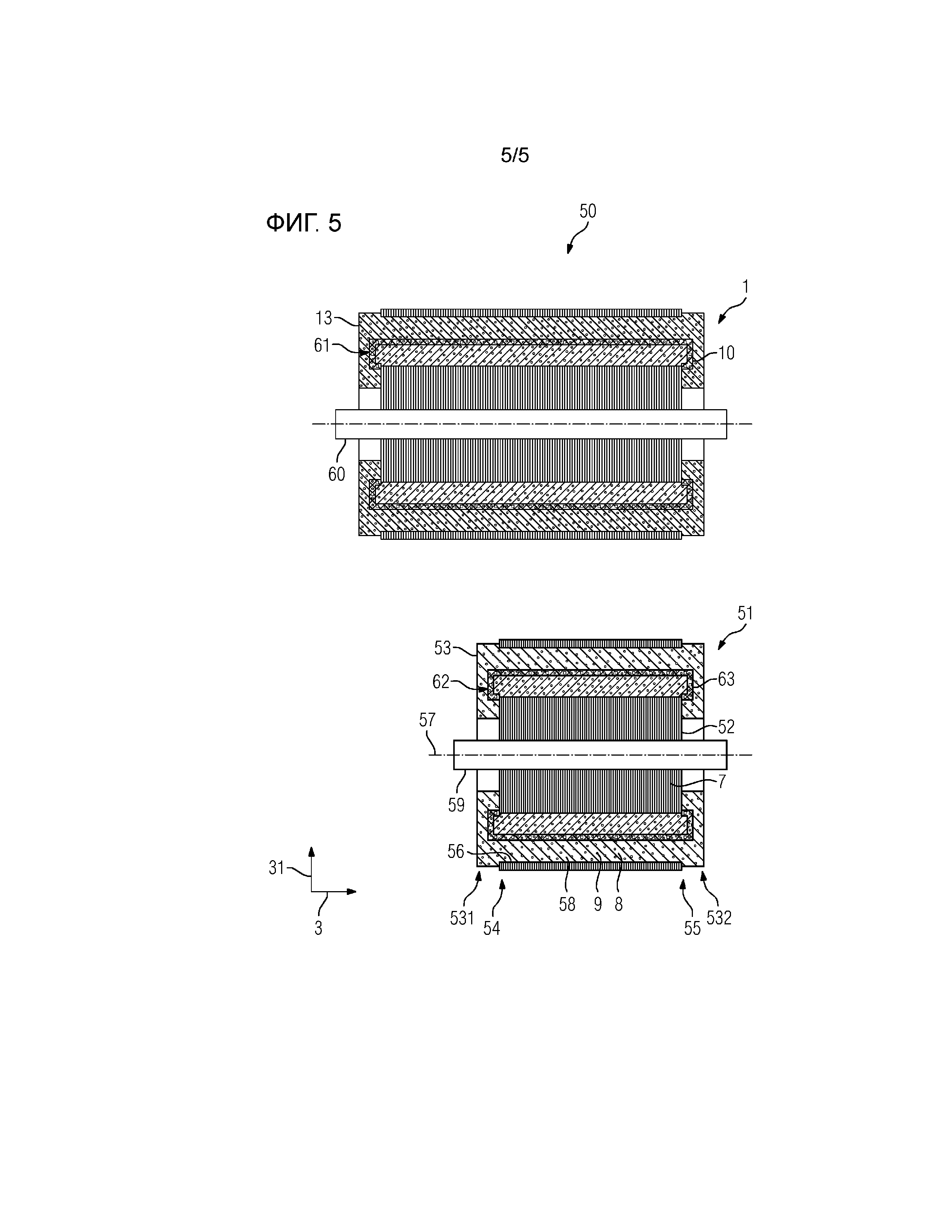
фиг.5 - пример выполнения последовательности роторов по меньшей мере для одной электрической машины.
