Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА С КОРЫТООБРАЗНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу изготовления компонента с корытообразным поперечным сечением, который имеет корытообразное поперечное сечение.
УРОВЕНЬ ТЕХНИКИ
[0002] Штампованные компоненты с профилем корытообразного поперечного сечения (также называемые «компоненты с корытообразным поперечным сечением» в настоящем описании), такие как передние боковые элементы, представляют собой известные конструктивные элементы, формирующие каркас кузова автомобильного транспортного средства. Такие компоненты с корытообразным поперечным сечением формуются путем выполнения обработки штамповкой (выдавливания) или т.п. на материалах металлических листов (например, стальных листах) (смотри, например, выложенную заявку на патент Японии (JP-A) №2003-103306, 2004-154859 и 2006-015404).
[0003] При возникновении того, что известно как «пружинение», после формования компонента с корытообразным поперечным сечением, компонент с корытообразным поперечным сечением формуется так, чтобы быть открытым в направлении ширины в сторонах передних концов вертикальных стенок компонента с корытообразным поперечным сечением. Соответственно, для того, чтобы устранять пружинение в компонентах с корытообразным поперечным сечением, штампованный компонент с корытообразным поперечным сечением (называемый далее «полуфабрикатный формованный компонент») может подвергаться правке для того, чтобы формовать вертикальные стенки полуфабрикатного формованного компонента более большими в направлении ширины. В таких случаях существует проблема в том, что, например, полуфабрикатный формованный компонент, в котором возникло пружинение, может контактировать с участками заплечиков пуансона для правки так, что полуфабрикатный формованный компонент не может быть расположен в правильном положении относительно пуансона.
[0004] Для решения этой проблемы были описаны способы формования штамповкой для правки компонента с корытообразным поперечным сечением (смотри, например, JP-A №2008-307557), в которых пуансон вводят в формующее углубление штампа после размещения полуфабрикатного формованного компонента внутри формующего углубления штампа с помощью опорного элемента, выдвигающегося из пуансона в сторону штампа.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0005] Однако, в способе формования штамповкой, описанном выше, при размещении полуфабрикатного формованного компонента внутри формующего углубления штампа участки передних концов пары вертикальных стенок полуфабрикатного формованного компонента, в котором возникло пружинение, контактируют с открытыми краями формующего углубления штампа, тем самым определяя положение полуфабрикатного формованного компонента относительно штампа в направлении ширины полуфабрикатного формованного компонента. Соответственно, существует проблема неустойчивого положения полуфабрикатного формованного компонента относительно штампа в направлении ширины полуфабрикатного формованного компонента.
[0006] С учетом вышеуказанных обстоятельств, настоящее раскрытие относится к получению способа изготовления компонента с корытообразным поперечным сечением, способного стабилизировать положение полуфабрикатного формованного компонента относительно штампа во время правки.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007] Способ изготовления компонента с корытообразным поперечным сечением, решающий вышеуказанную проблему, включает в себя: этап поддержания, на котором располагают полуфабрикатный формованный компонент с корытообразным поперечным сечением между пуансоном для правки и штампом для правки, которые обращены друг к другу, и поддерживают верхнюю пластину полуфабрикатного формованного компонента со стороны пуансона для правки с использованием опорного элемента, выдвигающегося из пуансона для правки к стороне штампа для правки; этап расположения, на котором размещают верхнюю пластину внутри первого участка углубления, формирующего сторону верхней поверхности формующего углубления, которое образовано в штампе для правки и которое открыто к стороне пуансона для правки, захватывают верхнюю пластину с использованием опорного элемента и штампа для правки и располагают полуфабрикатный формованный компонент в направлении ширины с использованием первого участка углубления и пары вертикальных стенок, которые продолжаются от обоих концов в направлении ширины верхней пластины полуфабрикатного формованного компонента; и этап правки, на котором вводят пуансон для правки внутрь второго участка углубления, формирующего открытую сторону формующего углубления и установленного с более большим размером ширины, чем первый участок углубления, и правят полуфабрикатный формованный компонент с использованием пуансона для правки и штампа для правки.
[0008] В способе изготовления компонента с корытообразным поперечным сечением, решающем вышеуказанную проблему, пуансон для правки и штамп для правки располагают обращенными друг к другу, и полуфабрикатный формованный компонент с корытообразным поперечным сечением располагают между пуансоном для правки и штампом для правки. Верхнюю поверхность полуфабрикатного формованного компонента поддерживают со стороны пуансона для правки с помощью опорного элемента, который выдвигается из пуансона для правки к стороне штампа для правки.
[0009] Штамп для правки образован с формующим углублением, открытым к стороне пуансона для правки. Участок формующего углубления, формирующий сторону верхней поверхности формующего углубления, представляет собой первый участок углубления, а участок формующего углубления, формирующий открытую сторону формующего углубления, представляет собой второй участок углубления. Второй участок углубления установлен с более большим размером ширины, чем первый участок углубления. Верхнюю пластину полуфабрикатного формованного компонента размещают внутри первого участка углубления, и верхнюю пластину полуфабрикатного формованного компонента захватывают с помощью опорного элемента и штампа для правки. Пуансон для правки вводят внутрь второго участка углубления в этом состоянии, и полуфабрикатный формованный компонент правят с использованием пуансона для правки и штампа для правки. Это тем самым позволяет повышать размерную точность компонента с корытообразным поперечным сечением.
[0010] Следует отметить, что на этапе расположения полуфабрикатный формованный компонент располагают в направлении ширины с использованием пары вертикальных стенок, которые продолжаются от обоих концов в направлении ширины верхней пластины полуфабрикатного формованного компонента, и первого участка углубления. А именно, положение полуфабрикатного формованного компонента относительно штампа для правки в направлении ширины полуфабрикатного формованного компонента определяют с помощью участка стороны основного конца (стороны верхней пластины) пары вертикальных стенок, который мало подвержен влиянию пружинения, и первого участка углубления. Это тем самым позволяет стабилизировать положение полуфабрикатного формованного компонента относительно штампа во время формования правкой.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯ
[0011] Способ изготовления компонента с корытообразным поперечным сечением по настоящему изобретению проявляет превосходный технический результат, заключающийся в обеспечении стабилизации положения полуфабрикатного формованного компонента относительно штампа во время формования правкой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Фиг. 1А представляет собой вид в перспективе, иллюстрирующий пример полуфабрикатного изгибающегося компонента, сформованного посредством первого этапа способа изготовления компонента с корытообразным поперечным сечением согласно примерному варианту осуществления.
Фиг. 1B представляет собой вид в плане, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 1А, сверху.
Фиг. 1С представляет собой вид сбоку, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 1А, с одной стороны в направлении ширины.
Фиг. 1D представляет собой вид спереди, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 1А, с одной стороны в направлении длины.
Фиг. 2 представляет собой вид в перспективе, соответствующий Фиг. 1А, иллюстрирующий полуфабрикатный изгибающийся компонент для того, чтобы объяснять линии ребер в местоположениях, соответствующих изогнутому участку вогнутой формы и изогнутому участку выпуклой формы.
Фиг. 3А представляет собой вид в перспективе, иллюстрирующий металлический исходный лист до формования.
Фиг. 3B представляет собой вид в перспективе, иллюстрирующий выдавленную панель.
Фиг. 4 представляет собой вид в перспективе, соответствующий Фиг. 3B, иллюстрирующий местоположения в выдавленной панели, где возможны возникновения трещин и складок.
Фиг. 5 представляет собой разобранный вид в перспективе, иллюстрирующий соответствующие участки устройства изготовления, применяемые на первом этапе.
Фиг. 6А представляет собой поперечное сечение, иллюстрирующее этап в начале обработки устройства изготовления, проиллюстрированного на Фиг. 5.
Фиг. 6B представляет собой поперечное сечение, иллюстрирующее устройство изготовления, проиллюстрированное на Фиг. 5, на этапе, на котором металлический исходный лист захватывают и удерживают между штампом и прокладкой и держателем и пуансоном.
Фиг. 6С представляет собой поперечное сечение, иллюстрирующее этап, на котором пуансон продвинули с этапа, проиллюстрированного на Фиг. 6B.
Фиг. 6D представляет собой поперечное сечение, иллюстрирующее состояние, в котором пуансон продвинули дальше с этапа, проиллюстрированного на Фиг. 6С, так, что пуансон полностью вдвинули в штамп.
Фиг. 7 представляет собой разобранный вид в перспективе, иллюстрирующий другое устройство изготовления, применяемое на первом этапе.
Фиг. 8A представляет собой поперечное сечение, иллюстрирующее устройство изготовления, проиллюстрированное на Фиг. 7, на этапе в начале обработки.
Фиг. 8B представляет собой поперечное сечение, иллюстрирующее этап, на котором металлический исходный лист захватывают и удерживают между штампом и прокладкой и держателем и пуансоном устройства изготовления, проиллюстрированного на Фиг. 7.
Фиг. 8С представляет собой поперечное сечение, иллюстрирующее этап, на котором пуансон продвинули с этапа, проиллюстрированного на Фиг. 8B.
Фиг. 8D представляет собой поперечное сечение, иллюстрирующее состояние, в котором пуансон продвинули дальше с этапа, проиллюстрированного на Фиг. 8С, так, что пуансон полностью вдвинули в штамп.
Фиг. 9A представляет собой поперечное сечение, иллюстрирующее пресс-форму для объяснения дефекта, который возникает при удалении полуфабрикатного изгибающегося компонента из пресс-формы после полного вдвигания пуансона в штамп и формования металлического исходного листа в полуфабрикатный изгибающийся компонент.
Фиг. 9B представляет собой поперечное сечение, иллюстрирующее пресс-форму на этапе, на котором пуансон выводят из штампа из состояния, проиллюстрированного на Фиг. 9A.
Фиг. 9С представляет собой поперечное сечение, иллюстрирующее пресс-форму на этапе, на котором пуансон полностью вывели из штампа из состояния, проиллюстрированного на Фиг. 9B.
Фиг. 10A представляет собой поперечное сечение, иллюстрирующее пресс-форму в состоянии, в котором пуансон полностью вдвинули в штамп.
Фиг. 10B представляет собой поперечное сечение, иллюстрирующее пресс-форму на этапе, на котором пуансон вывели из штампа из состояния, проиллюстрированного на Фиг. 10A.
Фиг. 10C представляет собой поперечное сечение, иллюстрирующее пресс-форму на этапе, на котором пуансон полностью вывели из штампа из состояния, проиллюстрированного на Фиг. 10B.
Фиг. 11А представляет собой поперечное сечение, иллюстрирующее пресс-форму в состоянии, в котором пуансон полностью вдвинули в штамп.
Фиг. 11B представляет собой поперечное сечение, иллюстрирующее пресс-форму на этапе, на котором пуансон выводят из штампа из состояния, проиллюстрированного на Фиг. 11А.
Фиг. 11С представляет собой поперечное сечение, иллюстрирующее пресс-форму на этапе, на котором пуансон полностью вывели из штампа из состояния, проиллюстрированного на Фиг. 11B.
Фиг. 12А представляет собой вид в перспективе, иллюстрирующий другой полуфабрикатный изгибающийся компонент, сформованный посредством первого этапа.
Фиг. 12B представляет собой вид в плане, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 12А, сверху.
Фиг. 12С представляет собой вид сбоку, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 12А, с одной стороны в направлении ширины.
Фиг. 12D представляет собой вид спереди, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 12А, с одной стороны в направлении длины.
Фиг. 13A представляет собой вид в перспективе, иллюстрирующий другой полуфабрикатный изгибающийся компонент, сформованный посредством первого этапа.
Фиг. 13B представляет собой вид в плане, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 13A, сверху.
Фиг. 13С представляет собой вид сбоку, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 13A, с одной стороны в направлении ширины.
Фиг. 13D представляет собой вид в перспективе, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 13A, со стороны нижней поверхности.
Фиг. 14A представляет собой вид в перспективе, иллюстрирующий другой полуфабрикатный изгибающийся компонент, сформованный посредством первого этапа.
Фиг. 14B представляет собой вид в плане, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 14A, сверху.
Фиг. 14С представляет собой вид сбоку, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 14A, с одной стороны в направлении ширины.
Фиг. 14D представляет собой вид спереди, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 14A, с другой стороны в направлении длины.
Фиг. 15A представляет собой вид в перспективе, иллюстрирующий другой полуфабрикатный изгибающийся компонент, сформованный посредством первого этапа.
Фиг. 15B представляет собой вид в плане, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 15A, сверху.
Фиг. 15С представляет собой вид сбоку, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 15A, с одной стороны в направлении ширины.
Фиг. 15D представляет собой вид спереди, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 15A, с другой стороны в направлении длины.
Фиг. 16А представляет собой вид в перспективе, иллюстрирующий другой полуфабрикатный изгибающийся компонент, сформованный посредством первого этапа.
Фиг. 16B представляет собой вид в плане, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 16А, сверху.
Фиг. 16С представляет собой вид сбоку, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 16А, с одной стороны в направлении ширины.
Фиг. 16D представляет собой вид в перспективе, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 16А, со стороны нижней поверхности.
Фиг. 17А представляет собой вид в перспективе, иллюстрирующий другой полуфабрикатный изгибающийся компонент, сформованный посредством первого этапа.
Фиг. 17B представляет собой вид в плане, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 17А, сверху.
Фиг. 17С представляет собой вид сбоку, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 17А, с одной стороны в направлении ширины.
Фиг. 17D представляет собой вид в перспективе, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 17А, со стороны нижней поверхности.
Фиг. 18А представляет собой вид в перспективе, иллюстрирующий металлический исходный лист до предварительной обработки.
Фиг. 18B представляет собой вид в перспективе, иллюстрирующий предварительно обработанный металлический исходный лист.
Фиг. 18С представляет собой вид в перспективе, иллюстрирующий полуфабрикатный изгибающийся компонент, сформованный из предварительно обработанного металлического исходного листа.
Фиг. 18D представляет собой вид в перспективе, иллюстрирующий состояние, в котором полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 18С, был обрезан.
Фиг. 19 представляет собой вид в перспективе, иллюстрирующий пример промежуточного изгибающегося компонента, который был обработан на втором этапе способа изготовления компонента с корытообразным поперечным сечением согласно настоящему примерному варианту осуществления.
Фиг. 20 представляет собой вид сбоку промежуточного изгибающегося компонента, проиллюстрированного на Фиг. 19, если смотреть с одной стороны в направлении ширины.
Фиг. 21 представляет собой вид в перспективе, иллюстрирующий соответствующие участки устройства изготовления, применяемые на втором этапе.
Фиг. 22А представляет собой вид в перспективе, иллюстрирующий устройство изготовления, проиллюстрированное на Фиг. 21, на этапе в начале обработки.
Фиг. 22B представляет собой вид в перспективе, иллюстрирующий этап, на котором прокладку и штамп переместили с этапа, проиллюстрированного на Фиг. 22А, и верхнюю пластину полуфабрикатного изгибающегося компонента захватывают и удерживают между прокладкой и пуансоном.
Фиг. 22С представляет собой вид в перспективе, иллюстрирующий этап этапа гибки и вытяжки, на котором штамп перемещают относительно к стороне пуансона с этапа, проиллюстрированного на Фиг. 22B, и вертикальные стенки в одной стороне в направлении длины полуфабрикатного изгибающегося компонента сгибают и вытягивают.
Фиг. 22D представляет собой вид в перспективе, иллюстрирующий этап этапа отгибания, на котором держатель перемещают относительно к стороне штампа с этапа, проиллюстрированного на Фиг. 22С, и вертикальные стенки в другой стороне в направлении длины полуфабрикатного изгибающегося компонента отгибают и возвращают в исходное состояние.
Фиг. 23 представляет собой поперечное сечение (поперечное сечение по линии 23-23 на Фиг. 22B), иллюстрирующее состояние, в котором участок в одной стороне в направлении длины верхней пластины полуфабрикатного изгибающегося компонента захватывают и удерживают с помощью прокладки и пуансона на этапе, проиллюстрированном на Фиг. 22B.
Фиг. 24 представляет собой поперечное сечение (поперечное сечение по линии 24-24 на Фиг. 22B), иллюстрирующее состояние, в котором участок в другой стороне в направлении длины верхней пластины полуфабрикатного изгибающегося компонента захватывают и удерживают с помощью прокладки и пуансона на этапе, проиллюстрированном на Фиг. 22B.
Фиг. 25 представляет собой поперечное сечение, иллюстрирующий этап этапа отгибания, проиллюстрированного на Фиг. 22D.
Фиг. 26А представляет собой вид в перспективе, иллюстрирующий состояние до обработки полуфабрикатного изгибающегося компонента на втором этапе.
Фиг. 26B представляет собой вид в перспективе, иллюстрирующий состояние полуфабрикатного изгибающегося компонента, который был обработан посредством этапа гибки и вытяжки второго этапа.
Фиг. 27 представляет собой вид в перспективе, иллюстрирующий пример законченного изгибающегося компонента, который был обработан посредством третьего этапа способа изготовления компонента с корытообразным поперечным сечением согласно настоящему примерному варианту осуществления.
Фиг. 28 представляет собой поперечное сечение (поперечное сечение по линии 28-28 на Фиг. 27), если смотреть вдоль направления длины, иллюстрирующее пример законченного изгибающегося компонента, который был обработан посредством третьего этапа способа изготовления компонента с корытообразным поперечным сечением согласно настоящему примерному варианту осуществления.
Фиг. 29A представляет собой поперечное сечение, иллюстрирующее этап, на котором верхнюю пластину промежуточного изгибающегося компонента поддерживают с нижней стороны устройства с помощью опорного элемента в устройстве изготовления, применяемом на третьем этапе.
Фиг. 29B представляет собой поперечное сечение, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 29A, верхнюю пластину промежуточного изгибающегося компонента установили в первый участок углубления штампа, и ее захватывают и удерживают с помощью штампа и опорного элемента.
Фиг. 29С представляет собой поперечное сечение, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 29B, пуансон вдвинули во второй участок углубления штампа.
Фиг. 29D представляет собой поперечное сечение, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 29С, пуансон вдвинули дальше во второй участок углубления штампа, и пуансон полностью вдвинули в штамп.
Фиг. 30A представляет собой поперечное сечение, иллюстрирующее этап, на котором верхнюю пластину промежуточного изгибающегося компонента поддерживают с нижней стороны устройства с помощью опорного элемента в другом устройстве изготовления, применяемом на третьем этапе.
Фиг. 30B представляет собой поперечное сечение, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 30A, верхнюю пластину промежуточного изгибающегося компонента установили в первый участок углубления штампа, и ее захватывают и удерживают с помощью штампа и опорного элемента.
Фиг. 30C представляет собой поперечное сечение, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 30B, пуансон вдвинули во второй участок углубления штампа.
Фиг. 30D представляет собой поперечное сечение, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 30С, пуансон вдвинули дальше во второй участок углубления штампа, и пуансон полностью вдвинули в штамп.
Фиг. 31A представляет собой поперечное сечение, иллюстрирующее этап, на котором верхнюю пластину промежуточного изгибающегося компонента поддерживают с нижней стороны устройства с помощью опорного элемента в другом устройстве изготовления, применяемом на третьем этапе.
Фиг. 31B представляет собой поперечное сечение, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 31A, верхнюю пластину промежуточного изгибающегося компонента установили в первый участок углубления штампа, и ее захватывают и удерживают с помощью штампа и опорного элемента.
Фиг. 31С представляет собой поперечное сечение, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 31B, пуансон вдвинули во второй участок углубления штампа.
Фиг. 31D представляет собой поперечное сечение, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 31С, пуансон вдвинули дальше во второй участок углубления штампа, и пуансон полностью вдвинули в штамп.
Фиг. 32A представляет собой поперечное сечение, соответствующее Фиг. 31A, иллюстрирующее этап, на котором верхнюю пластину промежуточного изгибающегося компонента поддерживают с нижней стороны устройства с помощью опорного элемента в другом устройстве изготовления, применяемом на третьем этапе.
Фиг. 32B представляет собой поперечное сечение, соответствующее Фиг. 31B, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 32A, верхнюю пластину промежуточного изгибающегося компонента установили в первый участок углубления штампа, и ее захватывают и удерживают с помощью штампа и опорного элемента.
Фиг. 32С представляет собой поперечное сечение, соответствующее Фиг. 31С, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 32B, пуансон вдвинули во второй участок углубления штампа.
Фиг. 32D представляет собой поперечное сечение, соответствующее Фиг. 31D, иллюстрирующее этап, на котором, с этапа, проиллюстрированного на Фиг. 32С, пуансон вдвинули дальше во второй участок углубления штампа, и пуансон полностью вдвинули в штамп.
Фиг. 33A представляет собой вид в перспективе полуфабрикатного изгибающегося компонента, схематически иллюстрирующий напряжение, возникающее в вертикальных стенках.
Фиг. 33B представляет собой вид в перспективе полуфабрикатного изгибающегося компонента, иллюстрирующий сдвиговое образование складок, возникающее в вертикальных стенках.
Фиг. 33С представляет собой вид сбоку полуфабрикатного изгибающегося компонента, иллюстрирующий сдвиговое образование складок, возникающее в вертикальных стенках.
Фиг. 34A представляет собой поперечное сечение устройства изготовления для объяснения размеров и т.п. соответственных участков для того, чтобы предотвращать возникновение сдвигового образования складок.
Фиг. 34B представляет собой поперечное сечение полуфабрикатного изгибающегося компонента для объяснения размеров и т.п. соответственных участков для того, чтобы предотвращать возникновение сдвигового образования складок.
Фиг. 34С представляет собой поперечное сечение устройства изготовления для объяснения размеров и т.п. соответственных участков для того, чтобы предотвращать возникновение сдвигового образования складок.
Фиг. 34D представляет собой поперечное сечение полуфабрикатного изгибающегося компонента для объяснения размеров и т.п. соответственных участков для того, чтобы предотвращать возникновение сдвигового образования складок.
Фиг. 35 представляет собой таблицу для объяснения обстоятельств, при которых в полуфабрикатном изгибающемся компоненте возникает образование складок при изменении различных параметров на первом этапе.
Фиг. 36A представляет собой вид в перспективе, иллюстрирующий полуфабрикатный изгибающийся компонент, изготовленный с использованием устройства изготовления, проиллюстрированного на Фиг. 5.
Фиг. 36B представляет собой вид в плане, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 36A, сверху.
Фиг. 36С представляет собой вид сбоку, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 36A, с одной стороны в направлении ширины.
Фиг. 36D представляет собой вид спереди, иллюстрирующий полуфабрикатный изгибающийся компонент, проиллюстрированный на Фиг. 36A, с одной стороны в направлении длины.
Фиг. 37 представляет собой поперечное сечение пресс-формы, иллюстрирующее зазор в таблице на Фиг. 35.
Фиг. 38 представляет собой вид в перспективе, иллюстрирующий пример законченного изгибающегося компонента, сформированного из полуфабрикатного изгибающегося компонента, который подвергся первому этапу способа изготовления компонента с корытообразным поперечным сечением настоящего примерного варианта осуществления, и далее подвергся обработке третьего этапа.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0013] Далее следует объяснение, относящееся к способу изготовления компонента с корытообразным поперечным сечением согласно примерному варианту осуществления, со ссылкой на чертежи. Способ изготовления компонента с корытообразным поперечным сечением включает в себя первый этап «этап формования полуфабрикатов» для формования полуфабрикатного формованного компонента, второй этап «промежуточный этап» для обработки (формования) полуфабрикатного формованного компонента для изменения высоты полуфабрикатного формованного компонента и третий этап для правки полуфабрикатного формованного компонента, который подвергся второму этапу. Далее следует объяснение, относящееся к каждому из этих этапов. Следует отметить, что на чертежах эквивалентным элементам и т.п. присвоены одни и те же ссылочные позиции, и в следующем далее объяснении дублирующее объяснение эквивалентных элементов исключено соответствующим образом после описания в первый раз.
[0014] ПЕРВЫЙ ЭТАП
Как проиллюстрировано на Фиг. 5, на первом этапе полуфабрикатный изгибающийся компонент 10 (смотри Фиг. 2) формуют в виде «полуфабрикатного формованного компонента» и «изогнутого элемента» путем выдавливания металлического исходного листа 601 с использованием устройства 500 изготовления. Сначала следует объяснение, относящееся к конфигурации полуфабрикатного изгибающегося компонента 10, за которым следует объяснение, относящееся к устройству 500 изготовления и далее объяснение, относящееся к первому этапу.
[0015] КОНФИГУРАЦИЯ ПОЛУФАБРИКАТНОГО ИЗГИБАЮЩЕГОСЯ КОМПОНЕНТА 10
Как проиллюстрировано на Фиг. 1А-Фиг. 1D и Фиг. 2, полуфабрикатный изгибающийся компонент 10 сформован в вытянутой форме и сформован с корытообразной формой, если смотреть в поперечном сечении вдоль его направления длины. В особенности, полуфабрикатный изгибающийся компонент 10 включает в себя верхнюю пластину 11, продолжающуюся вдоль направления длины, и соответственные вертикальные стенки 12а, 12b, которые согнуты так, чтобы продолжаться к нижней стороне (одной стороне в направлении толщины листа верхней пластины 11) от обеих сторон в направлении ширины верхней пластины 11. Полуфабрикатный изгибающийся компонент 10 дополнительно включает в себя соответственные фланцы 13а, 13b, которые согнуты так, чтобы продолжаться по направлению наружу в направлении ширины верхней пластины 11 от нижних концов (концов на стороне, противоположной верхней пластине 11) вертикальных стенок 12а, 12b.
[0016] Сформованы линии 14a, 14b ребер, продолжающиеся вдоль направления длины полуфабрикатного изгибающегося компонента 10, между верхней пластиной 11 и соответственными вертикальными стенками 12а, 12b. Сформованы вогнутые линии 15a, 15b, продолжающиеся вдоль направления длины полуфабрикатного изгибающегося компонента 10, между соответственными вертикальными стенками 12а, 12b и фланцами 13а, 13b.
[0017] Линии 14a, 14b ребер и вогнутые линии 15a, 15b обеспечены продолжающимися по существу параллельно друг другу. А именно, высота соответственных вертикальных стенок 12а, 12b, которые продолжаются к верхней стороне (другой стороне в направлении толщины листа верхней пластины 11) от соответственных фланцев 13а, 13b, является по существу одинаковой вдоль направления длины полуфабрикатного изгибающегося компонента 10.
[0018] Как проиллюстрировано на Фиг. 2, участок верхней пластины 11 сформован с изогнутым участком 11а выпуклой формы, который изгибается в форме дуги по направлению наружу профиля бокового поперечного сечения корытообразной формы, а именно, к стороне внешней поверхности (другой стороне в направлении толщины листа) верхней пластины 11. Другой участок верхней пластины 11 сформован с изогнутым участком 11b вогнутой формы, который изгибается в форме дуги по направлению внутрь профиля бокового поперечного сечения корытообразной формы, а именно, к стороне внутренней поверхности (одной стороне в направлении толщины листа) верхней пластины 11. В изогнутом участке 11а выпуклой формы и изогнутом участке 11b вогнутой формы линии 14a, 14b ребер между верхней пластиной 11 и вертикальными стенками 12а, 12b также изогнуты в формах дуги в местоположениях 16a, 16b и 17a, 17b, соответствующих изогнутому участку 11а выпуклой формы и изогнутому участку 11b вогнутой формы. Следует отметить, что эта «форма дуги» не ограничена частью правильного круга и может представлять собой часть другой изогнутой линии, например, эллипса, гиперболы или синусоидальной волны.
[0019] Полуфабрикатный изгибающийся компонент 10, описанный выше, сформован путем формования выдавленной панели 301 (смотри Фиг. 3B) путем выдавливания металлического исходного листа 201 в форме прямоугольника, служащего в качестве «металлического листа», проиллюстрированного на Фиг. 3А, и далее обрезания нежелательных участков выдавленной панели 301.
[0020] Однако, при изготовлении полуфабрикатного изгибающегося компонента 10 с корытообразным поперечным сечением путем выдавливания излишний материал присутствует во время этапа формования выдавленной панели 30 на верхней пластине 301a изогнутого участка вогнутой формы и фланце 301b изогнутого участка выпускной формы выдавленной панели 301, которые проиллюстрированы на Фиг. 4, и возможно возникновение складок. Увеличение удержания на периферии металлического исходного листа 201 во время этапа формования путем, например, повышения силы сжатия держателя заготовки или добавление местоположений к держателю заготовки для формования кромок выдавливания и тем самым устранение набегания металлического исходного листа 201 в держатель заготовки, как известно, являются эффективными в устранении возникновения складок.
[0021] Однако, при усиленном устранении набегания металлического исходного листа 201 в держатель заготовки также имеется большое уменьшение толщины листа выдавленной панели 301 в соответственных участках, в том числе в верхней пластине 301с изогнутого участка выпуклой формы, фланце 301d изогнутого участка вогнутой формы и обоих участках 301e, 301e концов направления длины. В случаях, в которых металлический исходный лист 201 представляет собой материал с особенно низкой растяжимостью (например, сталь с высокой прочностью на растяжение), возможно, что образование трещин может возникать в этих соответственных участках.
[0022] Соответственно, из-за попытки исключения образования складок и образования трещин при изготовлении путем штамповки с использованием выдавливания изгибающихся компонентов с корытообразным поперечным сечением, таких как передние боковые элементы, формирующие часть каркаса кузова транспортного средства, было затруднительно применять высокопрочные материалы с низкой растяжимостью в качестве металлического исходного листа 201, что означает, что должны были применяться низкопрочные материалы с высокой растяжимостью.
[0023] Однако, возникновение такого образования складок и образования трещин может быть устранено путем выполнения первого этапа, описанного далее, с применением устройства 500 изготовления 500 настоящего примерного варианта осуществления.
[0024] УСТРОЙСТВО 500 ИЗГОТОВЛЕНИЯ
Далее следует объяснение, относящееся к устройству 500 изготовления. Фиг. 5 представляет собой разобранный вид в перспективе, иллюстрирующий устройство 500 изготовления, применяемое для изготовления полуфабрикатного изгибающегося компонента 501, служащего в качестве «полуфабрикатного формованного компонента». Следует отметить, что конфигурация полуфабрикатного изгибающегося компонента 501 является по существу такой же, как и конфигурация полуфабрикатного изгибающегося компонента 10 (смотри Фиг. 1А). Фиг. 6А представляет собой поперечное сечение, иллюстрирующее устройство изготовления, проиллюстрированное на Фиг. 5, в начале обработки. Фиг. 6B представляет собой поперечное сечение, иллюстрирующее устройство изготовления, проиллюстрированное на Фиг. 5, на этапе, на котором металлический исходный лист 601 захватывают и удерживают между штампом 502 для формования полуфабрикатов и прокладкой 503 для формования полуфабрикатов и держателями 505 заготовки для формования полуфабрикатов и пуансоном 504 для формования полуфабрикатов. Фиг. 6С представляет собой поперечное сечение, иллюстрирующее этап, на котором пуансон 504 для формования полуфабрикатов продвинули с этапа, проиллюстрированного на Фиг. 6B. Фиг. 6D представляет собой поперечное сечение, иллюстрирующее состояние, в котором пуансон 504 для формования полуфабрикатов продвинули дальше с этапа, проиллюстрированного на Фиг. 6С, так, что пуансон 504 для формования полуфабрикатов полностью вдвинули в штамп 502 для формования полуфабрикатов.
[0025] Как проиллюстрировано на Фиг. 5, устройство 500 изготовления сформировано включающим в себя штамп 502 для формования полуфабрикатов (называемый ниже просто «штамп 502»), который имеет форму, соответствующую соответственным профилям внешних поверхностей вертикальных стенок 501a, 501b и фланцев 501d, 501e полуфабрикатного изгибающегося компонента 501, и прокладку 503 для формования полуфабрикатов (называемую ниже просто «прокладка 503»), которая имеет форму, соответствующую профилю внешней поверхности верхней пластины 501с. Устройство 500 изготовления дополнительно включает в себя пуансон 504 для формования полуфабрикатов (называемый ниже просто «пуансон 504»), который расположен обращенным к штампу 502 и прокладке 503 и который имеет форму, соответствующую соответственным профилям внутренних поверхностей верхней пластины 501с и вертикальных стенок 501a, 501b полуфабрикатного изгибающегося компонента 501, и держатели 505 заготовки для формования полуфабрикатов (называемые ниже просто «держатели 505 заготовки»), служащие в качестве «держателя для формования полуфабрикатов», с формой, соответствующей профилям внутренних поверхностей фланцев 501d, 501e.
[0026] Как проиллюстрировано на Фиг. 6А-Фиг. 6D, штамп 502 и пуансон 504 обращены друг к другу вдоль направления вверх-вниз устройства, и штамп 502 расположен в верхней стороне устройства относительно пуансона 504. Центральный участок в направлении ширины (направлении влево-вправо на чертеже) штампа 502 образован с углублением 502a, открытым к нижней стороне устройства (стороне пуансона 504). Внутренние периферийные поверхности углубления 502a штампа 502 формируют формующие поверхности, соответствующие профилю внешних поверхностей вертикальных стенок 501a, 501b (смотри Фиг. 5) полуфабрикатного изгибающегося компонента 501. Более того, поверхности концов в нижней стороне устройства (стороне держателя заготовки 505) обоих боковых участков в направлении ширины штампа 502 формируют формующие поверхности, соответствующие профилю верхних поверхностей (поверхностей в сторонах вертикальных стенок 501a, 501b (смотри Фиг. 5)) фланцев 501d, 501e полуфабрикатного изгибающегося компонента 501. Блок 506 прижима прокладки, описанный далее, прикреплен к закрытому концу (верхнему концу) углубления 502a, образованного в штампе 502. Более того, штамп 502 связан с приводным механизмом 509, таким как газовая подушка, гидравлический привод, пружина или механизм электропривода. Запуск приводного механизма 509 перемещает штамп 502 в направлении вверх-вниз устройства.
[0027] Прокладка 503 расположена внутри углубления 502a, образованного в штампе 502. Прокладка 503 связана с блоком 506 прижима прокладки, который представляет собой газовую подушку, гидравлический привод, пружину, механизм электропривода или т.п. Поверхность в стороне пуансона 504 прокладки 503 формирует формующую поверхность, включающую в себя профиль внешней поверхности верхней пластины 501с (смотри Фиг. 5) полуфабрикатного изгибающегося компонента 501. При запуске блока 506 прижима прокладки прокладка 503 прижимается к стороне пуансона 504, и центральный участок 601а в направлении ширины (направлении влево-вправо на чертеже) металлического исходного листа 601 сжимается и захватывается между прокладкой 503 и пуансоном 504.
[0028] Пуансон 504 образован формой, выступающей к стороне прокладки 503 в местоположении в нижней пресс-форме, которая обращена к прокладке 503 в направлении вверх-вниз. Блоки 507 прижима держателей заготовки, описанные далее, закреплены на сторонах пуансона 504. Внешние поверхности пуансона 504 формируют формующие поверхности, соответствующие профилю внутренних поверхностей вертикальных стенок 501a, 501b и верхней пластины 501с (смотри Фиг. 5) полуфабрикатного изгибающегося компонента 501.
[0029] Держатели 505 заготовки связаны с блоками 507 прижима держателей заготовки, служащими в качестве блоков прижима держателей, которые представляют собой газовые подушки, гидравлические приводы, пружины, механизмы электропривода или т.п. Поверхности концов верхней стороны устройства (стороны штампа 502) держателей 505 заготовки формируют формующие поверхности, соответствующие профилю нижних поверхностей (поверхностей в стороне, противоположной вертикальным стенкам 501a, 501b (смотри Фиг. 5)) фланцев 501d, 501e полуфабрикатного изгибающегося компонента 501. При запуске блоков 507 прижима держателей заготовки держатели 505 заготовки прижимаются к стороне штампа 502, и оба боковых участка 601b, 601c в направлении ширины металлического исходного листа 601 сжимаются и захватываются штампом 502 и держателями 505 заготовки.
[0030] Далее следует объяснение, относящееся к первому этапу штамповки металлического исходного листа 601 с помощью устройства 500 изготовления, описанного выше.
[0031] Сначала, как проиллюстрировано на Фиг. 6А, металлический исходный лист 601 располагают между штампом 502 и прокладкой 503 и пуансоном 504 и держателями 505 заготовки.
[0032] Далее, как проиллюстрировано на Фиг. 6B, центральный участок 601а металлического исходного листа 601 (а именно, участок металлического исходного листа 601, который будет образовывать верхнюю пластину 501с (смотри Фиг. 5)) прижимают к пуансону 504 с помощью прокладки 503 и сжимают и захватывают между ними. Оба боковых участка 601b, 601c металлического исходного листа 601 (а именно, соответственные участки металлического исходного листа 601, которые будут образовывать вертикальные стенки 501a, 501b и фланцы 501d, 501e (смотри Фиг. 5)) прижимают к штампу 502 с помощью держателей 505 заготовки и сжимают и захватывают между ними.
[0033] Запускают блок 506 прижима прокладки и блоки 507 прижима держателей заготовки так, что центральный участок 601а и оба боковых участка 601b, 601c металлического исходного листа 601 сжимают с конкретной силой сжатия и захватывают. Центральный участок 601а и оба боковых участка 601b, 601c металлического исходного листа 601 формуют в изогнутые профили для соответствия изогнутым профилям штампующих изогнутых поверхностей в результате.
[0034] В этом состоянии запускают приводной механизм 509, и держатели 505 заготовки и штамп 502 перемещают к нижней стороне устройства (опускают), тем самым формуя полуфабрикатный изгибающийся компонент 501. Блок 506 прижима прокладки и блоки 507 прижима держателей заготовки выводятся в направлении вверх-вниз, сопровождая опускание штампа 502. Центральный участок 601а и оба боковых участка 601b, 601c металлического исходного листа 601 также сжимают с конкретной силой сжатия при выведении блока 506 прижима прокладки и блоков 507 прижима держателей заготовки в направлении вверх-вниз.
[0035] Как проиллюстрировано на Фиг. 6С, металлический исходный лист 601, захваченный между штампом 502 и держателями 505 заготовки, набегает в углубление 502a, представленное между пуансоном 504 и держателями 505 заготовки, сопровождая перемещение держателей 505 заготовки и штампа 502 к нижней стороне устройства, тем самым формуя вертикальные стенки 501a, 501b (смотри Фиг. 5).
[0036] Далее, как проиллюстрировано на Фиг. 6D, держатели 505 заготовки и штамп 502 перемещаются на конкретное расстояние, и формование заканчивают в тот момент, когда высота вертикальных стенок 501a, 501b достигает конкретной высоты.
[0037] Следует отметить, что в примере, проиллюстрированном на Фиг. 6А-Фиг. 6D, полуфабрикатный изгибающийся компонент 501 формуют путем перемещения держателей 505 заготовки и штампа 502 к нижней стороне устройства в неподвижном состоянии пуансона 504 и прокладки 503. Однако настоящее изобретение не ограничено этим, и полуфабрикатный изгибающийся компонент 501 могут формовать следующим образом.
[0038] Фиг. 7 иллюстрирует другое устройство 600 изготовления для изготовления полуфабрикатного изгибающегося компонента 501. Фиг. 8A представляет собой поперечное сечение, иллюстрирующее устройство изготовления, проиллюстрированное на Фиг. 7, на этапе в начале обработки. Фиг. 8B представляет собой поперечное сечение, иллюстрирующее этап, на котором металлический исходный лист 601 захватывают и удерживают между штампом 602 для формования полуфабрикатов (называемым ниже просто «штамп 602»)) и прокладкой 603 для формования полуфабрикатов (называемой ниже просто «прокладка 603») и держателями 605 заготовки для формования полуфабрикатов (называемыми ниже просто «держатели 605 заготовки») и пуансоном 604 для формования полуфабрикатов (называемым ниже просто «пуансон 604») устройства изготовления, проиллюстрированного на Фиг. 7. Фиг. 8С представляет собой поперечное сечение, иллюстрирующее этап, на котором пуансон 604 продвинули с этапа, проиллюстрированного на Фиг. 8B. Фиг. 8D представляет собой поперечное сечение, иллюстрирующее состояние, в котором пуансон 604 был продвинут дальше с этапа, проиллюстрированного на Фиг. 8С, так, что пуансон 604 был полностью вдвинут в штамп 602.
[0039] В отличие от устройства 500 изготовления компонента с корытообразным поперечным сечением, проиллюстрированного на Фиг. 5 и Фиг. 6А-Фиг. 6D, в устройстве 600 изготовления держатели 605 заготовки и пуансон 604 обеспечены в верхней стороне устройства относительно штампа 602 и прокладки 603. В устройстве 600 изготовления полуфабрикатный изгибающийся компонент 501 формуют путем перемещения (опускания) прокладки 603 и пуансона 604 в состоянии, в котором штамп 602 закреплен, и держатели 605 заготовки прижимают металлический исходный лист 601 к штампу 602 без перемещения. Следует отметить, что и в устройстве 600 изготовления, и в устройстве 500 изготовления относительное перемещение пресс-формы является одинаковым, и металлический исходный лист 601 могут формовать в полуфабрикатный изгибающийся компонент 501 с использованием любого из устройства 500 или 600 изготовления.
[0040] Далее следует объяснение, относящееся к этапу удаления полуфабрикатного изгибающегося компонента 501 из устройства 500 изготовления (пресс-формы) после штамповки металлического исходного листа 601, а именно, после формования полуфабрикатного изгибающегося компонента 501.
[0041] Как проиллюстрировано на Фиг. 9A-Фиг. 9C, при извлечении из пресс-формы полуфабрикатного изгибающегося компонента 501 из устройства 500 изготовления (пресс-формы) штамп 502 могут перемещать к верхней стороне устройства из состояния на Фиг. 6D и в сторону от пуансона 504 для создания зазора внутри пресс-формы. При выполнении этого, как проиллюстрировано на Фиг. 9B и Фиг. 9C, так как прокладка 503 и держатели 505 заготовки соответственно прижимались блоком 506 прижима прокладки и блоками 507 прижима держателей заготовки, во время извлечения из пресс-формы полуфабрикатный изгибающийся компонент 501 будет непосредственно претерпевать силу сжатия во взаимно противоположных направлениях от прокладки 503 и держателей 505 заготовки, что приводит к деформации и разрушению полуфабрикатного изгибающегося компонента 501 силами сжатия, направленными в противоположных направлениях, как проиллюстрировано на Фиг. 9C.
[0042] Соответственно, как проиллюстрировано на Фиг. 10A-Фиг. 10C, после формования металлического исходного листа 601 в полуфабрикатный изгибающийся компонент 501 конфигурацию выполняют так, что штамп 502 и блок 506 прижима прокладки отделяют от держателей 505 заготовки в состоянии, в котором держатели 505 заготовки не перемещаются относительно пуансона 504, и держатели 505 заготовки не прижимают формованный изгибающийся компонент к штампу 502. Соответственно, несмотря на то, что прокладка 503 прижимает изгибающийся компонент до тех пор, пока блок 506 прижима прокладки не выдвинется до конца его хода, прокладка 503 отделяется от пуансона 504 после перемещения блока 506 прижима прокладки на конкретное расстояние или больше и выдвижения блока 506 прижима прокладки до конца его хода. Полуфабрикатный изгибающийся компонент 501 в связи с этим не претерпевает сжатие одновременно от прокладки 503 и держателей 505 заготовки, и штамп 502 и прокладка 503 могут быть отделены от держателей 505 заготовки и пуансона 504, тем самым позволяя удалять полуфабрикатный изгибающийся компонент 501 из пресс-формы без деформации.
[0043] В качестве другого примерного варианта осуществления, который проиллюстрирован на Фиг. 11А-Фиг. 11С, после формования металлического исходного листа в полуфабрикатный изгибающийся компонент 501 прокладку 503 не перемещают относительно штампа 502, и прокладка 503 не прижимает формованный полуфабрикатный изгибающийся компонент 501 к пуансону 504. При отделении прокладки 503 и штампа 502 от держателей 505 заготовки и пуансона 504 в этом состоянии держатели 505 заготовки прижимают полуфабрикатный изгибающийся компонент до тех пор, пока блоки 507 прижима держателей заготовки не выдвинутся до конца их хода. Держатели 505 заготовки далее отделяются от штампа 502 после перемещения штампа 502 на конкретное расстояние или больше и полного выдвижения блоков 507 прижима держателей заготовки до конца их хода. Это тем самым позволяет отделять штамп 502 и прокладку 503 и держатели 505 заготовки и пуансон 504 без претерпевания полуфабрикатным изгибающимся компонентом 501 давления одновременно от прокладки 503 и держателей 505 заготовки, тем самым позволяя удалять полуфабрикатный изгибающийся компонент 501 из пресс-формы.
[0044] Еще один примерный вариант осуществления представляет собой вариант осуществления, в котором, несмотря на то, что не проиллюстрировано на чертежах, после формования металлического исходного листа в полуфабрикатный изгибающийся компонент 501 прокладка 503 не перемещается относительно держателей 505 заготовки, и прокладка 503 не прижимает формованный изгибающийся компонент к пуансону 504. При отделении прокладки 503, штампа 502 и держателей 505 заготовки от пуансона 504 в этом состоянии держатели 505 заготовки прижимают полуфабрикатный изгибающийся компонент 501 до тех пор, пока блоки 507 прижима держателей заготовки не выдвинут до конца их хода. Держатели 505 заготовки далее отделяют от штампа 502 после перемещения штампа 502 на конкретное расстояние или больше и полного выдвижения блоков 507 прижима держателей заготовки до конца их хода. Это тем самым позволяет отделять штамп 502 и прокладку 503 от держателей 505 заготовки и пуансона 504 без претерпевания полуфабрикатным изгибающимся компонентом 501 давления одновременно от прокладки 503 и держателей 505 заготовки, тем самым позволяя удалять полуфабрикатный изгибающийся компонент 501 из пресс-формы.
[0045] Соответственно, для того, чтобы предотвращать повреждение полуфабрикатного изгибающегося компонента 501 во время извлечения из пресс-формы, устройство 500 изготовления может быть обеспечено ограничителем давления, способным предотвращать претерпевание полуфабрикатным изгибающимся компонентом 501 давления от прокладки 503 и держателей 505 заготовки одновременно.
[0046] Полуфабрикатный изгибающийся компонент 501, служащий в качестве полуфабрикатного формованного компонента, формуют вышеуказанным образом на первом этапе. Однако конфигурации (форма и т.п.) штампа 502, прокладки 503, пуансона 504 и держателей 505 заготовки устройства 500 изготовления могут быть изменены соответствующим образом для изменения формы полуфабрикатного изгибающегося компонента. Далее следует объяснение, относящееся к модифицированным примерам полуфабрикатного изгибающегося компонента.
