Результат интеллектуальной деятельности: СПОСОБ ОСУЩЕСТВЛЕНИЯ МЕТАЛЛИЧЕСКОГО УСИЛИТЕЛЬНОГО ЭЛЕМЕНТА СО ВСТАВКОЙ ДЛЯ ЗАЩИТЫ ПЕРЕДНЕЙ КРОМКИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область заявляемого изобретения относится к изготовлению металлических элементов, в частности изготовлению передних кромок или задних кромок из титана для авиации, например передних кромок для лопаток воздуходувки турбомашины, с широкой хордой, которые изготовлены из композитного материала.
Лопатки вентилятора турбореактивных двигателей, по соображениям веса и стоимости, изготавливают в настоящее время по большей части из композитного материала. Эти компоненты, которые подвергаются значительным механическим напряжениям, вследствие их скорости вращения и воздействующей на них аэродинамической нагрузки, должны выдерживать, кроме того, возможные удары частиц или инородных тел, которые попадают в воздушные тракты. Поэтому, на уровне их передней кромки и/или их задней кромки они защищены металлическим элементом, который покрывает их концы и который приклеен на композитном материале лопатки.
Гамма используемой обычно продукции передних кромок из титана для композитных лопаток вентилятора представляет собой тяжелые и сложные для практического применения элементы, что обуславливает их высокую себестоимость. Фактически их изготовление основано главным образом на операциях горячего формования, требующих оборудования, способного работать при высоких температурах. Кроме того, требуется также оборудование для существенной механической обработки как на стадии полуфабрикатов, так и на конечной стадии изготовления.
С другой стороны, требует решения вопрос о защите от эрозии изготовленной таким образом передней кромки. В этой области уже найдены различные решения, в том числе одно из них состоит в том, что создается структура из двух склеенных друг с другом металлических слоев. При этом первый слой выполнен из сплава на основе титана и позволяет противостоять деформации передней кромки при ударе, и второй слой, выполненный из сплава основе никеля, чтобы защитить против эрозии. Это решение предусмотрено лишь в случае простых форм для усиления передней кромки, в которых усилительный элемент может быть изготовлен простой фальцовкой тонких листовых материалов. Для усилительных элементов сложной формы, ассортимент продукции для усилительного элемента из сплава на основе никеля будет более сложным в плане окончательной разработки и сама деталь более дорогостоящей в изготовлении.
Наконец, по соображениям веса и механической прочности, эти передние или задние кромки, выполняемые обычно из титана, имеют относительно небольшую толщину. Разумеется, учитывая эту незначительную толщину, было предложено использовать способ изготовления, включающий соединение листового материала посредством суперпластического формования и диффузионной сварки (SPFDB, англ. Super Plastic Forming and Diffusion Bonding). Такой способ описан в нашей заявке на патент ЕР 1574270.
Впрочем, этот патент лишь с трудом позволят использовать внутреннюю форму полости и, в частности, он ограничивает возможности оптимального соединения листового материала в концевой зоне полости. Для устранения этих трудностей Заявитель разработал способ изготовления передних кромок или задних кромок из титана, в котором используется сердцевина, на которой листовые элементы из титана свариваются друг с другом и укладываются вокруг сердцевины посредством горячего изостатического прессования (HIP). Этот способ является предметом патента, опубликованного под номером FR 2957545.
Он существенно способствует исполнению передних кромок, однако в этой обновленной форме способ не учитывает высказанную выше потребность в отношении необходимости усиления передней кромки с тем, чтобы улучшить сопротивление явлению эрозии для находящейся в работе титановой детали.
Предлагаемое изобретение имеет задачей устранить эти недостатки и разработать простой и недорогостоящий способ создания титанового усилительного элемента для передней кромки или задней кромки лопатки турбомашины, которая обладает лучшей сопротивляемостью эрозии.