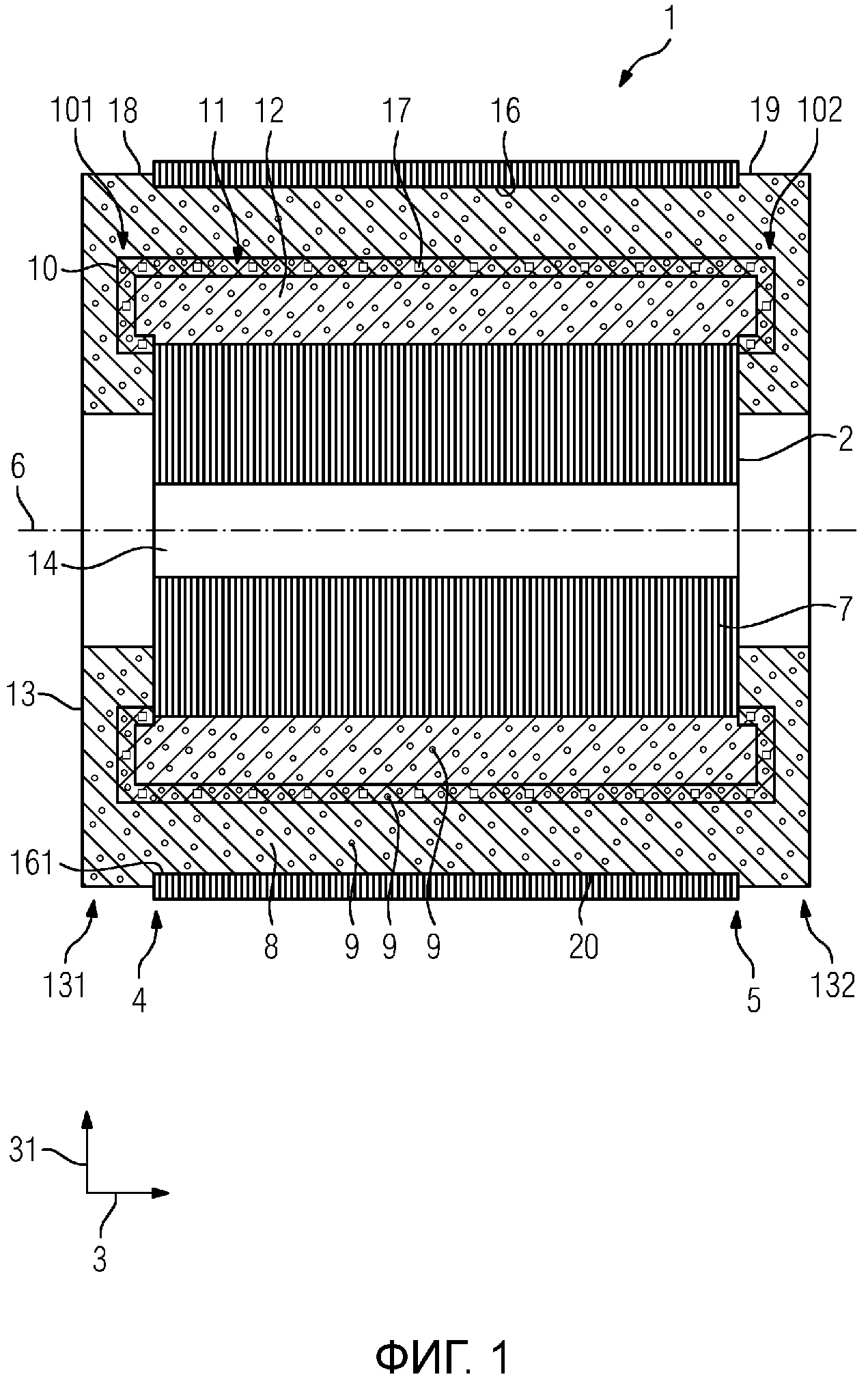
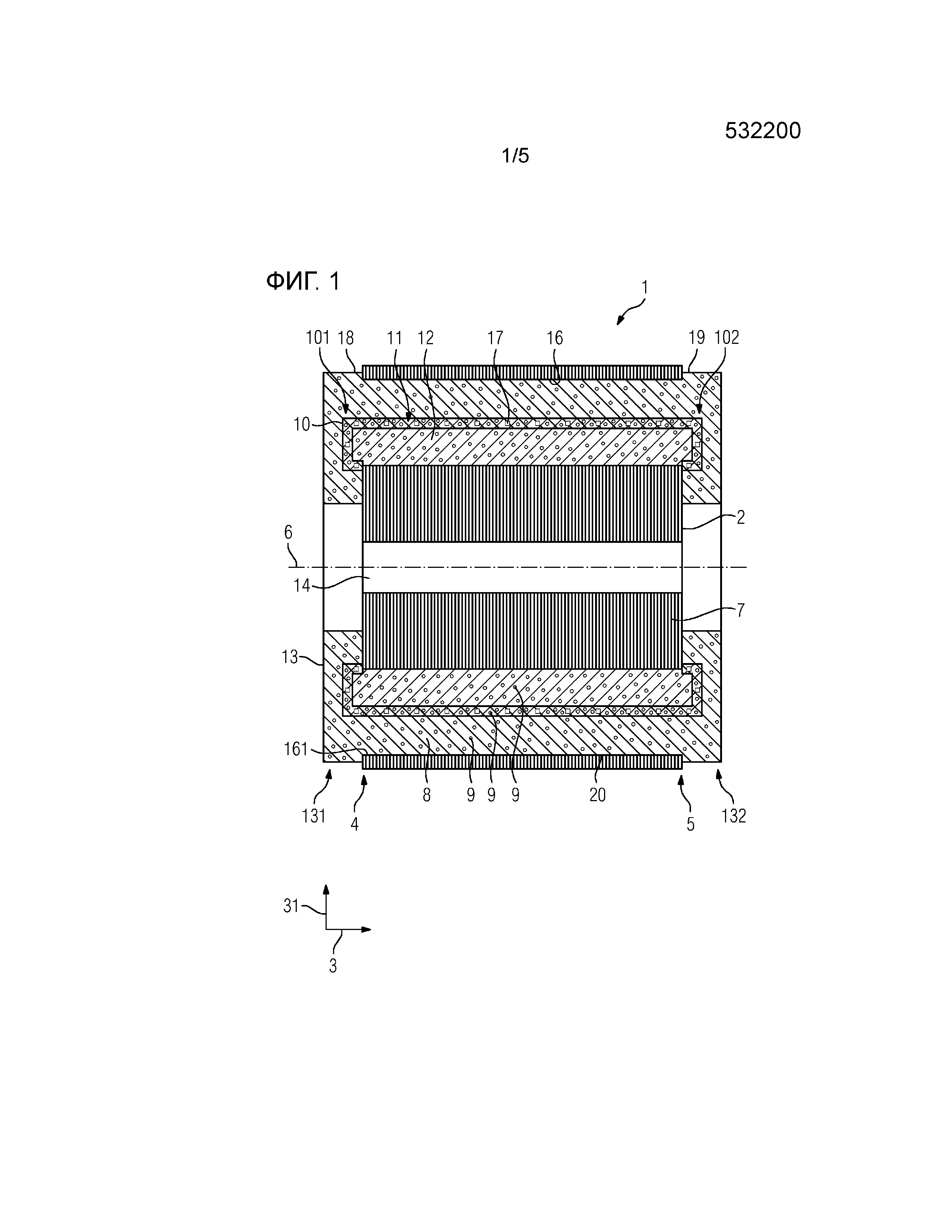
На фиг.1 показан пример выполнения ротора 1 для электрической машины 43, который содержит листовой пакет 2, который имеет расположенные в осевом направлении 3 стальные листы 7 и канавку 16. Листовой пакет 2 и канавка 16 проходят в осевом направлении 3 от первого осевого конца 4 до второго осевого конца 5 вдоль оси вращения 6, при этом канавка 16 имеет заполнение, которое содержит первый материал 8. Первый материал 8 имеет металлический элемент 9 периодической системы, который в показанном на фиг.1 примере выполнения ротора 1 является алюминием. Заполнение канавки имеет литую металлическую зону 13, которая проходит концевой зоной 18 на первом осевом конце 4 в первом направлении 31 перпендикулярно осевому направлению 3 по меньшей мере частично за листовой пакет 2, при этом литая металлическая зона 13 проходит от первого осевого конца 4 до второго осевого конца 5 через канавку и заполняет в первом направлении 31 перпендикулярно осевому направлению 3 первую часть канавки 16 первым материалом 8. Вставная часть 10 заполняет в первом направлении 31 перпендикулярно осевому направлению 3 вторую часть канавки 16 вторым материалом, при этом второй материал 12 имеет металлический элемент 9 периодической системы. Вставная часть 10 и литая металлическая зона 13 соединены с замыканием по материалу с помощью соединительной зоны 11. Заполнение канавки 16 ротора 1, согласно примеру выполнения, состоит из литой металлической зоны 13, вставной части 10 и, возможно, соединительной зоны 11, при этом литая металлическая зона 13 состоит из первого материала 8. Соединительная зона 11 может не присутствовать в канавке 13 или же может быть выполнена не полностью в канавке, когда, например, возникают большие потери температуры расплава в канавке 16 при литье литой металлической