[0047] ПОЛУФАБРИКАТНЫЙ ИЗГИБАЮЩИЙСЯ КОМПОНЕНТ: МОДИФИЦИРОВАННЫЙ ПРИМЕР 1
Полуфабрикатный изгибающийся компонент 100, проиллюстрированный на Фиг. 12А-Фиг. 12D, служащий в качестве полуфабрикатного формованного компонента, изогнут в по существу S-образной форме на виде в плане, но не изогнут, если смотреть сбоку. Полуфабрикатный изгибающийся компонент 100 сформирован включающим в себя верхнюю пластину 102, вертикальные стенки 104, 106, обеспеченные продолжающимися параллельно друг другу после линий 102a, 102b ребер верхней пластины 102, и фланцы 108a, 108b, сформованные на передних концах вертикальных стенок 104, 106.
[0048] Как проиллюстрировано на Фиг. 12B, верхняя пластина 102 сформирована плоской пластиной, изгибающейся в по существу S-образной форме в плоскости, параллельной странице на Фиг. 12B. Фланцы 108a, 108b обеспечены продолжающимися по существу параллельно верхней пластине 102 и представляют собой плоские пластины, изгибающиеся в по существу S-образных формах. Вертикальные стенки 104, 106 представляют собой изгибающиеся пластины, которые изгибаются в по существу S-образных формах в направлении толщины вертикальных стенок 104, 106 и которые расположены параллельно друг другу.
[0049] ПОЛУФАБРИКАТНЫЙ ИЗГИБАЮЩИЙСЯ КОМПОНЕНТ: МОДИФИЦИРОВАННЫЙ ПРИМЕР 2
Как проиллюстрировано на Фиг. 13A-Фиг. 13D, полуфабрикатный изгибающийся компонент 110, служащий в качестве полуфабрикатного формованного компонента, изогнут в по существу S-образной форме на виде в плане и также изогнут в по существу S-образной форме, если смотреть сбоку. Полуфабрикатный изгибающийся компонент 110 сформирован включающим в себя верхнюю пластину 112, вертикальные стенки 114, 116, обеспеченные продолжающимися параллельно друг другу после линий 112a, 112b ребер верхней пластины 112, и фланцы 118a, 118b, сформованные на передних концах вертикальных стенок 114, 116. Верхняя пластина 112 представляет собой изгибающуюся пластину, изгибающуюся в по существу S-образной форме в направлении толщины верхней пластины 112. Фланцы 118a, 118b обеспечены продолжающимися по существу параллельно верхней пластине 112, и подобно верхней пластине 112, представляют собой изгибающиеся пластины, которые изгибаются в по существу S-образных формах в направлении толщины фланцев 118a, 118b. Вертикальные стенки 114, 116 также представляют собой изгибающиеся пластины, которые изгибаются в по существу S-образных формах в направлении толщины вертикальных стенок 114, 116.
[0050] ПОЛУФАБРИКАТНЫЙ ИЗГИБАЮЩИЙСЯ КОМПОНЕНТ: МОДИФИЦИРОВАННЫЙ ПРИМЕР 3
Как проиллюстрировано на Фиг. 14A-Фиг. 14D, полуфабрикатный изгибающийся компонент 120, служащий в качестве полуфабрикатного формованного компонента, изогнут в форме дуги на виде сбоку в промежуточном участке направления длины. Полуфабрикатный изгибающийся компонент 120 сформирован включающим в себя верхнюю пластину 122, вертикальные стенки 124а, 126b, обеспеченные продолжающимися параллельно друг другу после линий 128a, 128b ребер верхней пластины 122, и фланцы 126a, 126b, сформованные на передних концах вертикальных стенок 124a, 124b. Вогнутые линии между вертикальными стенками 124a, 124b и фланцами 126а, 126b формируют соответственные вогнутые линии 129a, 129b.
[0051] Верхняя пластина 122 сформирована изгибающейся пластиной, которая изгибается в направлении толщины верхней пластины 122, и фланцы 126а, 126b представляют собой изгибающиеся пластины, обеспеченные продолжающимися по существу параллельно верхней пластине 122. Промежуточный участок направления длины верхней пластины 122 сформован с изогнутым участком 122a выпуклой формы, который изгибается в форме дуги к стороне внешней поверхности (другой стороне в направлении толщины листа) верхней пластины 122. Вертикальные стенки 124a, 124b представляют собой плоские пластины, проходящие параллельно странице (плоскости) на Фиг. 14С.
[0052] ПОЛУФАБРИКАТНЫЙ ИЗГИБАЮЩИЙСЯ КОМПОНЕНТ: МОДИФИЦИРОВАННЫЙ ПРИМЕР 4
Как проиллюстрировано на Фиг. 15A-Фиг. 15D, если смотреть сбоку, полуфабрикатный изгибающийся компонент 130, служащий в качестве полуфабрикатного формованного компонента, имеет изгиб, противоположный полуфабрикатному изгибающемуся компоненту 120 модифицированного примера 3. Полуфабрикатный изгибающийся компонент 130 сформирован включающим в себя верхнюю пластину 132, вертикальные стенки 134, 136, обеспеченные продолжающимися параллельно друг другу после линий 132a, 132b ребер верхней пластины 132, и фланцы 138a, 138b, сформованные на передних концах вертикальных стенок 134, 136. Верхняя пластина 132 представляет собой изгибающуюся пластину, которая изгибается в направлении толщины верхней пластины 132, и фланцы 138a, 138b представляют собой изгибающиеся пластины, обеспеченные продолжающимися по существу параллельно верхней пластине 132. Вертикальные стенки 134, 136 представляют собой плоские пластины, проходящие параллельно странице (плоскости) на Фиг. 15С.
[0053] ПОЛУФАБРИКАТНЫЙ ИЗГИБАЮЩИЙСЯ КОМПОНЕНТ: МОДИФИЦИРОВАННЫЙ ПРИМЕР 5
Как проиллюстрировано на Фиг. 16А-Фиг. 16D, полуфабрикатный изгибающийся компонент 140, служащий в качестве полуфабрикатного формованного компонента, сформирован включающим в себя верхнюю пластину 142, вертикальные стенки 144, 146, обеспеченные продолжающимися параллельно друг другу после линий 142a, 142b ребер верхней пластины 142, и фланцы 148a, 148b, сформованные на передних концах вертикальных стенок 144, 146. Верхняя пластина 142 представляет собой изгибающуюся пластину, которая изгибается в по существу S-образной форме в направлении толщины верхней пластины 142. Фланцы 148a, 148b представляют собой по существу S-образные изгибающиеся пластины, обеспеченные продолжающимися по существу параллельно верхней пластине 142. Вертикальные стенки 144, 146 также сформированы изгибающимися пластинами, которые изгибаются в по существу S-образных формах в направлении толщины вертикальных стенок 144, 146. В этом полуфабрикатном изгибающемся компоненте 140 фланцы 148a, 148b не обеспечены так, чтобы продолжаться вдоль всей длины вертикальных стенок 144, 146. А именно, вертикальные стенки 144, 146 включают в себя участки, где фланцы 148a, 148b отсутствуют. На Фиг. 16А-Фиг. 16D длины фланцев 148a, 148b представляют собой более короткие длины, чем длина вертикальных стенок 144, 146 вдоль участков нижних краев вертикальных стенок 144, 146 от одного участка конца полуфабрикатного изгибающегося компонента 140. Фланец 148а имеет более длинный размер, чем фланец 148b.
[0054] ПОЛУФАБРИКАТНЫЙ ИЗГИБАЮЩИЙСЯ КОМПОНЕНТ: МОДИФИЦИРОВАННЫЙ ПРИМЕР 6
Как проиллюстрировано на Фиг. 17А-Фиг. 17D, полуфабрикатный изгибающийся компонент 150, служащий в качестве полуфабрикатного формованного компонента, изгибается в по существу S-образной форме, если смотреть сбоку, и постепенно увеличивается по ширине при продвижении к одной стороне в направлении длины на виде в плане. Полуфабрикатный изгибающийся компонент 150 сформирован включающим в себя верхнюю пластину 152, вертикальные стенки 154, 156, обеспеченные продолжающимися параллельно друг другу после линий 152a, 152b ребер верхней пластины 152, и фланцы 158a, 158b, сформованные на передних концах вертикальных стенок 154, 156. Верхняя пластина 152 сформирована изгибающейся пластиной, изгибающейся в по существу S-образной форме в направлении толщины верхней пластины 152. Фланцы 158a, 158b сформированы изгибающимися пластинами, обеспеченными продолжающимися по существу параллельно верхней пластине 152. Каждая из вертикальных стенок 154, 156 сформирована плоской пластиной, которая изгибается в по существу S-образной форме, если смотреть сбоку, как проиллюстрировано на Фиг. 17С. Ширина верхней пластины 152 постепенно увеличивается при продвижении к участку конца в одной стороне полуфабрикатного изгибающегося компонента 150. Вертикальная стенка 154 и вертикальная стенка 156 постепенно отделяются друг от друга при продвижении к участку конца на одной стороне полуфабрикатного изгибающегося компонента 150.
[0055] ПОЛУФАБРИКАТНЫЙ ИЗГИБАЮЩИЙСЯ КОМПОНЕНТ: МОДИФИЦИРОВАННЫЙ ПРИМЕР 7
Полуфабрикатный изгибающийся компонент 70, проиллюстрированный на Фиг. 18D, служащий в качестве полуфабрикатного формованного компонента, сформован путем обработки штамповкой и далее обрезания предварительно обработанного металлического листа, сформованного путем выполнения предварительной обработки на металлическом исходном листе.
[0056] Предварительно обработанный металлический лист 72-1 формуют путем формования множественных участков 74 в форме выступов, проиллюстрированных на Фиг. 18B, в металлическом исходном листе 72 прямоугольной формы, проиллюстрированном на Фиг. 18А. Далее предварительно обработанный металлический лист 72-1 обрабатывают штамповкой с помощью устройства 500 изготовления компонента с корытообразным поперечным сечением (смотри Фиг. 5), описанного выше, тем самым формуя полуфабрикатный изгибающийся компонент 70-1, который проиллюстрирован на Фиг. 18С, который включает в себя участки, которые являются не желательными в изготовленном изделии. Нежелательные участки полуфабрикатного изгибающегося компонента 70-1 далее обрезают для формования полуфабрикатного изгибающегося компонента 70, проиллюстрированного на Фиг. 18D.
[0057] Следует отметить, что, как проиллюстрировано на Фиг.18С, при формовании предварительно обработанного металлического листа 72-1, включающего в себя участки 74 в форме выступов, с использованием устройства 500 изготовления (смотри Фиг. 5), участок верхней пластины прижимают к пуансону 504 с помощью прокладки 503, и возможно, что предварительно обработанные участки 74 в форме выступов могут деформироваться. Соответственно, прокладка 503 и пуансон 504 предпочтительно обеспечены с формами, соответственно соответствующими участкам 74 в форме выступов, для обеспечения сжатия и захватывания без деформации участков 74 в форме выступов.
[0058] ВТОРОЙ ЭТАП
Далее следует объяснение, относящееся ко второму этапу. Сначала следует объяснение, относящееся к конфигурации промежуточного изгибающегося компонента 700, сформованного на втором этапе (путем обработки), за которым следует объяснение, относящееся к устройству 710 изготовления, применяемому на втором этапе, и объяснение, относящееся ко второму этапу. Следует отметить, что в следующем далее объяснении представлено объяснение, относящееся к случаю, в котором полуфабрикатный изгибающийся компонент 120, служащий в качестве «полуфабрикатного формованного компонента», формуют в промежуточный изгибающийся компонент 700 на втором этапе.
[0059] ПРОМЕЖУТОЧНЫЙ ИЗГИБАЮЩИЙСЯ КОМПОНЕНТ 700
Как проиллюстрировано на Фиг. 19, промежуточный изгибающийся компонент 700 сформован с профилем корытообразного поперечного сечения, образующим вытянутую форму, подобную форме полуфабрикатного изгибающегося компонента 120. А именно, промежуточный изгибающийся компонент 700 сформирован включающим в себя верхнюю пластину 702, продолжающуюся вдоль направления длины, пару вертикальных стенок 704a, 704b, соответственно продолжающихся от обоих концов в направлении ширины верхней пластины 702 к нижней стороне (одной стороне направления толщины листа верхней пластины 702), и пару фланцев 706a, 706b, продолжающихся от нижних концов соответственных вертикальных стенок 704a, 704b по направлению наружу в направлении ширины верхней пластины 702. Линии ребер между верхней пластиной 702 и соответственными вертикальными стенками 704a, 704b формируют линии 708a, 708b ребер, и вогнутые линии между соответственными вертикальными стенками 704a, 704b и фланцами 706a, 706b формируют вогнутые линии 709a, 709b. Промежуточный участок направления длины верхней пластины 702 сформован с изогнутым участком 702а выпуклой формы, который изгибается в форме дуги к стороне внешней поверхности (другой стороне в направлении толщины листа) верхней пластины 702.
[0060] Промежуточный изгибающийся компонент 700 имеет конфигурацию, подобную полуфабрикатному изгибающемуся компоненту 120, за исключением следующих моментов. А именно, несмотря на то, что размер ширины промежуточного изгибающегося компонента 700 установлен таким же, как и размер ширины полуфабрикатного изгибающегося компонента 120, размер высоты промежуточного изгибающегося компонента 700 (вертикальных стенок 704a, 704b) установлен в виде размера, отличного от размера высоты полуфабрикатного изгибающегося компонента 120 (вертикальных стенок 124a, 124b). Далее следует конкретное объяснение, относящееся к этому моменту. Следует отметить, что, так как промежуточный изгибающийся компонент 700 сформован с симметричной слева-справа формой в направлении ширины, следующее объяснение касается участка на одной стороне в направлении ширины промежуточного изгибающегося компонента 700, а объяснение, относящееся к другой стороне в направлении ширины промежуточного изгибающегося компонента 700, исключено.
[0061] Как проиллюстрировано на Фиг. 20, размер высоты участка в одной стороне в направлении длины промежуточного изгибающегося компонента 700 (особенно участка в стороне в направлении стрелки A на Фиг. 20 относительно изогнутого участка 702а выпуклой формы) сформирован более высоким, чем размер высоты полуфабрикатного изгибающегося компонента 120. Конкретнее, фланец 706а-1 в одной стороне в направлении длины промежуточного изгибающегося компонента 700 наклонен так, чтобы отделяться к нижней стороне (в направлении отделения от верхней пластины 702) к одной стороне в направлении длины промежуточного изгибающегося компонента 700 относительно фланцев 126а полуфабрикатного изгибающегося компонента 120 (смотри фланцы 126а, проиллюстрированные пунктирными линиями с двумя точками на Фиг. 20). Соответственно, размер высоты вертикальной стенки 704а-1, соединенной с фланцем 706а-1, установлен так, чтобы увеличиваться при продвижении к одной стороне в направлении длины промежуточного изгибающегося компонента 700.
[0062] Размер высоты участка в другой стороне в направлении длины промежуточного изгибающегося компонента 700 (особенно участка в стороне в направлении стрелки B на Фиг. 20 относительно вертикальной стенки 704а-1 и фланца 706а-1) сформирован более низким, чем размер высоты полуфабрикатного изгибающегося компонента 120. В особенности, фланец 706а-2 в другой стороне в направлении длины промежуточного изгибающегося компонента 700 наклонен, по сравнению с фланцами 126а полуфабрикатного изгибающегося компонента 120 (смотри фланцы 126а, проиллюстрированные пунктирными линиями с двумя точками на Фиг. 2), к верхней стороне (в направлении, приближающемся к верхней пластине 702) к другой стороне в направлении длины промежуточного изгибающегося компонента 700. Размер высоты вертикальной стенки 704а-2, соединенной с фланцем 706а-2, таким образом, установлен так, чтобы уменьшаться к другой стороне направления длины промежуточного изгибающегося компонента 700. Размер высоты промежуточного изгибающегося компонента 700, таким образом, сформирован так, чтобы увеличиваться от участка конца в другой стороне в направлении длины промежуточного изгибающегося компонента 700 к одной стороне в направлении длины промежуточного изгибающегося компонента 700.
[0063] УСТРОЙСТВО 710 ИЗГОТОВЛЕНИЯ
Как проиллюстрировано на Фиг. 21, устройство 710 изготовления сформировано включающим в себя штамп 711 для промежуточного формования (называемый ниже просто «штамп 711») и прокладку 712 для промежуточного формования (называемую ниже просто «прокладка 712»), которые формируют участок верхней стороны устройства 710 изготовления. Устройство 710 изготовления дополнительно включает в себя пуансон 713 для промежуточного формования (называемый ниже просто «пуансон 713») и держатель 714 для промежуточного формования (называемый ниже просто «держатель 714»), формирующие участок нижней стороны устройства 710 изготовления. На Фиг. 21, для простоты, штамп 711 проиллюстрирован разделенным вдоль в направлении ширины устройства 710 изготовления; однако штамп 711 в действительности объединен в одно целое в участке верхнего конца. Держатель 714, подобным образом, проиллюстрирован разделенным вдоль в направлении ширины устройства 710 изготовления; однако держатель 714 также объединен в одно целое в участке нижнего конца.
[0064] Как проиллюстрировано на Фиг. 22А-Фиг. 22D и на Фиг. 23-Фиг. 25, штамп 711 расположен в верхней стороне устройства относительно пуансона 713. Центральный участок в направлении ширины штампа 711 образован с углублением 711а, открытым к нижней стороне устройства, и внутренние периферийные поверхности участков нижних концов углубления 711а образованы с профилем, соответствующим внешним поверхностям верхней пластины 122 и вертикальных стенок 124a, 124b полуфабрикатного изгибающегося компонента 120. А именно, размер ширины углубления 711а установлен по существу таким же, как и размер ширины стороны внешней поверхности полуфабрикатного изгибающегося компонента 120 (промежуточного изгибающегося компонента 700).
[0065] Более того, нижняя поверхность (поверхность конца нижней стороны устройства) штампа 711 формирует формующую поверхность, соответствующую профилю внешних поверхностей фланцев 706a, 706b промежуточного изгибающегося компонента 700. Штамп 711 связан с приводным механизмом (не проиллюстрирован на чертежах), сформированным подобно приводному механизму 509 устройства 500 изготовления. Запуск приводного механизма перемещает штамп 711 в направлении вверх-вниз устройства.
[0066] Прокладка 712 расположена внутри углубления 711а штампа 711. Прокладка 712 связана с блоком прижима прокладки (не проиллюстрирован на чертежах), сформированным подобно блоку 506 прижима прокладки устройства 500 изготовления. Нижняя поверхность (поверхность нижней стороны устройства) прокладки 712 образована с профилем, соответствующим профилю внешней поверхности верхней пластины 122 полуфабрикатного изгибающегося компонента 120. При запуске блока прижима прокладки прокладка 712 прижимает верхнюю пластину 122 полуфабрикатного изгибающегося компонента 120 к нижней стороне устройства (стороне пуансона 713), и верхняя пластина 122 полуфабрикатного изгибающегося компонента 120 сжимается и захватывается между пуансоном 713, описанным далее, и прокладкой 712.
[0067] Пуансон 713 расположен в нижней стороне устройства относительно прокладки 712 и обращен к прокладке 712 вдоль направления вверх-вниз устройства. Внешние поверхности пуансона 713 имеют профиль, соответствующий профилю сторон внутренних поверхностей верхней пластины 702 и соответственных вертикальных стенок 704a, 704b промежуточного изгибающегося компонента 700. Участок в одной стороне в направлении длины пуансона 713 образован за одно целое с парой формующих фланцы участков 713a, и формующие фланцы участки 713а выступают из пуансона 713 по направлению наружу в направлении ширины. Верхние поверхности формующих фланцы участков 713а формируют формующие поверхности, соответствующие профилям внутренних поверхностей фланцев 706a, 706b промежуточного изгибающегося компонента 700.
[0068] Держатель 714 расположен смежно с пуансоном 713 снаружи в направлении ширины и расположен смежно с формующими фланцы участками 713а пуансона 713 на другой стороне направления длины пуансона 713. Держатель 714 расположен в нижней стороне устройства относительно участка в другой стороне в направлении длины штампа 711 и обращен к штампу 711 вдоль направления вверх-вниз устройства. Верхние поверхности держателя 714 формируют формующие поверхности, соответствующие профилю внутренних поверхностей фланцев 706a, 706b промежуточного изгибающегося компонента 700. Держатель 714 связан с блоками прижима держателей (не проиллюстрированы на чертежах), сформированными подобно блокам 507 прижима держателей заготовки устройства 500 изготовления. Запуск блоков прижима держателей перемещает держатель 714 в направлении вверх-вниз устройства.
[0069] В незапущенном состоянии блоков прижима держателей держатель 714 расположен в нижней стороне устройства относительно формующих фланцы участков 713а пуансона 713. А именно, в этом состоянии верхние поверхности формующих фланцы участков 713а и верхние поверхности держателя 714 смещены в направлении вверх-вниз устройства.
[0070] Далее следует объяснение, относящееся ко второму этапу формования промежуточного изгибающегося компонента 700 с использованием устройства 710 изготовления, со ссылкой на Фиг. 22А-Фиг. 22D и Фиг. 23-Фиг. 25. Следует отметить, что для простоты полуфабрикатный изгибающийся компонент 120 (промежуточный изгибающийся компонент 700) исключен из иллюстрации на Фиг. 22А-Фиг. 22D.
[0071] Сначала, с помощью устройства 710 изготовления в состоянии, проиллюстрированном на Фиг. 22А, полуфабрикатный изгибающийся компонент 120 устанавливают на пуансоне 713 с верхней стороны устройства, и верхнюю пластину 122 полуфабрикатного изгибающегося компонента 120 располагают на пуансоне 713. Верхнюю пластину 122 тем самым поддерживают с нижней стороны устройства с помощью пуансона 713. Далее, как проиллюстрировано на Фиг. 22B, Фиг. 23 и Фиг. 24, штамп 711 и прокладку 712 перемещают к нижней стороне устройства (стороне пуансона 713), и верхнюю пластину 122 сжимают и захватывают с помощью прокладки 712 и пуансона 713.
[0072] В этом состоянии, которое проиллюстрировано на Фиг. 22С, штамп 711 перемещают (опускают) дальше к нижней стороне устройства (стороне пуансона 713), тем самым формуя вертикальные стенки 704а-1, 704b-1 и фланцы 706a-1, 706b-1 на одной стороне направления длины промежуточного изгибающегося компонента 700 (этап гибки и вытяжки). В особенности, как проиллюстрировано пунктирными линиями с двумя точками на Фиг. 23, нижние поверхности в одной стороне в направлении длины штампа 711 контактируют с верхними поверхностями фланцев 126а, 126b одной стороны в направлении длины полуфабрикатного изгибающегося компонента 120, сопровождая опускание штампа 711 (смотри штамп 711-1, проиллюстрированный пунктирными линиями с двумя точками на Фиг. 23), тем самым прижимая фланцы 126а, 126b к нижней стороне устройства. Вогнутые линии 129a, 129b между вертикальными стенками 124a, 124b и фланцами 126а, 126b полуфабрикатного изгибающегося компонента 120 тем самым перемещаются постепенно к нижней стороне устройства (к стороне направления от верхней пластины 122), и фланцы 126а, 126b в одной стороне в направлении длины полуфабрикатного изгибающегося компонента 120 перемещают к нижней стороне устройства, при этом следуя за нижними поверхностями штампа 711. В этом случае, когда штамп 711 достигает положения в конце его хода (смотри штамп 711-2, проиллюстрированный пунктирными линиями с двумя точками на Фиг. 23), фланцы 126а, 126b полуфабрикатного изгибающегося компонента 120 сжимают и захватывают с помощью формующих фланцы участков 713а пуансона 713 и штампа 711, таким образом, формуя фланцы 706a-1, 706b-1 промежуточного изгибающегося компонента 700.
[0073] В результате вышеизложенного, на этапе гибки и вытяжки вертикальные стенки 124a, 124b полуфабрикатного изгибающегося компонента 120 сгибают и вытягивают к нижней стороне устройства так, что положения вогнутых линий 129a, 129b перемещаются в сторону от верхней пластины 122 в одной стороне в направлении длины полуфабрикатного изгибающегося компонента 120. В результате вертикальные стенки 704a-1, 704a-2 промежуточного изгибающегося компонента 700 формуют и фланцы 706a-1, 706b-1 промежуточного изгибающегося компонента 700 формуют так, что участок фланцев 126а, 126b полуфабрикатного изгибающегося компонента 120 образует часть вертикальных стенок 124a, 124b (т.е. полуфабрикатный изгибающийся компонент 120 формуют в форму, проиллюстрированную на Фиг.26B, из формы, проиллюстрированной на Фиг. 26А).
[0074] Следует отметить, что как проиллюстрировано пунктирными линиями с двумя точками на Фиг. 24, во время этапа гибки и вытяжки, когда штамп 711 достиг положения в конце его хода, штамп 711 располагают при отделении от верхней стороны устройства относительно фланцев 126а, 126b в другой стороне в направлении длины полуфабрикатного изгибающегося компонента 120. А именно, на этапе гибки и вытяжки только вертикальные стенки 124a, 124b в одной стороне в направлении длины полуфабрикатного изгибающегося компонента 120 сгибают и вытягивают, а вертикальные стенки 124a, 124b в другой стороне в направлении длины полуфабрикатного изгибающегося компонента 120 не сгибают и не вытягивают (смотри Фиг. 26B).
[0075] Как проиллюстрировано на Фиг. 22D, после этапа гибки и вытяжки запускают блоки прижима держателей, перемещающие (поднимающие) держатель 714 к верхней стороне устройства, тем самым формуя вертикальные стенки 704a-2, 704b-2 и фланцы 706a-2, 706b-2 другой стороны в направлении длины промежуточного изгибающегося компонента 700 (этап отгибания). В особенности, как проиллюстрировано на Фиг. 24, верхние поверхности держателя 714 контактируют с нижними поверхностями фланцев 126а, 126b в другой стороне в направлении длины полуфабрикатного изгибающегося компонента 120 при подъеме держателя 714 (смотри держатель 714-1, проиллюстрированный пунктирными линиями с двумя точками на Фиг. 24), прижимая фланцы 126а, 126b к верхней стороне устройства. Соответственно, вогнутые линии 129a, 129b между вертикальными стенками 124a, 124b и фланцами 126а, 126b в другой стороне в направлении длины полуфабрикатного изгибающегося компонента 120 постепенно перемещают к верхней стороне устройства (стороне направления, приближающегося к верхней пластине 122), а фланцы 126а, 126b в другой стороне в направлении длины полуфабрикатного изгибающегося компонента 120 перемещают к верхней стороне устройства, при этом следуя за верхними поверхностями держателя 714. Далее, как проиллюстрировано на Фиг. 25, когда держатель 714 достиг положения в конце его хода, фланцы 126а, 126b полуфабрикатного изгибающегося компонента 120 сжимают и захватывают с помощью держателя 714 и штампа 711, тем самым формуя фланцы 706a-2, 706b-2 промежуточного изгибающегося компонента 700.
[0076] В результате вышеизложенного, на этапе отгибания вертикальные стенки 124a, 124b полуфабрикатного изгибающегося компонента 120 отгибают к верхней стороне устройства так, что положения вогнутых линий 129a, 129b приближаются к верхней пластине 122 в другой стороне в направлении длины полуфабрикатного изгибающегося компонента 120. В результате фланцы 706a-2, 706b-2 промежуточного изгибающегося компонента 700 формуют и вертикальные стенки 704a-2, 704b-2 промежуточного изгибающегося компонента 700 формуют так, что участок вертикальных стенок 124a, 124b полуфабрикатного изгибающегося компонента 120 образует часть фланцев 126а, 126b (т.е. формуют в форму, проиллюстрированную на Фиг. 19, из формы, проиллюстрированной на Фиг. 26B).
[0077] Соответственно, на втором этапе во время этапа гибки и вытяжки штамп 711 опускают так, что вертикальные стенки 124a, 124b в одной стороне в направлении длины полуфабрикатного изгибающегося компонента 120 сгибают и вытягивают к нижней стороне устройства. Далее во время этапа отгибания, следующего за этапом гибки и вытяжки, держатель 714 поднимают так, что вертикальные стенки 124a, 124b в другой стороне в направлении длины полуфабрикатного изгибающегося компонента 120 отгибают к верхней стороне устройства для формования промежуточного изгибающегося компонента 700. Размеры высоты вертикальных стенок 124a, 124b полуфабрикатного изгибающегося компонента 120, таким образом, изменяют на втором этапе.
[0078] ТРЕТИЙ ЭТАП
Далее следует объяснение, относящееся к третьему этапу правки промежуточного изгибающегося компонента 700, сформованного на втором этапе. На третьем этапе промежуточный изгибающийся компонент 700, в котором возникло пружинение, правят для формования законченного изгибающегося компонента 800, служащего в качестве «компонента с корытообразным поперечным сечением». Сначала следует объяснение, относящееся к законченному изгибающемуся компоненту 800, сформованному (обработанному) на третьем этапе, за которым следует объяснение, относящееся к устройству 820 изготовления, применяемому на третьем этапе, и объяснение, относящееся к третьему этапу.
[0079] ЗАКОНЧЕННЫЙ ИЗГИБАЮЩИЙСЯ КОМПОНЕНТ 800
Как проиллюстрировано на Фиг. 27 и Фиг. 28, законченный изгибающийся компонент 800 сформован в вытянутой форме с корытообразным поперечным сечением. В особенности, законченный изгибающийся компонент 800 сформирован включающим в себя верхнюю пластину 802, продолжающуюся вдоль направления длины, пару первых вертикальных стенок 804a, 804b, соответственно продолжающихся от обоих концов в направлении ширины верхней пластины 802 к нижней стороне (одной стороне в направлении толщины листа верхней пластины 802), пару горизонтальных стенок 806a, 806b, соответственно продолжающихся от передних концов первых вертикальных стенок 804a, 804b по направлению наружу в направлении ширины верхней пластины 802, пару вторых вертикальных стенок 808a, 808b, соответственно продолжающихся от передних концов горизонтальных стенок 806a, 806b к нижней стороне, и пару фланцев 810a, 810b, соответственно продолжающихся от передних концов вторых вертикальных стенок 808a, 808b по направлению наружу в направлении ширины верхней пластины 802. А именно, каждый из участков снаружи в направлении ширины верхней пластины 802 в законченном изгибающемся компоненте 800 сформован со ступенчатой формой первыми вертикальными стенками 804a, 804b и горизонтальными стенками 806a, 806b.
[0080] Размер W1 ширины (смотри Фиг. 28) сторон внешних поверхностей в местоположениях первых вертикальных стенок 804a, 804b законченного изгибающегося компонента 800 установлен таким же размером, как и размер W3 ширины (смотри Фиг.29A) сторон внешних поверхностей промежуточного изгибающегося компонента 700. Однако размер W2 ширины сторон внешних поверхностей в местоположениях вторых вертикальных стенок 808a, 808b законченного изгибающегося компонента 800 установлен более большим, чем размер W3 ширины сторон внешних поверхностей промежуточного изгибающегося компонента 700. А именно, на третьем этапе промежуточный изгибающийся компонент 700 подвергается правке так, чтобы увеличивать размер W3 ширины в открытой стороне промежуточного изгибающегося компонента 700, тем самым формуя законченный изгибающийся компонент 800 и повышая размерную точность законченного изгибающегося компонента 800.
[0081] УСТРОЙСТВО 820 ИЗГОТОВЛЕНИЯ
Как проиллюстрировано на Фиг. 29A-Фиг. 29D, устройство 820 изготовления сформировано включающим в себя штамп 822 для правки (называемый ниже просто «штамп 822»), формирующий участок верхней стороны устройства 820 изготовления, и пуансон 826 для правки (называемый ниже просто «пуансон 826»), формирующий участок нижней стороны устройства 820 изготовления.
[0082] Штамп 822 образован с формующим углублением 824, открытым к нижней стороне устройства, и формующее углубление 824 продолжается вдоль направления длины штампа 822, соответствующего направлению длины промежуточного изгибающегося компонента 700. Формующее углубление 824 сформировано включающим в себя первый участок 824а углубления, формирующий участок в стороне верхней поверхности (верхней стороне устройства) формующего углубления 824, и второй участок 824b углубления, формирующий участок в открытой стороне (нижней стороне устройства) формующего углубления 824. Размер ширины второго участка 824b углубления установлен более большим, чем размер ширины первого участка 824а углубления.
[0083] Первый участок 824а углубления образован с формой, соответствующей внешним поверхностям верхней пластины 702 и верхним частям вертикальных стенок 704a, 704b промежуточного изгибающегося компонента 700. А именно, верхняя поверхность первого участка 824a углубления изогнута в соответствии с верхней пластиной 702 промежуточного изгибающегося компонента 700, и размер W4 ширины (смотри Фиг. 29A) первого участка 824а углубления установлен по существу таким же, как и размер W3 ширины (смотри Фиг. 29A) промежуточного изгибающегося компонента 700. Несмотря на то, что объяснено более подробно далее, на третьем этапе промежуточный изгибающийся компонент 700 подвергается правке в состоянии, в котором верхний участок (участок в стороне верхней пластины 702) промежуточного изгибающегося компонента 700 устанавливается внутри первого участка 824a углубления (смотри Фиг. 29B).
[0084] Второй участок 824b углубления образован с формой, соответствующей горизонтальным стенкам 806a, 806b и вторым вертикальным стенкам 808a, 808b законченного изгибающегося компонента 800. А именно, внутренние периферийные поверхности второго участка 824b углубления формируют формующие поверхности, соответствующие профилю внешних поверхностей соответственных горизонтальных стенок 806a, 806b и вторых вертикальных стенок 808a, 808b законченного изгибающегося компонента 800. Более того, штамп 822 связан с приводным механизмом (не проиллюстрирован на чертежах), сформированным подобно приводному механизму 509 устройства 500 изготовления. Запуск приводного механизма перемещает штамп 822 в направлении вверх-вниз устройства.
[0085] Пуансон 826 расположен в нижней стороне устройства относительно штампа 822 и продолжается вдоль направления длины штампа 822. Пуансон 826 имеет выступающую форму, выступающую к стороне формующего углубления 824 штампа 822, и обращен к формующему углублению 824 в направлении вверх-вниз устройства. Внешние поверхности пуансона 826 формируют формующие поверхности, соответствующие профилю соответственных внутренних поверхностей горизонтальных стенок 806a, 806b и вторых вертикальных стенок 808a, 808b законченного изгибающегося компонента 800.
[0086] Опорный элемент 828 для поддержания верхней пластины 702 промежуточного изгибающегося компонента 700 обеспечен в центральном участке в направлении ширины пуансона 826. Опорный элемент 828 выдвигается вдоль направления длины пуансона 826 так, чтобы поддерживать верхнюю пластину 702 непрерывно вдоль направления длины верхней пластины 702. Опорный элемент 828 расположен в нижней стороне устройства относительно формующего углубления 824 штампа 822 и способен выдвигаться к верхней стороне устройства из пуансона 826. В особенности, опорный элемент 828 связан с устройством прижима опорного элемента (не проиллюстрировано на чертежах), таким как газовая подушка, гидравлический привод, пружина или механизм электропривода. Запуск устройства прижима опорного элемента выдвигает опорный элемент 828 из пуансона 826 к верхней стороне устройства.
[0087] Опорный элемент 828 образован с по существу T-образным профилем, если смотреть вдоль направления длины. Другими словами, верхний участок опорного элемента 828 образован с участками, выступающими по направлению наружу в направлении ширины. Верхний участок опорного элемента 828 формирует опорный участок 828а. В незапущенном состоянии устройства прижима опорного элемента опорный участок 828а расположен смежно с пуансоном 826 в верхней стороне устройства. Опорный участок 828а также образован с формой, соответствующей стороне внутренних поверхностей верхних участков верхней пластины 702 и пары вертикальных стенок 704a, 704b промежуточного изгибающегося компонента 700. А именно, верхняя поверхность опорного участка 828а изогнута в соответствии с верхней пластиной 702, и размер ширины опорного участка 828а установлен по существу таким же, как и размер ширины стороны внутренней поверхности промежуточного изгибающегося компонента 700. Несмотря на то, что описано более подробно далее, на третьем этапе опорный участок 828а устанавливается внутри первого участка 824а углубления формующего углубления 824 штампа 822 вместе с промежуточным изгибающимся компонентом 700 (смотри Фиг. 29B). Размер высоты опорного участка 828а соответственно установлен более маленьким, чем размер глубины первого участка 824а углубления, на величину размера толщины листа верхней пластины 802.
[0088] Далее следует объяснение, относящееся к третьему этапу правки промежуточного изгибающегося компонента 700 с использованием устройства 820 изготовления.
[0089] Сначала запускают устройство прижима опорного элемента, и опорный элемент 828 выдвигается из пуансона 826 к верхней стороне устройства. В этом состоянии промежуточный изгибающийся компонент 700 устанавливают на опорном участке 828а опорного элемента 828 с верхней стороны устройства, и верхнюю пластину 702 промежуточного изгибающегося компонента 700 располагают на верхней поверхности опорного участка 828а (смотри Фиг. 29А). Всю верхнюю пластину 702 промежуточного изгибающегося компонента 700 тем самым поддерживают с нижней стороны устройства с помощью опорного элемента 828 (этап поддержания). Следует отметить, что так как размер ширины опорного участка 828а устанавливают по существу таким же, как и размер ширины стороны внутренней поверхности промежуточного изгибающегося компонента 700, в этом состоянии оба участка концов в направлении ширины опорного участка 828а примыкают к вертикальным стенкам 704a, 704b промежуточного изгибающегося компонента 700, тем самым ограничивая перемещение законченного изгибающегося компонента 800 в направлении ширины относительно опорного элемента 828. Более того, в этом состоянии длину выдвижения опорного элемента 828 при выдвижении из пуансона 826 устанавливают соответствующим образом так, что участки передних концов вертикальных стенок 704a, 704b промежуточного изгибающегося компонента 700 не контактируют с пуансоном 826.
[0090] Далее запускают приводной механизм, перемещающий штамп 822 к нижней стороне устройства (стороне пуансона 826). Промежуточный изгибающийся компонент 700 и опорный элемент 828 соответственно перемещают относительно вместе к верхней стороне устройства относительно штампа 822 и вводят внутрь формующего углубления 824 штампа 822. Далее, как проиллюстрировано на Фиг. 29B, штамп 822 опускают до конкретного положения, тем самым устанавливая верхний участок промежуточного изгибающегося компонента 700 и опорный участок 828а внутри первого участка 824а углубления штампа 822 (этап расположения). Так как размер W4 ширины первого участка 824а углубления устанавливают по существу таким же, как и размер W3 ширины промежуточного изгибающегося компонента 700, в этом состоянии перемещение промежуточного изгибающегося компонента 700 в направлении ширины ограничивают с помощью первого участка 824а углубления. Соответственно, верхнюю пластину 702 промежуточного изгибающегося компонента 700 сжимают и захватывают с помощью опорного участка 828а и штампа 822 в состоянии, в котором промежуточный изгибающийся компонент 700 располагали в направлении ширины с помощью первого участка 824а углубления на каждом участке вдоль направления длины промежуточного изгибающегося компонента 700.
[0091] Далее, как проиллюстрировано на Фиг. 29С, штамп 822 перемещают дальше к нижней стороне устройства в состоянии, в котором верхнюю пластину 702 промежуточного изгибающегося компонента 700 захватывают с помощью опорного участка 828а и штампа 822. Пуансон 826 тем самым перемещают к верхней стороне устройства относительно штампа 822 и вводят внутрь формующего углубления 824 штампа 822. Вторые вертикальные стенки 808a, 808b законченного изгибающегося компонента 800 далее формуют с помощью пуансона 826 и штампа 822. Следует отметить, что фланцы 706a, 706b промежуточного изгибающегося компонента 700 являются свободными при формовании вторых вертикальных стенок 808a, 808b законченного изгибающегося компонента 800 с помощью пуансона 826 и штампа 822. Свободное состояние фланцев 706a, 706b промежуточного изгибающегося компонента 700 относится к состоянию, в котором фланцы 706a, 706b больше не сжимают и не захватывают с помощью штампа 822 и пуансона 826 (или держателя или т.п.) при формовании вторых вертикальных стенок 808a, 808b. Как описано далее, фланцы 706a, 706b могут сжимать и захватывать с помощью пуансона 826 и штампа 822 после окончания формования промежуточного изгибающегося компонента 700.
[0092] Как проиллюстрировано на Фиг. 29D, когда штамп 822 достиг положения в конце его хода, горизонтальные стенки 806a, 806b и фланцы 810a, 810b законченного изгибающегося компонента 800 формуют с помощью пуансона 826 и штампа 822 (этап правки). Законченный изгибающийся компонент 800, таким образом, формуют так, что размер ширины промежуточного изгибающегося компонента 700 расширяют по направлению наружу.
[0093] В устройстве 820 изготовления третьего этапа, описанном выше, штамп 822 перемещается относительно к стороне пуансона 826 и опорного элемента 828 для правки промежуточного изгибающегося компонента 700. Однако конфигурация устройства 820 изготовления не ограничена этим. Например, пуансон 826 и опорный элемент 828 могут перемещаться относительно к стороне штампа 822 для правки промежуточного изгибающегося компонента 700. В таких случаях пуансон 826 и опорный элемент 828 и штамп 822 могут располагаться с их взаимным расположением, инвертированным в направлении вверх-вниз устройства. А именно, пуансон 826 и опорный элемент 828 могут располагаться в верхней стороне устройства относительно штампа 822.
[0094] Устройство 820 изготовления также может быть сформировано так, как в следующих модифицированных примерах.
УСТРОЙСТВО 820 ИЗГОТОВЛЕНИЯ: МОДИФИЦИРОВАННЫЙ ПРИМЕР 1
Как проиллюстрировано на Фиг. 30A-Фиг. 30D, в модифицированном примере 1 опорный элемент 828 устройства 820 изготовления выдвигается в направлении вверх-вниз устройства, если смотреть вдоль направления длины пуансона 826, и опорный участок 828а опорного элемента 828 не выступает по направлению наружу в направлении ширины. Соответственно, как проиллюстрировано на Фиг. 30A, когда верхняя пластина 702 промежуточного изгибающегося компонента 700 поддерживается с нижней стороны устройства опорным элементом 828, опорный участок 828а поддерживает центральный участок в направлении ширины верхней пластины 702. Перемещение штампа 822 к стороне пуансона 826 устанавливает верхнюю пластину 702 промежуточного изгибающегося компонента 700 внутри первого участка 824а углубления штампа 822 (смотри Фиг. 30B). Перемещение штампа 822 дальше к стороне пуансона 826 выполняет правку промежуточного изгибающегося компонента 700 с помощью штампа 822 и пуансона 826 (смотри Фиг. 30C и Фиг. 30D).
[0095] УСТРОЙСТВО 820 ИЗГОТОВЛЕНИЯ: МОДИФИЦИРОВАННЫЙ ПРИМЕР 2
Как проиллюстрировано на Фиг. 31A-Фиг. 31D, в модифицированном примере 2 вмещающее углубление 830, открытое к нижней стороне устройства, образовано в верхней поверхности первого участка 824а углубления штампа 822. Штамп 822 обеспечен прокладкой 832 для правки, формирующей часть штампа 822, и прокладка 832 для правки связана с блоком прижима прокладки (не проиллюстрирован на чертежах), сформированным подобно блоку 506 прижима прокладки первого этапа. В незапущенном состоянии блока прижима прокладки прокладка 832 для правки размещается во вмещающем углублении 830. При запуске блока прижима прокладки прокладка 832 для правки выдвигается из штампа 822 к нижней стороне устройства и прижимает внешнюю поверхность верхней пластины 702 промежуточного изгибающегося компонента 700.
[0096] Далее, как проиллюстрировано на Фиг. 31A, при поддержании верхней пластины 702 промежуточного изгибающегося компонента 700 опорным элементом 828 верхняя пластина 702 сжимается и захватывается между прокладкой 832 для правки и опорным элементом 828. Относительное перемещение промежуточного изгибающегося компонента 700 к верхней стороне устройства относительно опорного элемента 828 соответственно ограничивается прокладкой 832 для правки. Штамп 822 далее перемещается к стороне пуансона 826 так, что прокладка 832 для правки размещается во вмещающем углублении 830, а верхняя пластина 702 промежуточного изгибающегося компонента 700 устанавливается внутри первого участка 824а углубления штампа 822, при этом верхняя пластина 702 промежуточного изгибающегося компонента 700 захватывается прокладкой 832 для правки и опорным элементом 828 (смотри Фиг. 31B). Соответственно, в модифицированном примере 2 промежуточный изгибающийся компонент 700 устанавливается внутри первого участка 824а углубления при сохранении хорошего поддерживаемого состояния промежуточного изгибающегося компонента 700 опорным элементом 828. Промежуточный изгибающийся компонент 700 далее подвергается правке с помощью штампа 822 и пуансона 826 путем перемещения штампа 822 дальше к стороне пуансона 826 (смотри Фиг. 31С и Фиг. 31D).
[0097] В модифицированном примере 2, который описан выше, верхний участок промежуточного изгибающегося компонента 700 устанавливается внутри первого участка 824а углубления, при этом верхняя пластина 702 промежуточного изгибающегося компонента 700 захватывается прокладкой 832 для правки и опорным элементом 828. Для того, чтобы достигать этого, нагрузка прокладки 832 для правки к нижней стороне устройства устанавливается более низкой, чем нагрузка опорного элемента 828 к верхней стороне устройства, и прокладка 832 для правки перемещается относительно так, чтобы выводиться относительно штампа 822, сопровождая перемещение штампа 822 к нижней стороне устройства. Более того, как проиллюстрировано на Фиг. 32A-Фиг. 32D, в модифицированном примере 2 форма опорного элемента 828 может быть сформирована с формой, подобной форме опорного элемента 828 в модифицированном примере 1. А именно, верхняя пластина 702 промежуточного изгибающегося компонента 700 может захватываться опорным элементом 828 и прокладкой 832 для правки при поддержании центрального участка в направлении ширины верхней пластины 702 с нижней стороны устройства с использованием опорного элемента 828.
[0098] ФУНКЦИОНИРОВАНИЕ И ТЕХНИЧЕСКИЕ РЕЗУЛЬТАТЫ НАСТОЯЩЕГО ПРИМЕРНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ, ПОДХОДЯЩИЕ ЗНАЧЕНИЯ ДЛЯ РАЗЛИЧНЫХ ПАРАМЕТРОВ И Т.Д.
Далее следует объяснение, относящееся к функционированию и техническим результатам настоящего примерного варианта осуществления и подходящим значениям для различных параметров и т.п.
[0099] Как описано выше, на первом этапе настоящего примерного варианта осуществления во время формования вертикальных стенок 501a, 501b полуфабрикатного изгибающегося компонента 501 с помощью устройства 500 изготовления участок металлического исходного листа 601, который будет образовывать верхнюю пластину 501с, сжимают и захватывают с помощью прокладки 503 и пуансона 504. Таким образом, при условии, что сила сжатия является достаточной, участок металлического исходного листа 601, который будет образовывать верхнюю пластину 501с, не могут деформировать в его направлении толщины во время этапа формования, позволяя устранять возникновение складок в этом участке. Более того, участки металлического исходного листа 601, которые будут образовывать фланцы 501d, 501e, также сжимают и захватывают с помощью держателей 505 заготовки и штампа 502 так, что при условии, что сила сжатия является достаточной, участки металлического исходного листа 601, которые будут образовывать фланцы 501d, 501e, не могут деформировать в направлении толщины, позволяя устранять возникновение складок в этих участках.