Для решения задачи предлагается способ изготовления металлического усилительного элемента для защиты передней кромки или задней кромки лопатки авиационного двигателя, выполненной из композитного материала посредством штамповки элементов из листового материала и их диффузионного сваривания между собой, отличающийся тем, что содержит следующие этапы:
- исполнение сердцевины, имеющей форму внутренней полости будущего металлического усилительного элемента, в которой одна из сторон воспроизводит внутреннюю форму верхней поверхности усилительного элемента, а другая сторона воспроизводит внутреннюю форму нижней поверхности усилительного элемента,
- исполнение вставки из сплава более высокой твердости, чем твердость усилительного элемента,
- придание штамповкой начальной формы элементам из листового материала, чтобы приблизить их к форме верхней поверхности и нижней поверхности указанного усилительного элемента, и формование между ними, с передней по потоку стороны указанной сердцевины полости, способной принять указанную вставку,
- позиционирование указанных элементов из листового материала вокруг указанной сердцевины, а также установка вставки в указанной полости и скрепление между собой элементов сборки,
- помещение в вакуум и замыкание сборки сваркой,
- соединение сборки горячим изостатическим прессованием,
- исполнение наружного профиля усилительного элемента посредством финишной механической обработки, с обнажением материала вставки,
- вырубку сборки для извлечения сердцевины и отделение усилительного элемента.
Таким способом обеспечивается изготовление усилительного элемента, снабженного острием повышенной твердости, которое изготовлено экономным образом, поскольку эта операция присоединения вставки не является дополнительной операцией, в сравнении с предыдущим уровнем техники.
Выгодным образом, предел упругости сплава вставки в холодном состоянии больше, чем соответствующий показатель материала усилительного элемента.
В первой форме исполнения, листовые элементы выполнены из титанового сплава, а вставка выполнена из титанового сплава, выбранного из гаммы типа Ti5553, Ti10-2-3 или Ti17.
Во второй форме исполнения, листовые элементы выполнены из титанового сплава, а вставка выполнена из интерметаллического сплава титана.
Предпочтительно, интерметаллический титановый сплав представляет собой сплав титан-алюминий.
В третьей форме исполнения, листовые элементы выполнены из титанового сплава, а вставка выполнена из орторомбического сплава.
Предпочтительно, орторомбический сплав представляет собой сплав титан-алюминий-ниобий.
Изобретение относится также к металлическому усилительному элементу для защиты передней кромки или задней кромки лопатки авиационного двигателя, выполненной из композитного материала, который содержит на своем передним по потоку конце вставку, выполненную из сплава, твердость которого превышает твердость усилительного элемента, и закрепленную на указанном усилительном элементе диффузионной сваркой.