зоны 13, которые не обеспечивают образования соединения с замыканием по материалу в канавке 16 с высоким качеством. В соответствии с этим, соединительная зона 11 может иметь в осевом направлении 3 прерывание, которое разделяет соединительную зону 11 на соединительную зону 11 на одном конце первой вставной части 10 и другую соединительную зону на другом конце вставной части 10. В показанном на фиг.1 примере выполнения первая часть канавки 16 примыкает непосредственно к лежащим ближе в первом направлении 31 к оси 6 вращения краям стальных листов 7 листового пакета 2. Поскольку на этих краях стальных листов 7 не имеется или имеется лишь в меньшей мере первый материал 8, то там не образуется соединительная зона 11. На этих краях стальных листов 7 вставная часть 10 имеет еще металлическое покрытие 22 на своей поверхности, которое, однако, для простоты не изображено на фиг.1, фиг.4 и фиг.5. Атомы металлического элемента 9 периодической системы символично изображены на чертежах не заполненными небольшими кружками.
Ротор на фиг.1 имеет другие канавки, которые проходят в осевом направлении 3 от первого осевого конца 4 до другого осевого конца 5 вдоль оси 6 вращения, при этом другие канавки имеют заполнения. Литая металлическая зона 13 содержит литые частичные зоны 20, которые проходят в других канавках 161 от первого осевого конца 4 до второго осевого конца 5, и в первом направлении 31 перпендикулярно осевому направлению 3 заполняют первые части других канавок 161 первым материалом. Таким образом, заполнения других канавок 161 имеют литые частичные зоны 20, при этом другие вставные части заполняют во втором направлении 31 перпендикулярно осевому направлению 3 вторые части других канавок 161 вторым материалом, и другие вставные части и литые частичные зоны 20 соединены с замыканием по материалу с помощью других соединительных зон.