[0100] Однако, если вышеуказанные силы сжатия являются недостаточными, деформация металлического исходного листа 601 в направлении толщины не может быть предотвращена, и складки будут возникать в участке металлического исходного листа 601, который будет образовывать верхнюю пластину 501с, или в участках металлического исходного листа 601, которые будут образовывать фланцы 501d, 501e. Стальной лист, в общем используемый для конструктивных элементов, формирующих каркас кузова автомобильного транспортного средства (таких как передние боковые элементы), имеет толщину листа от 0,8 мм до 3,2 мм с прочностью на растяжение от 200 МПа до 1600 МПа. При формовании такого стального листа с использованием устройства 500 изготовления компонента с корытообразным поперечным сечением, проиллюстрированного на Фиг. 5-Фиг. 6D, вышеуказанные силы сжатия составляют предпочтительно 0,1 МПа или больше.
[0101] Фиг. 33A иллюстрирует напряжение, возникающее в вертикальных стенках 501a, 501b полуфабрикатного изгибающегося компонента 501. Фиг. 33B и Фиг. 33С иллюстрируют сдвиговое образование складок W в вертикальных стенках 501a, 501b полуфабрикатного изгибающегося компонента 501.
[0102] На Фиг. 33A видно, что при формовании вертикальных стенок 501a, 501b полуфабрикатного изгибающегося компонента 501 деформация участков металлического исходного листа 601, которые будут образовывать вертикальные стенки 501a, 501b, представляет собой главным образом сдвиговую деформацию. Формование вертикальных стенок 501a, 501b полуфабрикатного изгибающегося компонента 501 при возникновении деформации, которая представляет собой главным образом сдвиговую деформацию, устраняет уменьшение толщины листа вертикальных стенок 501a, 501b по сравнению с толщиной листа металлического исходного листа 601. Это тем самым позволяет устранять возникновение образования складок и образования трещин в вертикальных стенках 501a, 501b.
[0103] Во время формования вертикальных стенок 501a, 501b участки металлического исходного листа 601, которые будут образовывать вертикальные стенки 501a, 501b, испытывают деформацию сжатия в минимальном основном направлении деформации сдвиговой деформации. Соответственно, как проиллюстрировано на Фиг. 33B и Фиг. 33С, сдвиговое образование складок W может возникать в вертикальных стенках 501a, 501b полуфабрикатного изгибающегося компонента 501, если зазор между штампом 602 и пуансоном 604 становится большим. Для того, чтобы устранять такое сдвиговое образование складок W, эффективным является уменьшение зазора между штампом 602 и пуансоном 604 так, что зазор приближается к толщине листа металлического исходного листа 601 во время формования вертикальных стенок 501a, 501b.
[0104] Как проиллюстрировано на Фиг. 34A-Фиг. 34D, при условии, что внутренний угол θ, образованный между соответственными вертикальными стенками 501a, 501b и верхней пластиной 501c, составляет 90° или больше, отсутствует отрицательный угол пресс-формы во время формования. Однако, из-за увеличения зазора во время первоначального формования, если угол составляет намного больше 90°, предпочтительно применение угла 90° или больше, который все-таки близок к 90°. При использовании стального листа с толщиной листа от 0,8 мм до 3,2 мм и прочностью на растяжение от 200 МПа до 1600 МПа, такого как в общем применяется в конструктивных элементах, формирующих каркас кузова автомобильного транспортного средства, для формования компонента, в котором высота вертикальных стенок 501a, 501b составляет 200 мм или меньше, внутренний угол, образованный между верхней пластиной 501c и вертикальными стенками 501a, 501b, составляет предпочтительно от 90° до 92°. Зазор b в таких случаях между штампом 502 и пуансоном 504 в участках, образующих вертикальные стенки 501a, 501b, после окончания формования вертикальных стенок 501a, 501b составляет, предпочтительно, от 100% до 120% толщины листа металлического исходного листа 601.
[0105] Далее следует объяснение со ссылкой на таблицу, проиллюстрированную на Фиг. 35, относящееся к результатам исследования возникновения образования складок в полуфабрикатном изгибающемся компоненте 501, с использованием параметров (1) угла, образованного между вертикальными стенками 501a, 501b и верхней пластиной 501с, (2) зазора пресс-формы (изменяющейся толщины t листа относительно постоянного зазора b), (3) давления, прикладываемого к прокладке 503 (давления прокладки), (4) давления, прикладываемого к держателям 505 заготовки (давления держателей), и (5) прочности на растяжение материала.
[0106] Фиг. 36A представляет собой вид в перспективе, иллюстрирующий полуфабрикатный изгибающийся компонент 501. Фиг. 36B представляет собой вид в плане, иллюстрирующий полуфабрикатный изгибающийся компонент 501 на Фиг. 36A, если смотреть сверху. Фиг. 36С представляет собой вид сбоку полуфабрикатного изгибающегося компонента 501 на Фиг. 36А. Фиг. 36D представляет собой поперечное сечение, иллюстрирующее поперечное сечение полуфабрикатного изгибающегося компонента 501 по линии D-D на Фиг. 36С. Фиг. 37 представляет собой поперечное сечение пресс-формы.