Предпочтительно, материал усилительного элемента представляет собой первый титановый сплав, а материал вставки – второй титановый сплав, твердость и предел упругости которого в холодном состоянии превышают соответствующие показатели указанного усилительного элемента.
Предпочтительно, титановым сплавом усилительного элемента является TA6V, а сплав вставки выбран из сплавов Ti5553, Ti10-2-3, Ti17, TiAl или Ti2AlNb.
В дальнейшем изобретение поясняется описанием неограничительного варианта его осуществления со ссылками на фигуры чертежей, на которых:
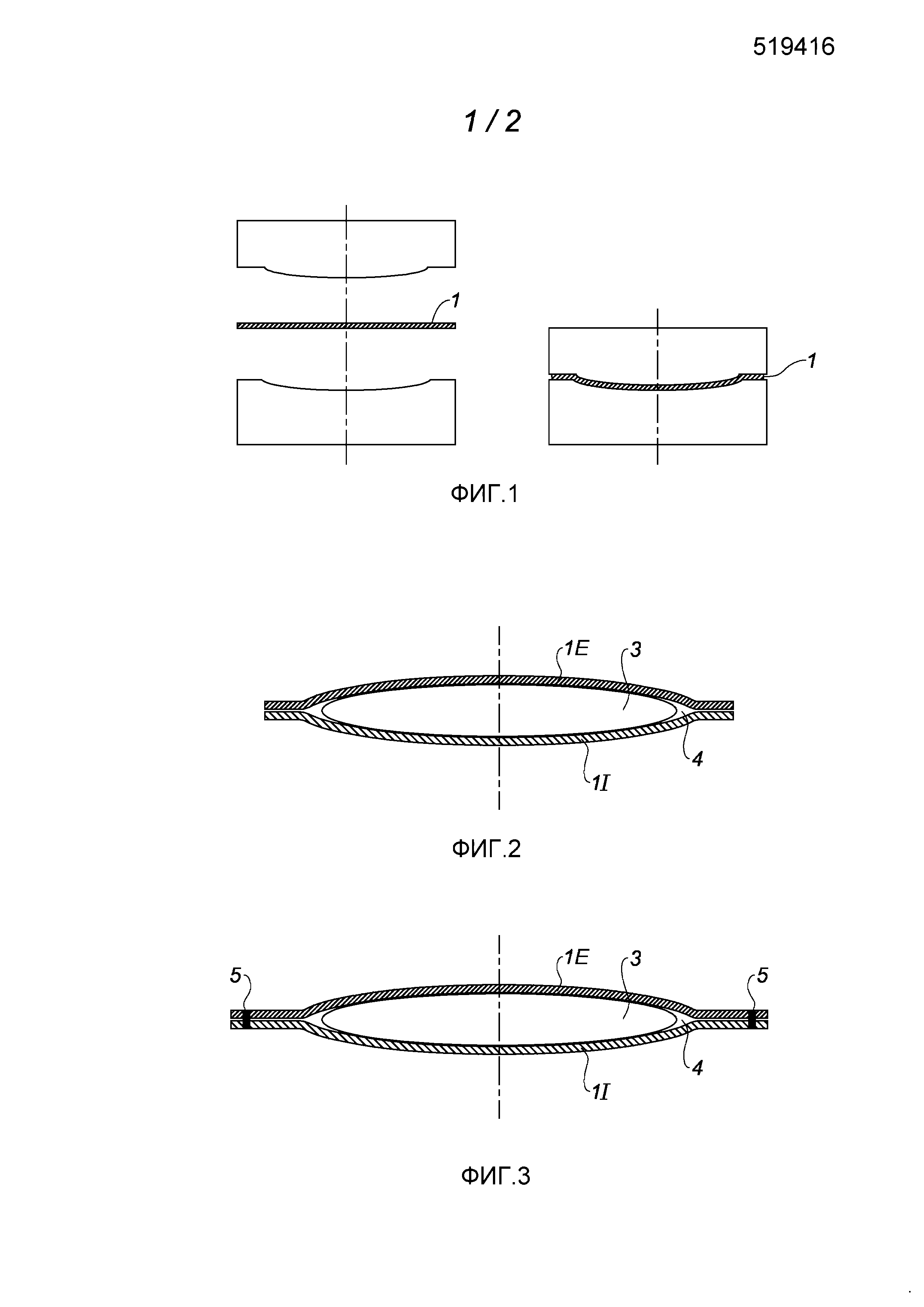
Фиг. 1 изображает схематичный вид на этапе формования элементов из листового материала, в ходе исполнения усилительного элемента передней кромки способом согласно уровню техники;
Фиг. 2 – схематичный вид этапа предварительного соединения элементов из листового материала, в ходе исполнения усилительного элемента передней кромки способом согласно уровню техники;
Фиг. 3 - схематичный вид этапа соединения элементов из листового материала, в ходе исполнения усилительного элемента передней кромки способом согласно уровню техники;
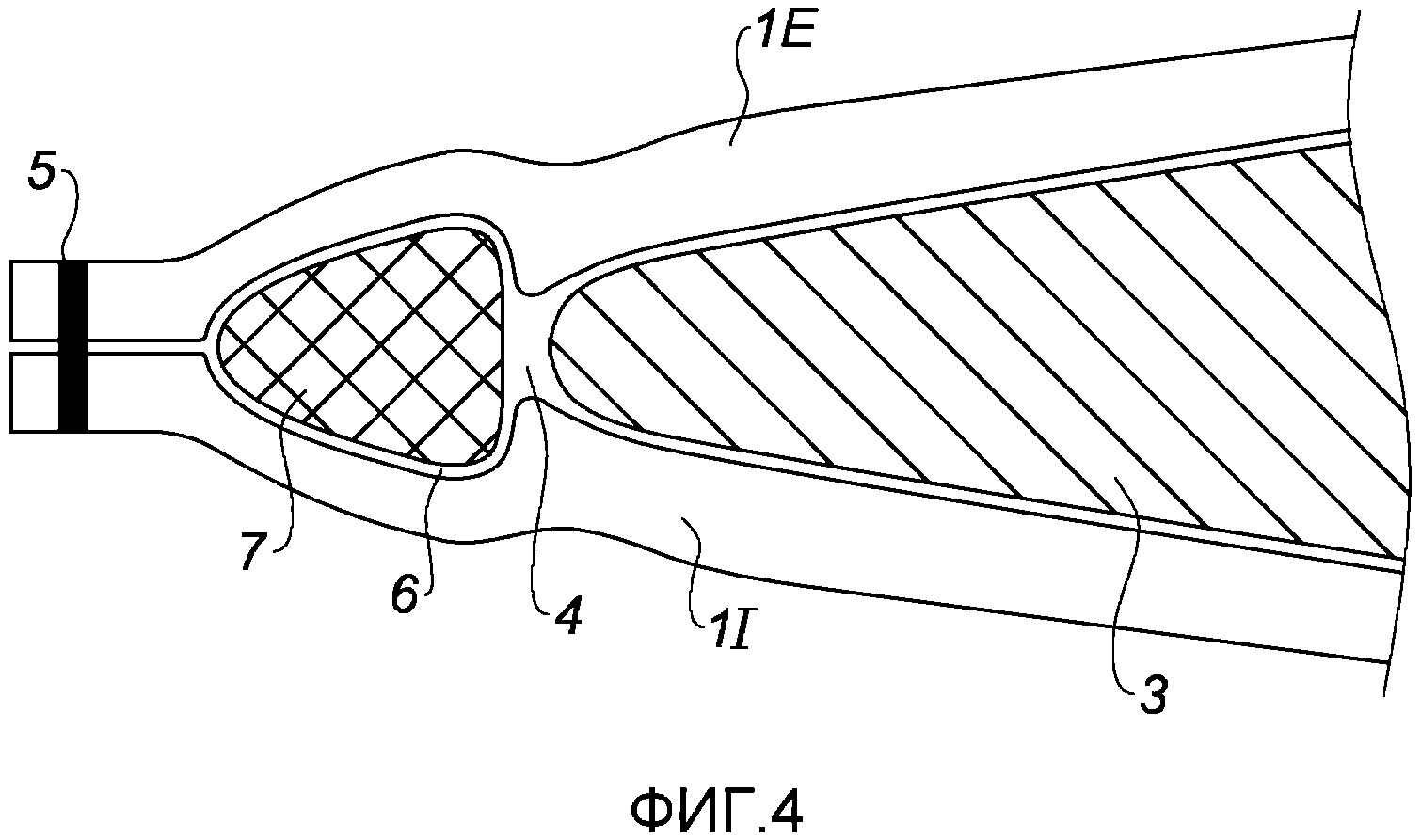
Фиг. 4 - схематичный вид этапа предварительного соединения элементов из листового материала способом согласно форме исполнения изобретения;