Комбинированная часть имеет литую металлическую зону 13 и соединенную с замыканием по материалу с литой металлической зоной 13 с помощью соединительной зоны 11 вставную часть 10. Комбинированная часть имеет также другие вставные части. Комбинированная часть образует заполнения канавки 16 и других канавок 161, в частности, всех канавок, которые проходят в осевом направлении от первого осевого конца 4 до второго осевого конца 5 вдоль оси 6 вращения.
Один конец 101 вставной части 10 проходит в концевую зону 18 литой металлической зоны 13, при этом конец 101 вставной части 10 соединен с замыканием по материалу с помощью соединительной зоны 13 с литой металлической зоной 13. Литая металлическая зона 13 проходит другой концевой зоной 19 на втором осевом конце 5 в первом направлении 31 перпендикулярно осевому направлению 3 по меньшей мере частично за листовой пакет 2, при этом другой конец 102 вставной части 10 проходит в другую концевую зону 19 литой металлической зоны 13, и второй конец 102 вставной части 10 соединен с замыканием по материалу с помощью другой соединительной зоны с литой металлической зоной 13. Другая соединительная зона и соединительная зона изображены на фигурах в виде проходящей от конца 101 вставной части 10 до другого конца 102 вставной части сквозной соединительной зоны 11. Однако сквозная соединительная зона 11 может быть разделена по меньшей мере на две части, когда вставная часть 10 перед литьем литой металлической зоны 13 имеет металлическое покрытие 23 лишь на конце 101 и на другом конце 102, или когда соединительная зона 11 не образована или образована не полностью в канавке 16. По меньшей мере две части соединительной зоны 11 имеют каждая соединительную поверхность с литой металлической зоной 13. Размер соединительных поверхностей по отдельности по меньшей мере равен размеру площади поперечного сечения вставной части 10. Таким образом, может создаваться соединение с замыканием по материалу предпочтительно с высоким качеством соединительных свойств.
Ротор 1 имеет отверстие 14 для вала, при этом отверстие 14 проходит в осевом направлении 3 через ротор 1.
Соединительная зона 11 имеет другой металлический элемент 17 периодической системы, который является оловом. Атомы другого металлического элемента 17 периодической системы изображены символично на фигурах не заполненными небольшими прямоугольниками. Другой металлический элемент 17 не присутствует и/или не гомогенно распределен в первом материале 8 литой металлической зоны 13 и/или во втором материале 12 вставной части 10.
В показанном примере выполнения ротора 1 первый материал имеет преобладающим образом первый сплав, в котором металлический элемент 9 периодической системы имеет наибольшую массовую долю. Массовая доля металлического элемента периодической системы в первом сплаве составляет по меньшей мере 99%. При этом первый сплав обеспечивает возможность предпочтительно экономичного изготовления ротора 1 с высоким качеством для электрической машины 43 с помощью способа литья под давлением. Первый сплав может иметь в качестве других массовых долей примеси элементов периодической системы, таких как, например, кремний, железо, медь, цинк или титан. Первый материал 8 может иметь дополнительно примеси из расплава первого материала 8 за счет литья литой металлической зоны 13. Второй материал 12 имеет преимущественно второй сплав, в котором металлический элемент 9 периодической системы имеет наибольшую массовую долю. Второй материал 12 одинаков с первым материалом 8. Однако это не обязательно относится к примесям первого материала 8 и второго материала 12, поскольку примеси могут быть обусловлены отклонениями в процессе изготовления первого материала 8 и второго материала 12, или предпочтительно за счет применения вставной части 10 во втором материале 12 меньше, чем в литой металлической зоне 13. Таким образом, для литья литой металлической зоны 13 ротора 1, согласно примеру выполнения, применяется сплав с массовой долей алюминия по меньшей мере 99,5%. Один кусок в качестве исходной точки для изготовления вставной части 10 изготавливается из сплава с массовой долей алюминия по меньшей мере 99,5%.
На фиг.2 показан пример выполнения вставной части 10 для ротора 1. Вставная часть 10 имеет на своей поверхности металлическое покрытие 22, которое имеет другой металлический элемент 17 периодической системы. Вставная часть 10 проходит в осевом направлении 3 и имеет площадь поперечного сечения вставной части 10, которая имеет круглую форму и проходит в первом направлении 21 перпендикулярно осевому направлению 3. Металлическое покрытие 22 покрывает по существу поверхность вставной части 10, которая содержит основную поверхность, покрывную поверхность, а также боковую поверхность цилиндрической вставной части. В способе изготовления вставной части 10 поверхность покрывается третьим материалом, который имеет другой металлический элемент 17 периодической системы. Третий материал является оловом. В способе изготовления ротора 1 затем покрытие 22 при литье, в частности литье под давлением, литой металлической зоны 13 сплавляется с первым материалом 8. Таким образом, соединительная зона 11 показанного на фиг.1 ротора 1 может иметь затем другой металлический элемент 17 периодической системы.