[0107] Угол θ в таблице, проиллюстрированной на Фиг. 35, представляет собой внутренний угол θ, образованный между вертикальными стенками 501a, 501b и верхней пластиной 501с, которые проиллюстрированы на Фиг. 36D. Зазор b в таблице, проиллюстрированный на Фиг. 37, представляет собой зазор между прокладкой 503 и пуансоном 504, между штампом 502 и пуансоном 504 и между штампом 502 и держателями 505 заготовки, которые проиллюстрированы на Фиг. 37.
[0108] Каждый из примеров 1-19 в таблице, проиллюстрированной на Фиг. 35, представляет собой пример, сформованный посредством первого этапа настоящего примерного варианта осуществления. В таблице значение «присутствует образование складок», обозначенное одним кругом, относится к допустимому уровню присутствия образования складок. Значение «отсутствует», обозначенное двойными концентрическими кругами, указывает на то, что образование складок отсутствовало. (1) №1-5 представляют собой примеры случаев, в которых угол, образованный между вертикальными стенками 501a, 501b и верхней пластиной 501с, изменялся. (2) №6-9 представляют собой примеры случаев, в которых зазор пресс-формы, конкретнее, толщина t листа относительно постоянного зазора b, изменялась. (3) №10-13 представляют собой примеры случаев, в которых давление, прикладываемое к прокладке 503 (давление прокладки), изменялось. (4) №14-16 представляют собой примеры случаев, в которых давление, прикладываемое к держателям 505 заготовки (давление держателей), изменялось. (5) №17-19 представляют собой примеры случаев, в которых прочность на растяжение материала изменялась. Присутствие или отсутствие возникновения образования складок исследовалось в изгибающихся компонентах, изготовленных для каждого примера.
[0109] Из вышеприведенной таблицы может быть видно, что недопустимое образование складок компонентов не возникало в полуфабрикатном изгибающемся компоненте 501 в пределах исследуемого диапазона параметров. Первый этап настоящего примерного варианта осуществления обеспечивает хорошее формование полуфабрикатного изгибающегося компонента 501 вышеописанным образом.
[0110] На третьем этапе настоящего примерного варианта осуществления промежуточный изгибающийся компонент 700 правят с помощью устройства 820 изготовления для формования законченного изгибающегося компонента 800. Устройство 820 изготовления обеспечено опорным элементом 828, выдвигающимся из пуансона 826 к верхней стороне устройства, и опорный элемент 828 поддерживает внутреннюю поверхность верхней пластины 702 промежуточного изгибающегося компонента 700. Соответственно, при установке промежуточного изгибающегося компонента 700, в котором возникло пружинение, в устройстве 820 изготовления (опорном элементе 828), промежуточный изгибающийся компонент 700 располагается в верхней стороне устройства относительно пуансона 826, тем самым позволяя предотвращать контакт вертикальных стенок 704a, 704b промежуточного изгибающегося компонента 700 с пуансоном 826. В результате, например, может быть предотвращена установка промежуточного изгибающегося компонента 700 в устройстве 820 изготовления в состоянии, в котором вертикальные стенки 704a, 704b промежуточного изгибающегося компонента 700 наезжают на участок заплечика пуансона 826. Это тем самым позволяет располагать промежуточный изгибающийся компонент 700 в устройстве 820 изготовления в правильном положении (с правильной ориентацией) при правке промежуточного изгибающегося компонента 700.
[0111] Более того, размер W4 ширины первого участка 824а углубления штампа 822 устанавливается по существу таким же, как и размер W3 ширины промежуточного изгибающегося компонента 700. Соответственно, на третьем этапе при захвате верхней пластины 702 промежуточного изгибающегося компонента 700 штампом 822 и опорным элементом 828 верхний участок промежуточного изгибающегося компонента 700 устанавливается внутри первого участка 824а углубления штампа 822. Промежуточный изгибающийся компонент 700 тем самым располагается в направлении ширины с помощью пары вертикальных стенок 704a, 704b промежуточного изгибающегося компонента 700 и первого участка 824а углубления. А именно, положение промежуточного изгибающегося компонента 700 относительно штампа 822 определяется участками стороны основного конца (стороны верхней пластины 702) пары вертикальных стенок 704a, 704b, где эффекты пружинения являются маленькими, и первым участком 824а углубления. Это тем самым позволяет стабилизировать положение промежуточного изгибающегося компонента 700 относительно штампа 822 во время формования правкой.
[0112] На третьем этапе фланцы 706a, 706b промежуточного изгибающегося компонента 700 являются свободными при формовании вторых вертикальных стенок 808a, 808b законченного изгибающегося компонента 800 с помощью пуансона 826 и штампа 822. Соответственно, отсутствует необходимость обеспечения устройства 820 изготовления держателем для прижима фланцев 706a, 706b промежуточного изгибающегося компонента 700. Это тем самым позволяет формировать устройство 820 изготовления с простой конструкцией.