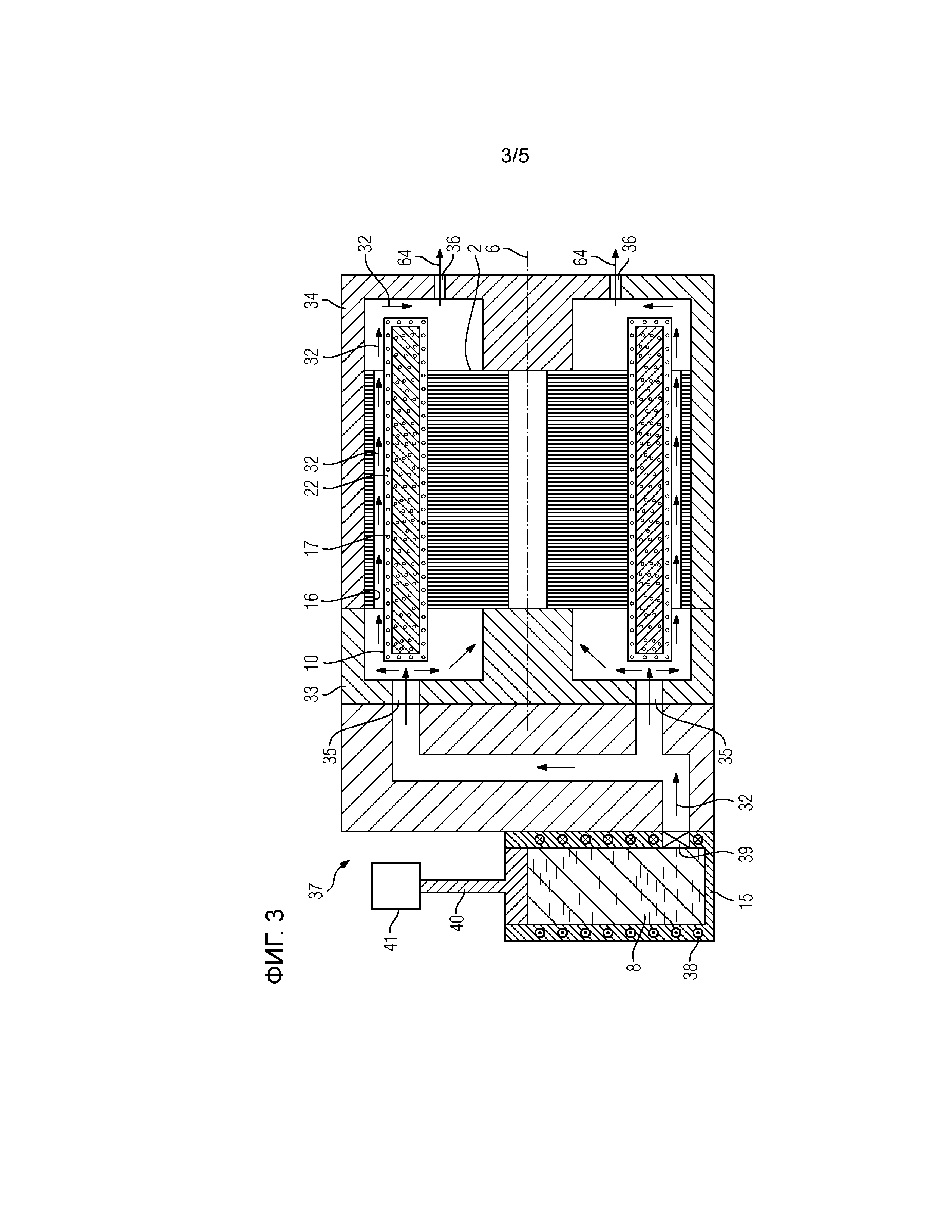
На фиг.3 показан пример выполнения устройства 37 для литья под давлением литой металлической зоны с листовым пакетом 2 и вставной частью 10 в первом инструменте 33 и втором инструменте 34. В листовом пакете 2 вставная часть 10 уложена в канавку 16, и другие вставные части уложены в другие канавки. Затем первый инструмент 33 располагается на первом осевом конце 4 листового пакета 2, при этом первый инструмент 33 задает форму концевой зоны 18 литой металлической зоны 13. Кроме того, на втором осевом конце 5 листового пакета 2 располагается второй инструмент 34, который задает форму другой концевой зоны 19. Устройство 37 для литья литой металлической зоны 13 содержит нагреватель 38, который удерживает первый материал 8 в камере 15 в виде расплава в жидком состоянии. При литье под давлением литой металлической зоны 13 открывается клапан 39 на камере 15 устройства 37, и первый материал 8 в жидком состоянии под высоким давлением с помощью привода 41 с поршнем 40 подается в первый инструмент 33, канавку 16 и в другие канавки листового пакета 2, а также во второй инструмент 34. На фиг.3 направления 32, в которых первый материал 8 в одной стадии способа через несколько отверстий 35 первого инструмента 33 подается из устройства 37 для литья, в частности литья под давлением, литой металлической зоны 13 в первый инструмент 33 и через канавку 16 и другие канавки ко второму осевому концу 5, обозначены стрелками. Воздух, который находится внутри системы для литья литой металлической зоны 13, т.е. внутри устройства 37, первого инструмента 33, листового пакета 2 или второго инструмента 34, может уходить через вентиляционные отверстия 36 в направлении 64. После затвердевания первого материала в первом инструменте 33, листовом пакете 2 и втором инструменте 34, литая металлическая зона 13 с концевой зоной 18 и другой концевой зоной 19 состоит из первого материала 8.
В другом примере выполнения ротора с вставной частью, первый материал имеет более низкую температуру плавления, чем второй материал 12. Указанные здесь признаки другого примера выполнения ротора обозначаются теми же позициями, что и в описании показанного на фиг.1-5 примера выполнения, так что на фиг.1-5 показан также другой пример выполнения. Однако в другом примере выполнения ротора первый материал имеет преимущественно первый сплав, в котором массовая доля металлического элемента 9 периодической системы составляет по меньшей мере 80%. Меньшая массовая доля первого сплава имеет другой элемент периодической системы, так что механическая прочность литой металлической зоны больше, чем у литой металлической зоны 13 со сравнимыми размерами, которая преимущественно имеет сплав, в котором массовая доля металлического элемента 9 больше 98%. Сплав, в котором массовая доля металлического элемента 9 больше 98%, может быть, например, первым сплавом литой металлической зоны 13 примера выполнения, согласно фиг.1-5, в которой для литья литой металлической зоны 13 применяется сплав по меньшей мере с массовой долей алюминия 99,5%. Другой элемент периодической системы является в другом примере выполнения ротора медью. Первый сплав в другом примере выполнения ротора является AlSi9Cu3. Если дополнительно к фиг.1-5 показать другой пример выполнения ротора, то другой элемент Cu периодической системы можно изобразить заполненными кружками, аналогично не заполненным кружкам в литой металлической зоне 13 и в соединительной зоне 11. Кроме того, можно получать другой пример выполнения последовательности роторов по меньшей мере для одной электрической машины по меньшей мере с тремя роторами посредством прибавления к фиг.3 другой фигуры и дополнения третьим ротором, который соответствует примеру выполнения, согласно фиг.1, при этом имеется первый материал, согласно другому примеру выполнения ротора. В качестве вставной части для другого примера выполнения ротора применяется та же вставная часть 10, как и примере выполнения, согласно фиг.1. При изготовлении ротора, согласно другому примеру выполнения, или при литье под давлением литой металлической зоны с помощью устройства, согласно фиг.3, первый материал, на основании своей более низкой температуры плавления, может обеспечиваться в достаточно жидком состоянии в достаточном количестве в виде расплава для литой с высоким качеством, предпочтительно гомогенной металлической зоны, в частности, предпочтительно для одной концевой зоны и другой концевой зоны литой металлической зоны, и для соединения с замыканием по материалу предпочтительно с высоким качеством соединительных свойств. Дополнительно к этому, первый материал с другим элементом периодической системы предпочтительно способствует тому, что листовой пакет постоянно удерживается механически вместе для защиты от влияний окружения, и обеспечивается возможность более экономичного изготовления ротора.