[0113] В устройстве 820 изготовления третьего этапа размер ширины опорного участка 828а опорного элемента 828 устанавливается по существу таким же, как и размер ширины стороны внутренней поверхности промежуточного изгибающегося компонента 700. Соответственно, оба участка концов в направлении ширины опорного участка 828а примыкают к вертикальным стенкам 704a, 704b промежуточного изгибающегося компонента 700 при поддержании верхней пластины 702 промежуточного изгибающегося компонента 700 опорным участком 828а. Это тем самым позволяет устанавливать верхний участок промежуточного изгибающегося компонента 700 в первый участок 824а углубления штампа 822, при этом ограничивая перемещение промежуточного изгибающегося компонента 700 в направлении ширины относительно опорного элемента 828.
[0114] На втором этапе на этапе гибки и вытяжки штамп 711 опускают, тем самым сгибая и вытягивая вертикальные стенки 124a, 124b в одной стороне направления длины полуфабрикатного изгибающегося компонента 120 к нижней стороне устройства для формования вертикальных стенок 704a-1, 704b-1 промежуточного изгибающегося компонента 700. Далее на этапе отгибания после этапа гибки и вытяжки держатель 714 поднимают, тем самым отгибая вертикальные стенки 124a, 124b в другой стороне в стороне направления длины полуфабрикатного изгибающегося компонента 120 к верхней стороне устройства для формования вертикальных стенок 704a-2, 704b-2 промежуточного изгибающегося компонента 700. Это тем самым позволяет изменять размер высоты вертикальных стенок 124a, 124b полуфабрикатного изгибающегося компонента 120, при этом устраняя возникновение образования трещин, образования складок и т.п. в вертикальных стенках 704a, 704b промежуточного изгибающегося компонента 700.
[0115] Далее следует объяснение, относящееся к этому моменту, выполняющее сравнения со сравнительным примером, в котором этап гибки и вытяжки и этап отгибания выполняются одновременно. В устройстве 710 изготовления сравнительного примера, так как этап гибки и вытяжки и этап отгибания выполняются одновременно, держатель 714 поднимается одновременно с опусканием штампа 711. Соответственно, существует возможность образования трещин, возникающего в промежуточном участке направления длины вертикальной стенки 704a (704b) промежуточного изгибающегося компонента 700, который проиллюстрирован на Фиг. 20 (особенно в местоположениях, ограниченных пунктирной линией C с двумя точками на Фиг. 20, находящейся в участке границы между вертикальной стенкой 704a-1 и вертикальной стенкой 704a-2). То есть промежуточный участок направления длины вертикальной стенки 704a (704b) сгибается и вытягивается к нижней стороне устройства в одной стороне в направлении длины и отгибается к верхней стороне устройства в другой стороне в направлении длины. Гибка и вытяжка и отгибание, соответственно деформирующие вертикальную стенку 704a (704b) в противоположных направлениях друг к другу, соответственно происходят одновременно в промежуточном участке направления длины вертикальной стенки 704a (704b). Соответственно, существует возможность образования трещин, возникающего в промежуточном участке направления длины вертикальной стенки 704a (704b).
[0116] В отличие от этого, на втором этапе настоящего примерного варианта осуществления этап отгибания выполняют после этапа гибки и вытяжки. Это соответственно предотвращает выполнение гибки и вытяжки одновременно с отгибанием, соответственно деформирующими вертикальную стенку 704a (704b) в противоположных направлениях друг к другу, в промежуточном участке направления длины вертикальной стенки 704a (704b). Это тем самым позволяет предотвращать возникновение образования трещин в промежуточном участке направления длины вертикальной стенки 704a (704b). В частности, как описано выше, на первом этапе, в котором участки металлического исходного листа 601, соответствующие вертикальным стенкам 124a, 124b полуфабрикатного изгибающегося компонента 120, подвергают сдвиговой деформации для формования полуфабрикатного изгибающегося компонента 120, размеры высоты вертикальных стенок 124a, 124b формуют по существу одинаковыми вдоль направления длины полуфабрикатного изгибающегося компонента 120. Соответственно, даже когда, из-за различных спецификаций компонентов с корытообразным поперечным сечением, размер высоты компонента с корытообразным поперечным сечением изменяется вдоль направления длины, такие различающиеся спецификации могут эффективно удовлетворяться путем формования промежуточного изгибающегося компонента 700 посредством второго этапа.
[0117] На втором этапе отгибание выполняют после этапа гибки и вытяжки, тем самым позволяя устранять возникновение образования трещин и образования складок в промежуточном участке направления длины промежуточного изгибающегося компонента 700 лучше, чем в случаях, в которых этап гибки и вытяжки выполняют после этапа отгибания. А именно, в случаях, в которых этап отгибания выполняют первым, участок границы между фланцем 706а-1 и фланцем 706а-2 тянут к верхней стороне, сопровождая перемещение фланца 706а-2 к верхней стороне. Если этап гибки и вытяжки выполняют в этом состоянии, участок границы между фланцем 706а-1 и фланцем 706а-2, который оттянули к верхней стороне, будут сгибать и вытягивать, провоцируя возможность образования трещин или т.п., возникающего в участке границы между фланцем 706-1а и фланцем 706а-2.