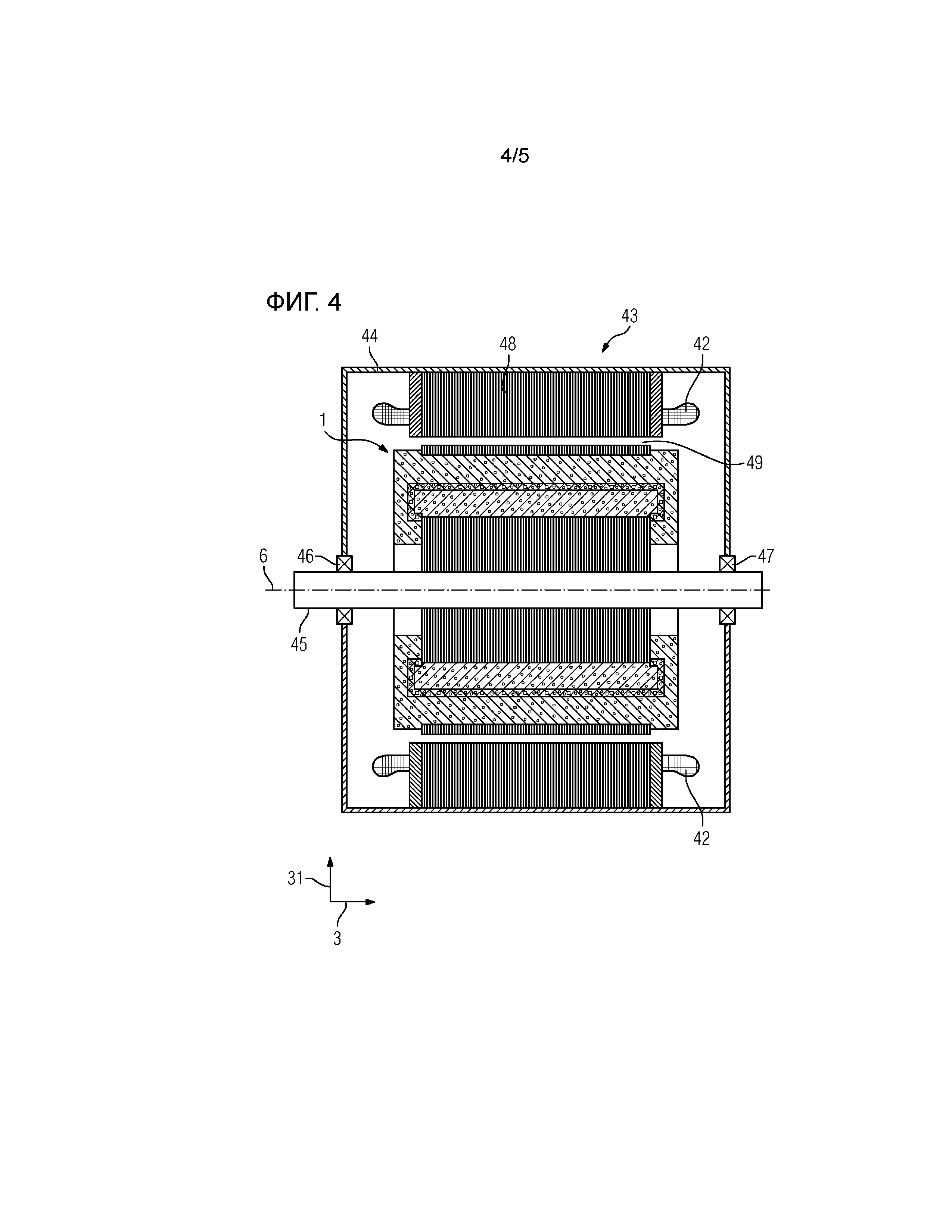
На фиг.4 показан пример выполнения электрической машины 43 с ротором 1. Электрическая машина 43 имеет ротор 1 и статор 48. Литая металлическая зона 13, вставная часть 10 и их соединение с замыканием по материалу с помощью соединительной зоны 11 обеспечивают возможность предпочтительного магнитного взаимодействия между ротором 1 и статором 48 через воздушный зазор 49. Воздушный зазор 49 ограничен в направлении 31 перпендикулярно осевому направлению 3 статором 48 и ротором 1. В примере выполнения электрической машины 43, ротор 1 имеет приспособление, с целью обеспечения возможности магнитного взаимодействия через воздушный зазор 49 со статором 48, в частности с закрепленной на статоре 48 обмоткой 42. В показанном примере выполнения электрической машины 43 приспособление состоит из литой металлической зоны 13 с литыми частичными зонами 20, вставной частью 10, соединительной зоной 11, другими вставными частями и другими соединительными зонами. Таким образом, пример выполнения электрической машины 43 является асинхронной машиной, которая в качестве ротора 1 имеет короткозамкнутый ротор. Концевая зона 18 литой металлической зоны 13 соединяет с замыканием по материалу литую металлическую зону 13 с литыми частичными зонами 20 с помощью первого материала с образованием короткозамкнутого кольца. Литая металлическая зона 13 с литыми частичными зонами 20, вставной частью 10 и другими вставными частями предпочтительно являются частью короткозамкнутой обмотки, которая с помощью концевой зоны 18 литой металлической зоны 13 в качестве короткозамкнутого кольца замкнута коротко на первом осевом конце 4 и с помощью другой осевой зоны 19 литой металлической зоны 13, в качестве другого короткозамкнутого кольца замкнута коротко на втором осевом конце 5.
Ротор 1 электрической машины 43 имеет для вращения ротора 1 вокруг оси 6 вращения вал 45, который проходит вдоль оси 6 вращения и на котором закреплен листовой пакет 2. Вал 45 с помощью первого опорного приспособления 46 установлен в первом подшипниковом щите и с помощью второго опорного приспособления 47 установлен во втором подшипниковом щите. Корпус электрической машины 43 содержит первый и второй подшипниковые щиты.