[0118] В отличие от этого, когда этап гибки и вытяжки выполняют первым, материал фланца 706а-2 действует так, чтобы собираться вместе в стороне границы между фланцем 706а-1 и фланцем 706а-2. Далее, когда этап отгибания выполняют в этом состоянии, фланец 706а-2 перемещается к верхней стороне так, чтобы натягивать материал, который собрался, к стороне границы. Это тем самым позволяет устранять возникновение образования трещин, образования складок или т.п. в участке границы между фланцем 706а-1 и фланцем 706а-2 в результате. В частности, в промежуточном изгибающемся компоненте 700, так как фланцы 706a, 706b, соответствующие изогнутому участку 702а выпуклой формы, согнуты, если смотреть сбоку, высота промежуточного изгибающегося компонента 700 может быть изменена при устранении возникновения образования трещин и образования складок вокруг согнутого участка, где возможно возникновение образования трещин и образования складок.
[0119] В настоящем примерном варианте осуществления полуфабрикатный изгибающийся компонент формуют посредством первого этапа, размер высоты полуфабрикатного изгибающегося компонента изменяют посредством второго этапа, и полуфабрикатный изгибающийся компонент, который подвергли второму этапу, формуют в законченный изгибающийся компонент путем формования правкой на третьем этапе. Однако второй этап могут исключать, и полуфабрикатный изгибающийся компонент, сформованный посредством первого этапа, могут формовать в законченный изгибающийся компонент путем формования правкой на третьем этапе. А именно, в случаях, в которых размер высоты законченного изгибающегося компонента является одинаковым вдоль направления длины в различных спецификациях законченного изгибающегося компонента, отсутствует необходимость выполнения второго этапа на полуфабрикатном изгибающемся компоненте, и второй этап могут в связи с этим исключать в таких случаях. В особенности, как проиллюстрировано на Фиг. 38, законченный изгибающийся компонент 800 с одинаковым размером высоты вдоль направления длины сформован путем подвергания полуфабрикатного изгибающегося компонента 120, сформованного посредством первого этапа, формованию правкой на третьем этапе.
[0120] Позиционирующие штыри могут быть обеспечены для пуансона и/или опорного элемента для того, чтобы повышать точность расположения изгибающегося компонента относительно штампа и пуансона второго этапа и третьего этапа настоящего примерного варианта осуществления. Например, для объяснения с использованием третьего этапа, позиционирующий штырь может быть обеспечен для опорного участка 828а опорного элемента 828 так, чтобы выступать к верхней стороне устройства, и позиционирующее отверстие, в которое вводится позиционирующий штырь, может быть образовано в верхней пластине 702 промежуточного изгибающегося компонента 700. В таких случаях, например, позиционирующее отверстие образуют на этапе до первого этапа путем предварительной обработки металлического исходного листа, и штамп 822 образуют с углублением так, чтобы не сталкиваться с позиционирующим штырем.
[0121] Для того, чтобы повышать точность расположения в направлении длины промежуточного изгибающегося компонента 700 относительно штампа 822 и пуансона 826, например, опорный элемент 828 может быть обеспечен направляющими штырями, которые контактируют с обоими концами направления длины верхней пластины 702, или направляющими стенками, которые контактируют с обоими концами направления длины вертикальных стенок 704а, 704b.
[0122] В устройстве 820 изготовления, применяемом на третьем этапе настоящего примерного варианта осуществления, опорный элемент 828 выдвигается вдоль направления длины промежуточного изгибающегося компонента 700 так, чтобы поддерживать верхнюю пластину 702 промежуточного изгибающегося компонента 700 непрерывно вдоль направления длины. Однако опорный элемент 828 может быть разделен так, что верхняя пластина 702 промежуточного изгибающегося компонента 700 поддерживается прерывисто опорным элементом 828. Например, может быть выполнена такая конфигурация, что оба участка концов направления длины и промежуточный участок направления длины верхней пластины 702 поддерживаются опорным элементом 828.
[0123] В устройстве 820 изготовления, применяемом на третьем этапе настоящего примерного варианта осуществления, формующее углубление 824, образованное в штампе 822, сформировано включающим в себя первый участок 824а углубления и второй участок 824b углубления. А именно, формующее углубление 824 сформировано двумя участками углубления. Альтернативно, формующее углубление 824 может быть сформировано тремя или более участками углубления. Например, третий участок углубления с более большим размером ширины, чем второй участок 824b углубления, может быть образован в открытой стороне второго участка 824b углубления. В таких случаях внешний профиль пуансона 826 модифицируется соответствующим образом для соответствия формующему углублению 824.
[0124] Было представлено объяснение, относящееся к примерному варианту осуществления настоящего изобретения. Однако настоящее изобретение не ограничено вышеуказанным, и очевидно, что различные другие модификации могут быть осуществлены в пределах диапазона, не отклоняющегося от замысла настоящего изобретения.
[0125] Раскрытие заявки на патент Японии №2013-269854, поданной 26 декабря 2013 г., включено во всей его полноте путем ссылки здесь.
[0126] ДОПОЛНЕНИЕ
Способ изготовления компонента с корытообразным поперечным сечением согласно первому аспекту включает в себя: этап поддержания, на котором располагают полуфабрикатный формованный компонент с корытообразным поперечным сечением между пуансоном для правки и штампом для правки, которые обращены друг к другу, и поддерживают верхнюю пластину полуфабрикатного формованного компонента со стороны пуансона для правки с использованием опорного элемента, выдвигающегося из пуансона для правки к стороне штампа для правки; этап расположения, на котором размещают верхнюю пластину внутри первого участка углубления, формирующего сторону верхней поверхности формующего углубления, которое образовано в штампе для правки и которое открыто к стороне пуансона для правки, захватывают верхнюю пластину с использованием опорного элемента и штампа для правки и располагают полуфабрикатный формованный компонент в направлении ширины с использованием первого участка углубления и пары вертикальных стенок, которые продолжаются от обоих концов в направлении ширины верхней пластины полуфабрикатного формованного компонента; и этап правки, на котором вводят пуансон для правки внутрь второго участка углубления, формирующего открытую сторону формующего углубления и установленного с более большим размером ширины, чем первый участок углубления, и правят полуфабрикатный формованный компонент с использованием пуансона для правки и штампа для правки.
[0127] На этапе правки, предпочтительно, полуфабрикатный формованный компонент правят с помощью пуансона для правки и штампа для правки, при этом фланцы, формирующие оба участка концов в направлении ширины полуфабрикатного формованного компонента, находятся в свободном состоянии.
[0128] На этапе расположения, предпочтительно, прокладку для правки, формирующую часть штампа для правки, располагают так, чтобы продолжаться к стороне пуансона для правки, и верхнюю пластину полуфабрикатного формованного компонента, поддерживаемую опорным элементом, размещают внутри первого участка углубления, будучи захваченной прокладкой для правки и опорным элементом.
[0129] Применяемый опорный элемент предпочтительно представляет собой опорный элемент, с которым контактирует пара вертикальных стенок полуфабрикатного формованного компонента.
[0130] Предпочтительно включать промежуточный этап изменения высоты вертикальной стенки полуфабрикатного формованного компонента до правки полуфабрикатного формованного компонента. Промежуточный этап предпочтительно включает в себя этапы, на которых захватывают верхнюю пластину полуфабрикатного формованного компонента с использованием пуансона для промежуточного формования и прокладки для промежуточного формования и перемещают штамп для промежуточного формования относительно к стороне пуансона для промежуточного формования так, чтобы сгибать и вытягивать вертикальную стенку в одной стороне направления длины полуфабрикатного формованного компонента к стороне, противоположной верхней пластине, с использованием штампа для промежуточного формования, и после сгибания и вытягивания вертикальной стенки перемещают держатель для промежуточного формования, обеспеченных в обеих сторонах в направлении ширины пуансона для промежуточного формования относительно к стороне штампа для промежуточного формования так, чтобы отгибать вертикальную стенку в другой стороне в направлении длины полуфабрикатного формованного компонента к стороне верхней пластины с использованием держателя для промежуточного формования.
[0131] Предпочтительно, полуфабрикатный формованный компонент представляет собой изгибающийся элемент, имеющий изгибающийся участок, образующий выступ к стороне внешней поверхности или стороне внутренней поверхности верхней пластины на виде сбоку, и компонент с корытообразным поперечным сечением сформован на этапе формования полуфабрикатов для формования полуфабрикатного формованного компонента путем захватывания центрального участка металлического листа между пуансоном для формования полуфабрикатов и прокладкой для формования полуфабрикатов для формования металлического листа, который изгибается вверх-вниз, захватывания участков в обеих сторонах металлического листа с использованием держателя для формования полуфабрикатов, обеспеченного в обеих сторонах в направлении ширины пуансона для формования полуфабрикатов, и штампа для формования полуфабрикатов, и перемещения пуансона для формования полуфабрикатов и прокладки для формования полуфабрикатов вверх-вниз относительно держателя для формования полуфабрикатов и штампа для формования полуфабрикатов.
[0132] Полуфабрикатный формованный компонент предпочтительно сформирован из стального листа, имеющего толщину листа от 0,8 до 3,2 мм и прочность на растяжение от 200 до 1600 МПа.