На фиг.5 показан пример выполнения последовательности 50 роторов 1, 51 по меньшей мере для одной электрической машины 43. Вставная часть 10 имеет площадь 61 поперечного сечения. Первый ротор 1 последовательности 50 является ротором, согласно фиг.1. Второй ротор 51 последовательности 50 имеет второй листовой пакет 52, который имеет расположенные в осевом направлении 3 стальные листы 7 и вторую канавку 56, при этом второй листовой пакет 52 и вторая канавка 56 проходят в осевом направлении 3 от третьего осевого конца 54 до четвертого осевого конца 55 вдоль оси 57 вращения. Вторая канавка 56 имеет второе заполнение канавки, которое содержит четвертый материал 58, при этом четвертый материал 58 имеет металлический элемент 9 периодической системы. Второе заполнение канавки имеет вторую литую металлическую зону 53, которая проходит второй концевой зоной 531 на третьем осевом конце в первом направлении 31 перпендикулярно осевому направлению 3 по меньшей мере частично за второй листовой пакет 52. Первый объем, который содержит объем литой металлической зоны 13 и объем вставной части 10, больше второго объема, который содержит объем второй литой металлической зоны 53. Поскольку второй ротор 51 содержит вторую вставную часть 63, то второй объем содержит объем второй литой металлической зоны и объем второй вставной части 63. В последовательности 50 длина листового пакета 2 первого ротора 1, которая измеряется между первым осевым концом 4 и вторым осевым концом 5 листового пакета 2 первого ротора 1, больше длины второго листового пакета 2, которая измеряется между третьим осевым концом 54 и четвертым осевым концом 55 листового пакета 52. Поскольку площадь 61 поперечного сечения вставной части 10 имеет тот же размер поверхности, как и площадь 62 поперечного сечения второй вставной части 63, то первый объем больше второго объема. Четвертый материал 58 в этом примере выполнения последовательности 50 одинаков с первым материалом 8.
Поскольку первый ротор 1 имеет другие вставные части в других канавках 161, то первый объем содержит также объемы других вставных частей. Это относится, соответственно, также ко второму ротору 51. Поскольку все другие канавки 161 первого ротора 1 и второго ротора 51 имеют другие вставные части, первый объем имеет объем комбинированной части первого ротора 1, который содержит заполнение всех канавок первого ротора 1. Соответственно, второй объем имеет объем второй комбинированной части второго ротора 51, который содержит заполнение всех канавок второго ротора 51. Первый объем комбинированной части больше второго объема второй комбинированной части.
В последовательности 50 второй ротор 51 имеет вторую комбинированную часть, которая имеет вторую литую металлическую зону 53 и вторую вставную часть 63, при этом геометрический размер второй вставной части 63 является одинаковым с геометрическим размером вставной части 10. Геометрический размер второй вставной части 63 равен площади 62 поперечного сечения вставной части 63. Геометрический размер вставной части 10 в последовательности 50 равен площади 61 поперечного сечения вставной части 10.
Вставную часть 10 и вторую вставную часть 63, а также вставные части, которые расположены в других канавках первого ротора 1 и второго ротора 51, можно предпочтительно экономично изготавливать из предварительно изготовленного прессованного профиля для электрической машины с высоким качеством. Среди прочего, определенный прессованный профиль можно применять для многих роторов одной последовательности для изготовления вставных частей. Другие роторы последовательности 50, например, третий ротор и четвертый ротор, могут предпочтительно экономично отличаться длиной листового пакета, диаметром листового пакета, формой канавок и/или площадью поперечного сечения штамповки в стальных листах листового пакета и/или вторым материалом 12 вторых вставных частей 63. Применение вставных частей, которые отличаются вторым материалом 12, т.е. вторым сплавом, является предпочтительно экономичным также за счет предварительно изготовленных прессованных профилей из различных вторых материалов 12.
Когда вставная часть 10, вторая вставная часть 63 или другие вставные части имеют на поверхности металлическое покрытие, то для соединения с замыканием по материалу можно предпочтительно, в частности при предварительно изготовленных прессованных частях, удалять имеющийся на поверхностях оксидный слой.
Хотя подробное описание изобретения приведено на основании предпочтительных примеров выполнения, оно не ограничивается раскрытыми примерами, и специалисты в данной области техники могут вывести другие варианты выполнения, без выхода за объем защиты изобретения.
Способ определения скорости транспортного средства во время процесса торможения
Способ маскировки охладительных отверстий и устройство для использования в процессе маскировки охладительных отверстий
Способ и устройство для преобразования тепловой энергии низкотемпературного источника тепла в механическую энергию
Кольцевой диффузор для осевой турбинной машины, система для осевой турбинной машины, а также осевая турбинная машина
Узел гидродинамического ленточного подшипника
Газовый датчик
Устройство с телом из изоляционного материала, а также способ изготовления тела из изоляционного материала
Секция ротора для ротора турбомашины, рабочая лопатка для турбомашины
Уплотнительный гребень, узел лопаток турбины и газовая турбина, содержащая такой узел лопаток
Способ и устройство для регулирования температуры пара для паросиловой установки
Лампа-вспышка для установок тревожной сигнализации
Способ и устройство для контроля скорости
Изоляторная система
Удерживающее устройство для трансформаторной обмотки с литьевой изоляцией
Способ и устройство защиты для контроля сборных шин электрической сети энергоснабжения
Машина с удерживающим подшипником с антифрикционным слоем из жидкого металла
Приемник/источник данных, устройство передачи данных, прибор обработки данных и передачи данных и оконечное устройство данных для сети с коммутацией линий связи и сети с коммутацией пакетов
Способ определения потребления электрической энергии
Способ определения скорости транспортного средства во время процесса торможения
Способ маскировки охладительных отверстий и устройство для использования в процессе маскировки охладительных отверстий