[0133] Способ изготовления компонента с корытообразным поперечным сечением второго аспекта представляет собой способ изготовления для законченного компонента из изогнутого компонента. Способ изготовления применяет устройство формования штамповкой, включающее в себя штамп и пуансон, расположенный обращенным к штампу, для формования штамповкой изгибающегося компонента, который представляет собой промежуточный формованный компонент, который включает в себя корпус, имеющий корытообразное боковое поперечное сечение, включающий в себя вытянутую верхнюю пластину, две вертикальные стенки, соединенные с обоими участками концов верхней пластины и продолжающиеся в направлении, по существу ортогональном верхней пластине, и два продолжающихся наружу фланца, соединенные с двумя соответственными вертикальными стенками. Корпус имеет внешний профиль в участке в направлении длины верхней пластины, изгибающийся в форме дуги в направлении высоты вертикальных стенок в каждом из верхней пластины, двух вертикальных стенок и двух продолжающихся наружу фланцев. При выполнении формования прессованием изгибающийся компонент, который представляет собой промежуточный формованный компонент, устанавливают на пуансоне, и штамп приводят в контакт с изгибающимся компонентом, который представляет собой промежуточный формованный компонент, при этом поддерживают внутреннюю поверхность верхней пластины изгибающегося компонента, который представляет собой промежуточный формованный компонент, который наехал на пуансон.
[0134] Участок внутренней поверхности верхней пластины, которая поддерживается, представляет собой, предпочтительно, часть или все направление длины или направление ширины внутренней поверхности верхней пластины.
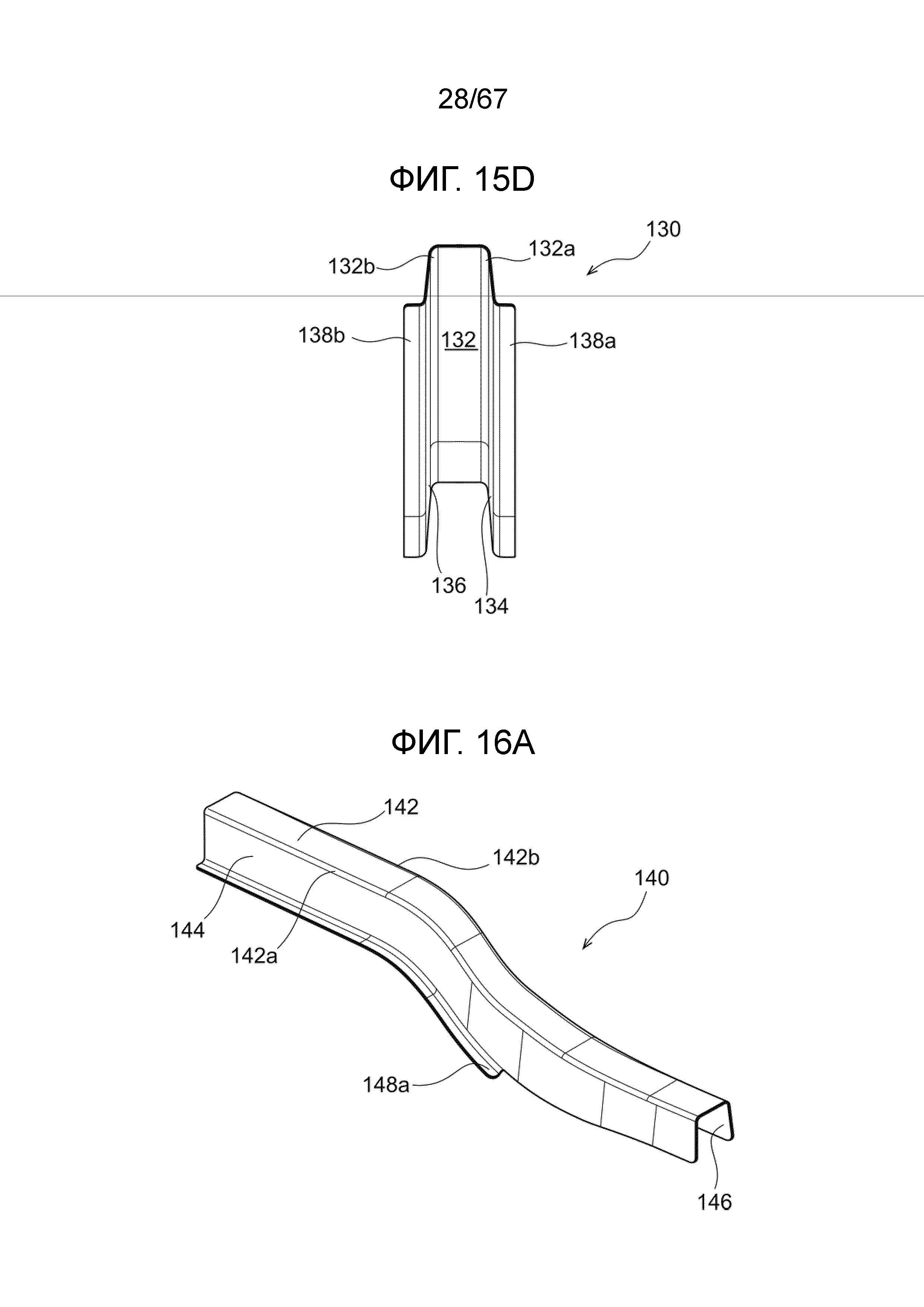
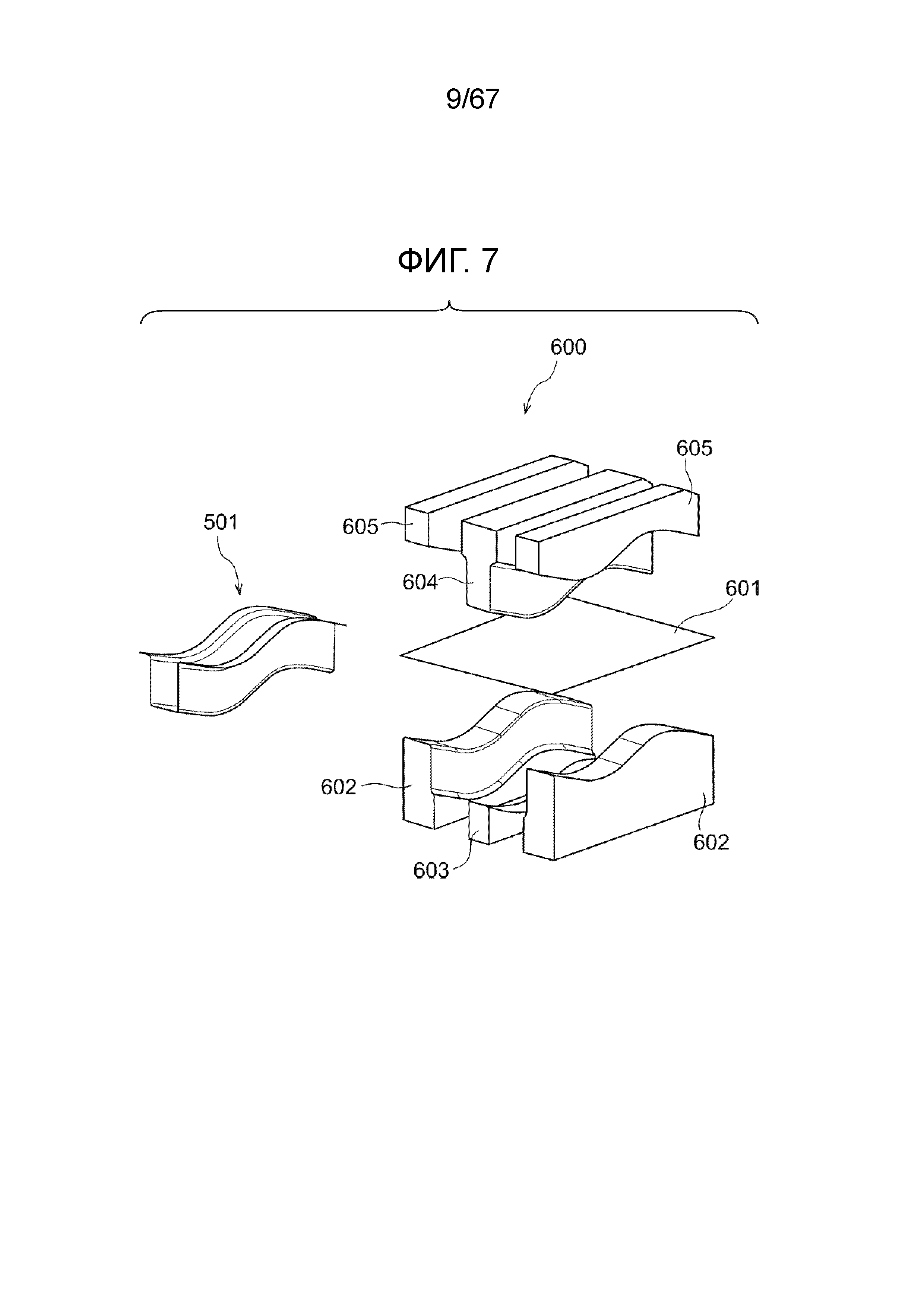
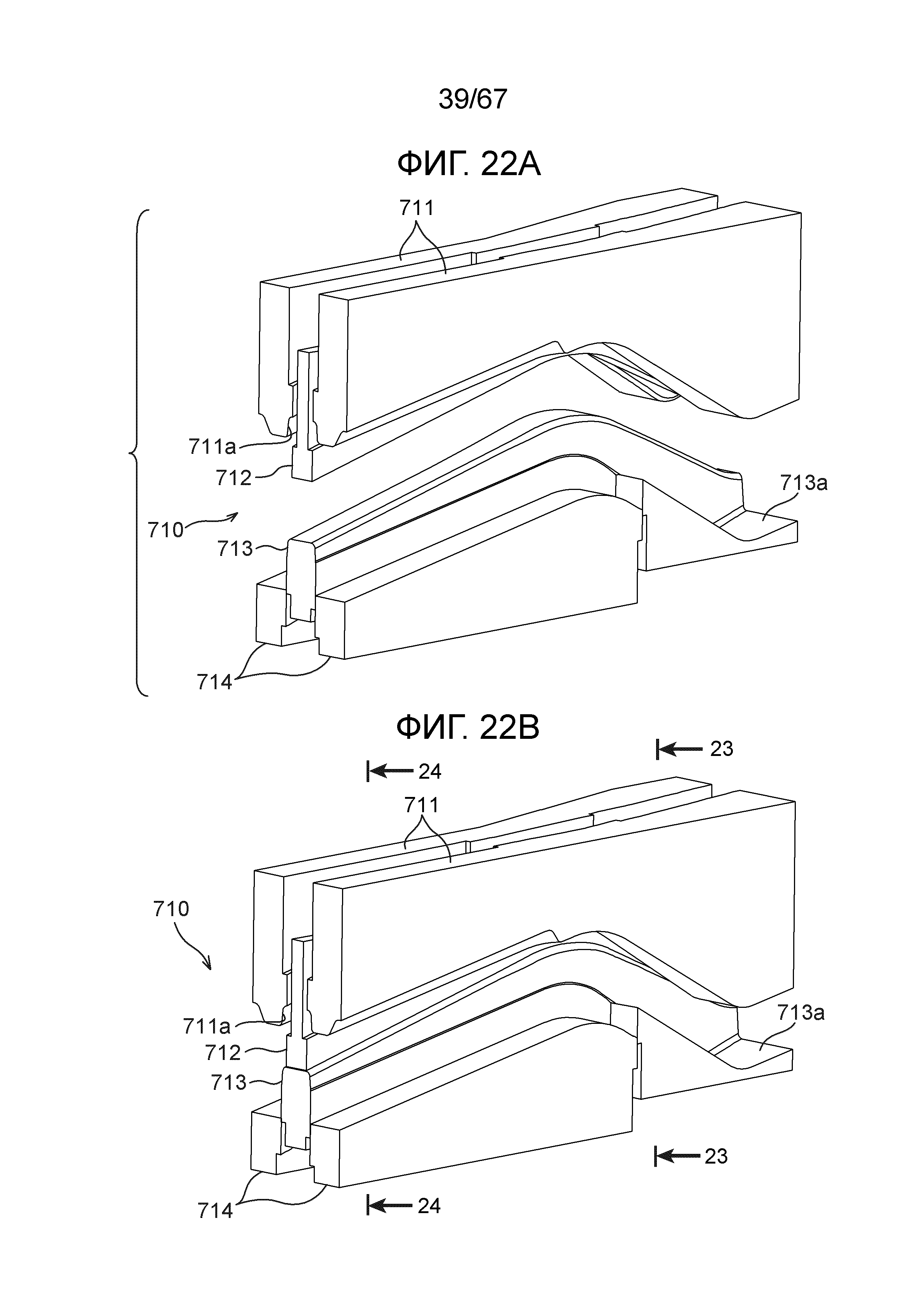
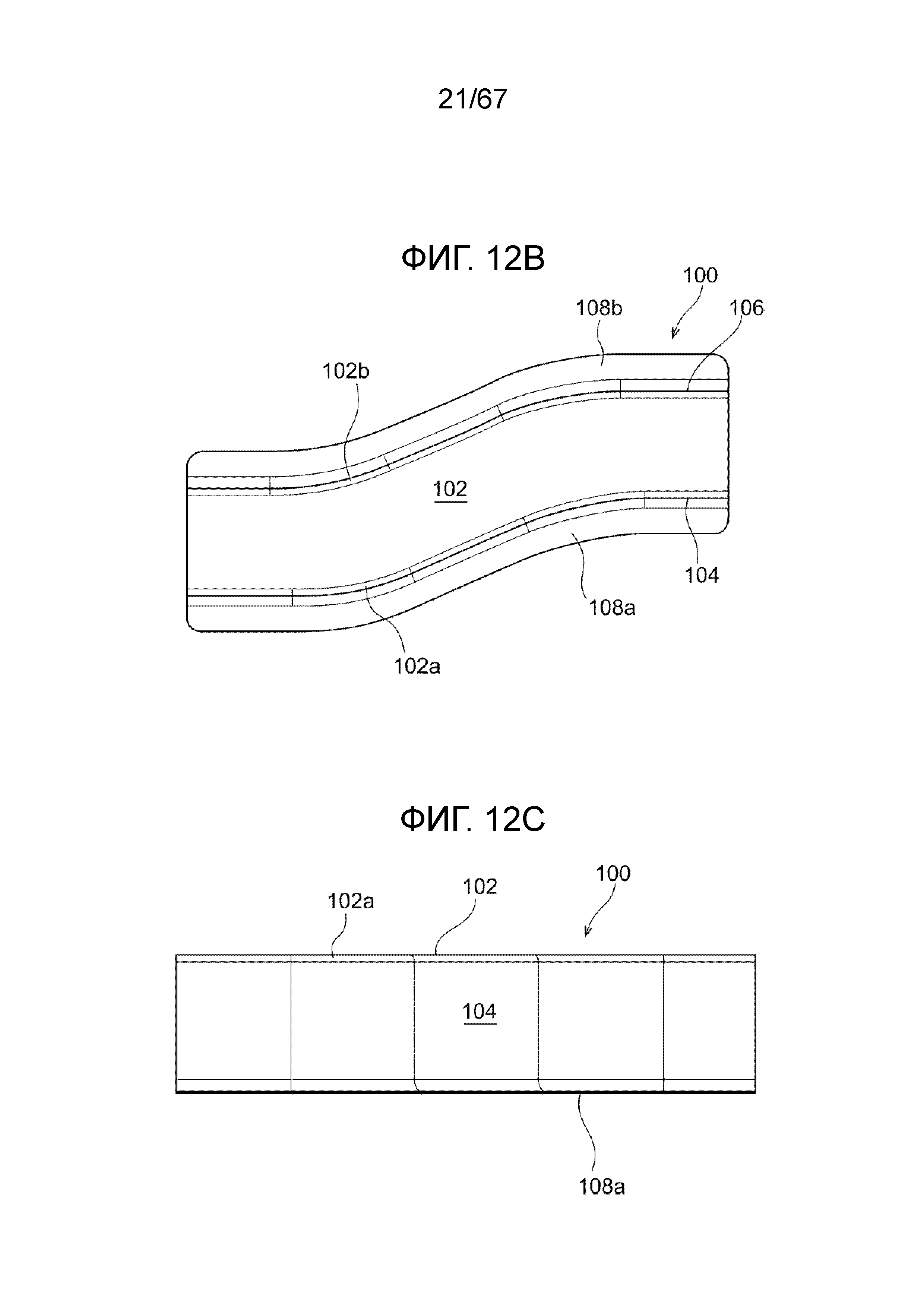
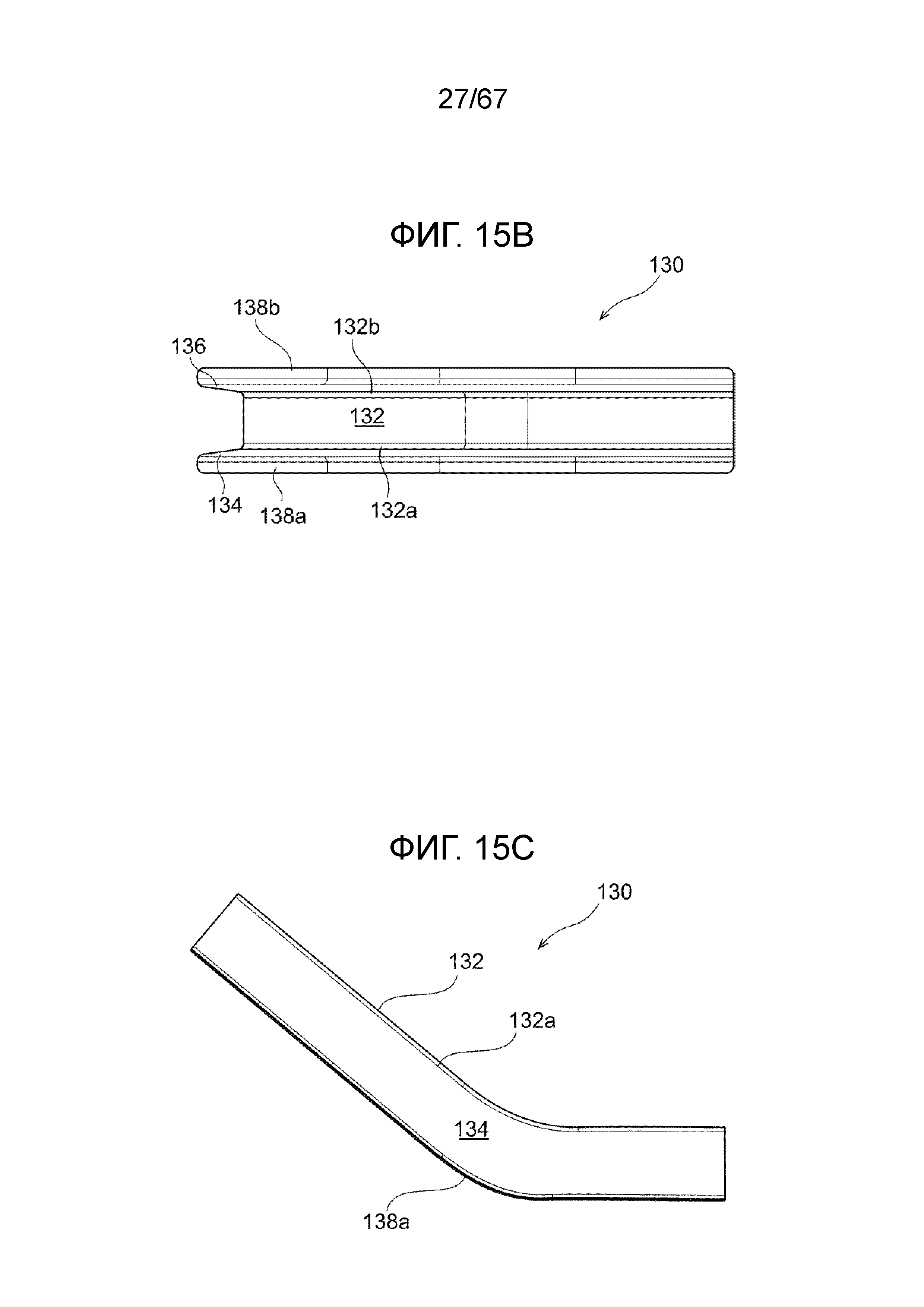
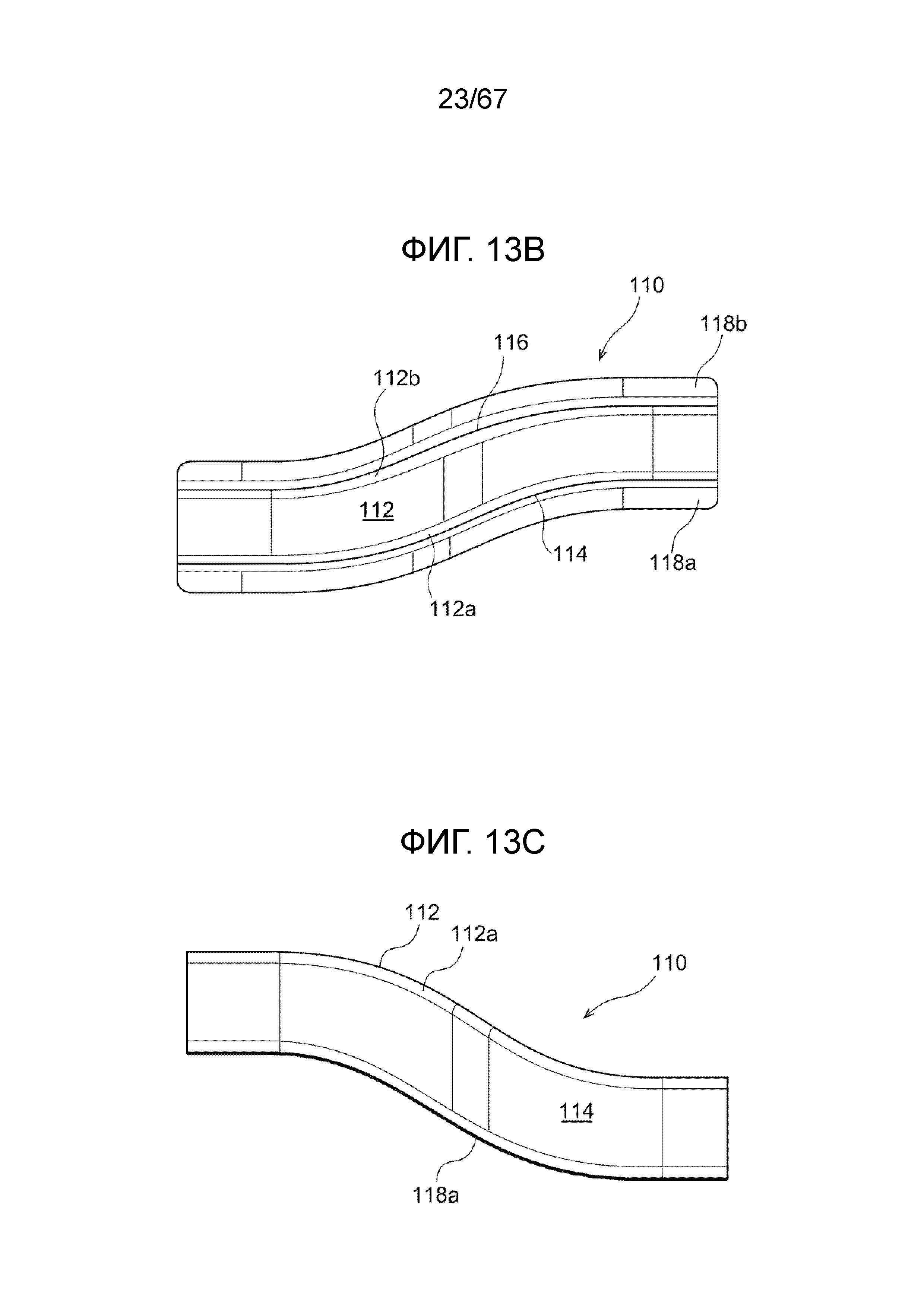
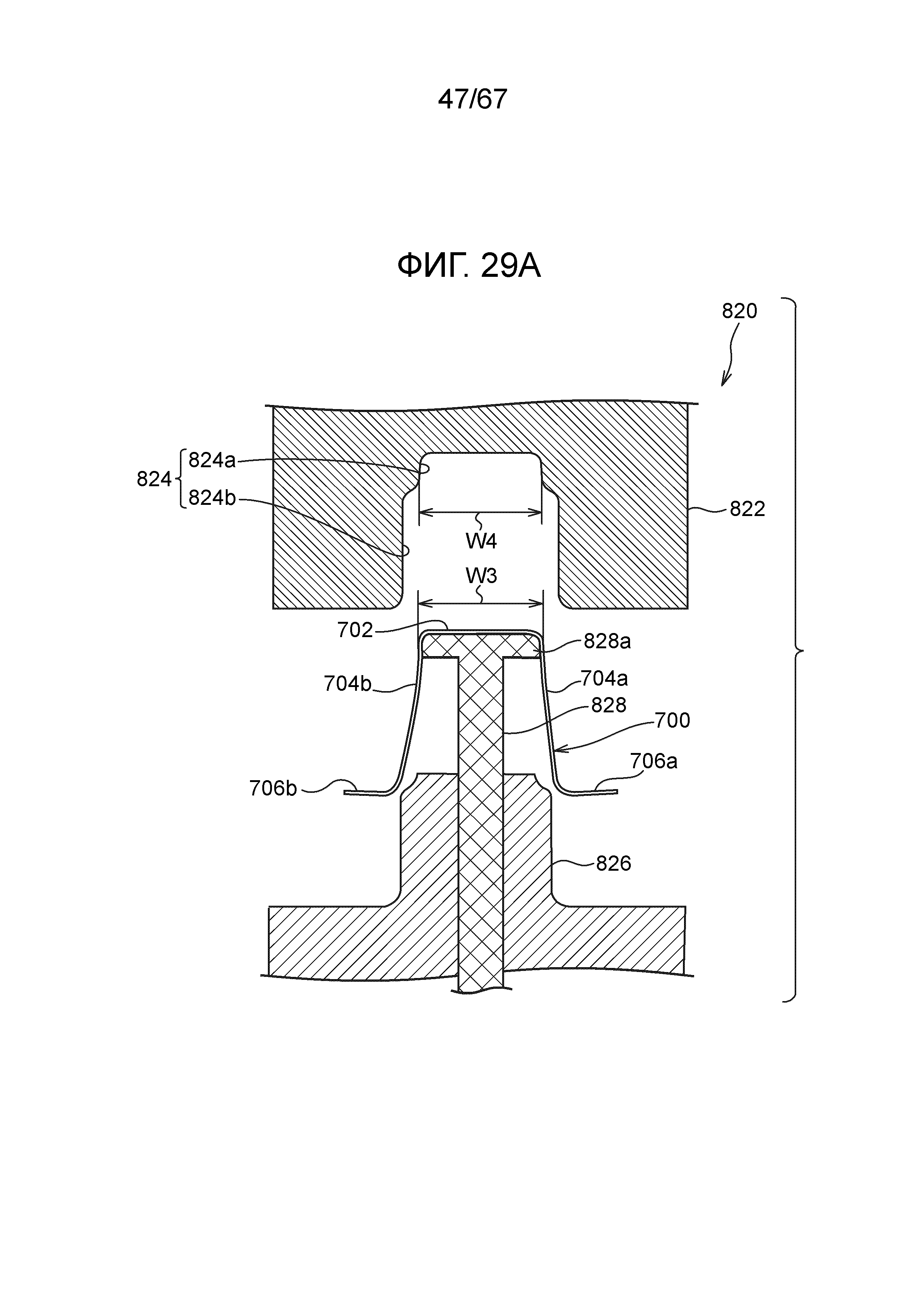
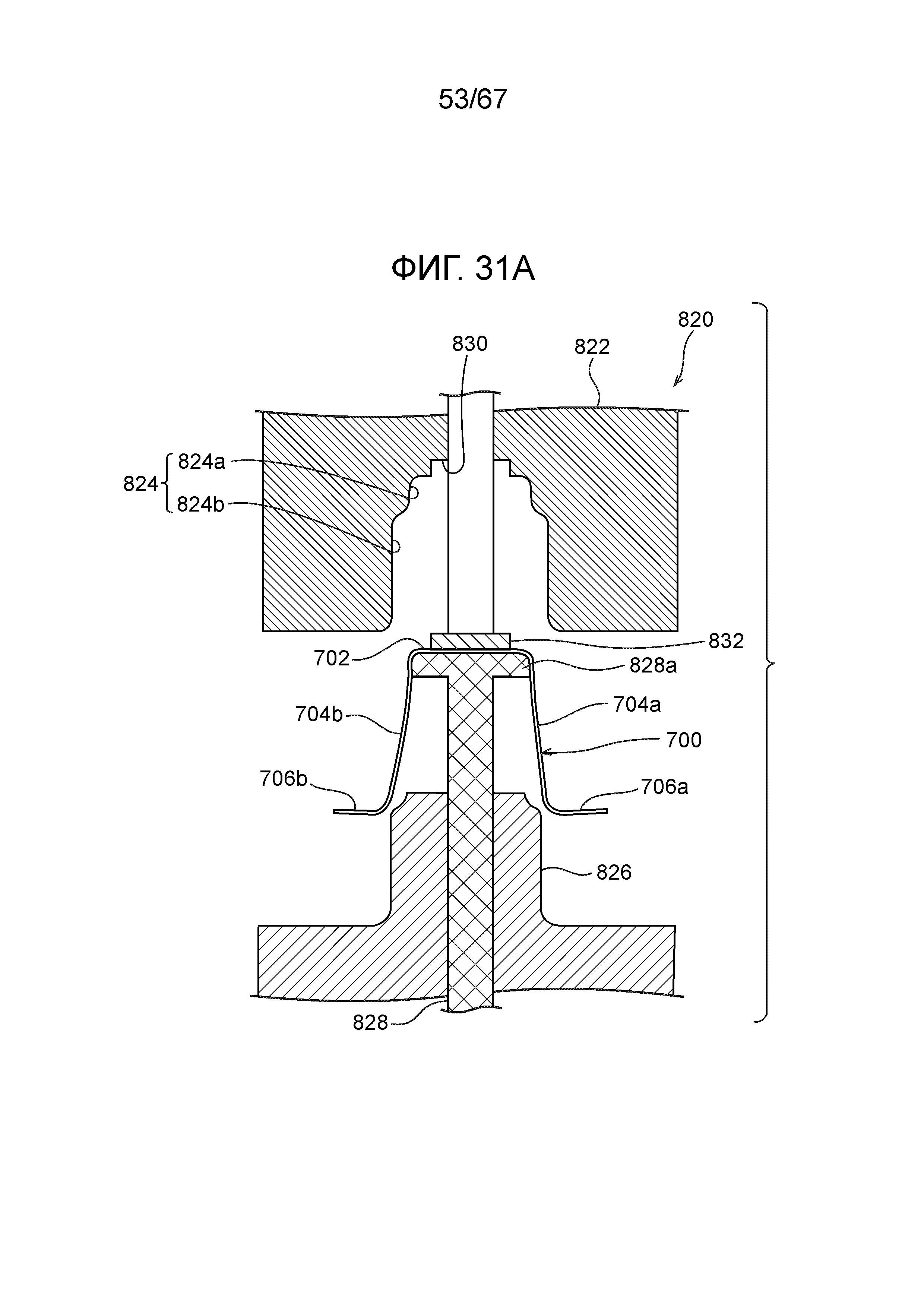
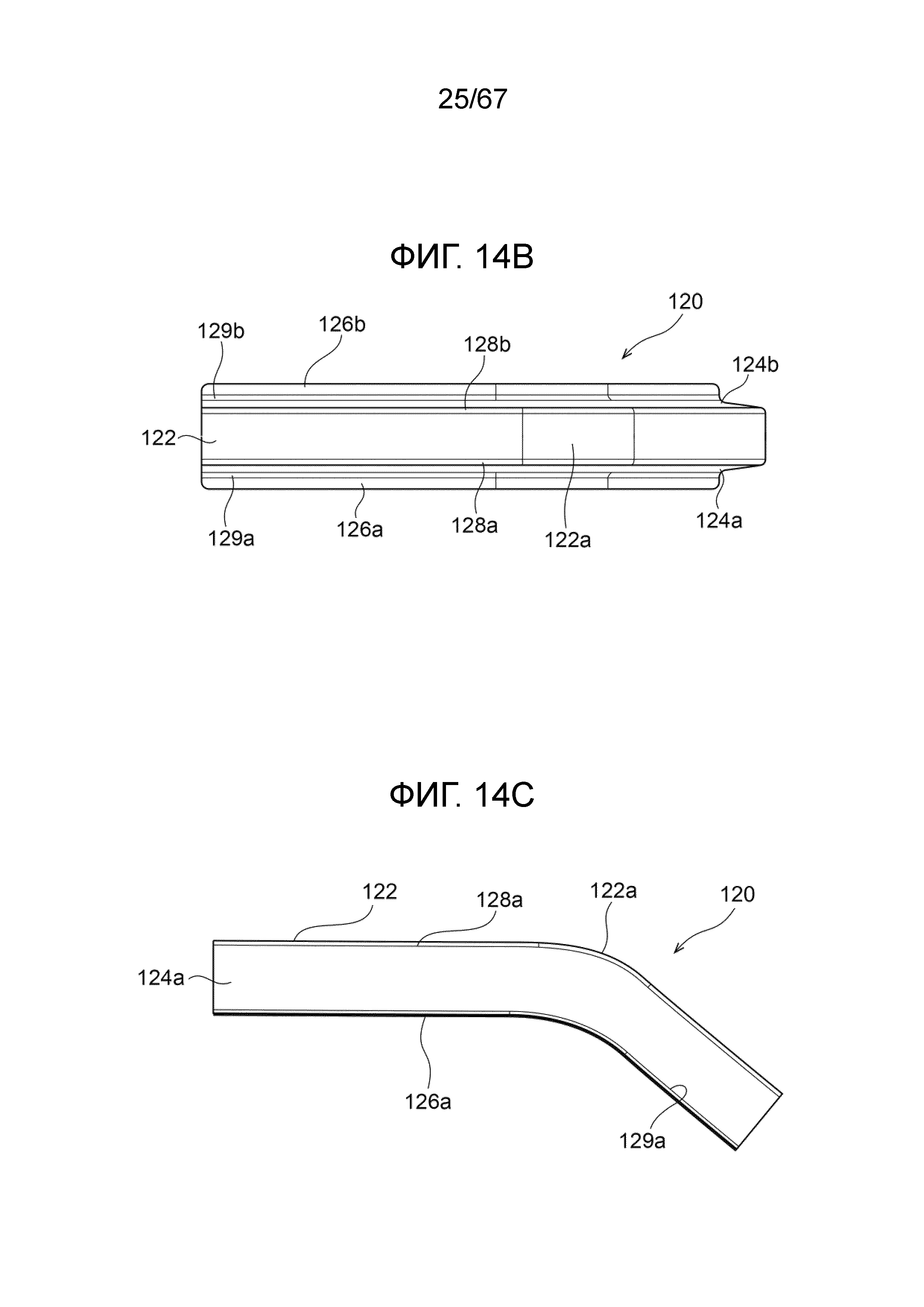
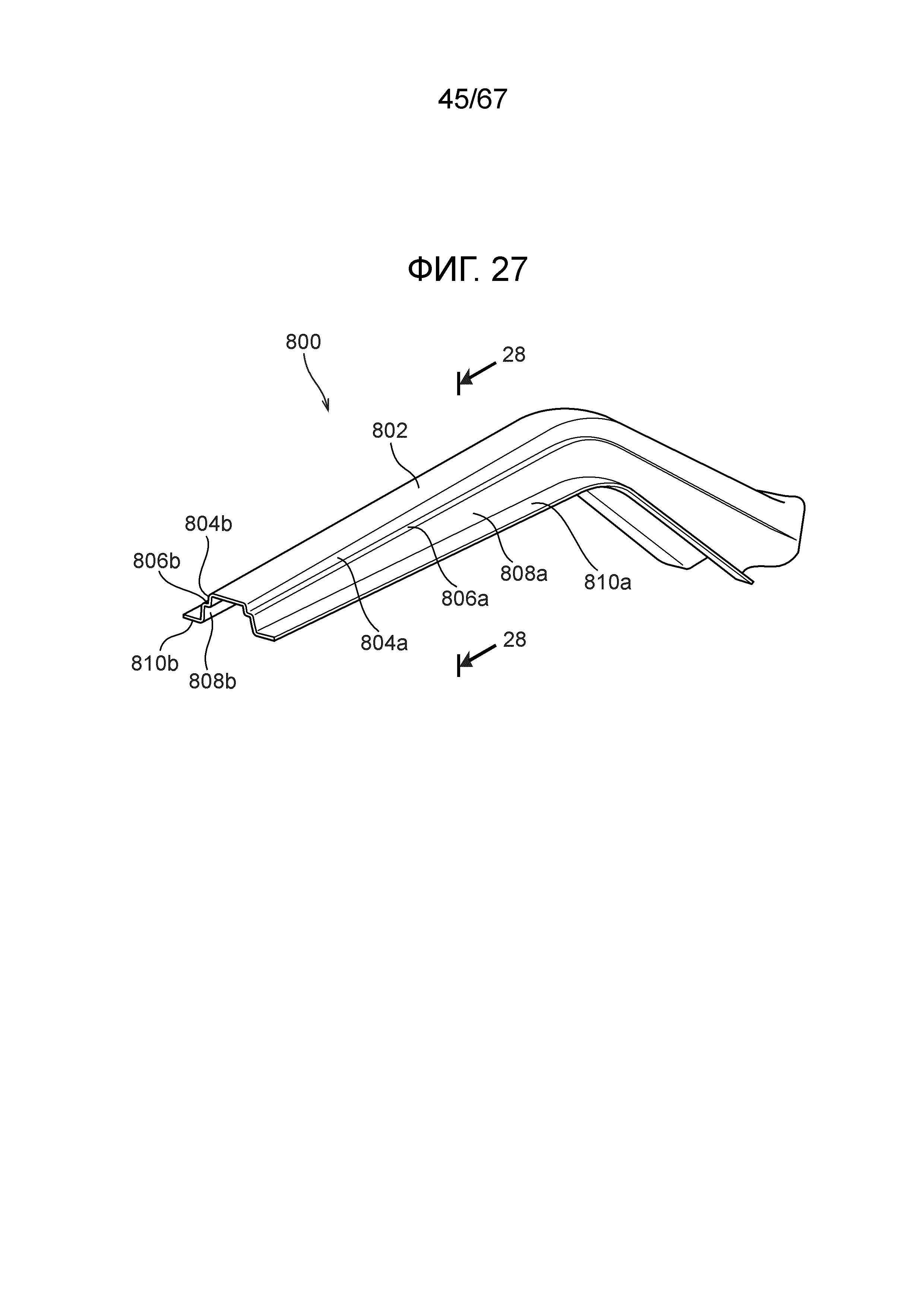
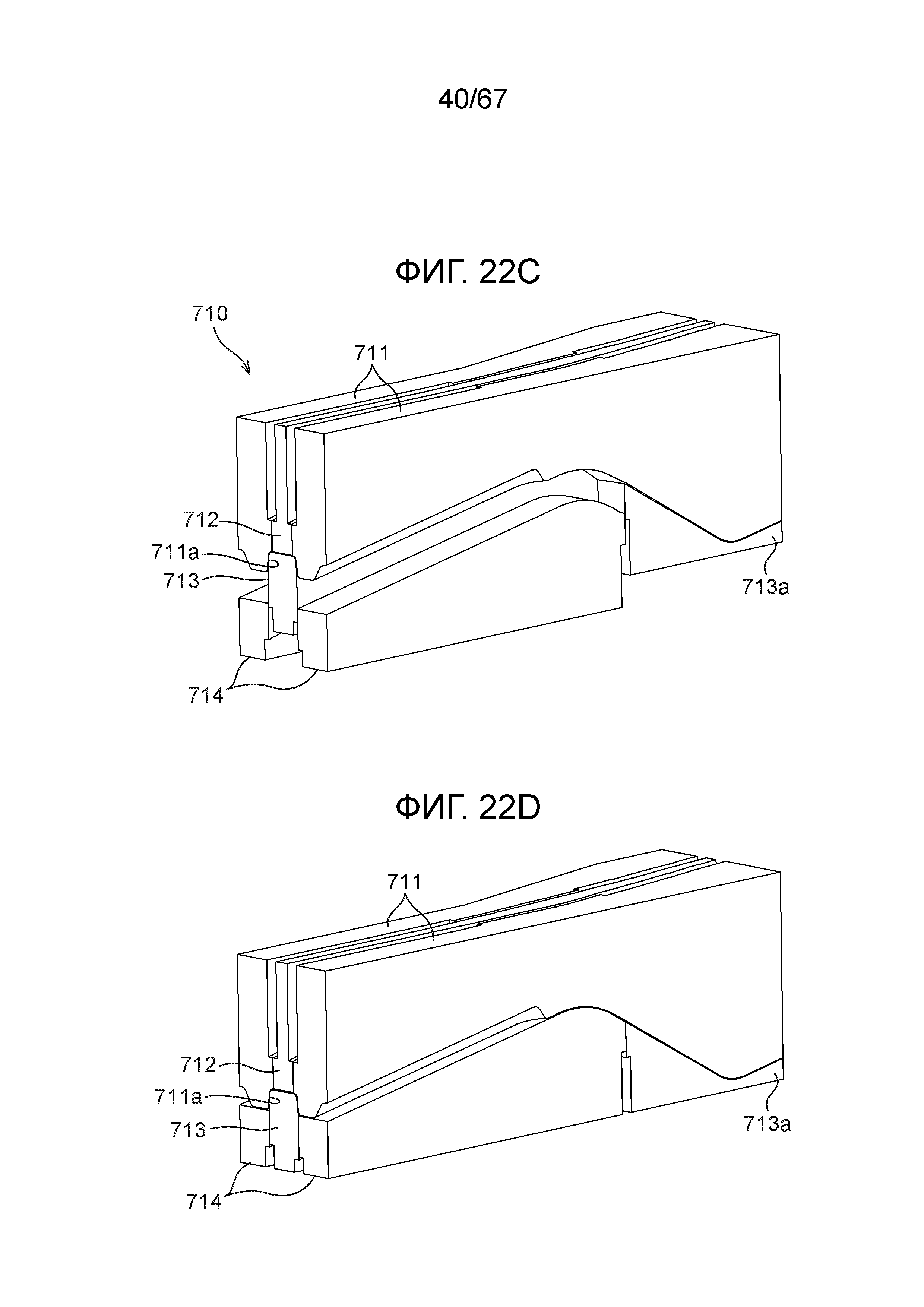
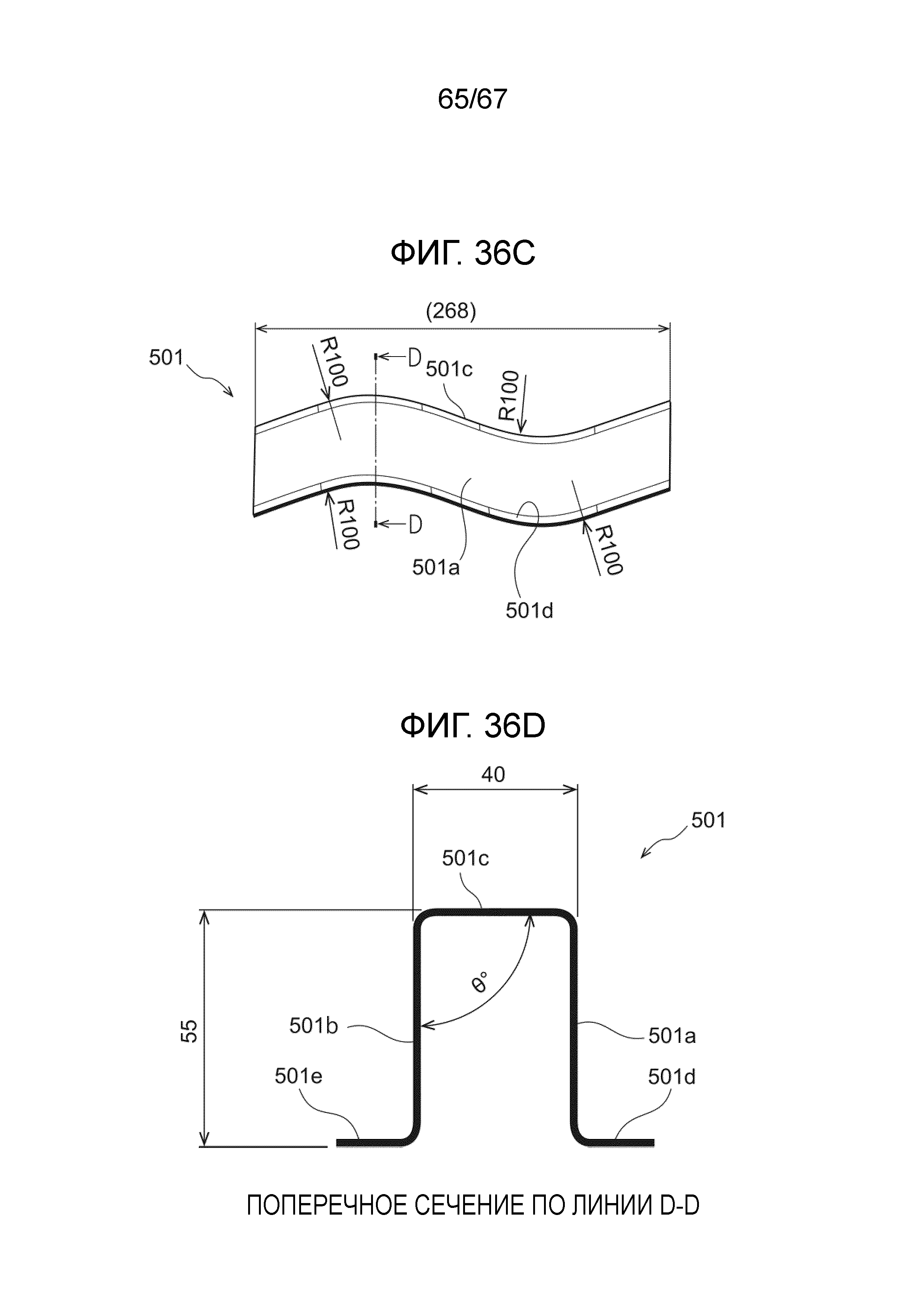
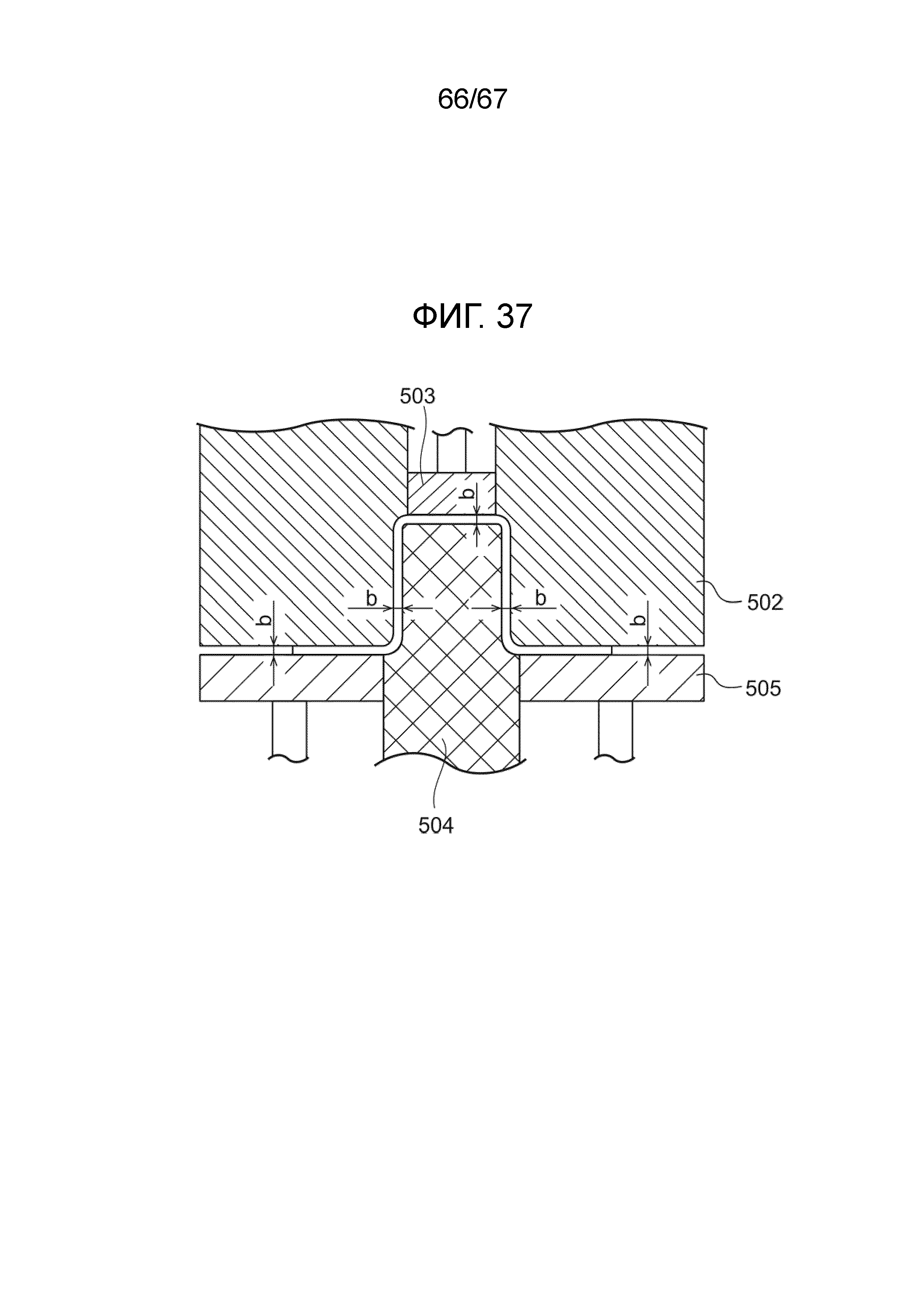
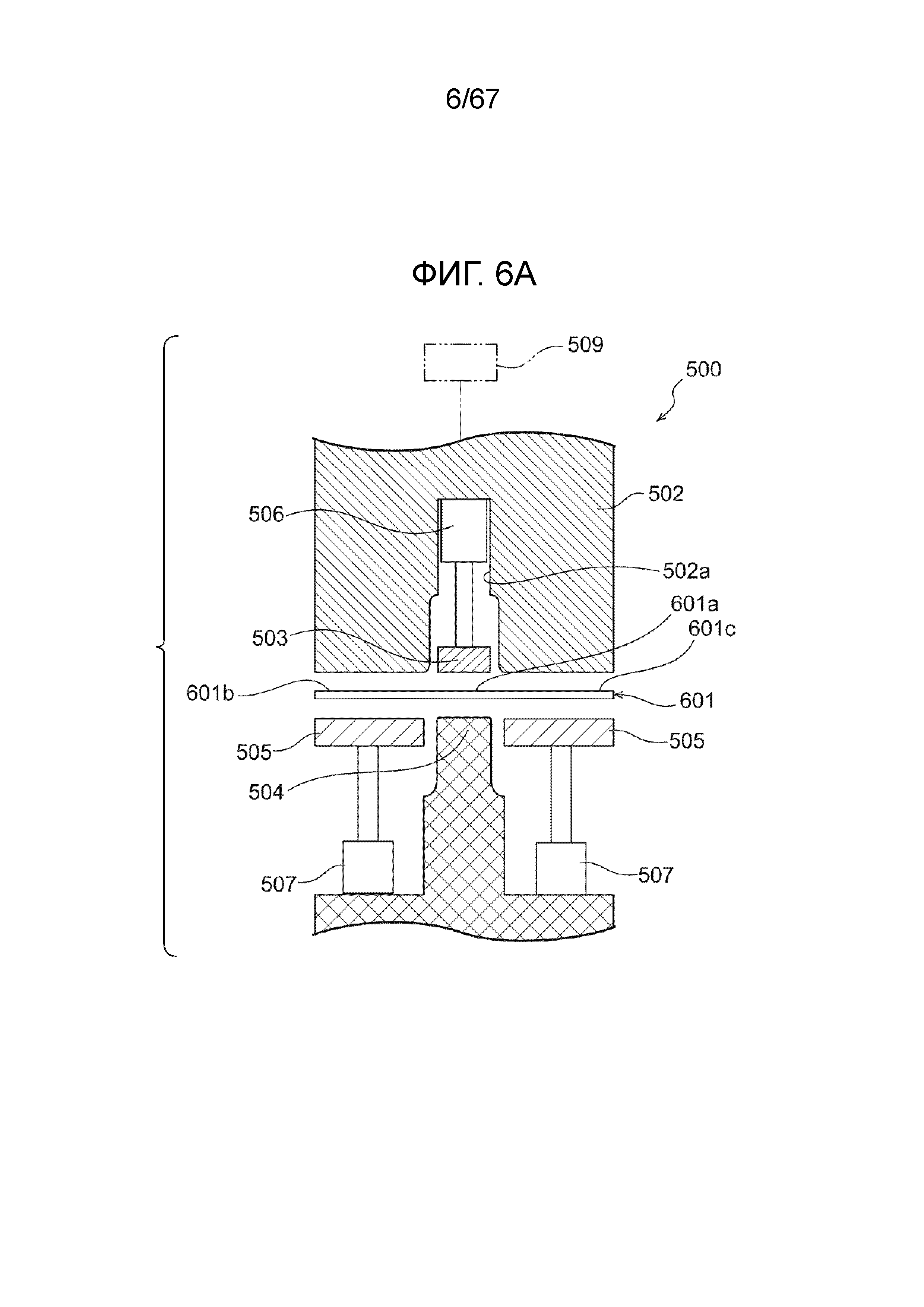
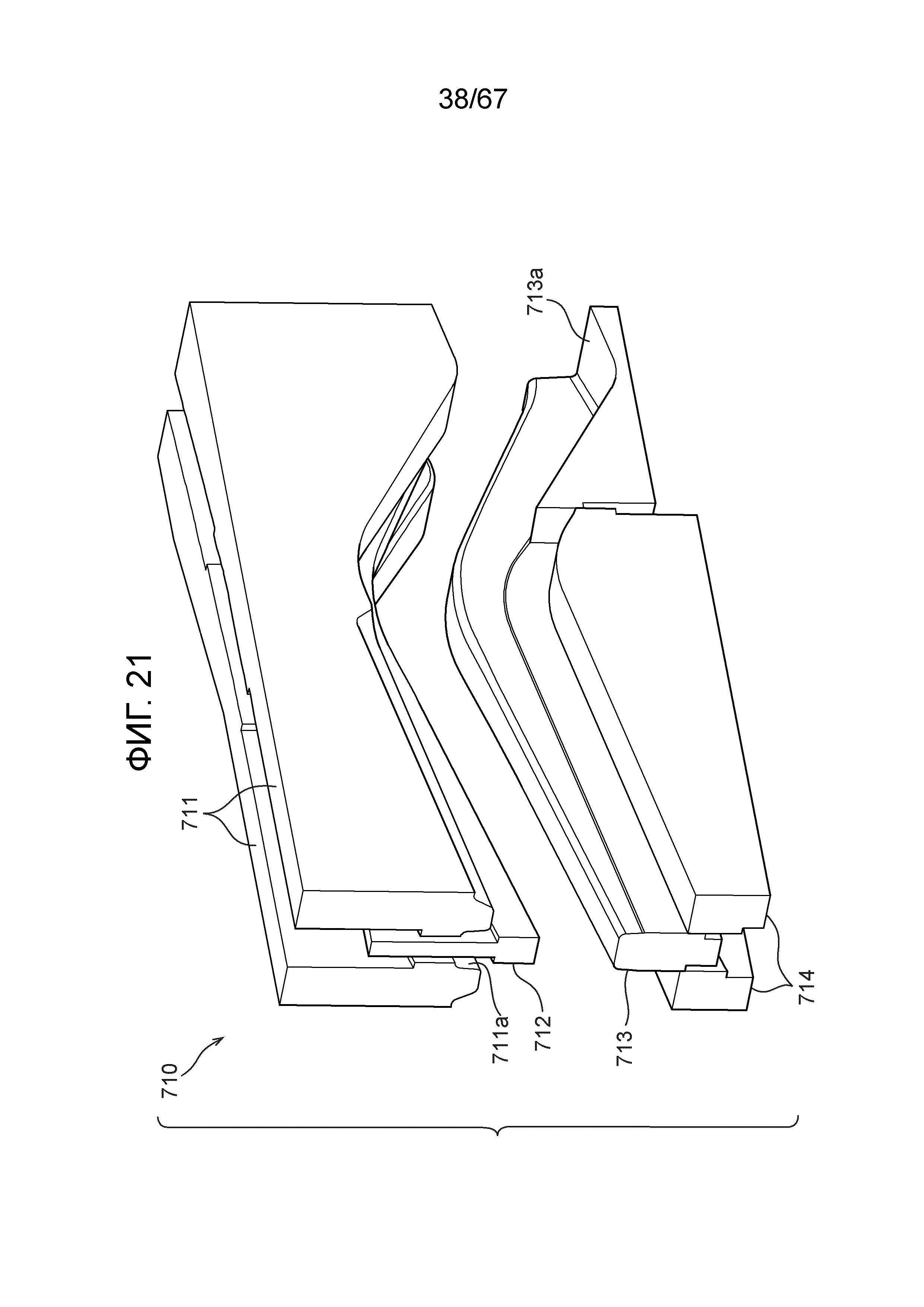
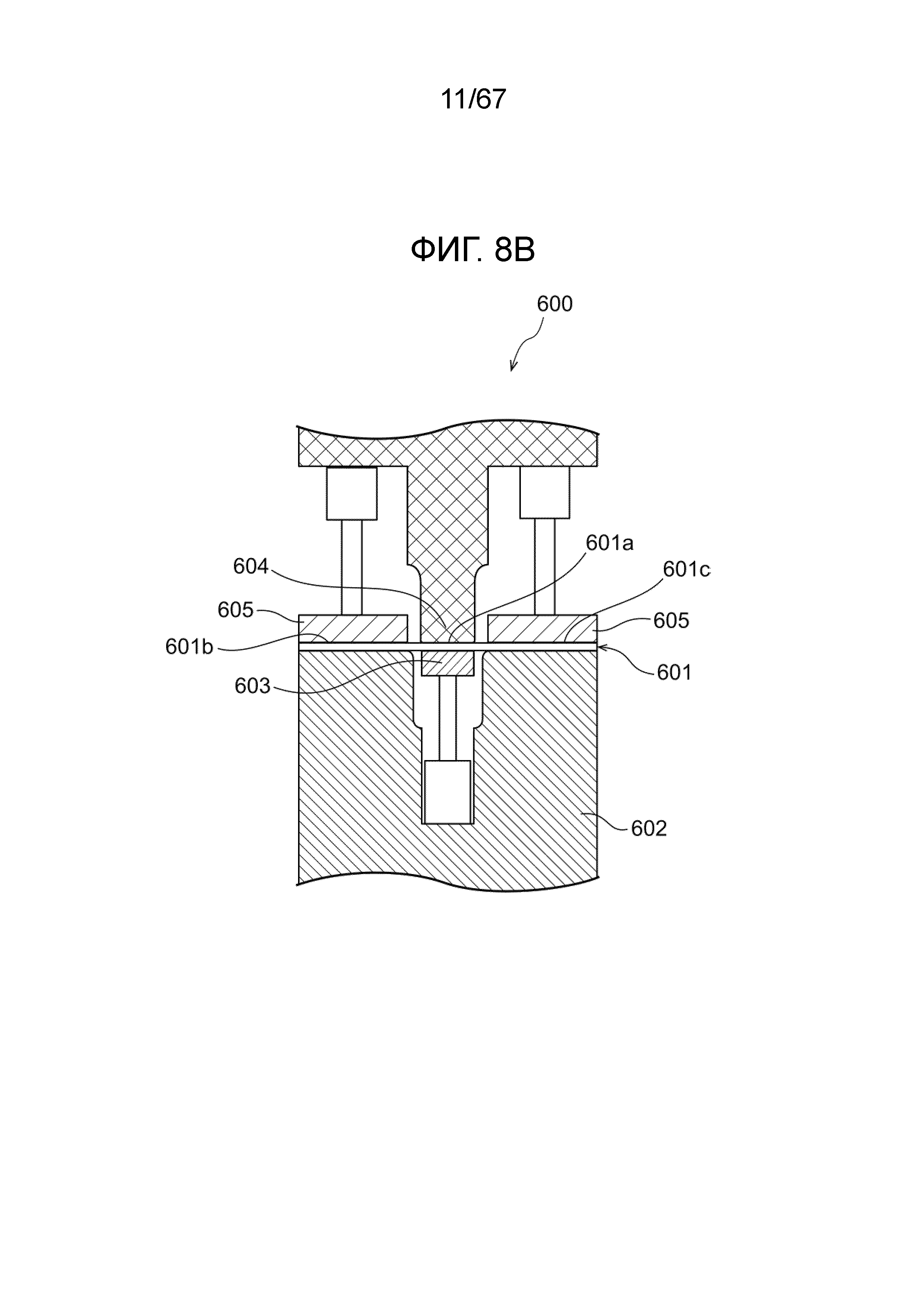
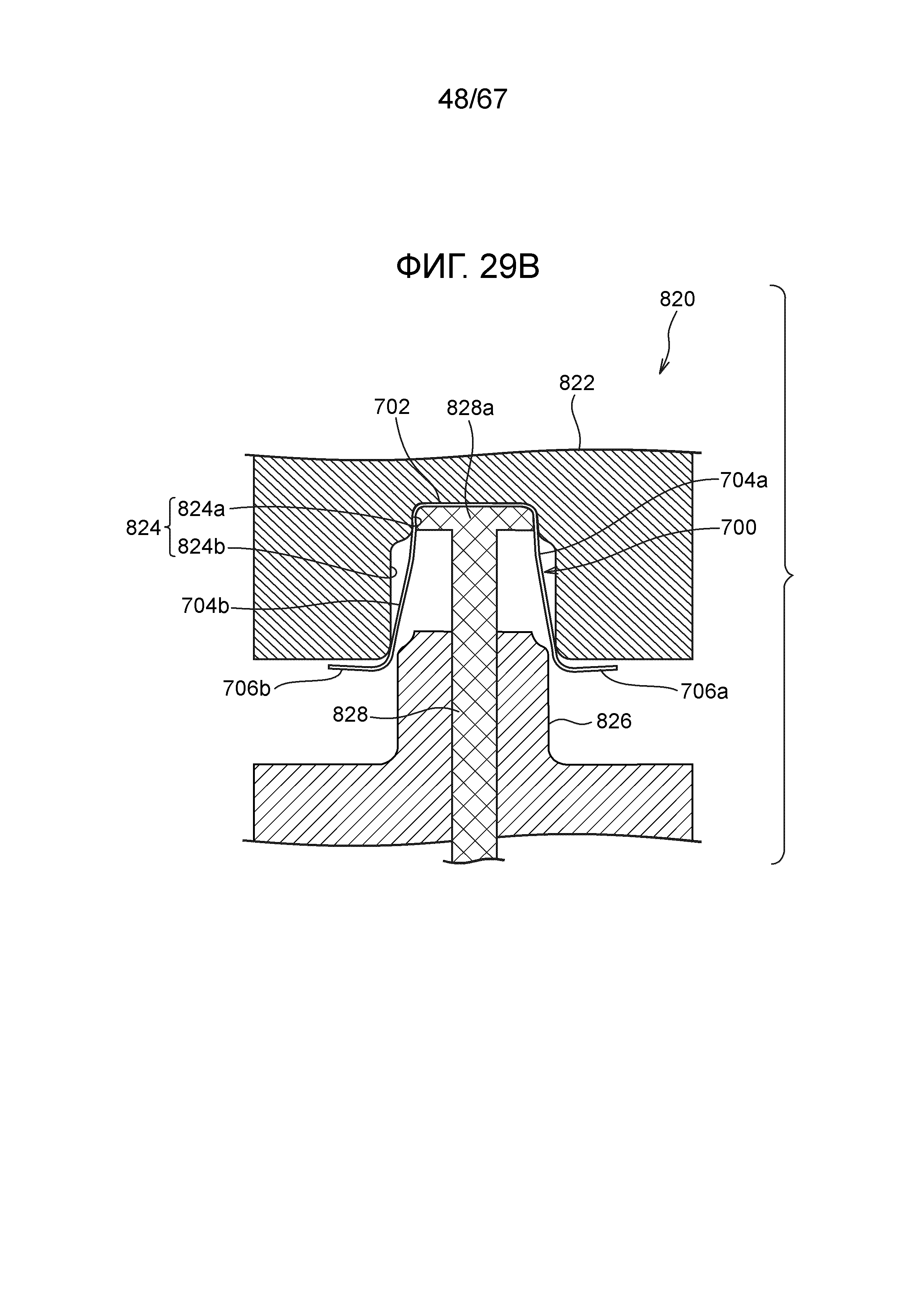
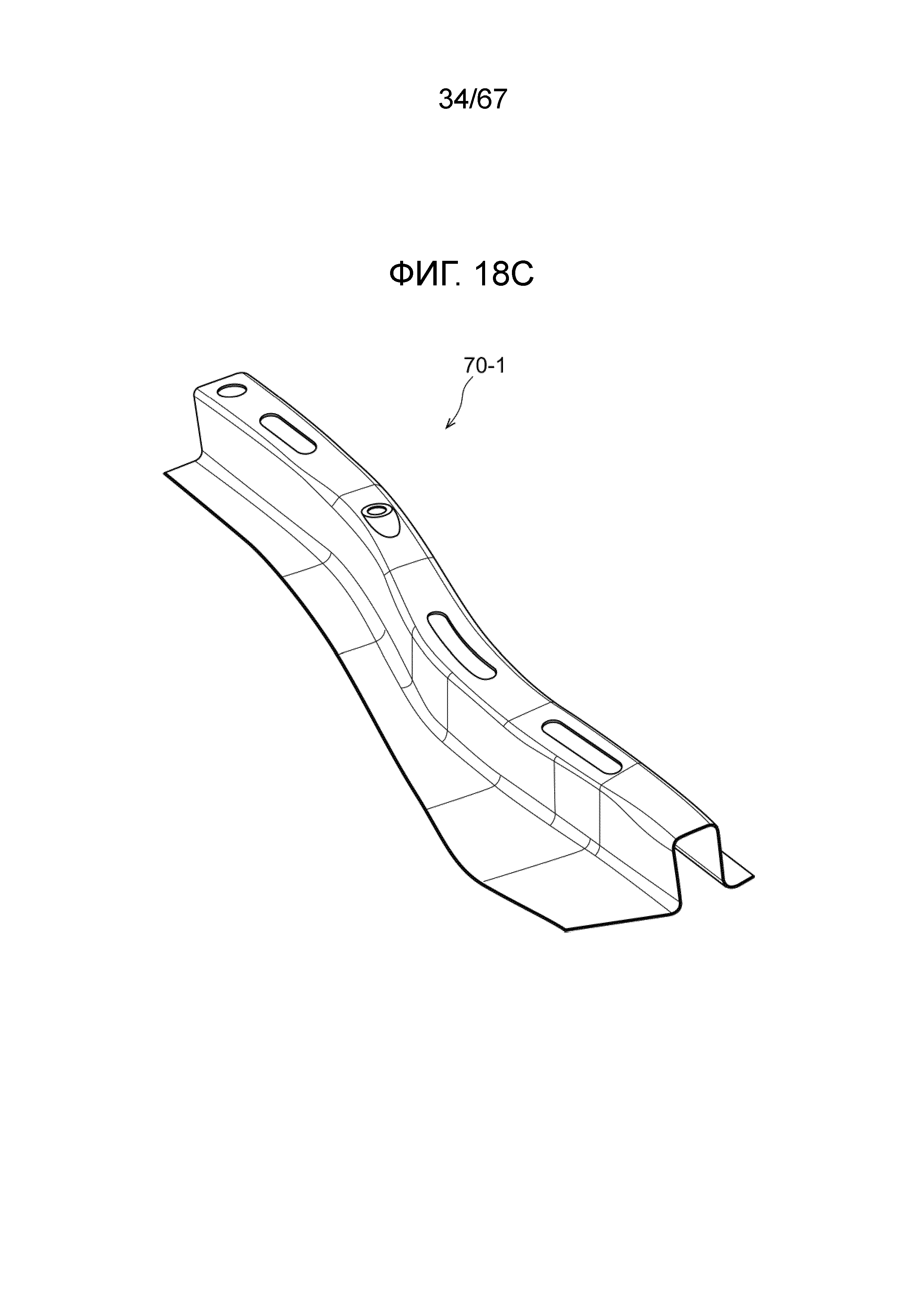
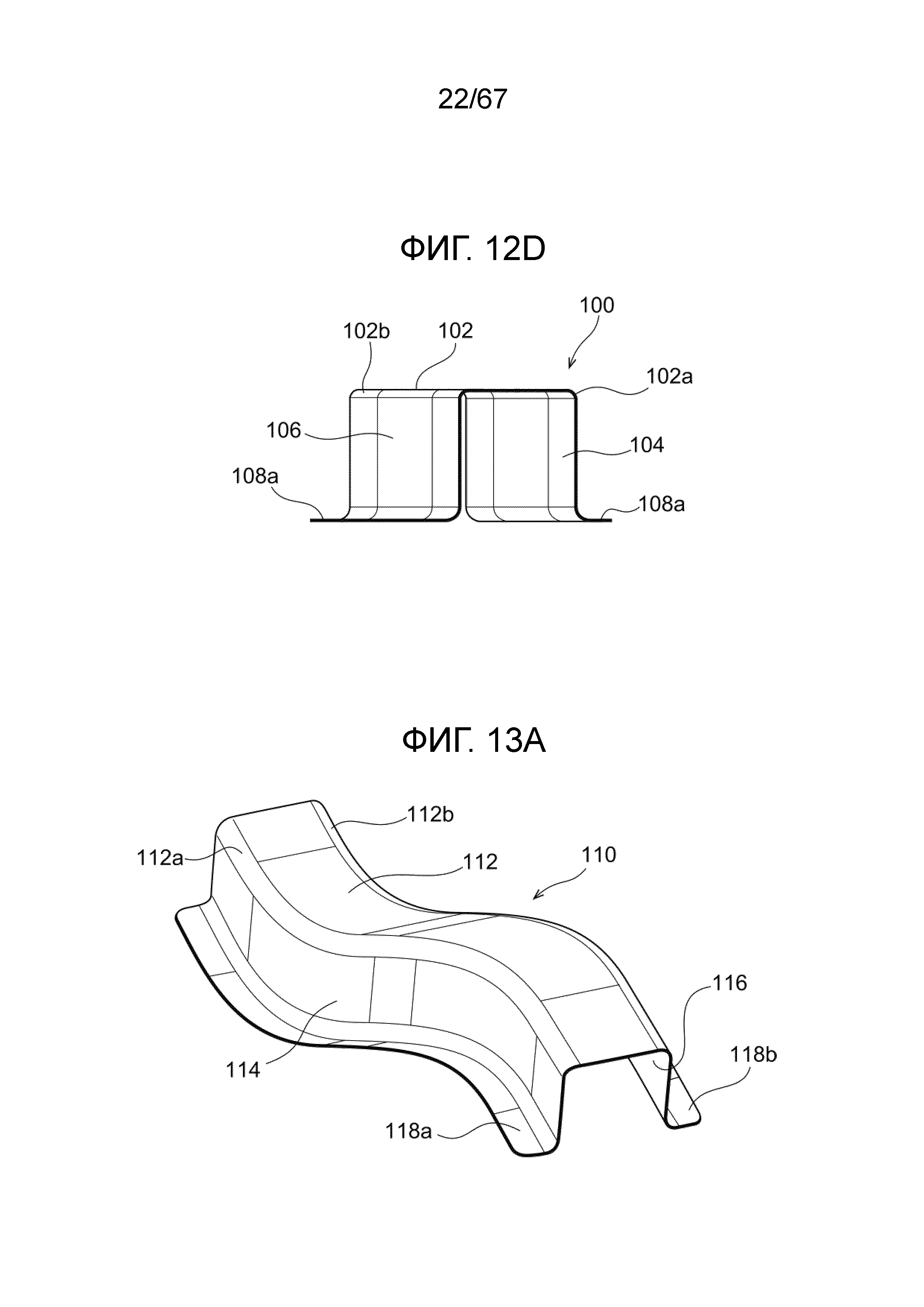
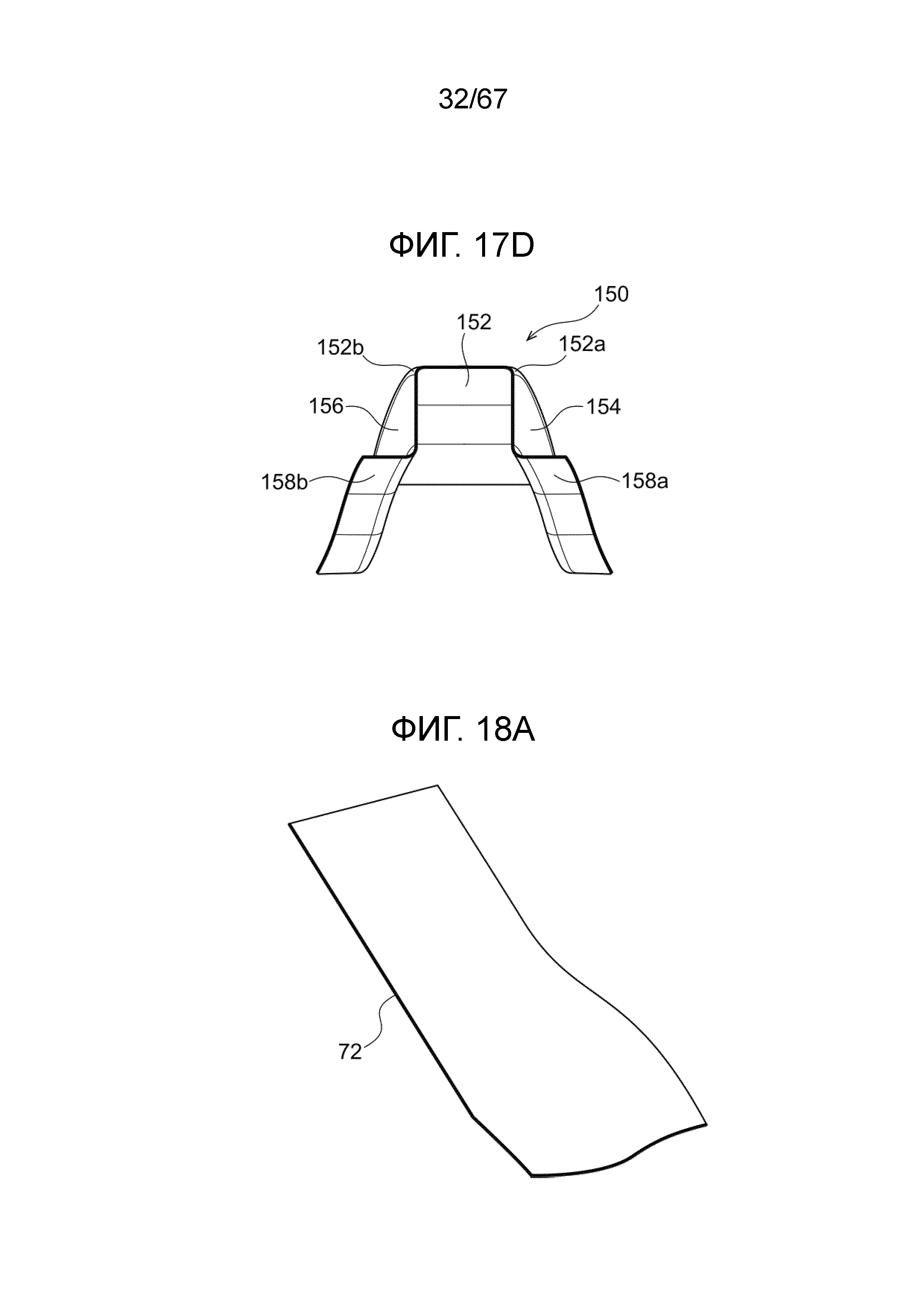
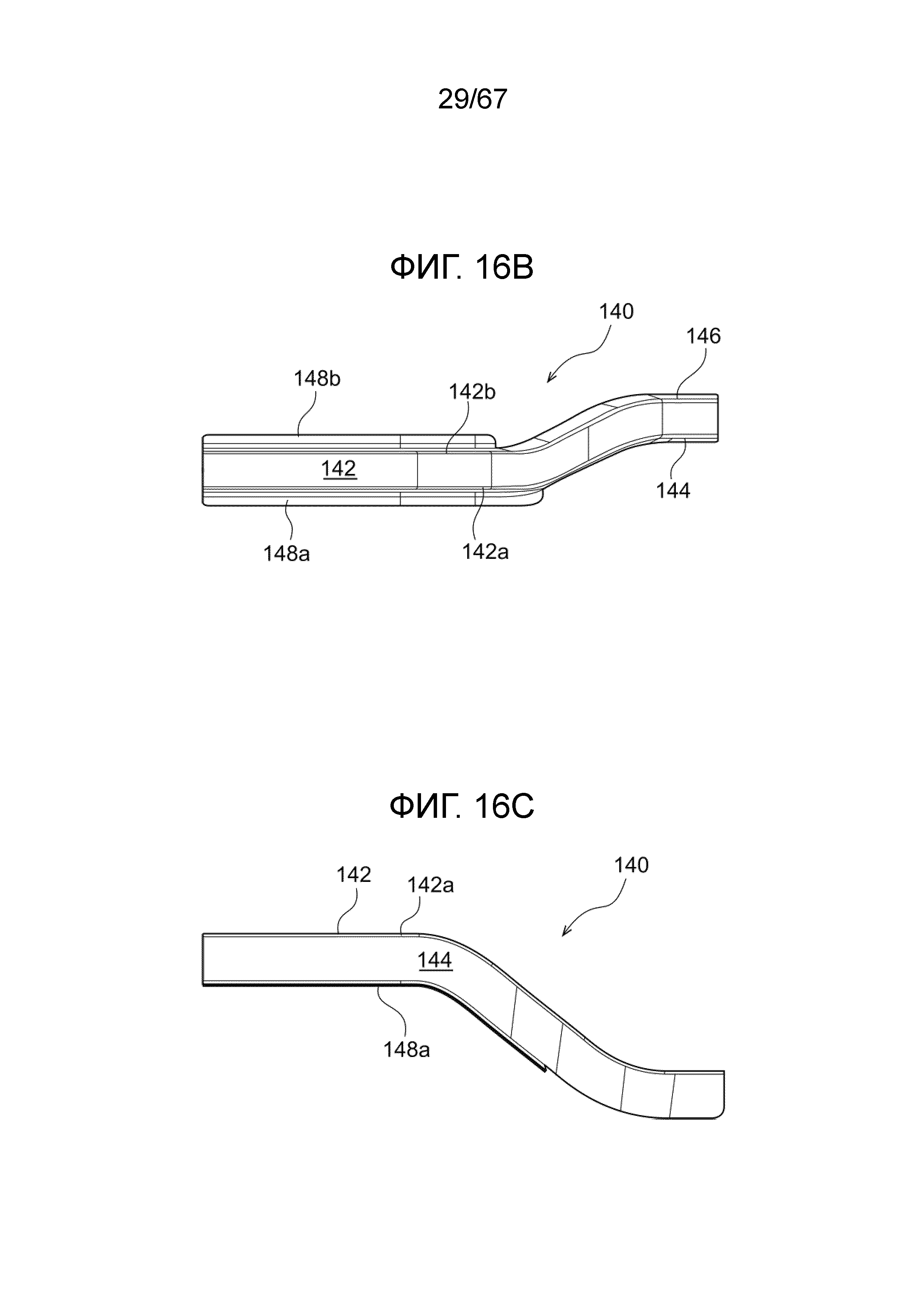
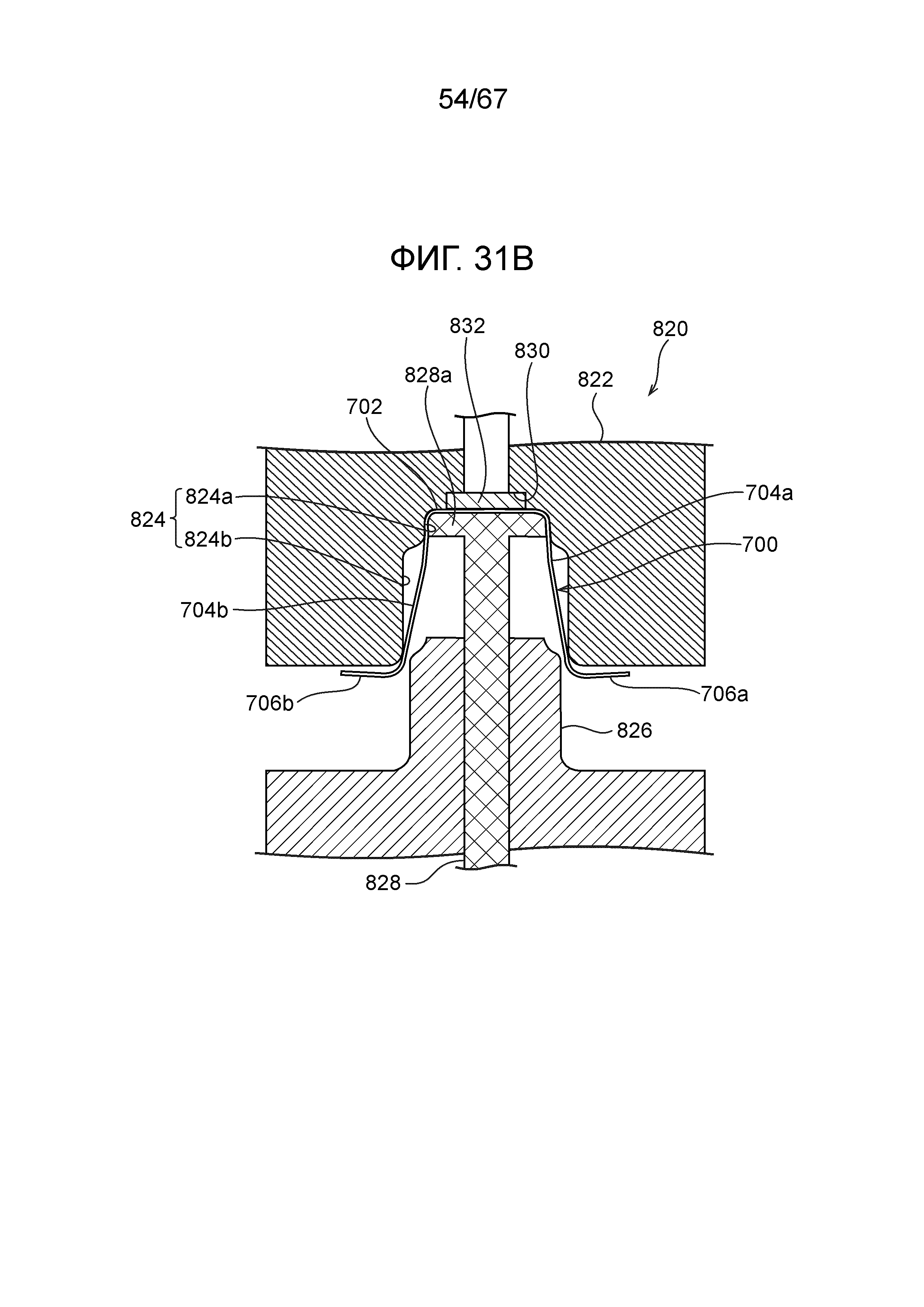
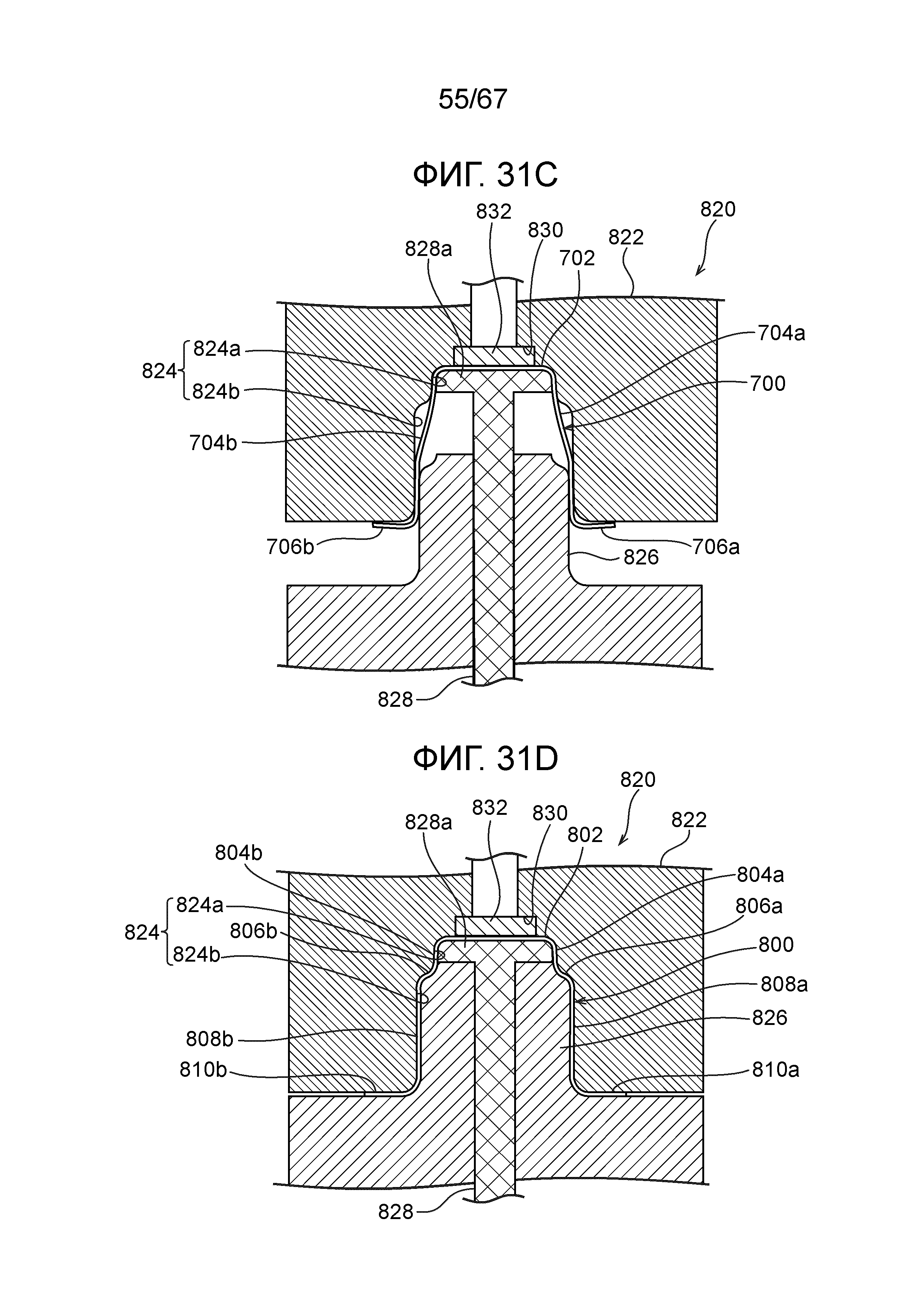
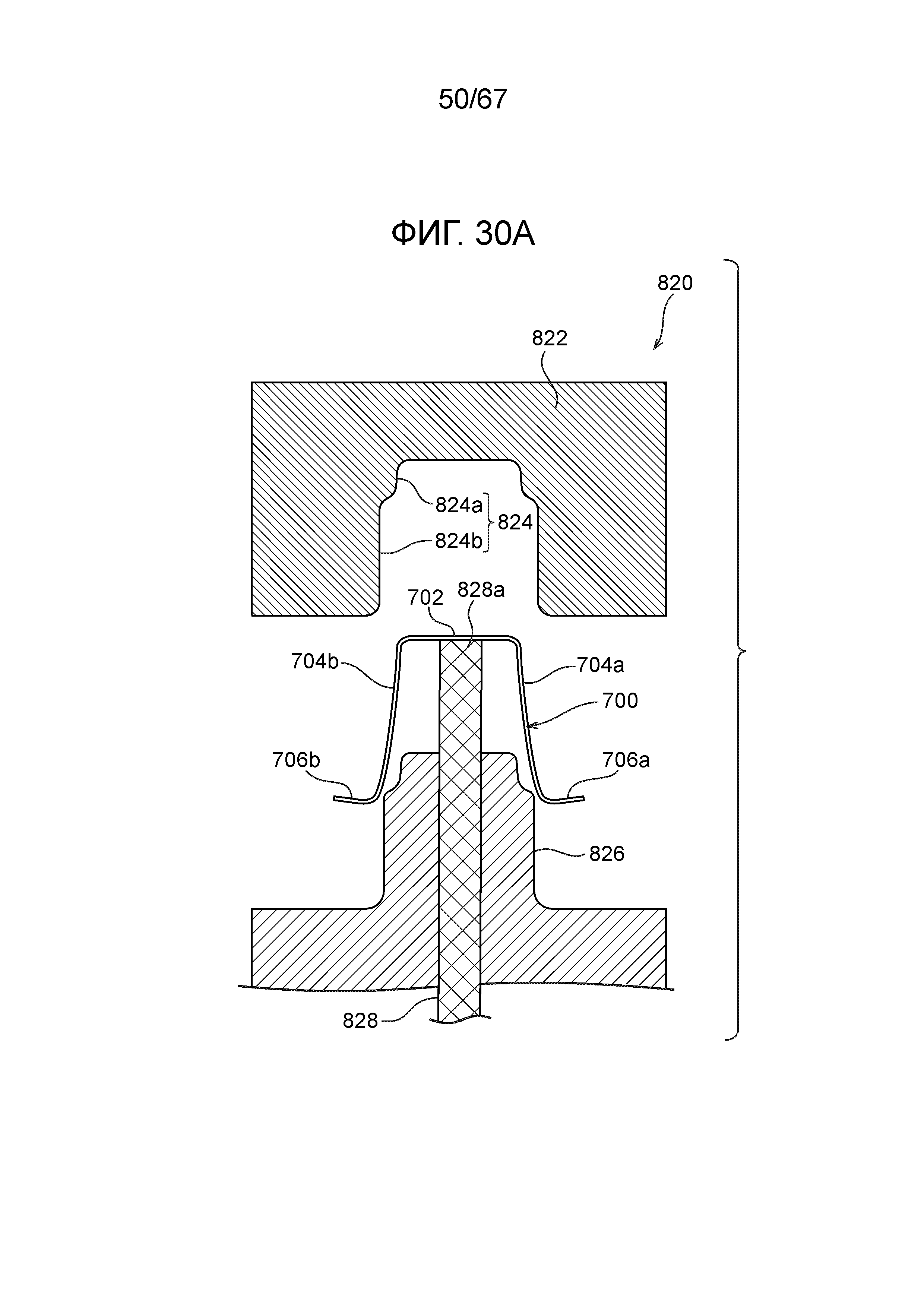
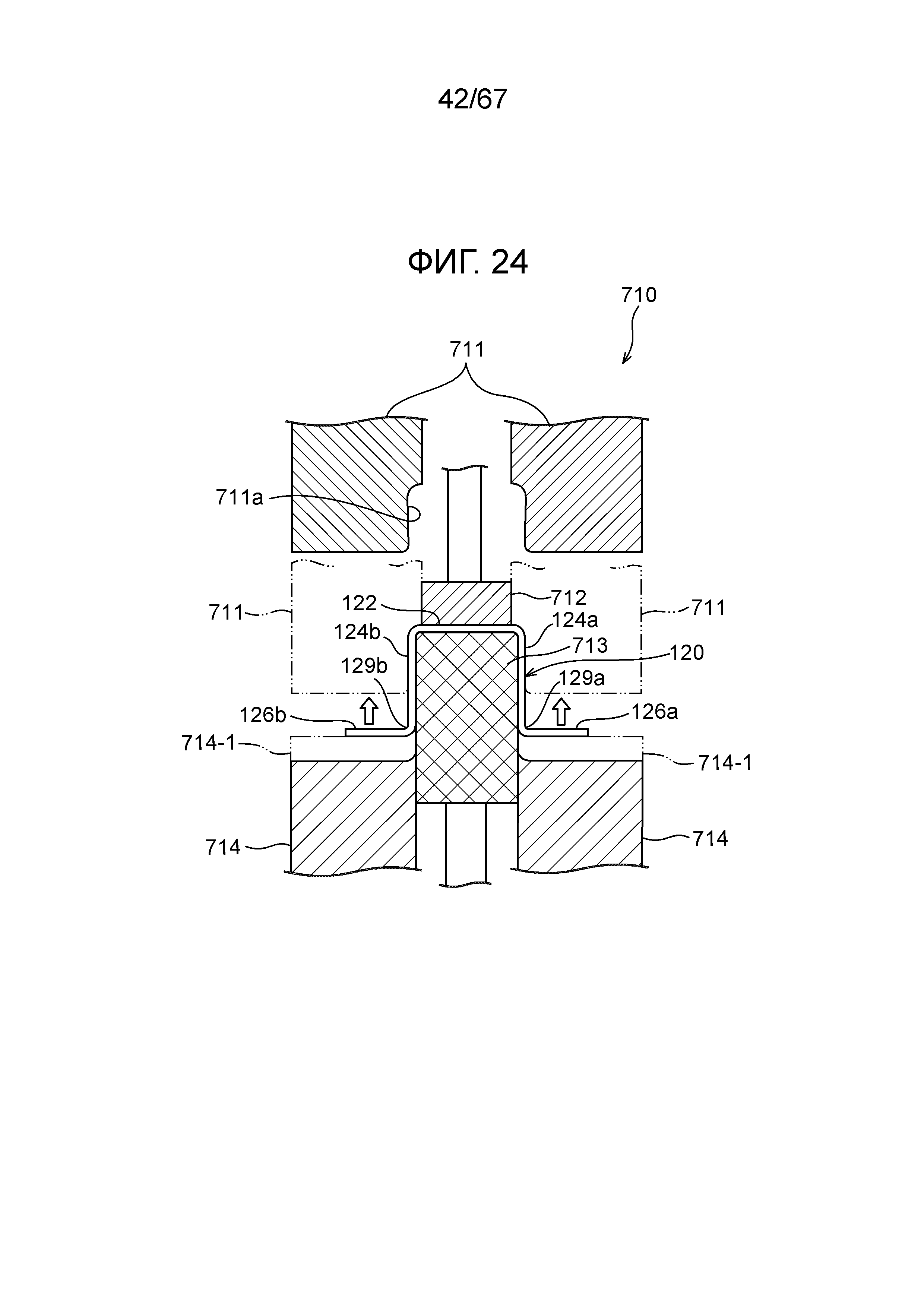
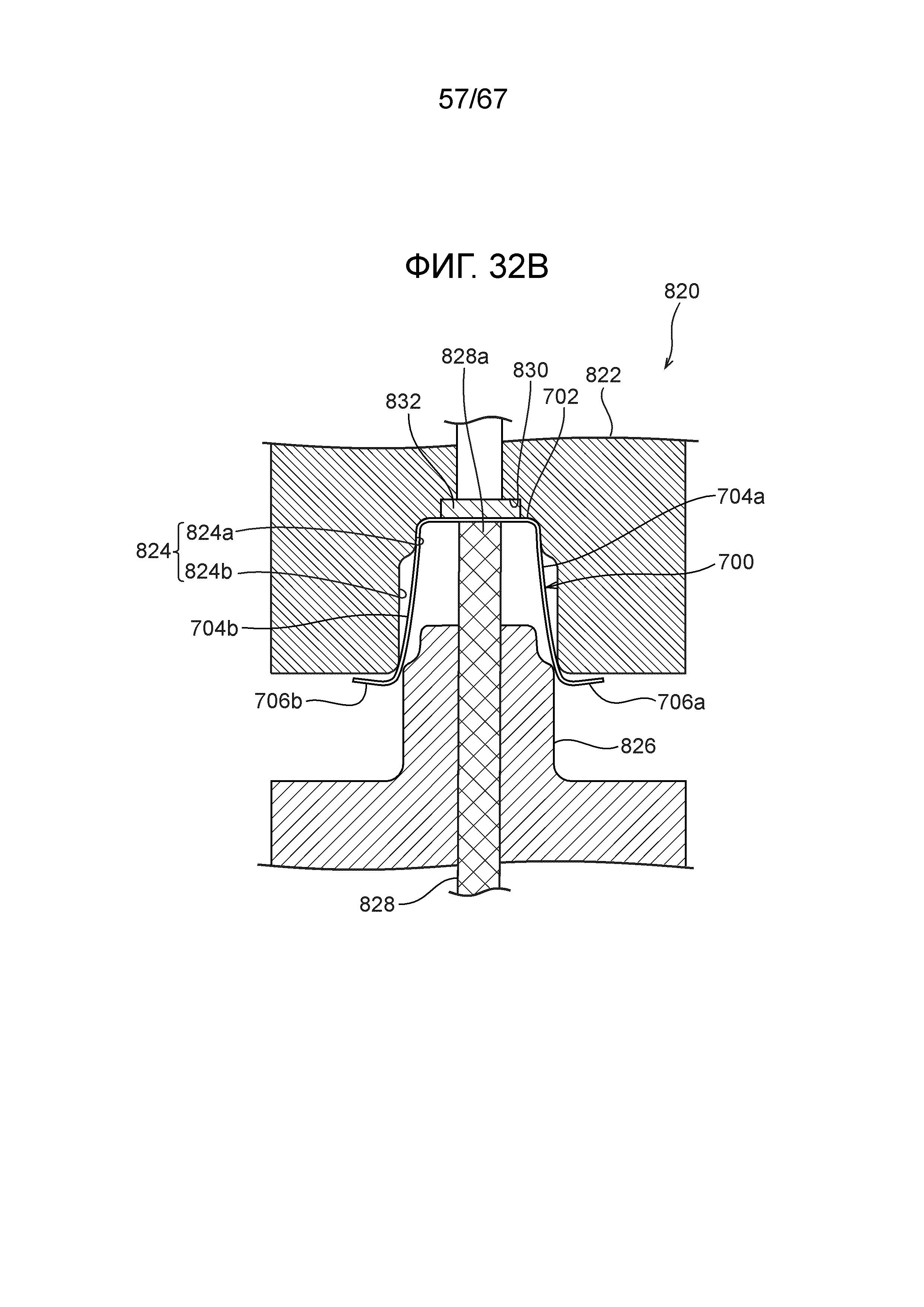
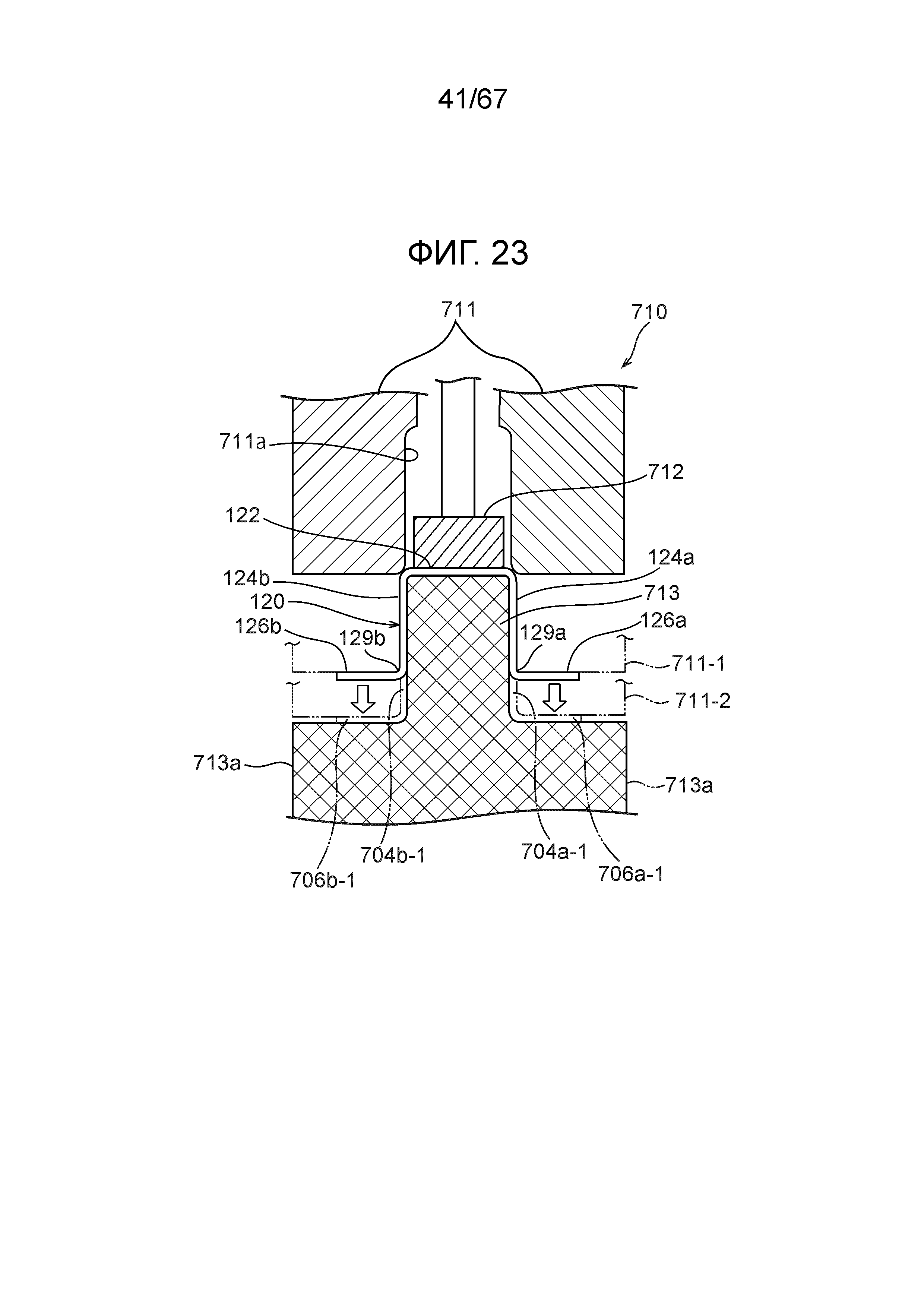
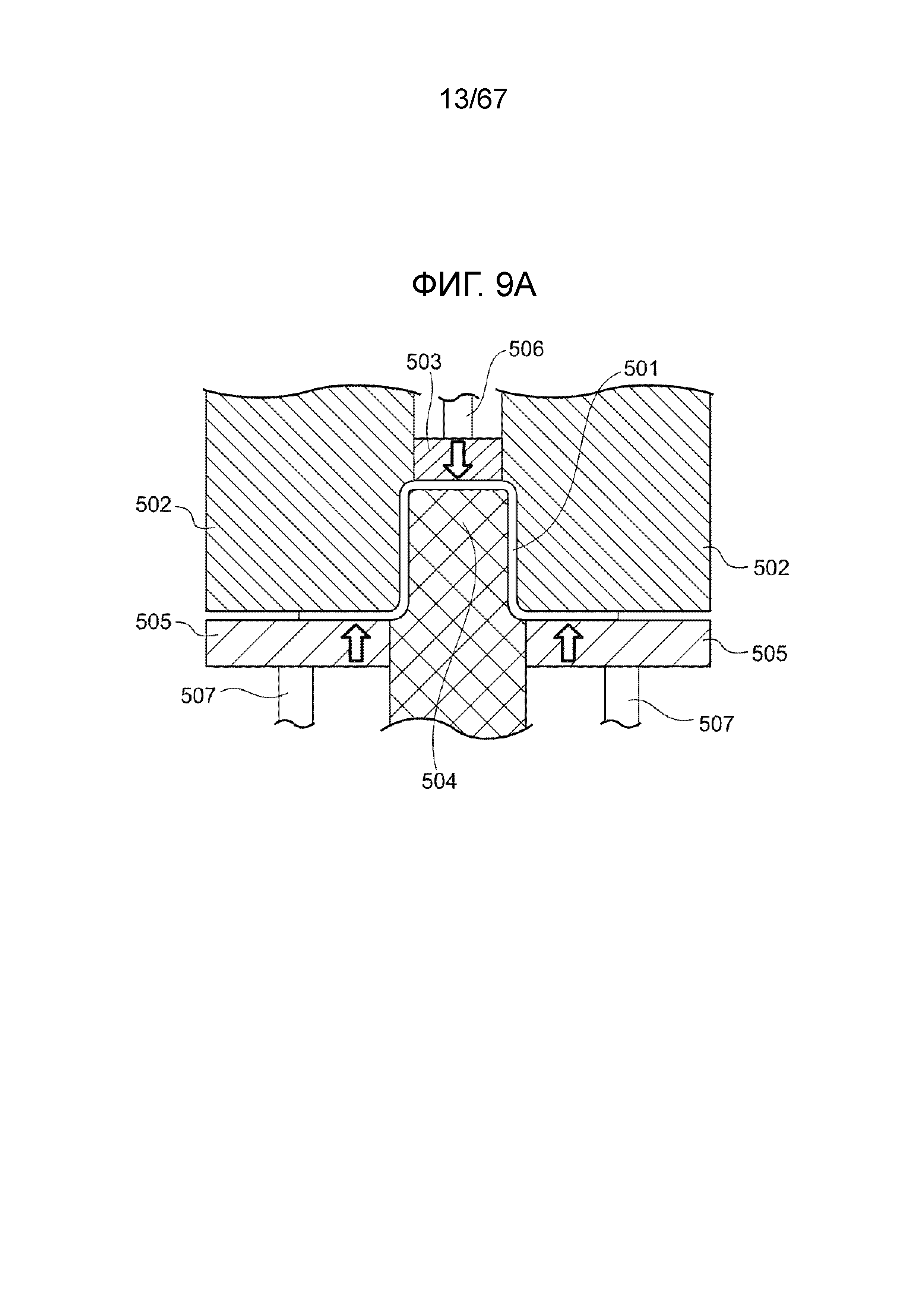
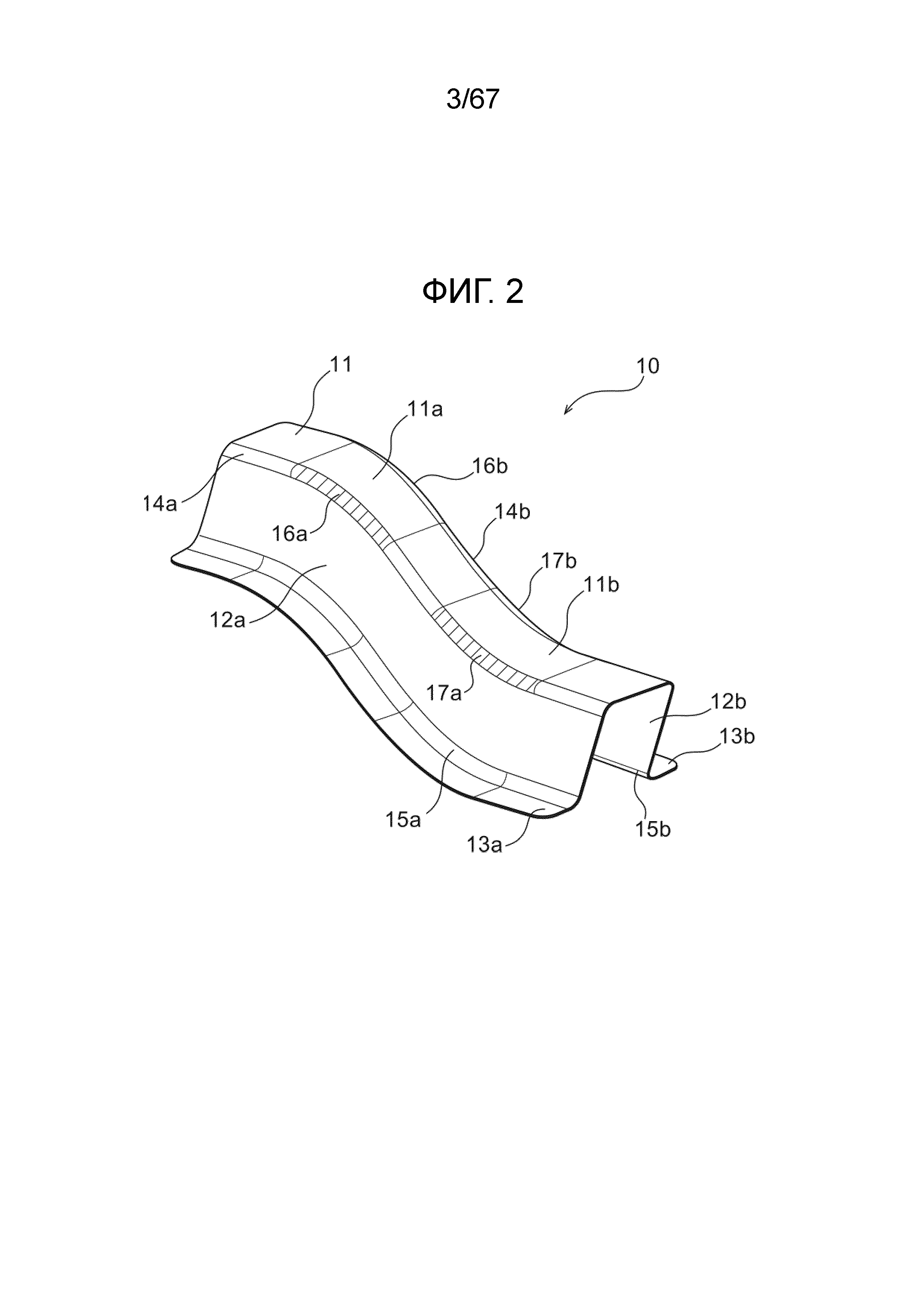
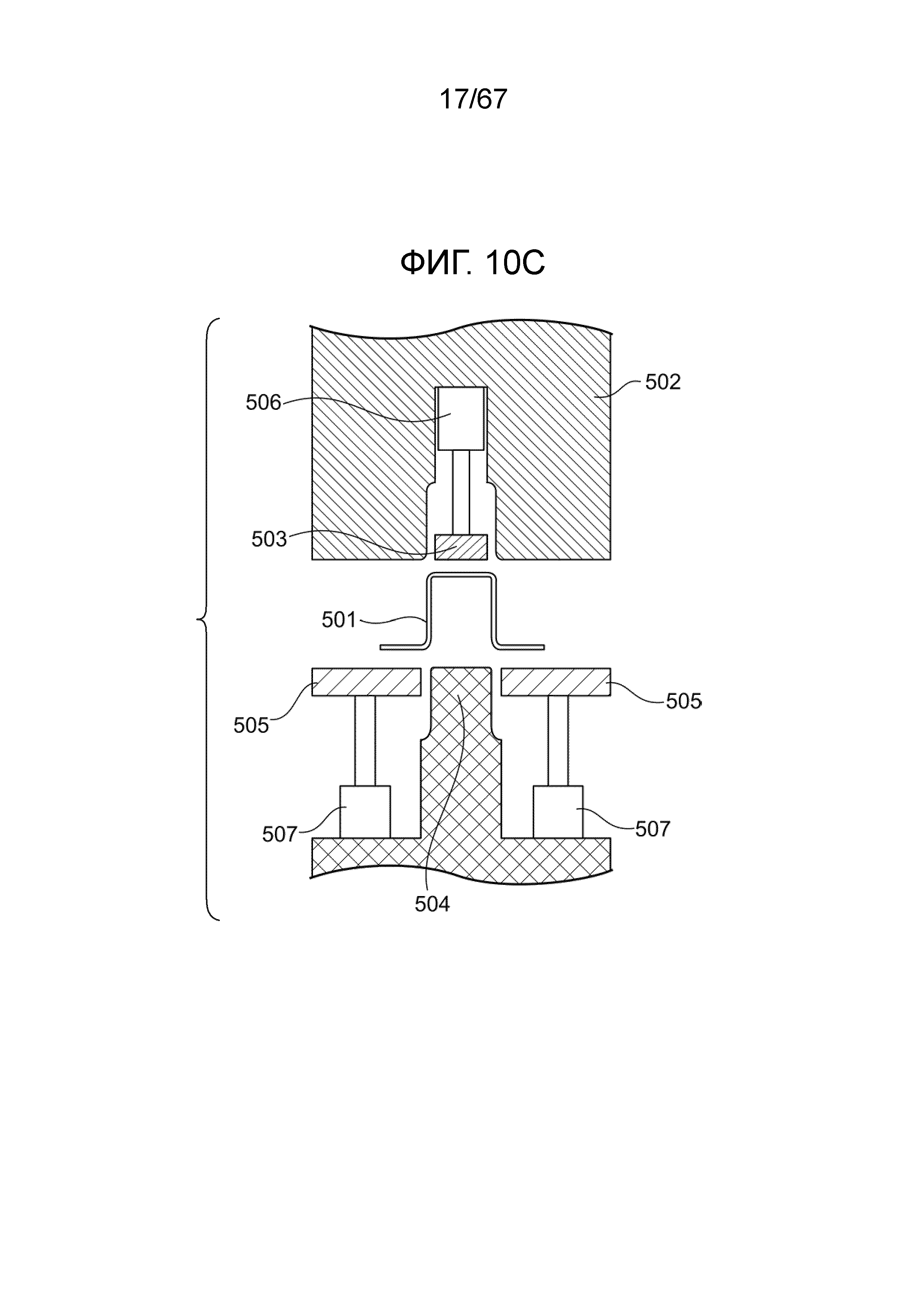
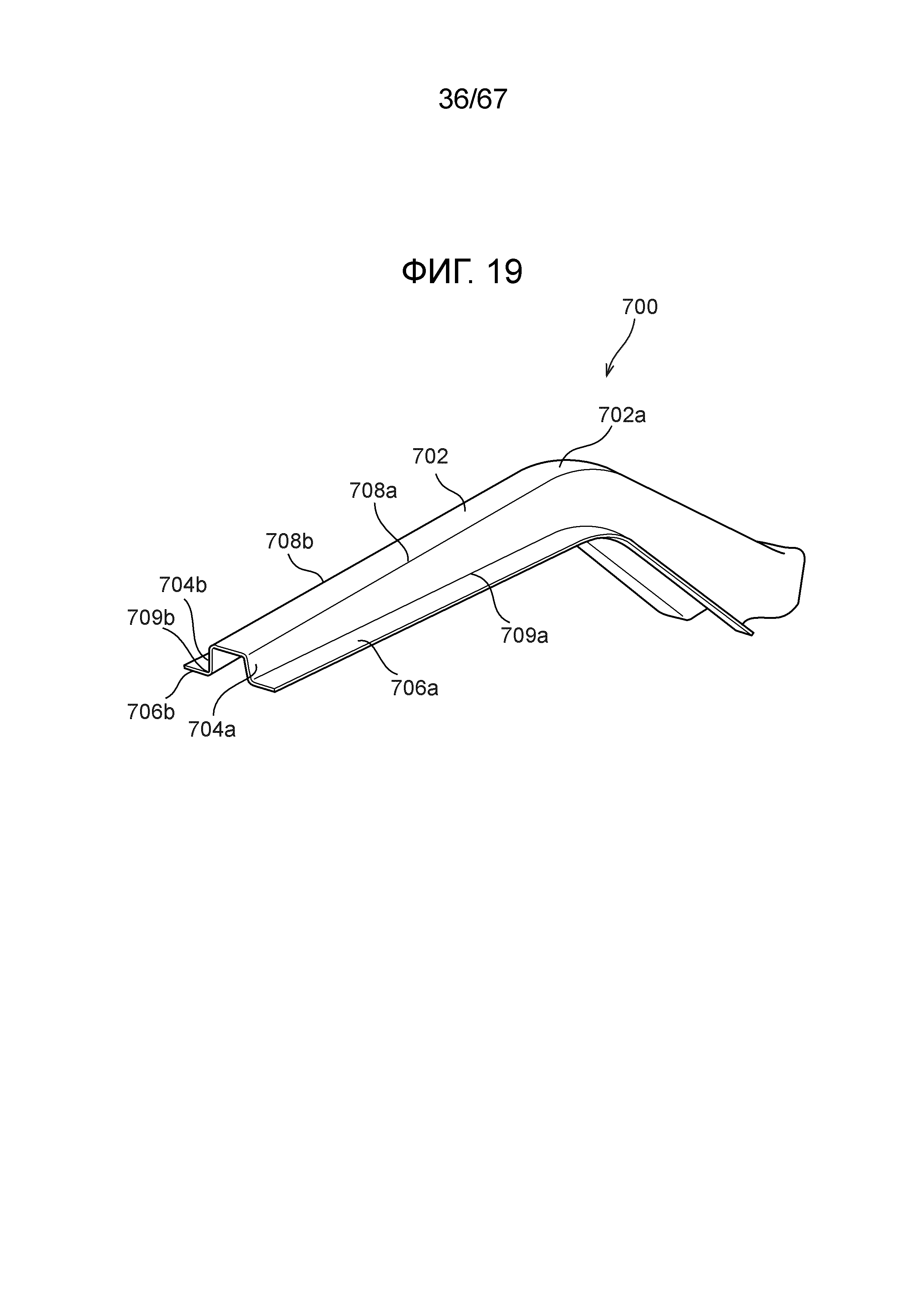
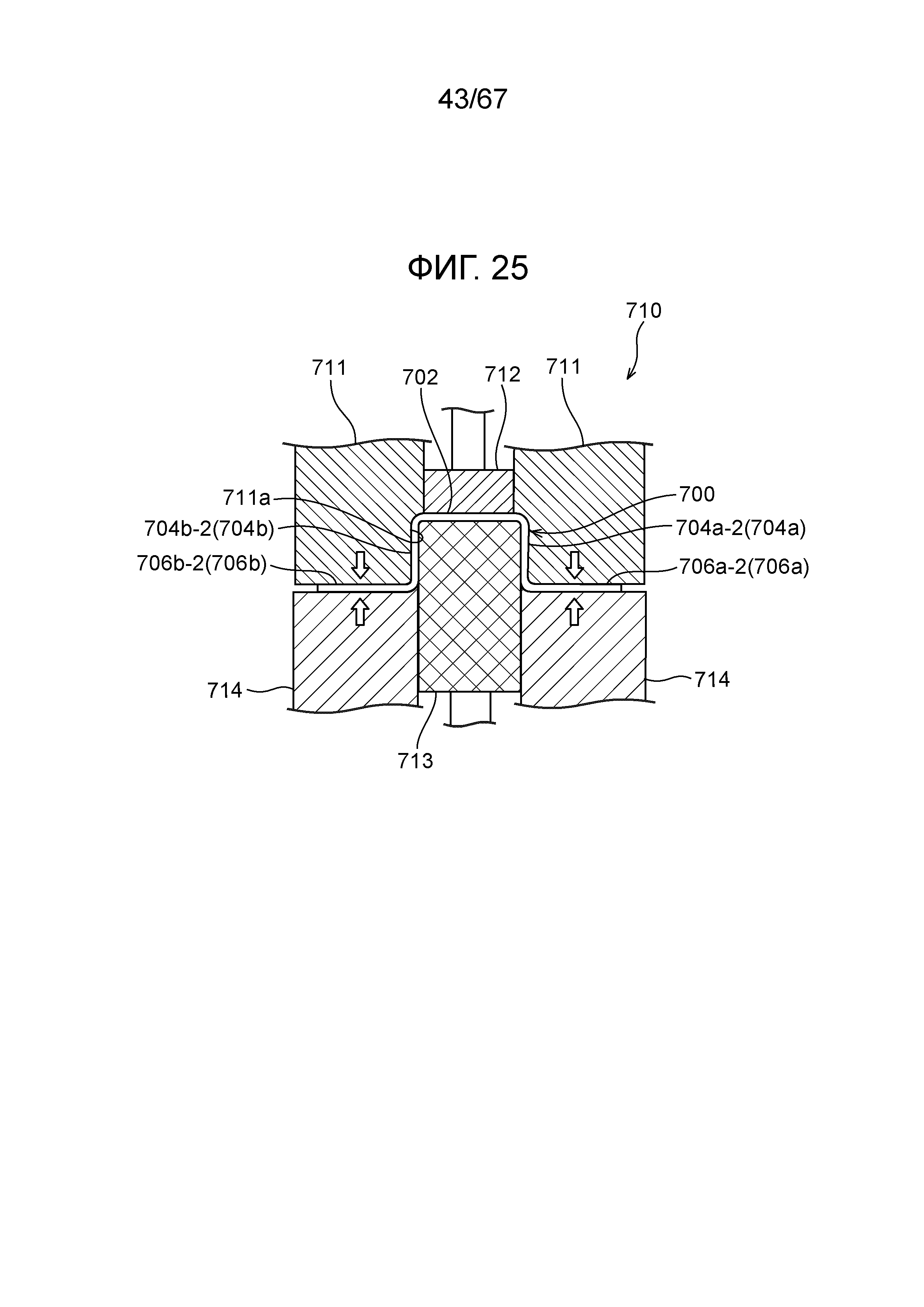
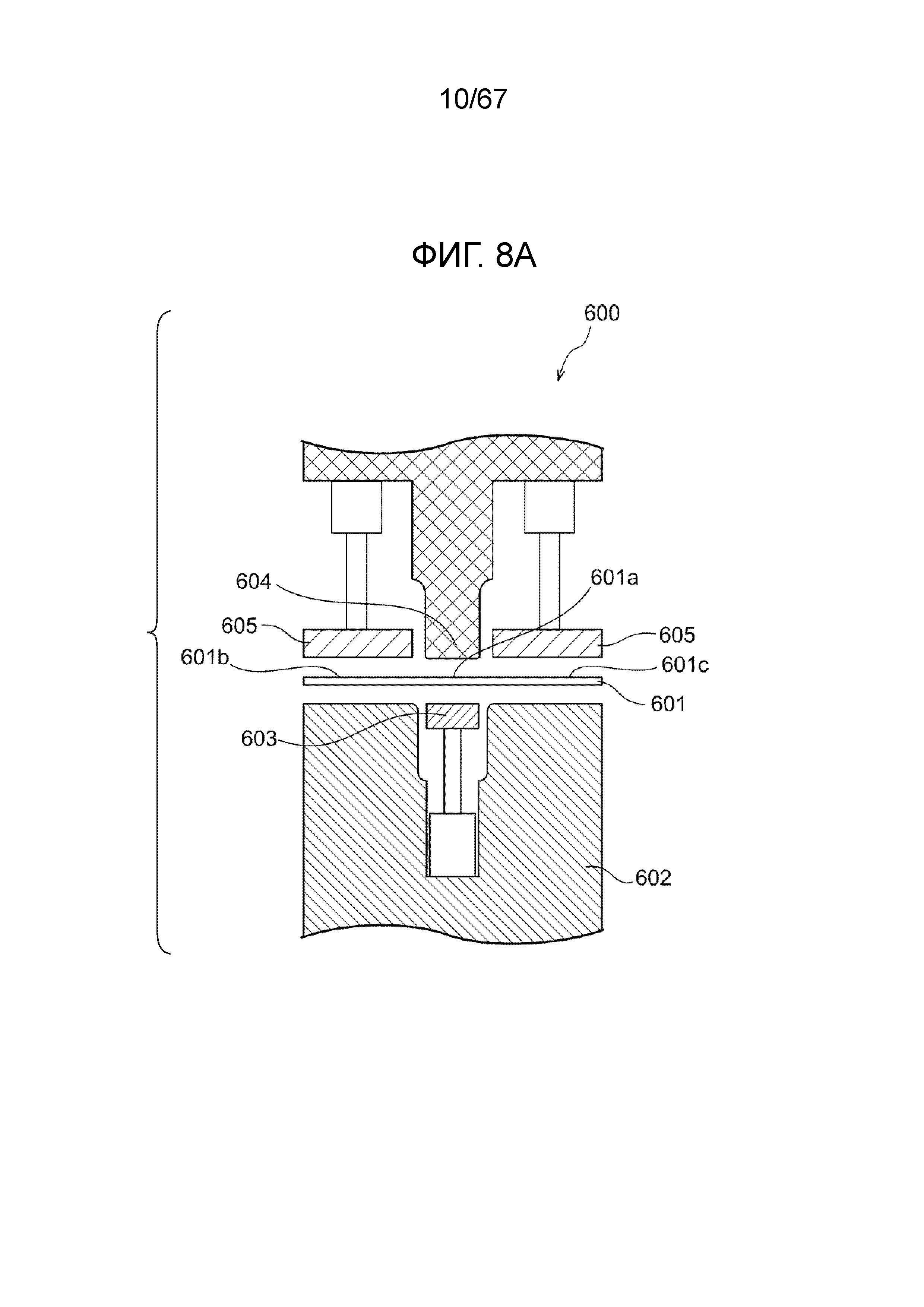
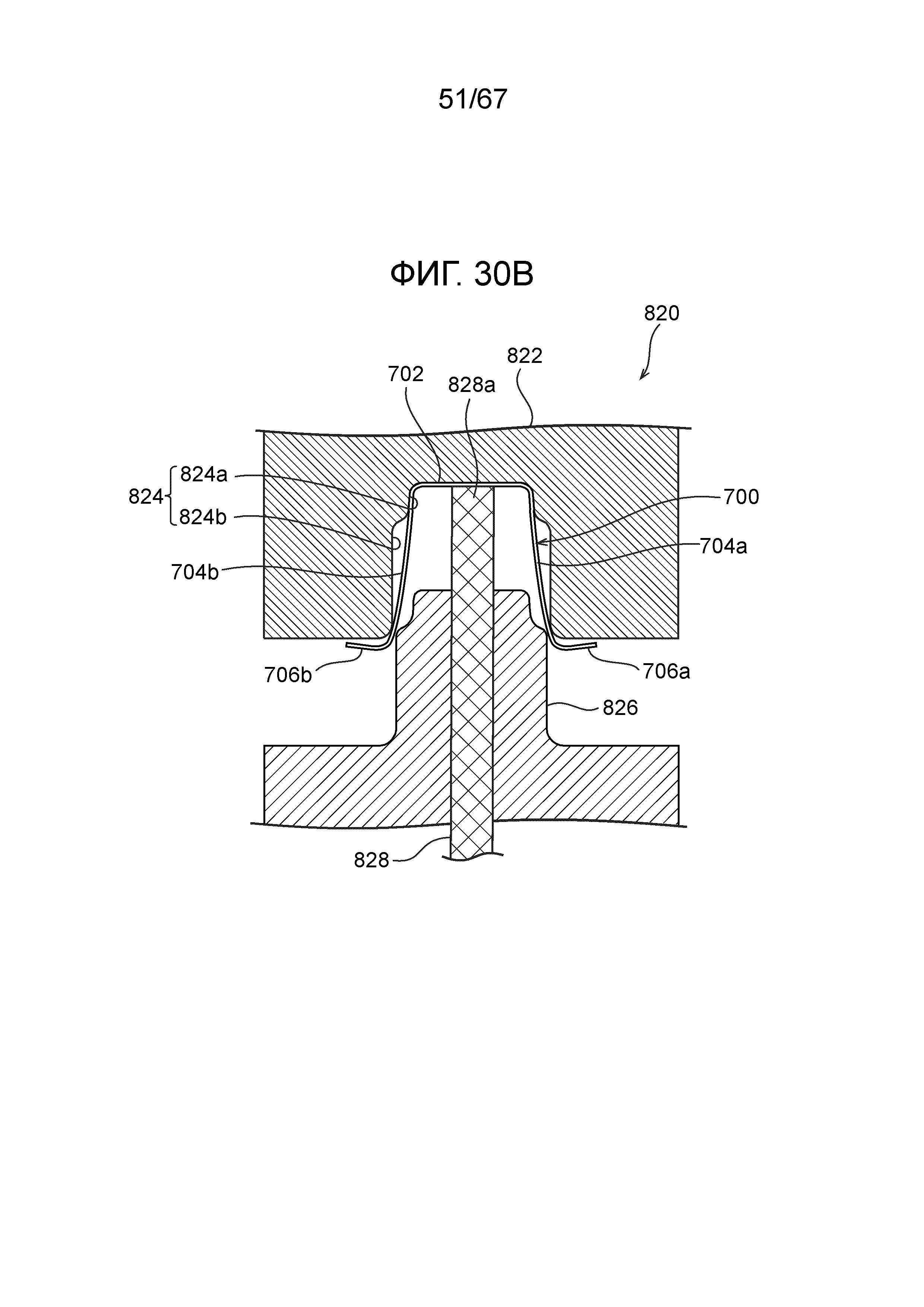
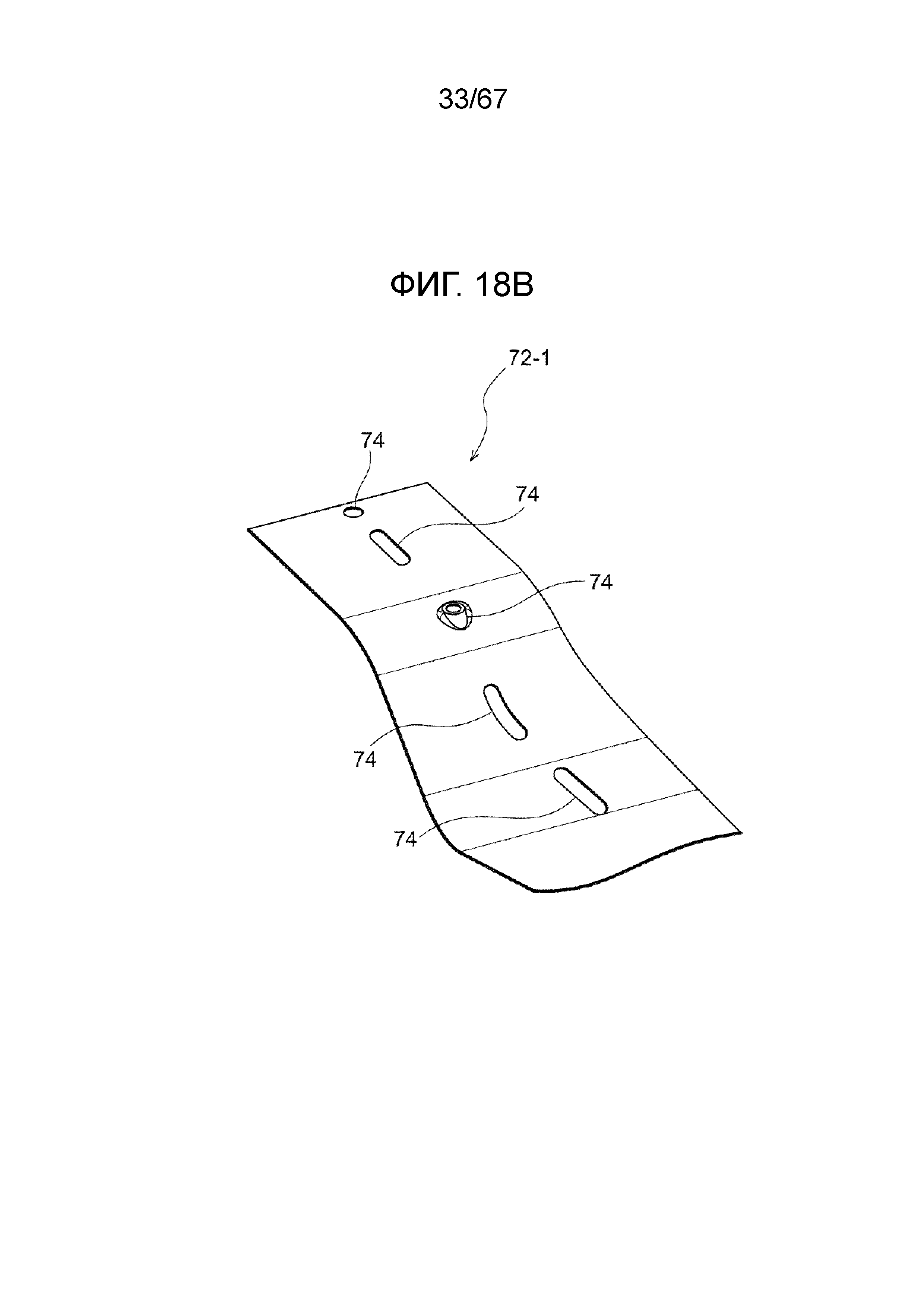
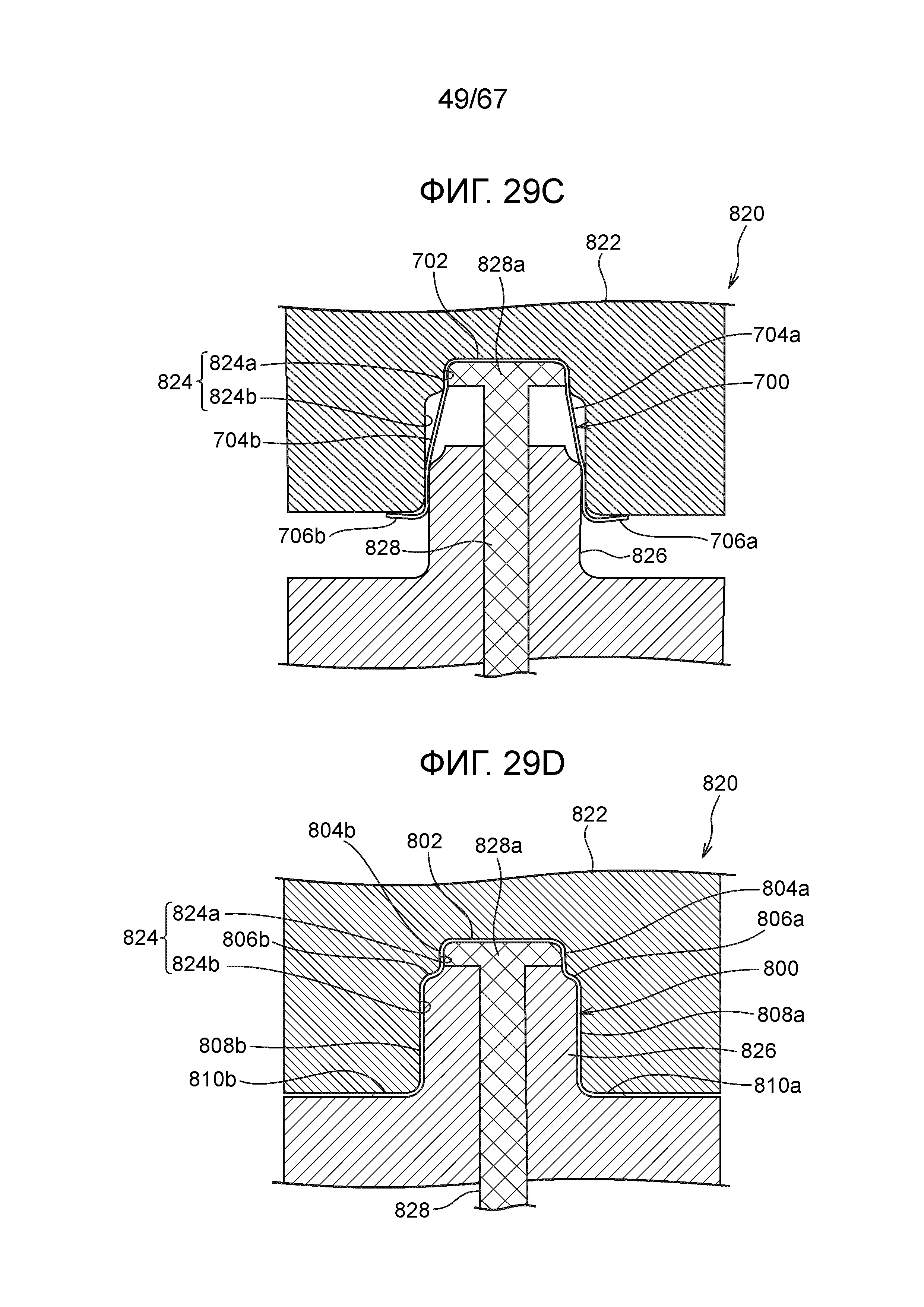
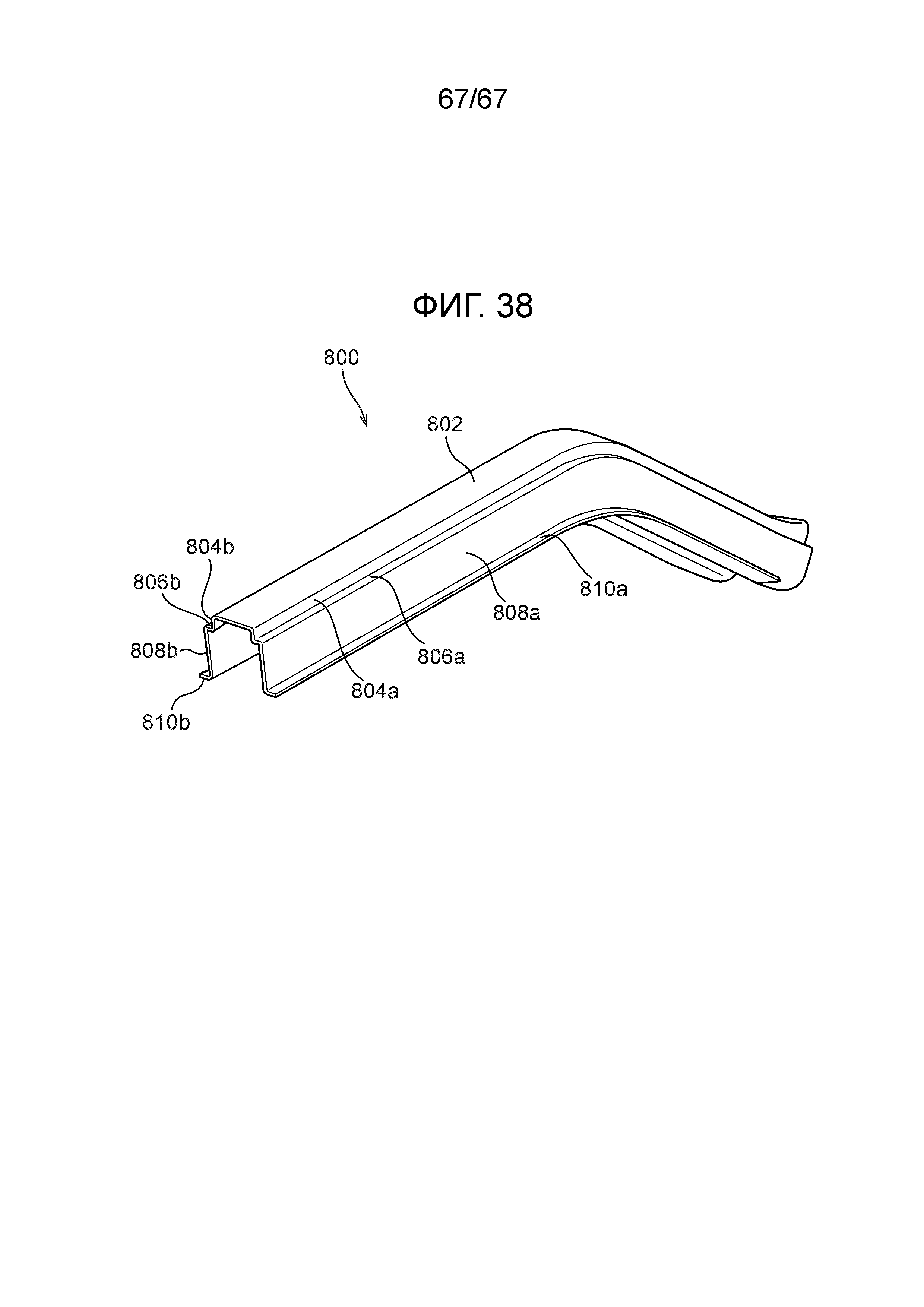
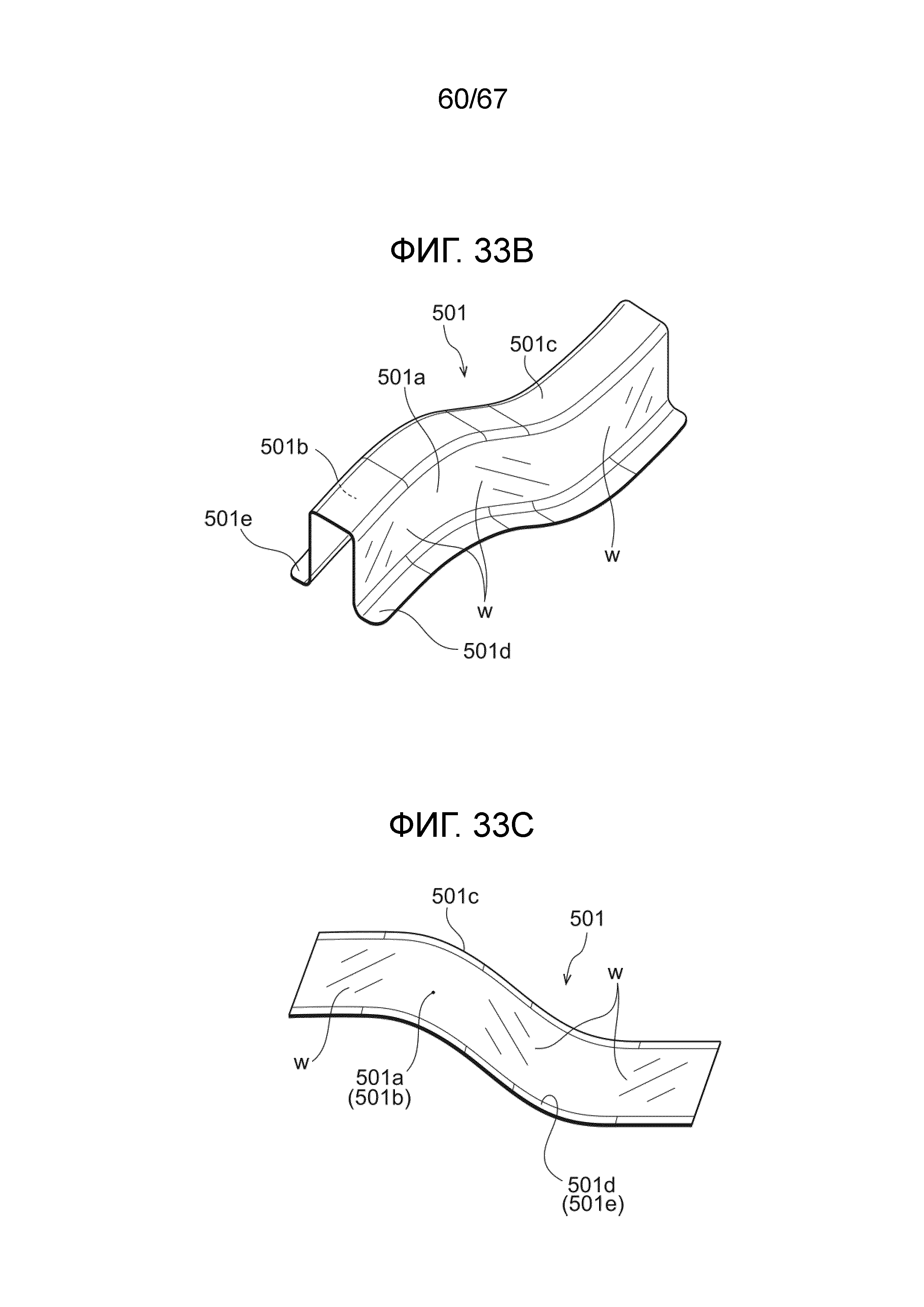
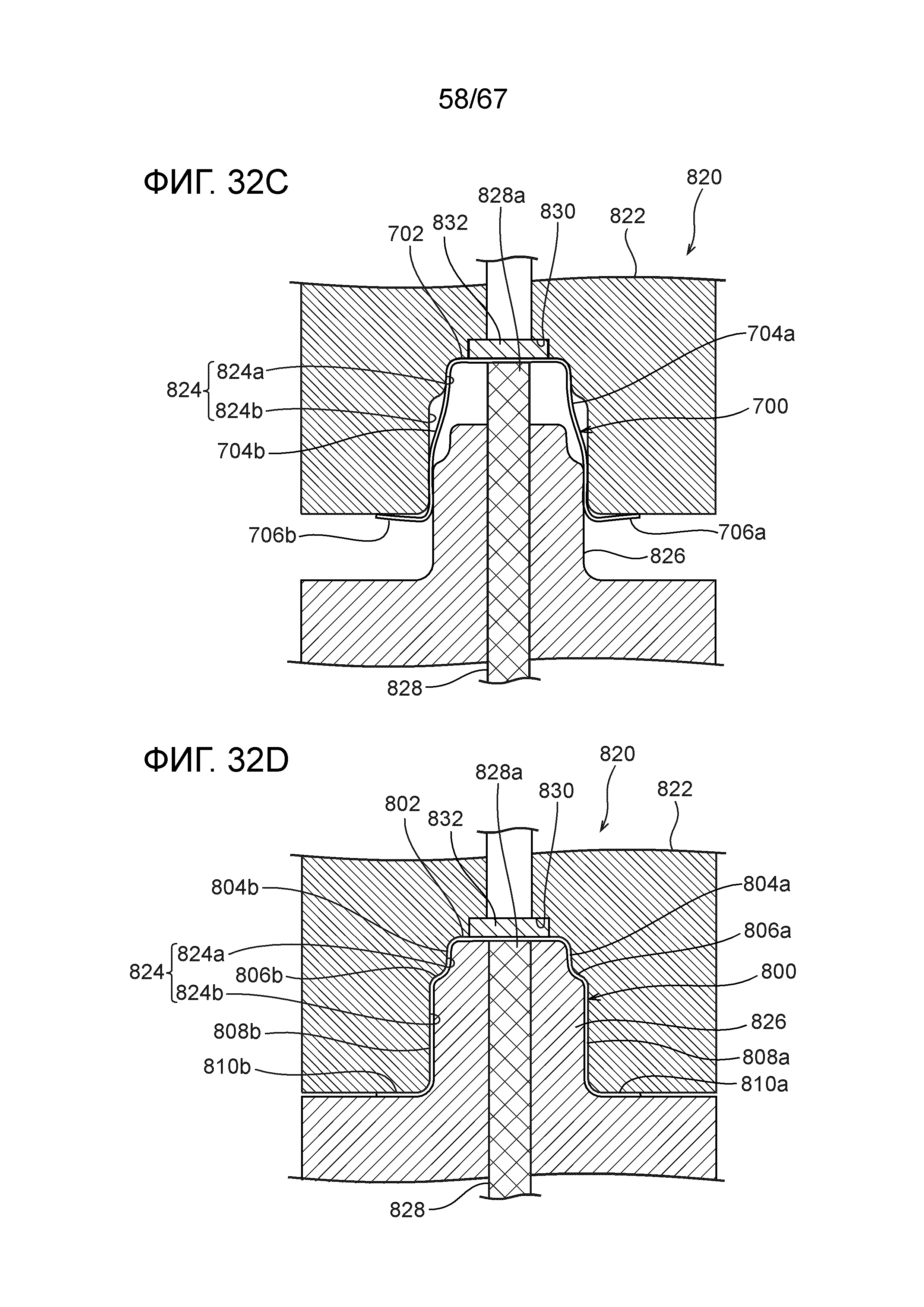
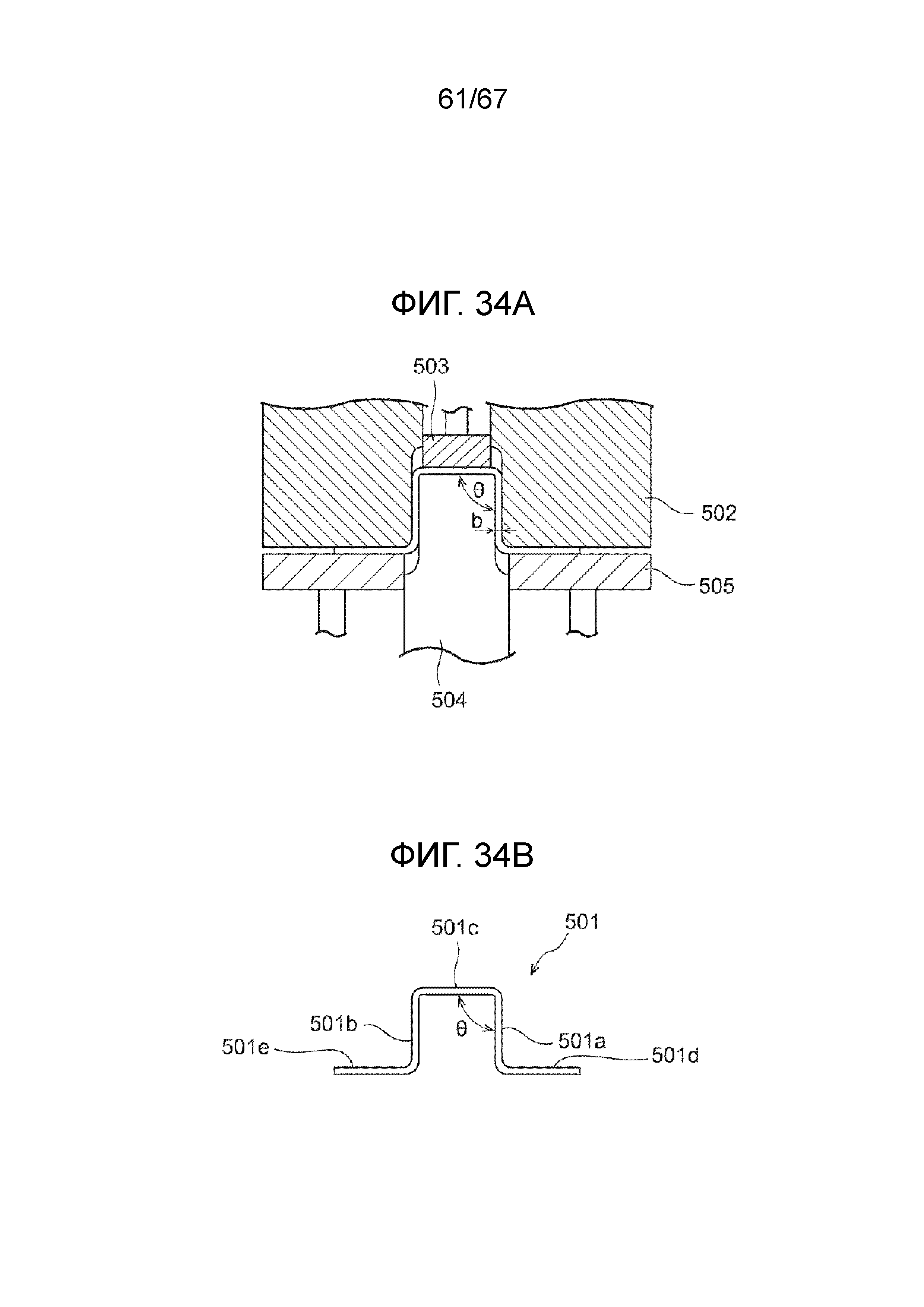
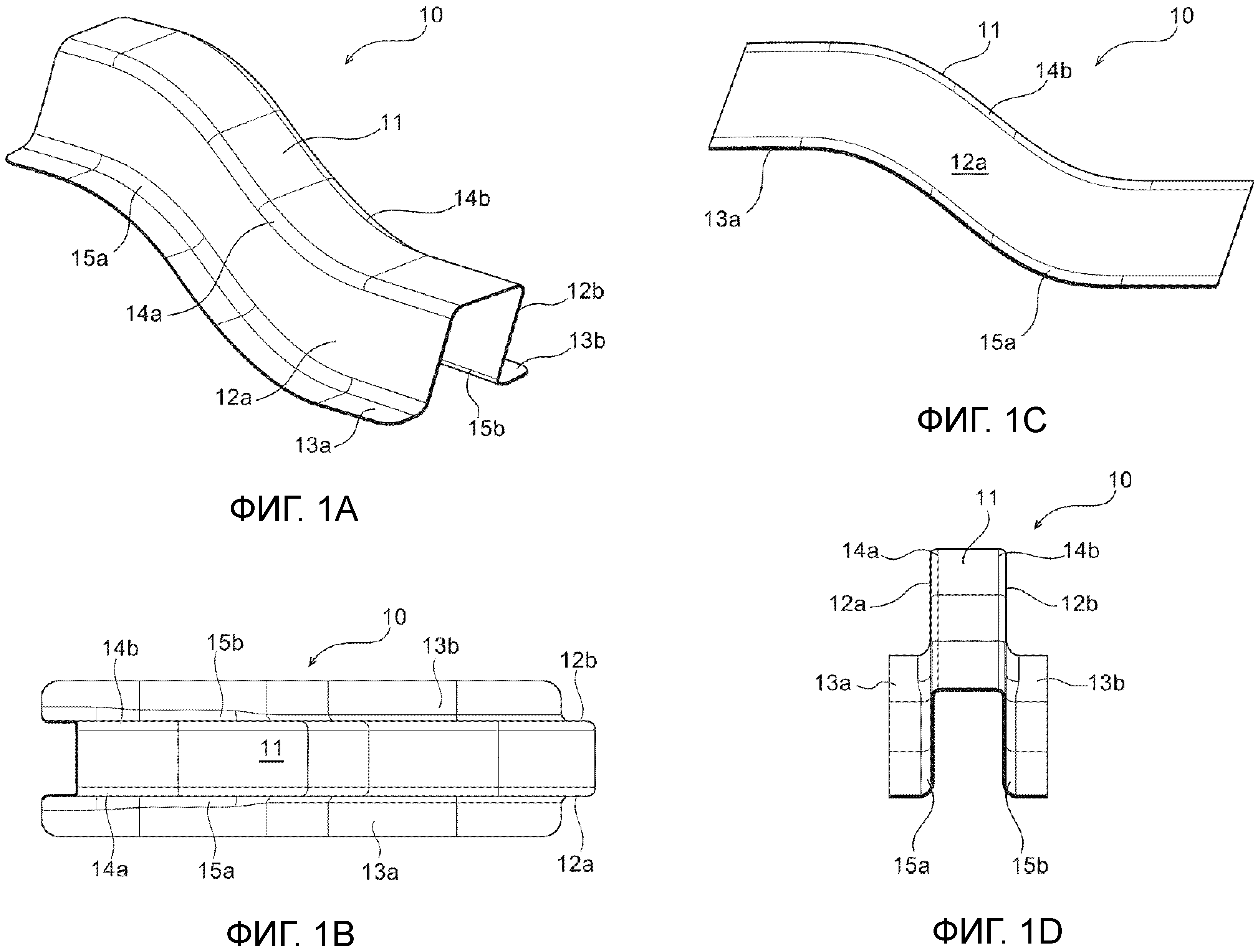
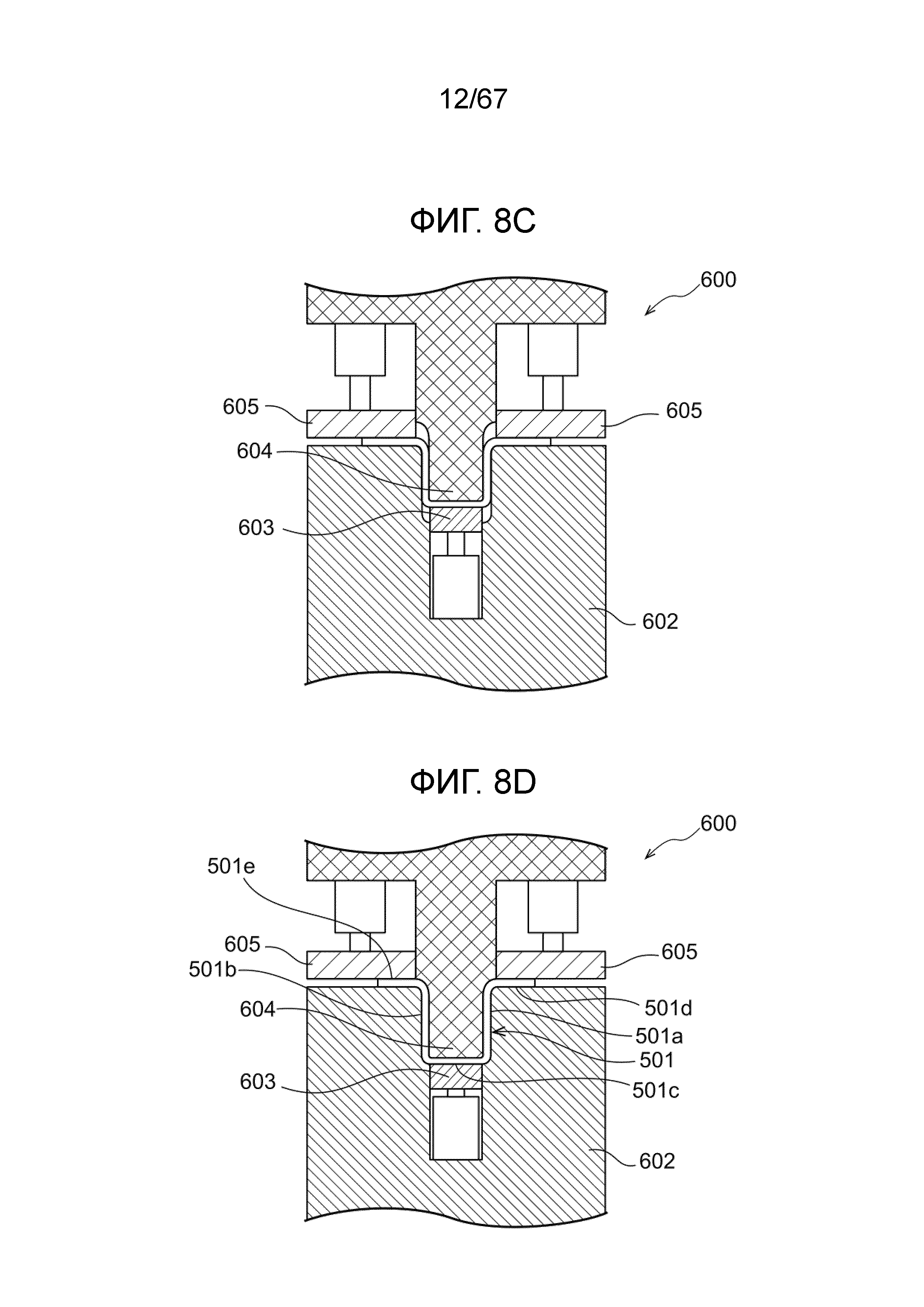
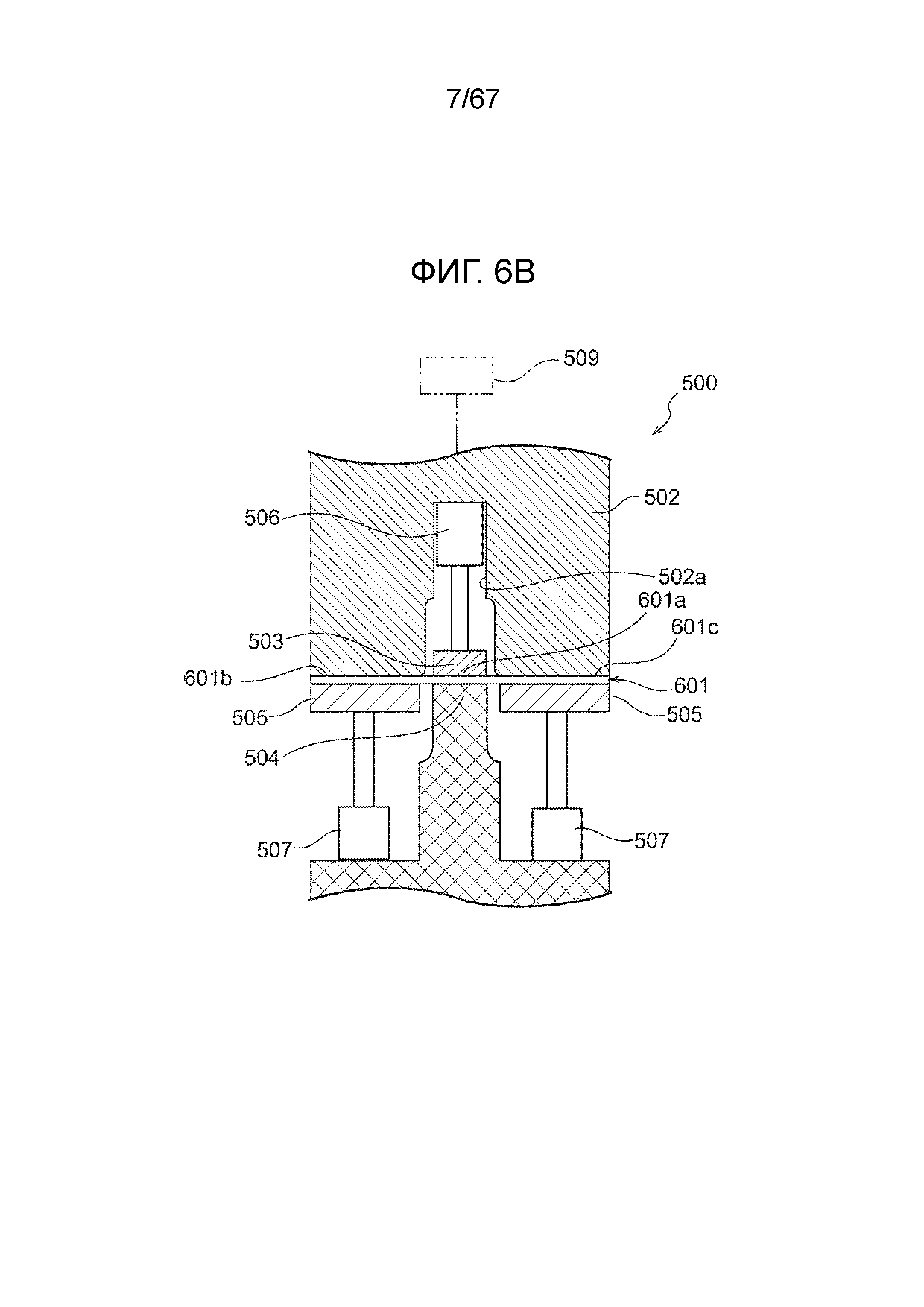
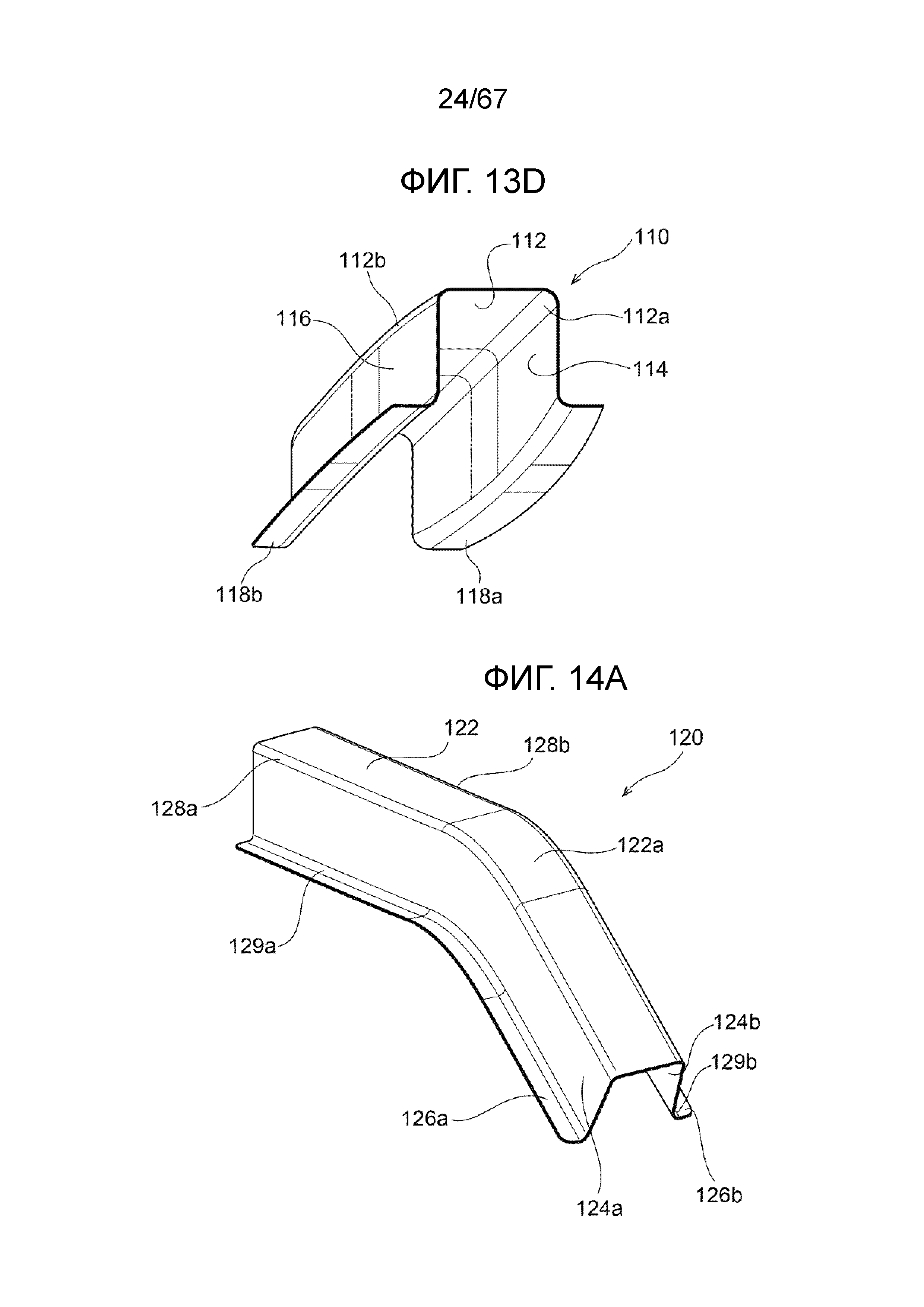
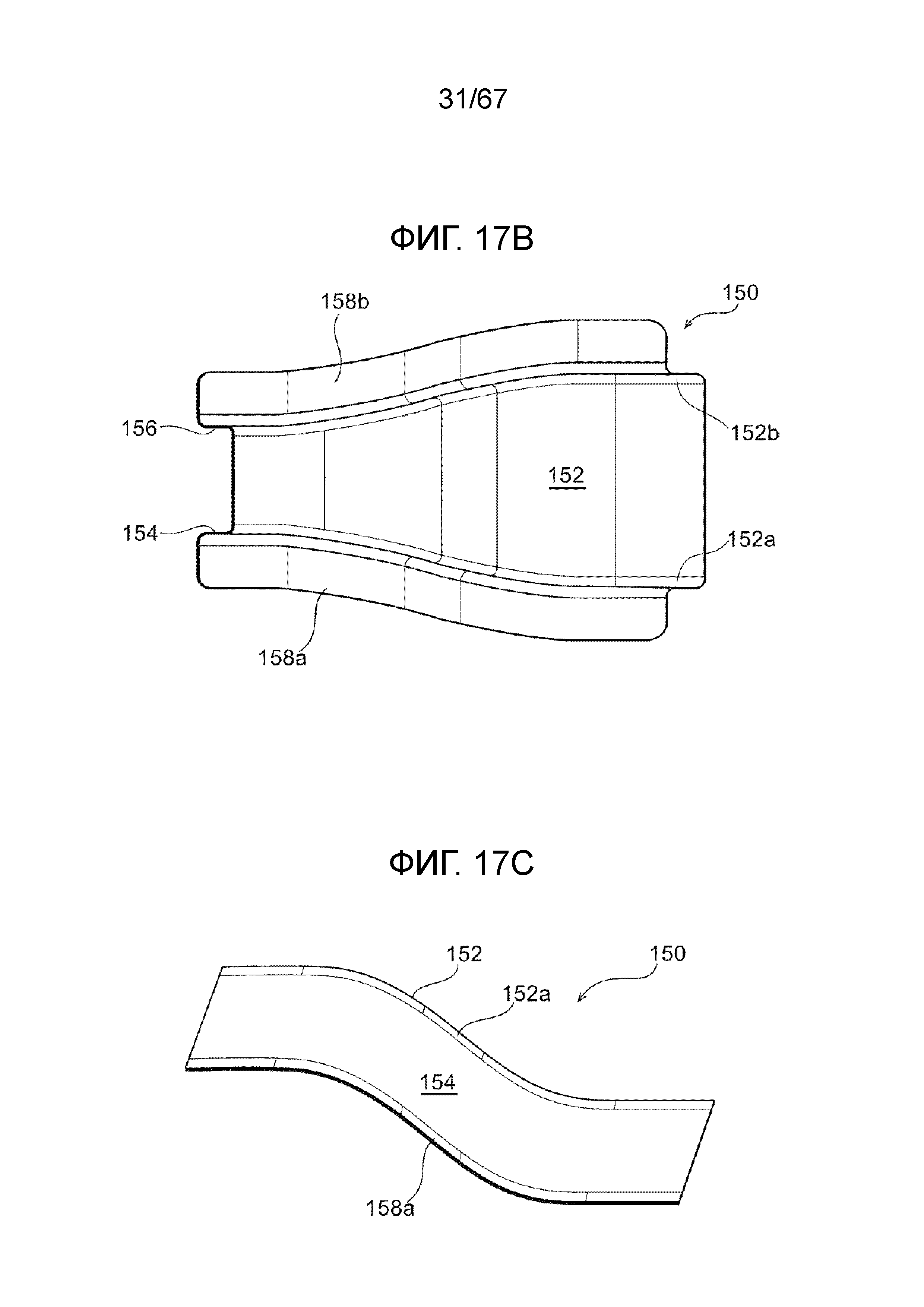
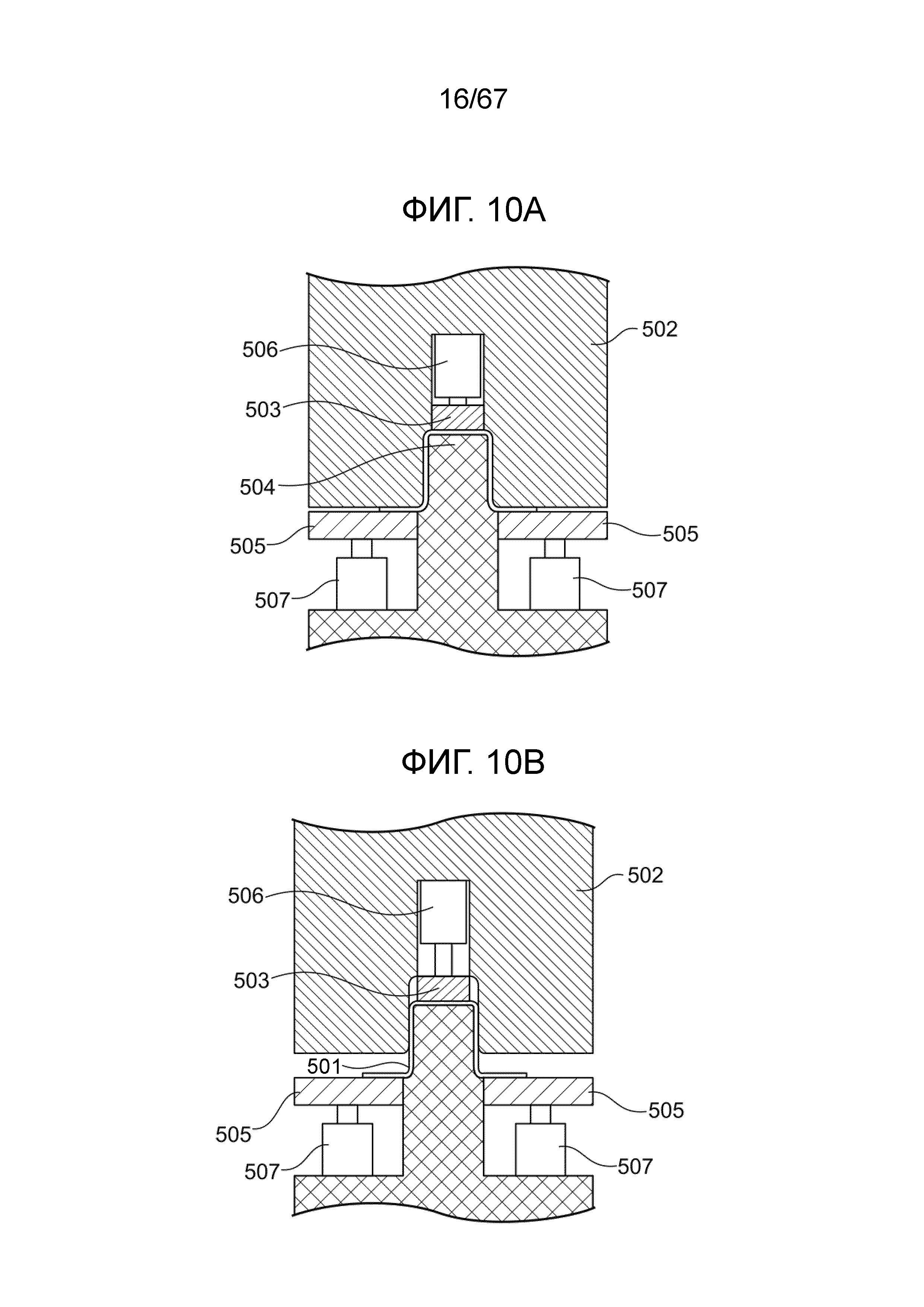
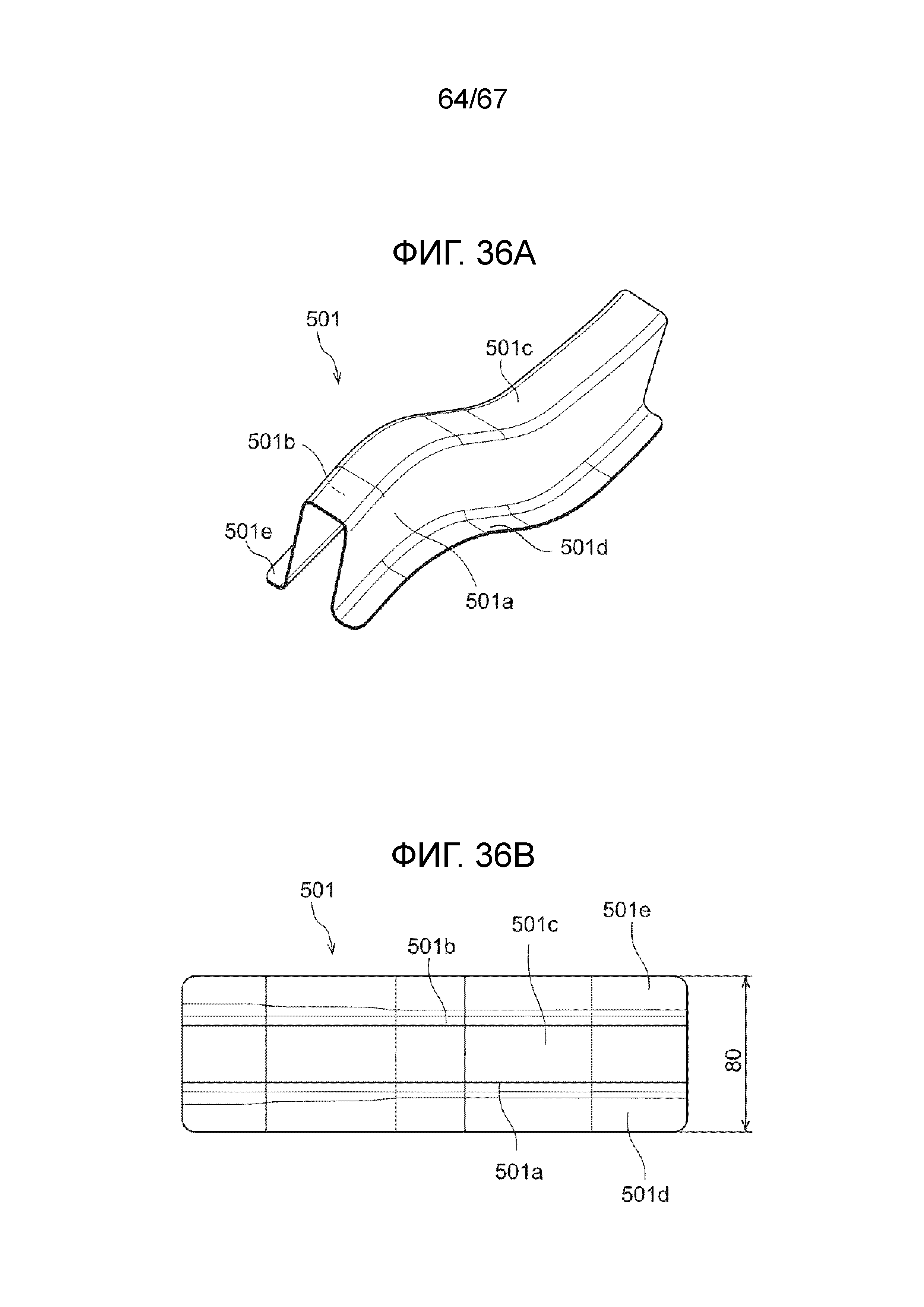
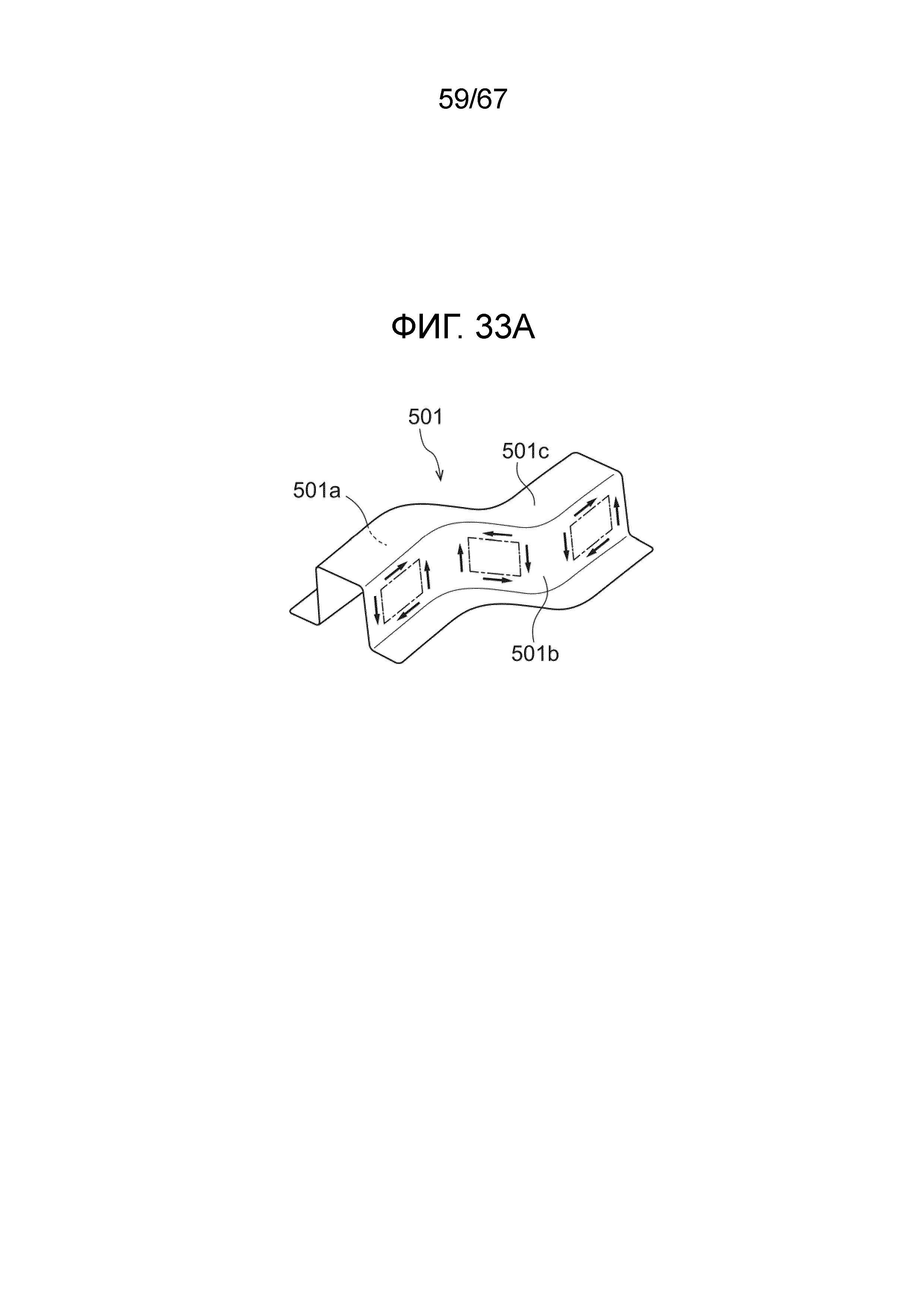
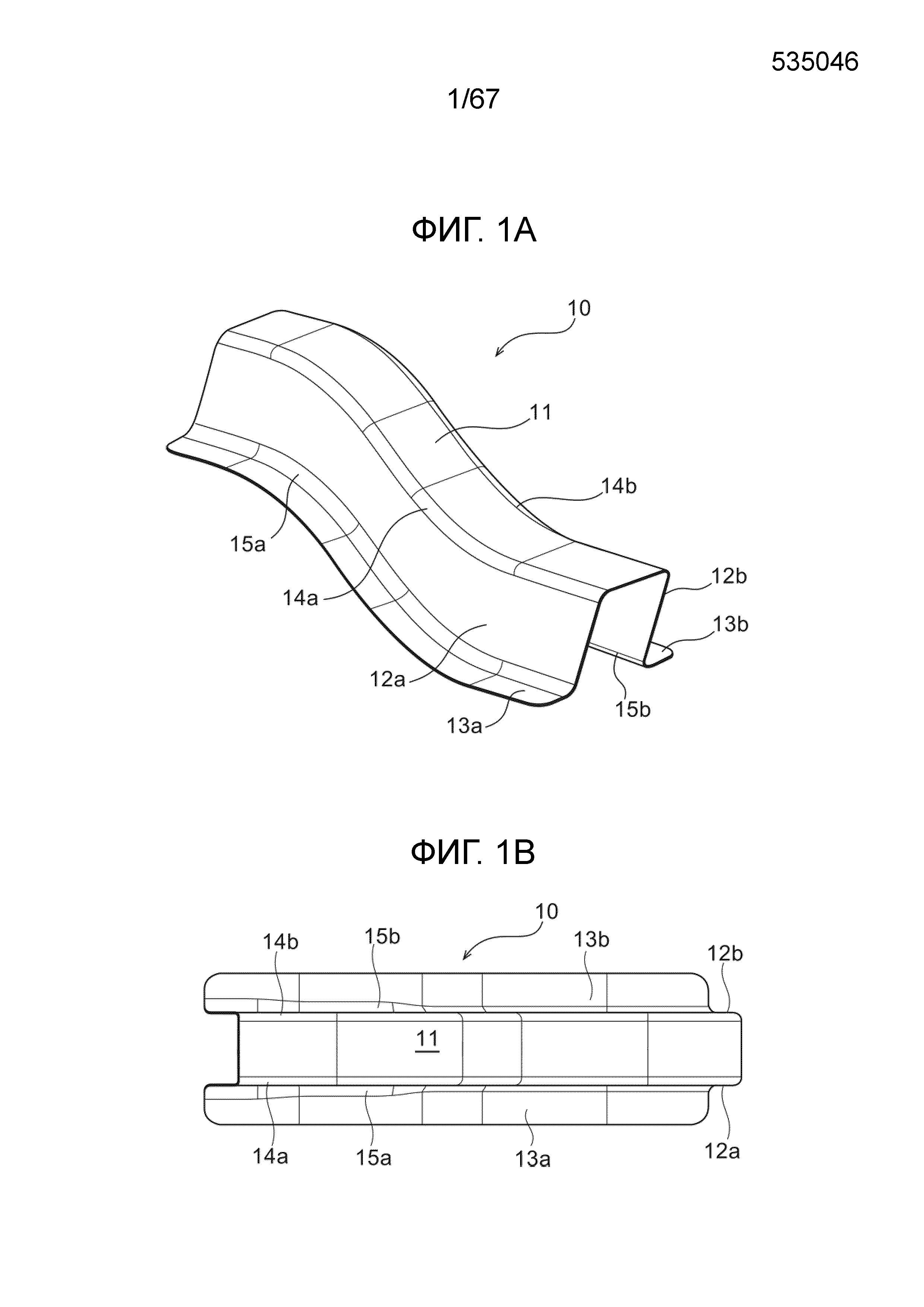
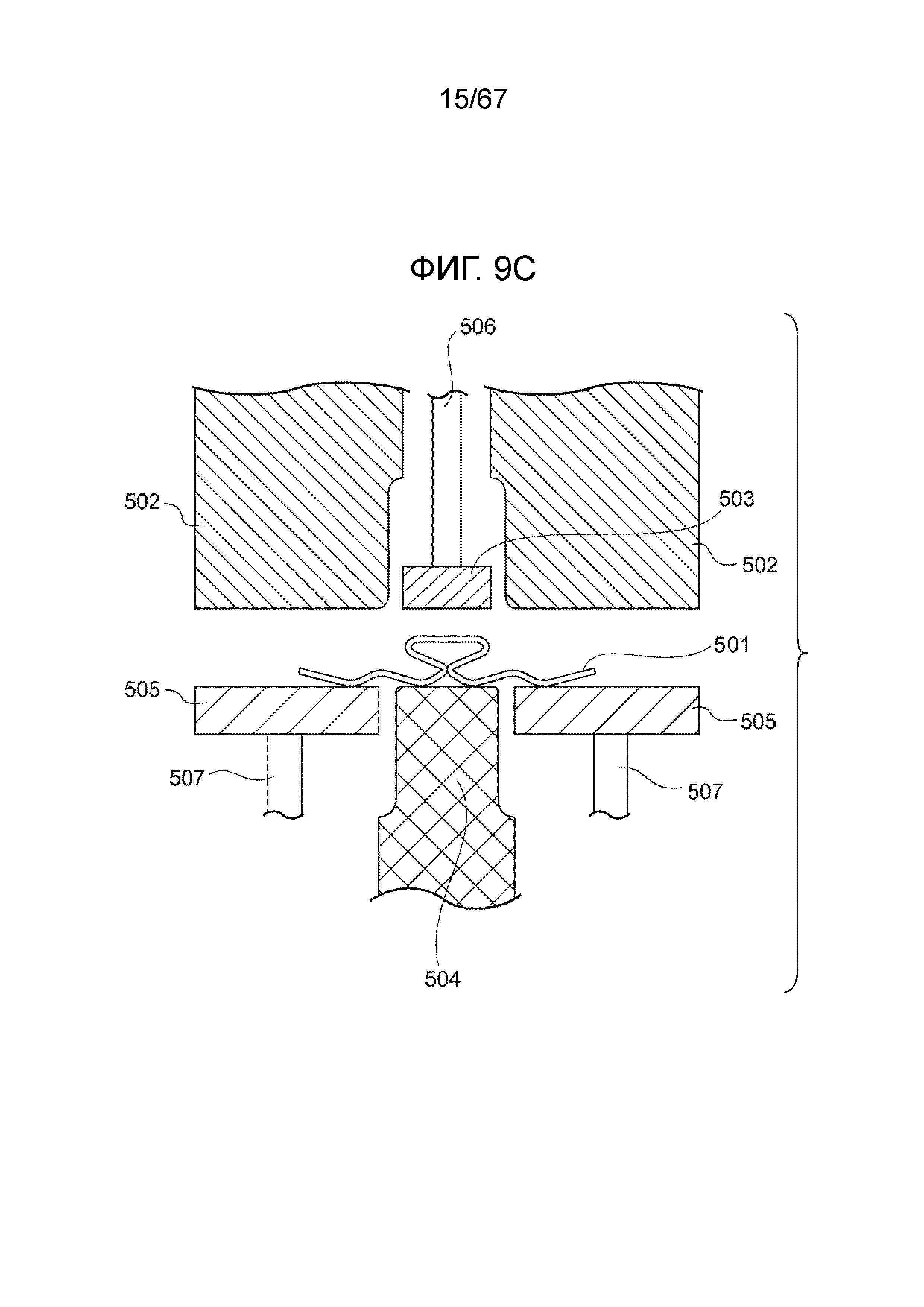
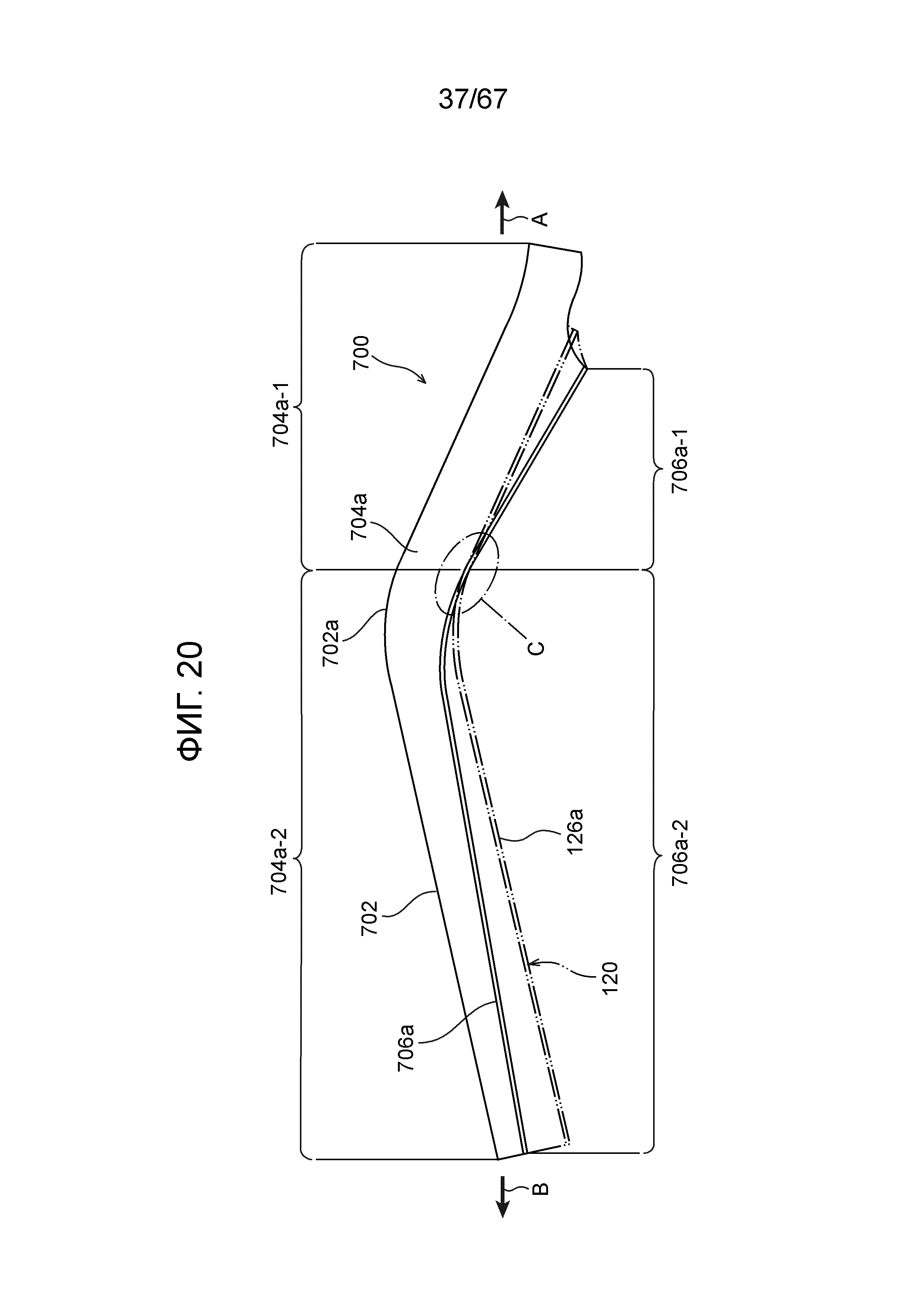
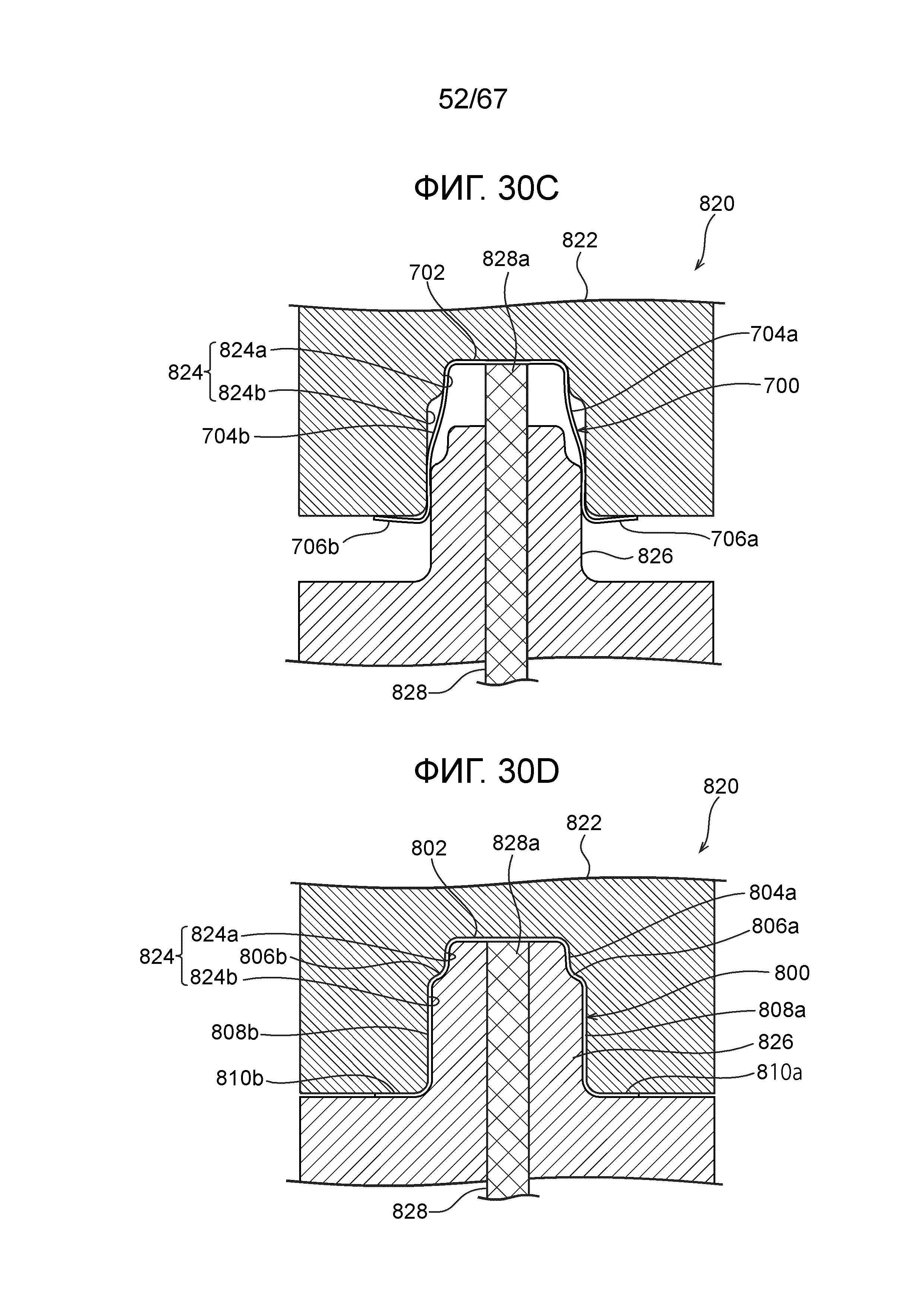
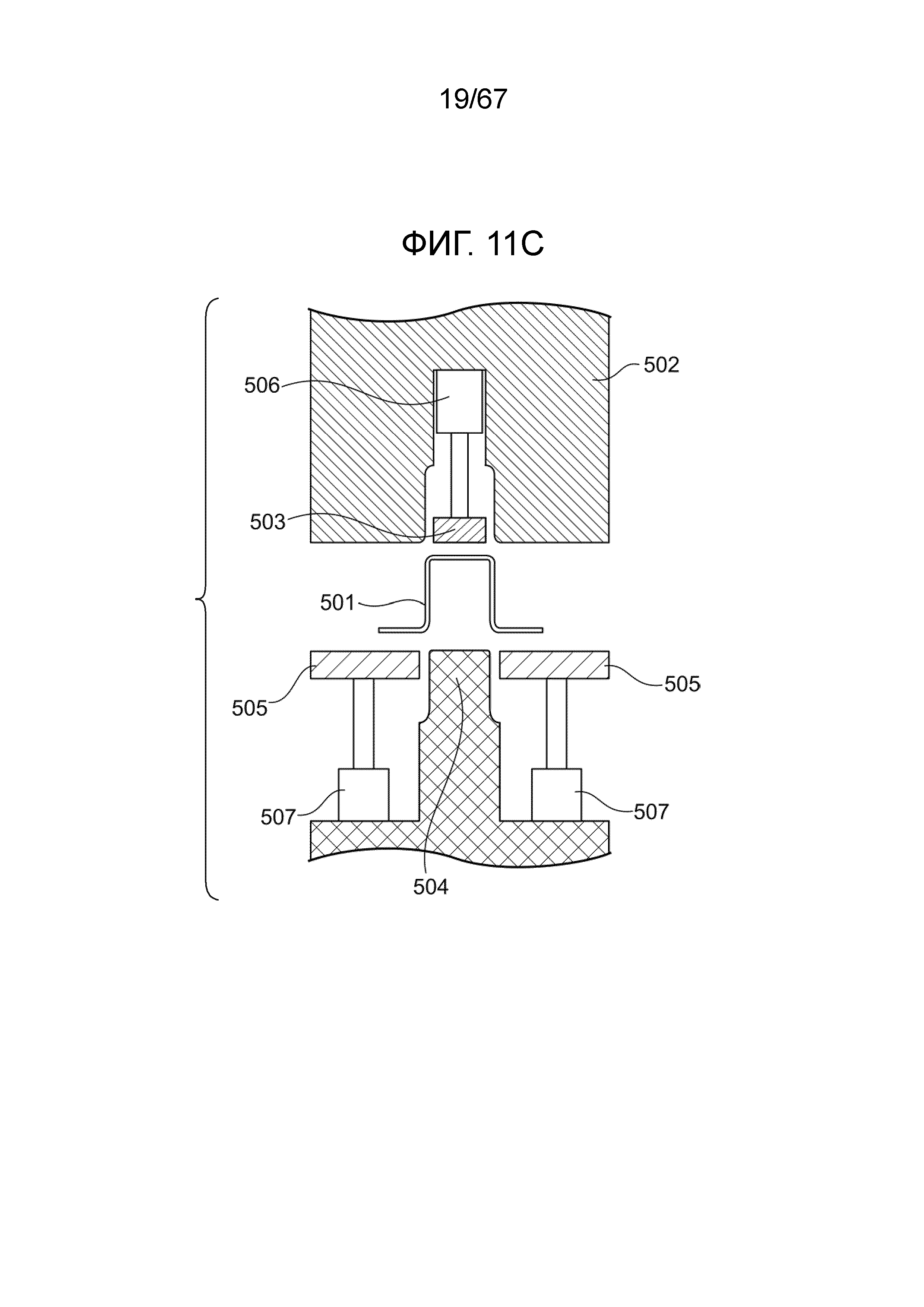
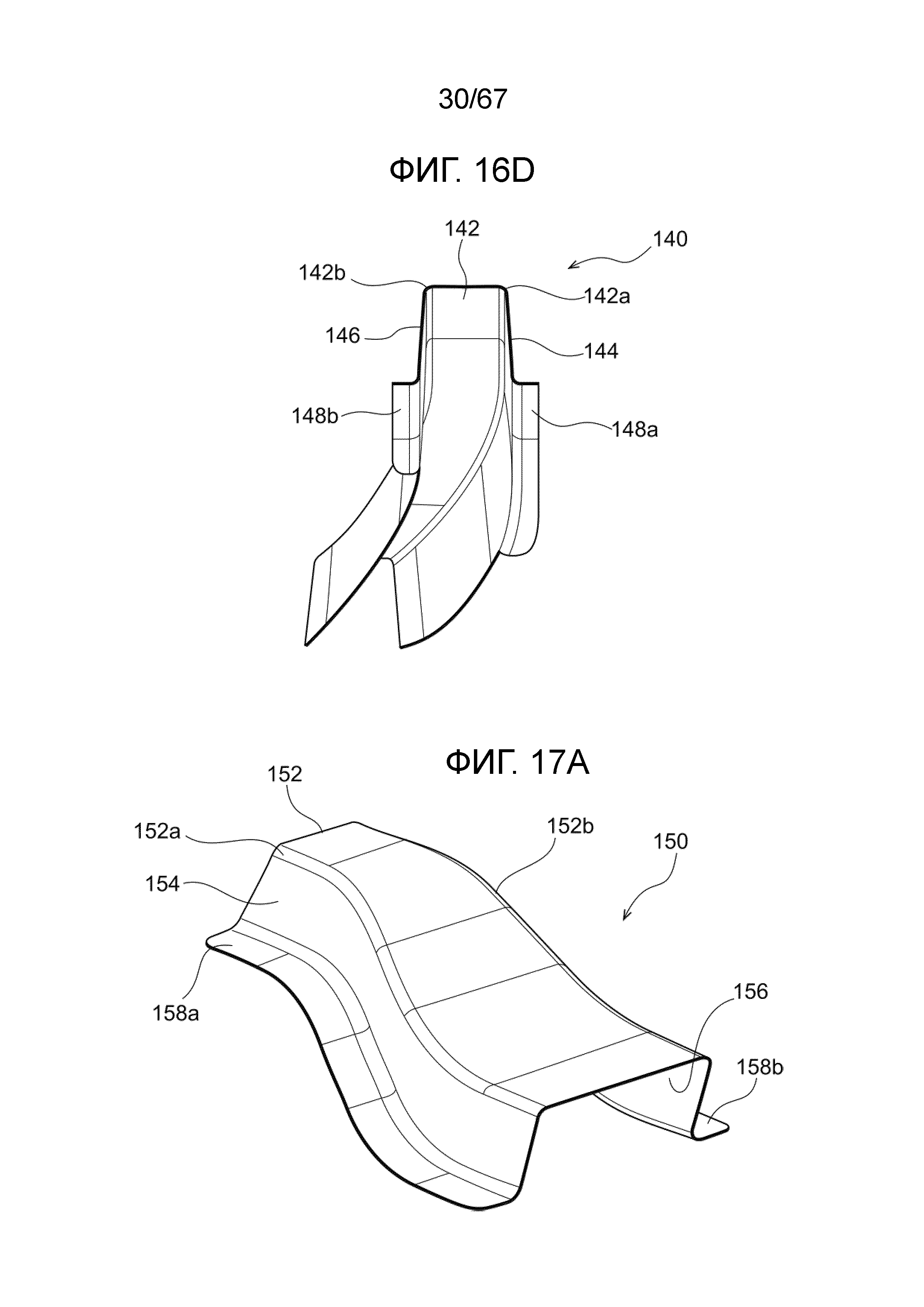
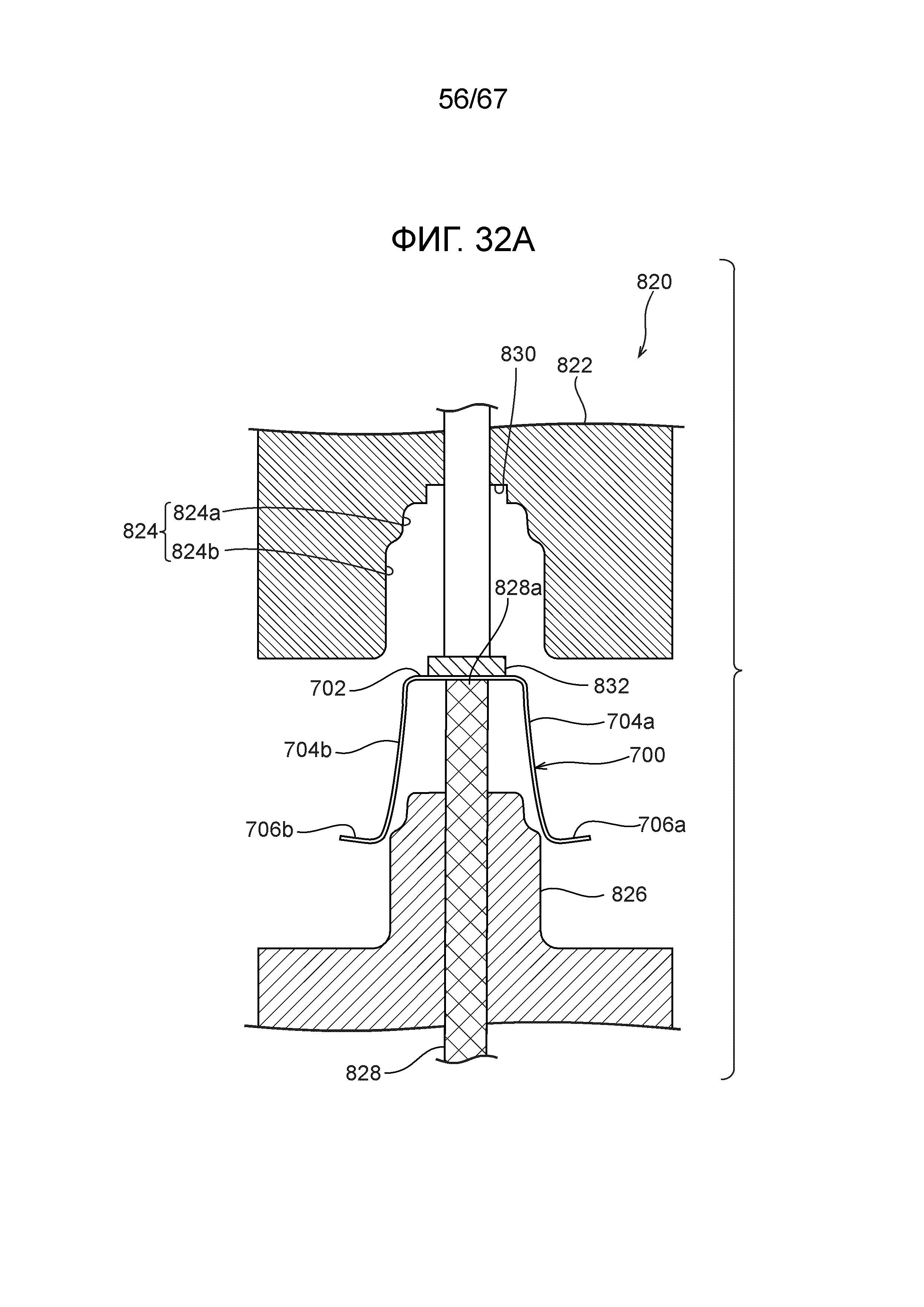
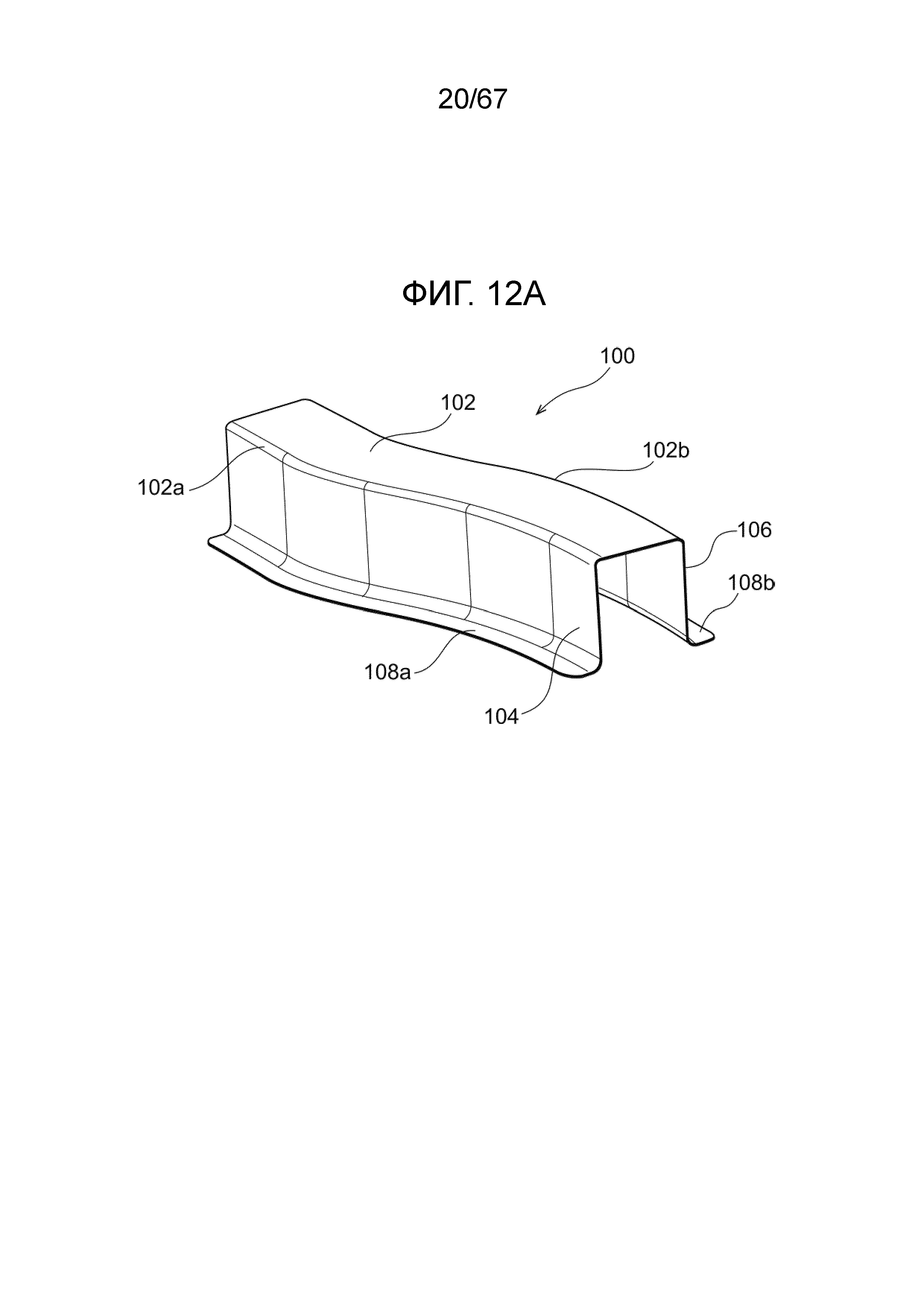
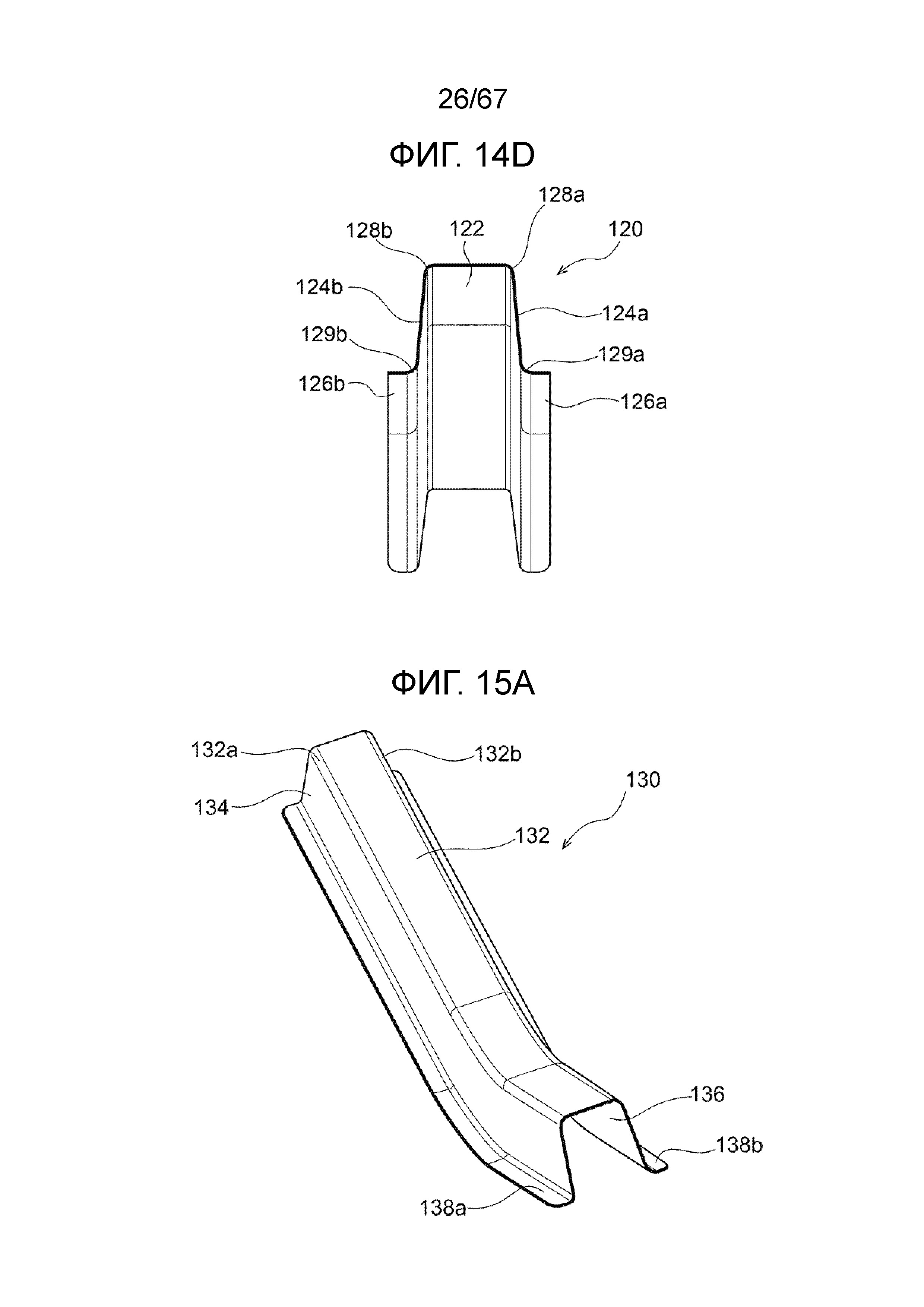
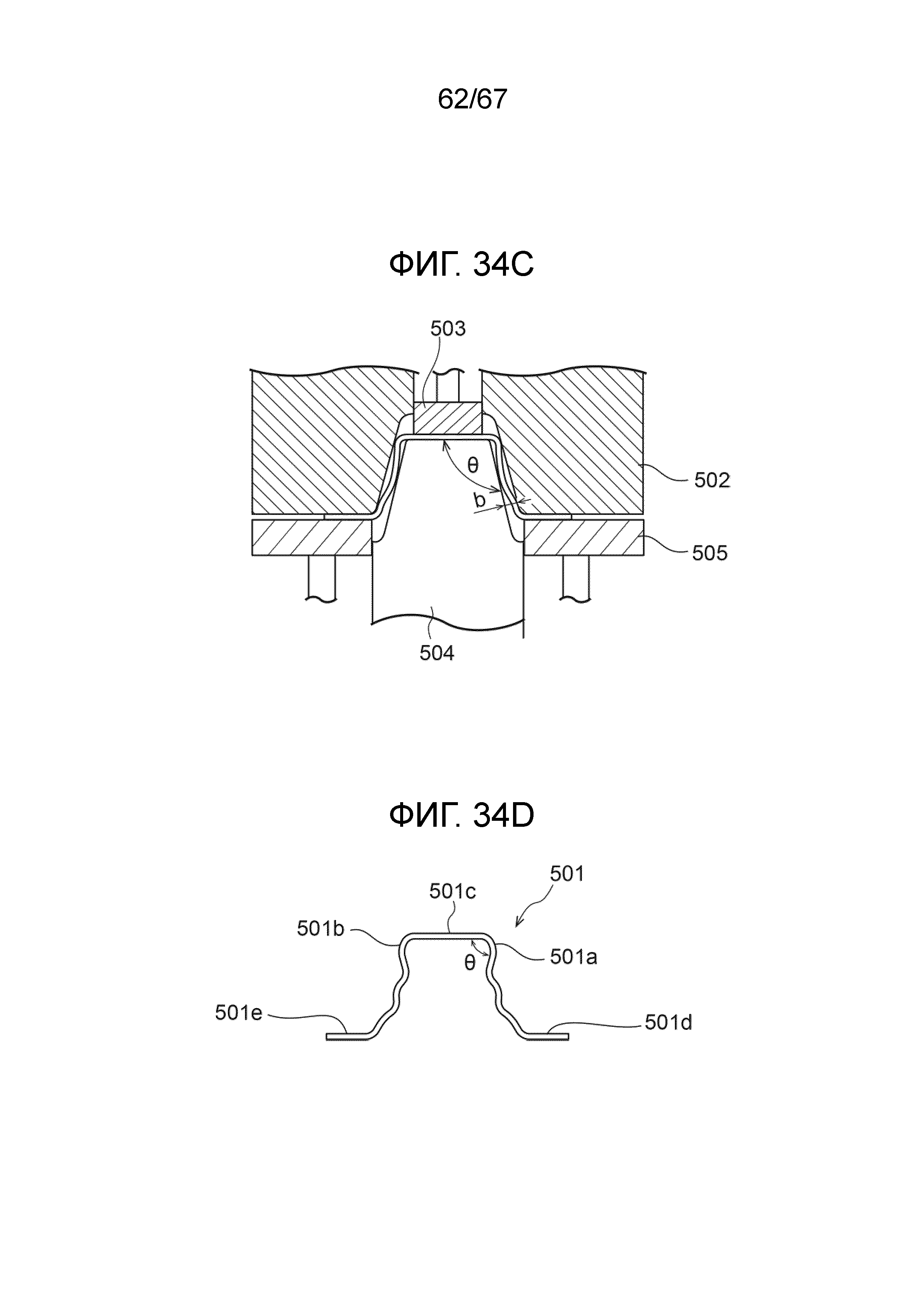
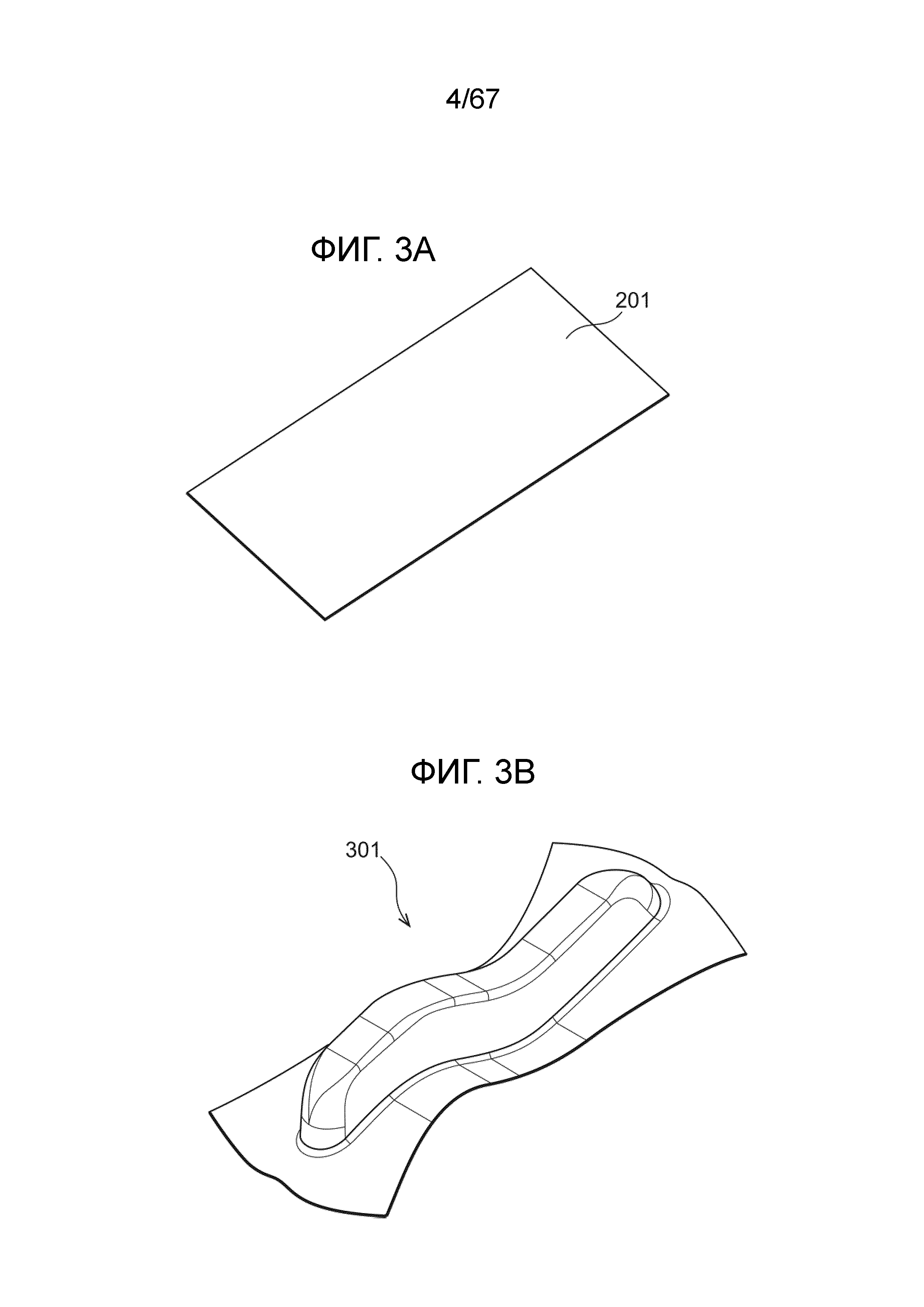
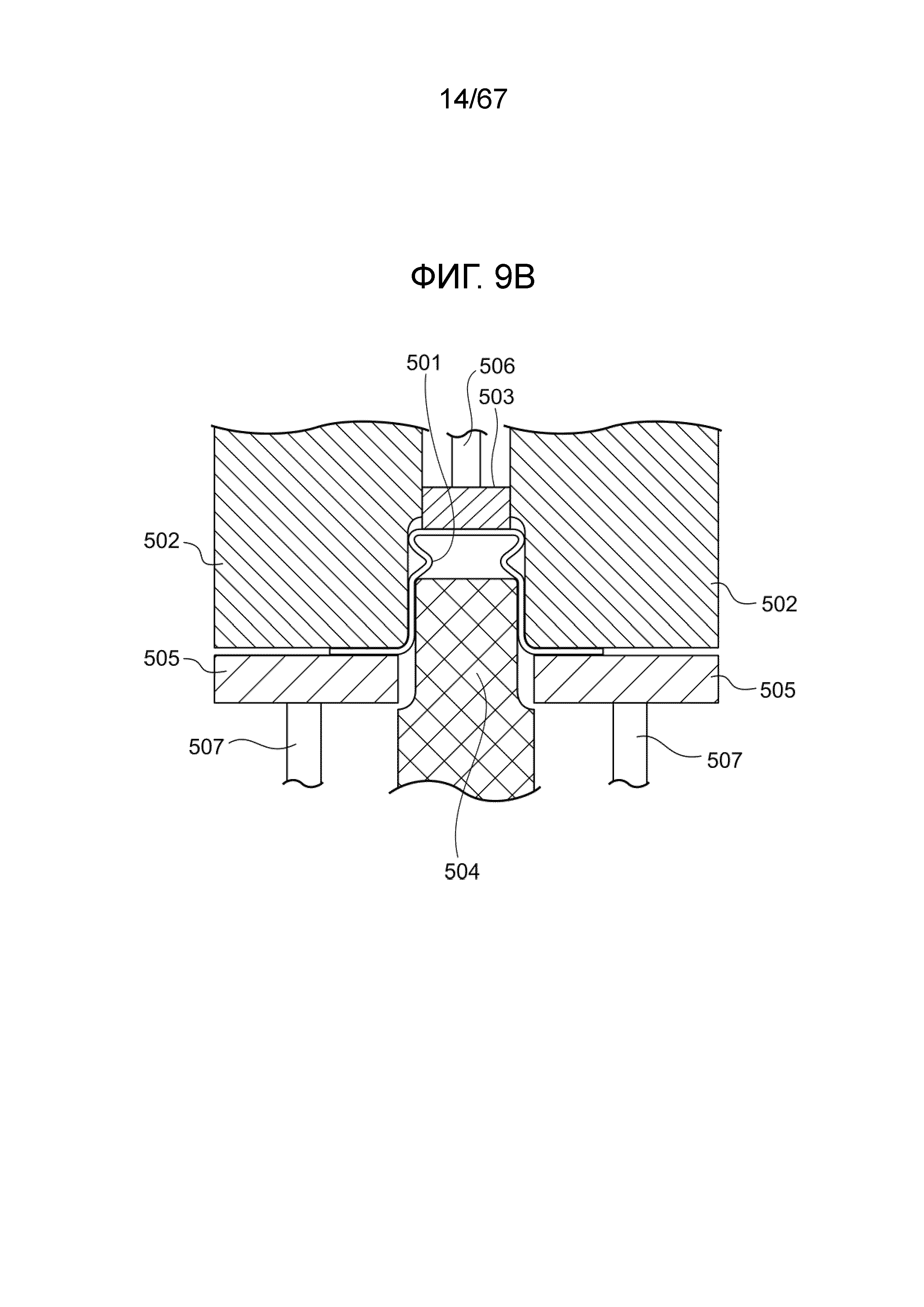
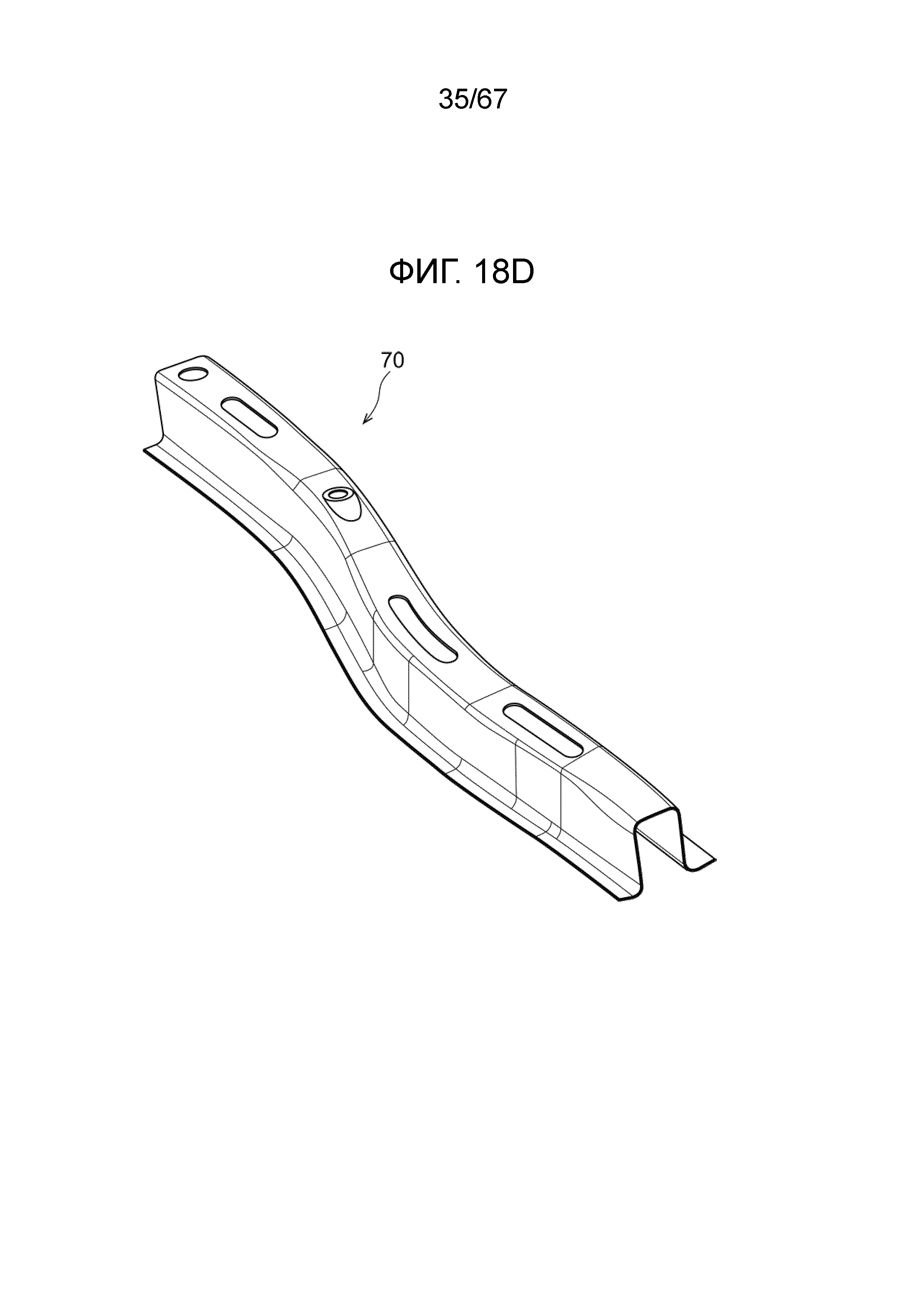
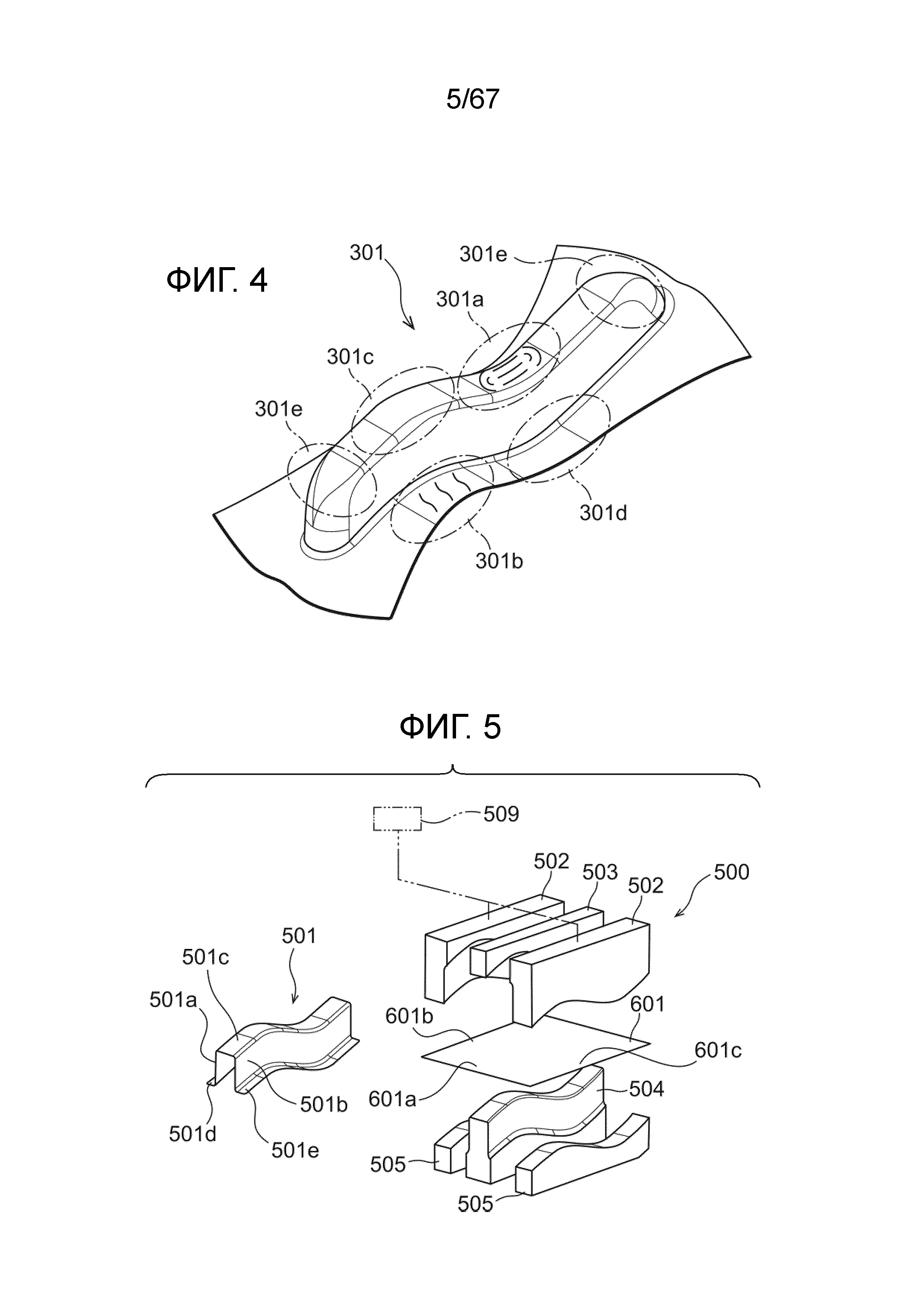
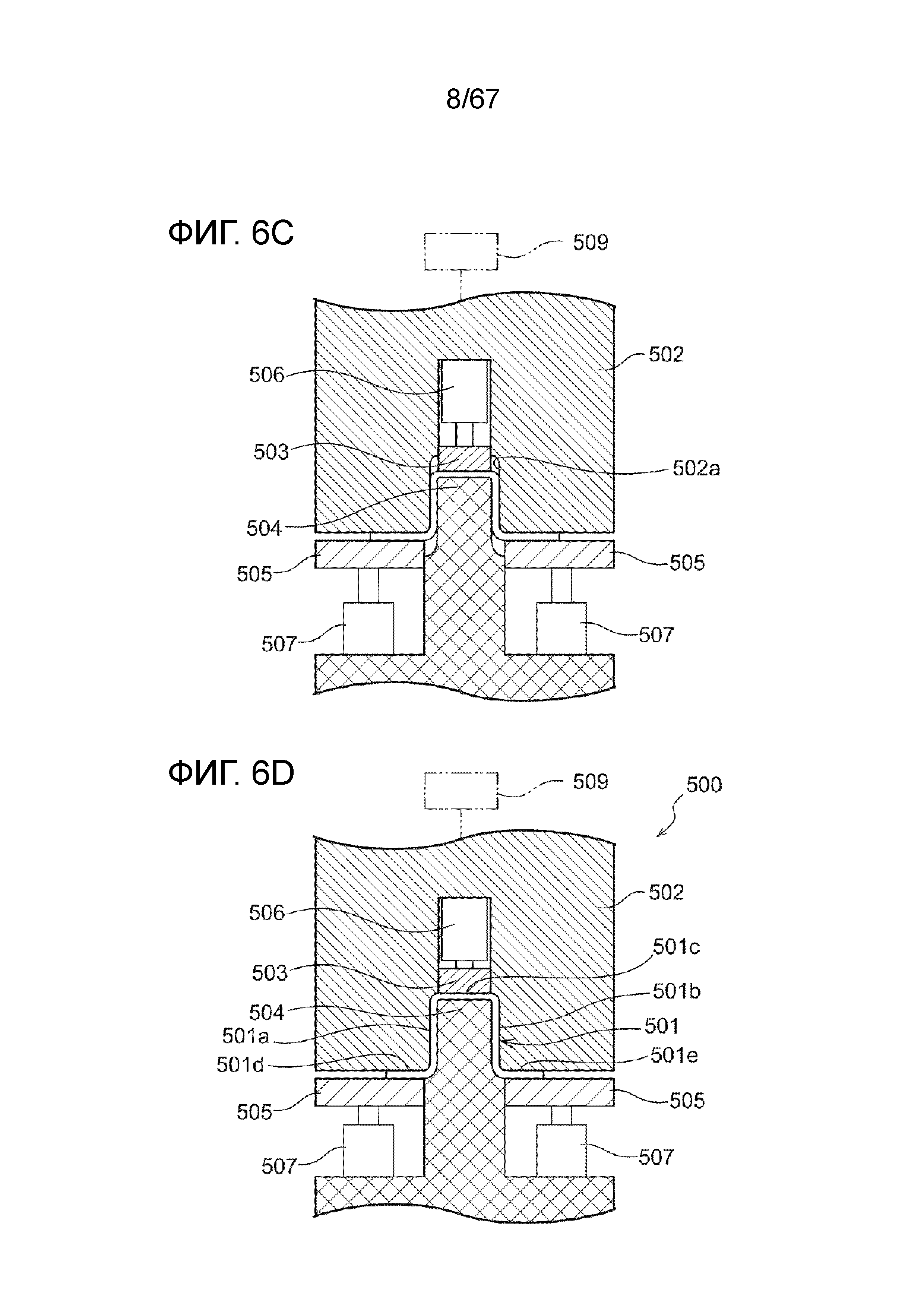
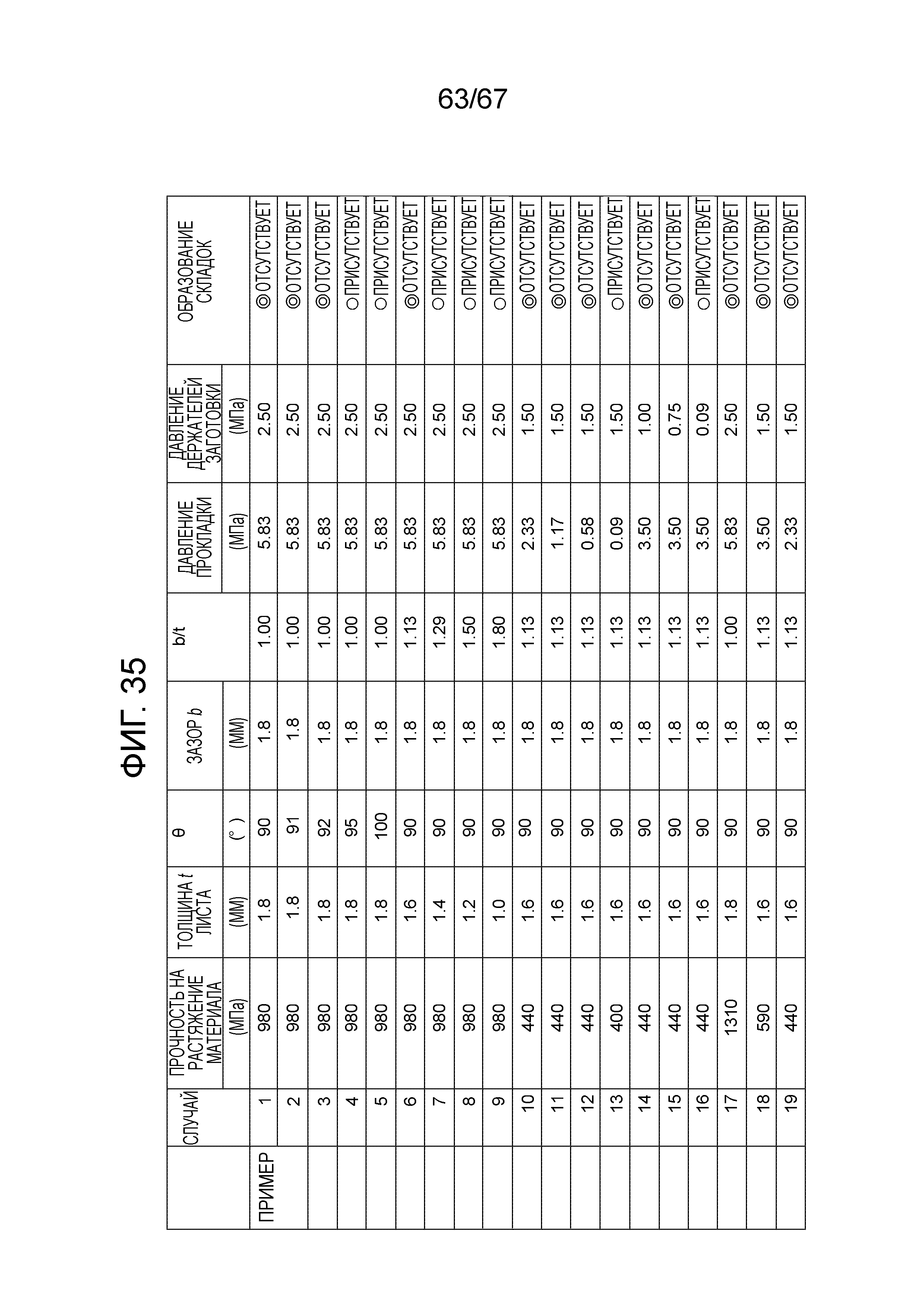
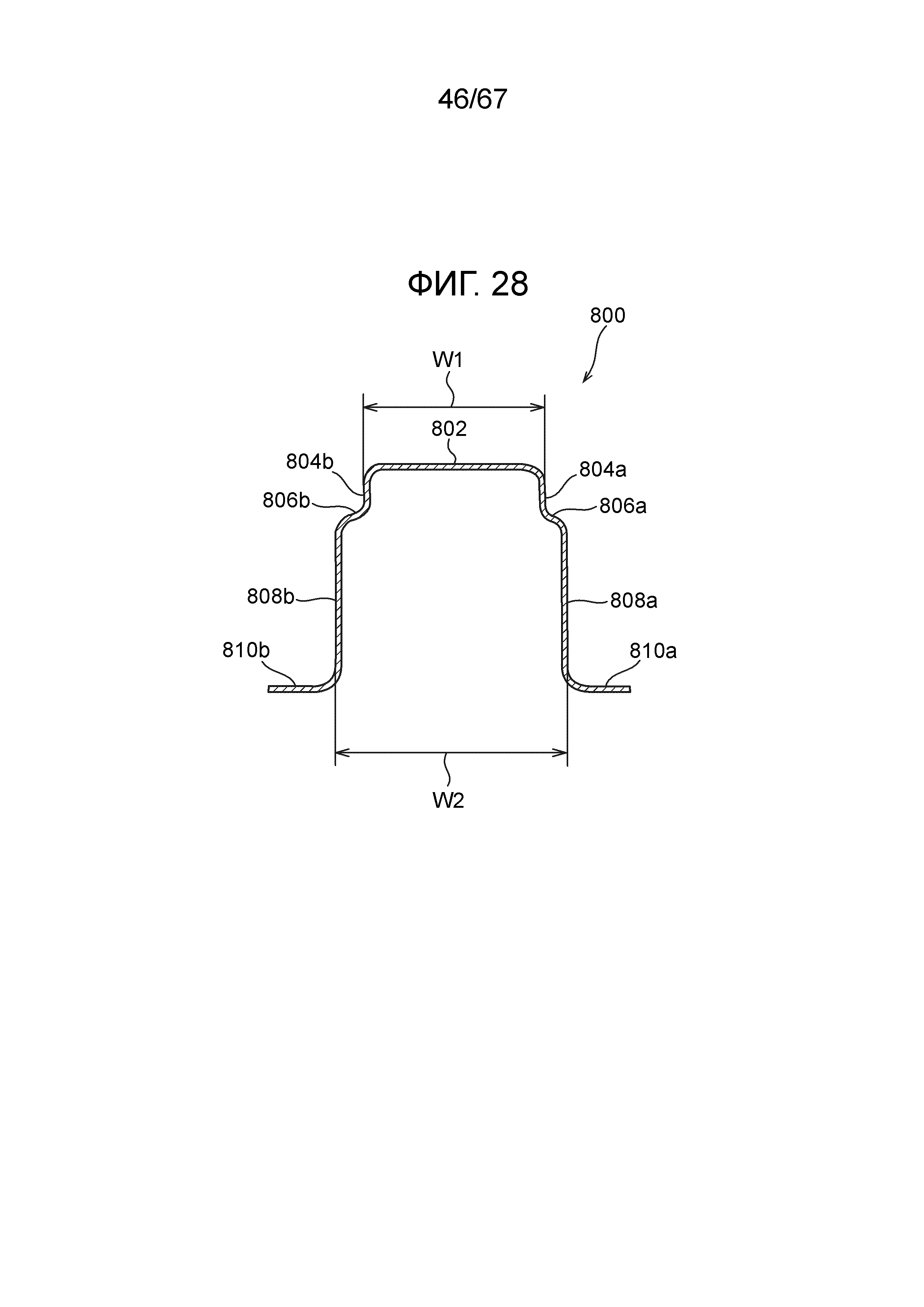
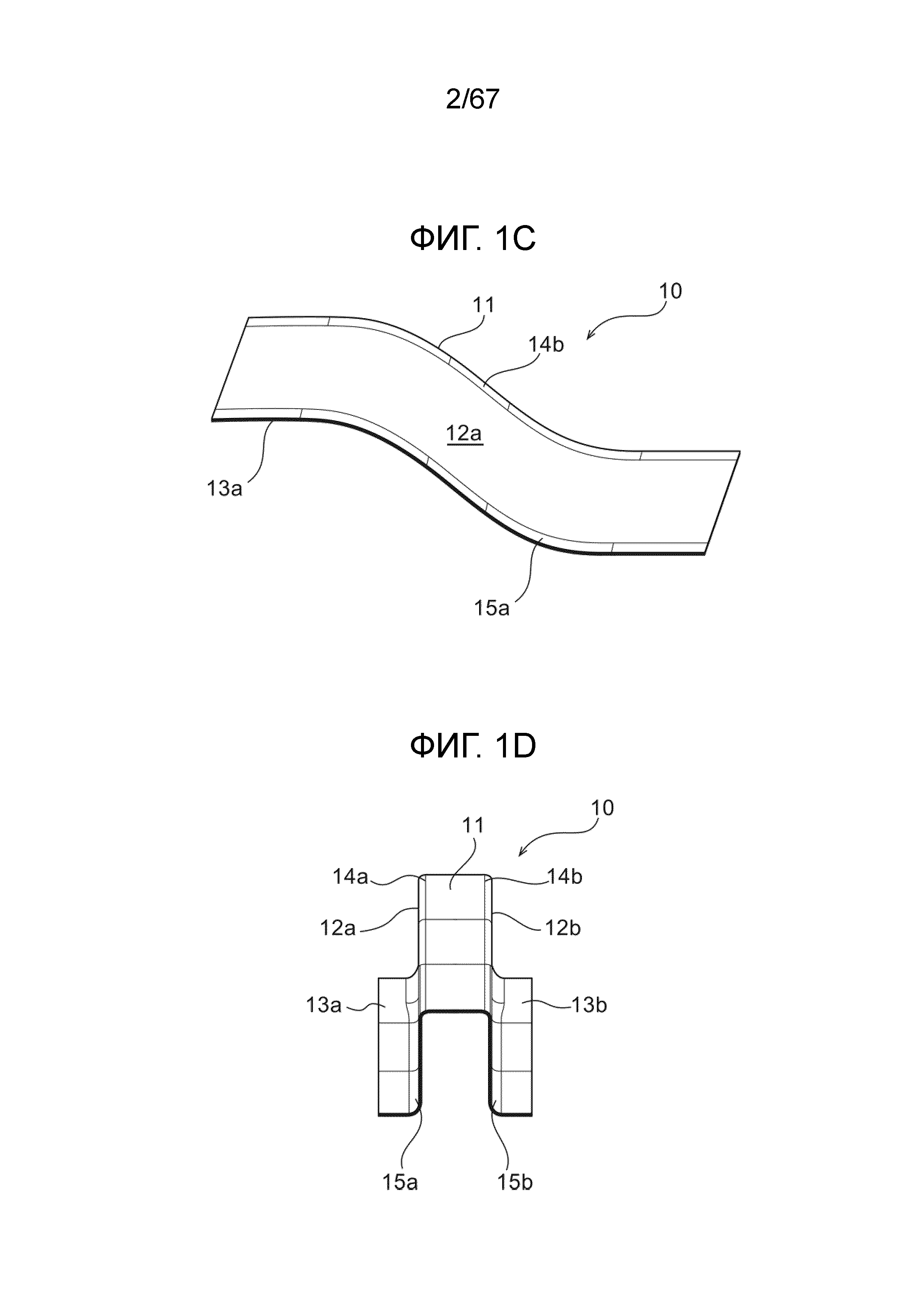
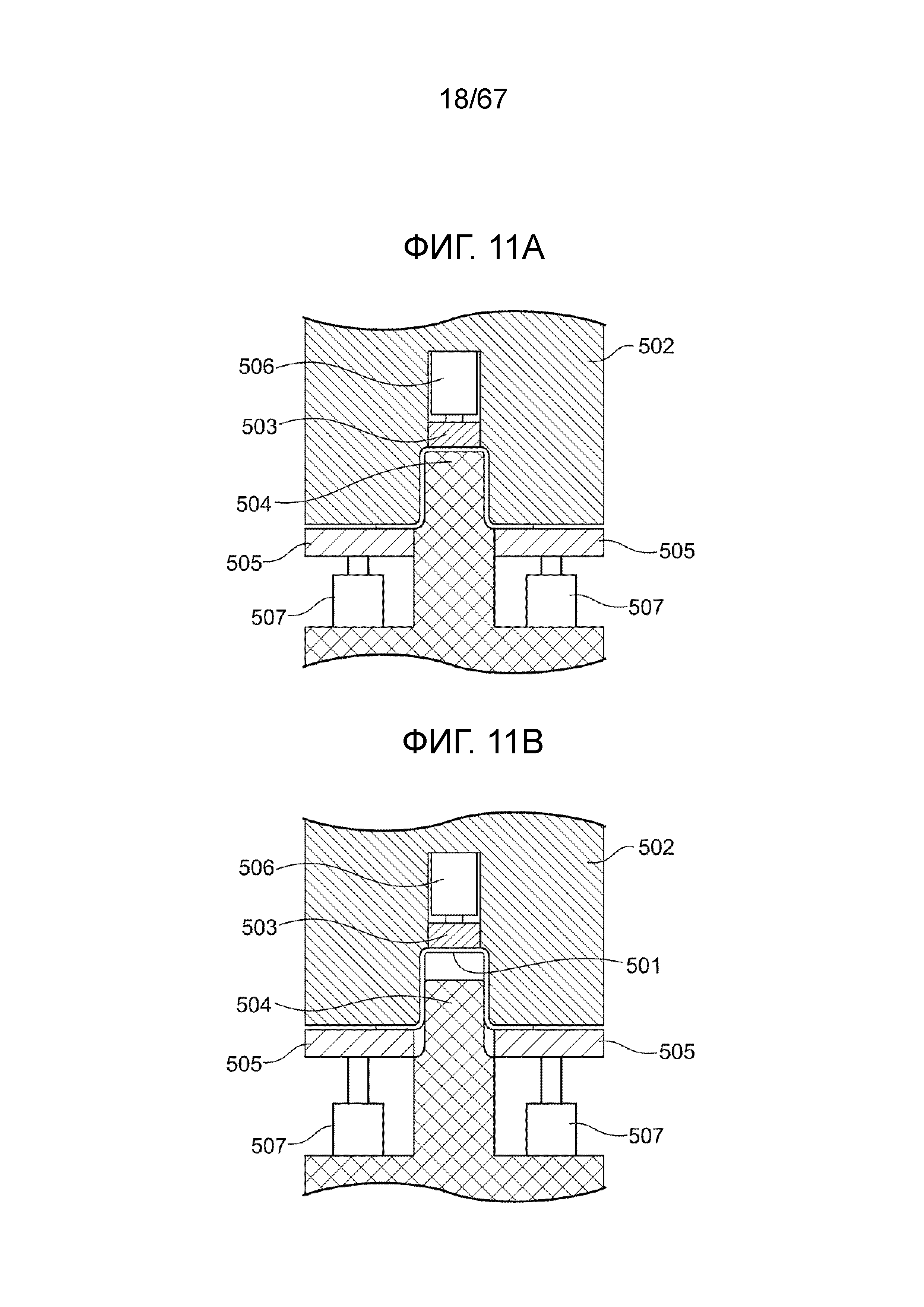
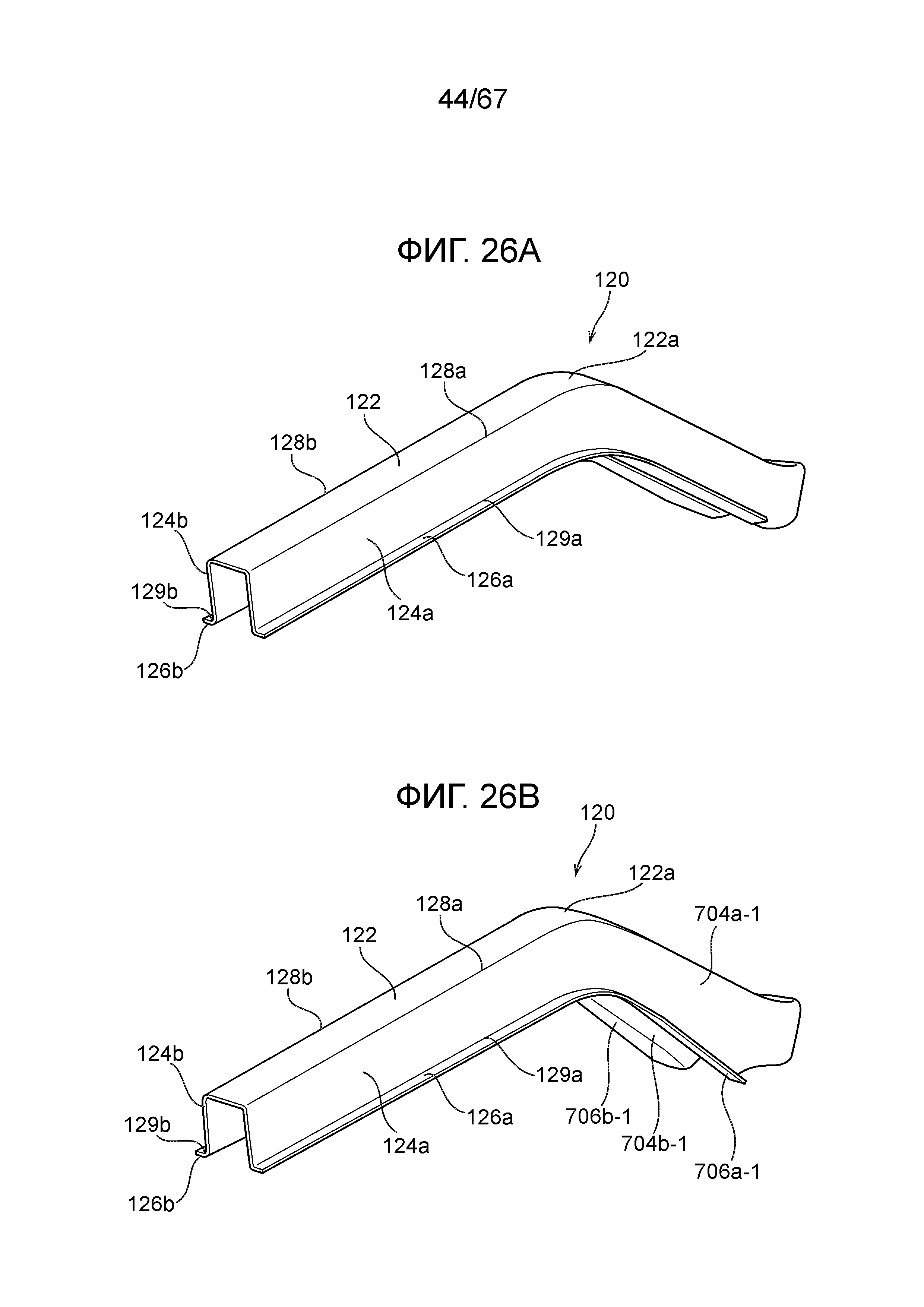
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления
Способ изготовления листа электротехнической стали с ориентированной зеренной структурой
Способ изготовления листа из электротехнической стали с ориентированной зеренной структурой
Способ, устройство и программа для анализа разрушения для точечно-сваренной части и машиночитаемый носитель данных
Способ стыковой сварки оплавлением рельсовой стали
Способ определения разрушения, устройство, программа и читаемый компьютером носитель записи для определения разрушения
Сварочное устройство для трубы, свариваемой методом электрического сопротивления
Лист электротехнической стали с ориентированной зеренной структурой
Электротехническая листовая сталь с ориентированными зернами и способ ее производства
Горячекатаный стальной лист и способ его изготовления
Стальной рельс и способ его изготовления