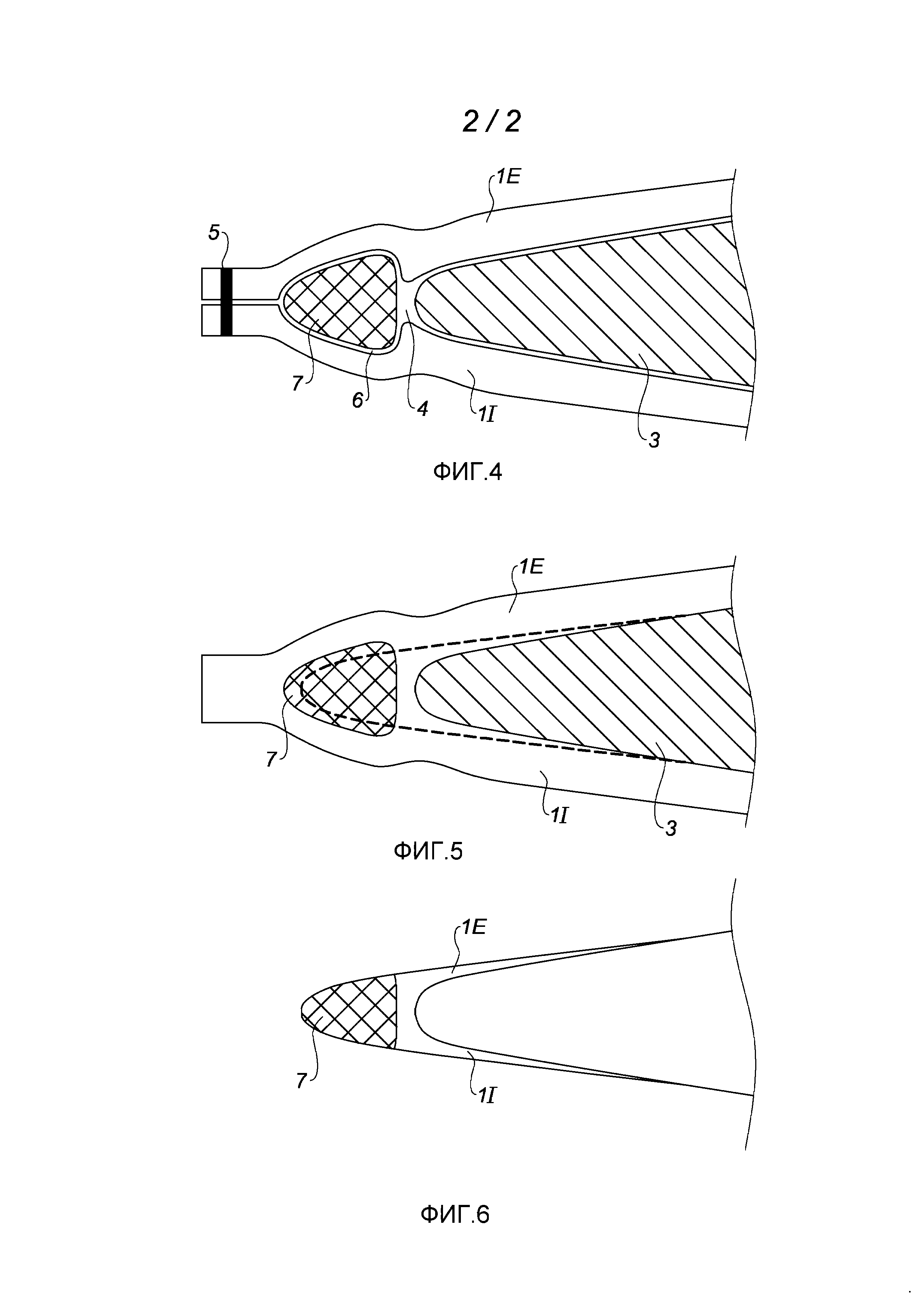
Фиг. 5 - схематичный вид в разрезе усилительного элемента передней кромки после этапа прессования HIP согласно способу по изобретению; и
Фиг. 6 - схематичный вид в разрезе усилительного элемента передней кромки согласно изобретению, после финишной механической обработки.
На фиг. 1 показана в двух этапах операция горячей формовки листового материала 1 из титана для придания ему, на одной из его сторон, формы, которая соответствует приблизительно внешней форме жаростойкой сердцевины, причем указанная сердцевина имеет точную форму, которую надлежит придать внутренней полости передней кромки. Таким образом, последовательно формуют оба элемента из листового материала, один из которых призван стать верхней поверхностью 1Е передней кромки, а другой ее нижней поверхностью 1I.
На представленных фиг. 1-3 показано одновременное исполнение двух усилительных элементов передней кромки, используя свойство симметрии этих деталей.
На фиг. 2 показана сердцевина 3 из жаростойкого материала (или из металлического сплава, такого как IN100, имеющего коэффициент расширения, очень отличающийся от соответствующего показателя титана передней кромки), при этом сердцевина окружена двумя предварительно отформованными элементами из листового материала 1Е и 1I, как указано выше, чтобы подогнать их по сердцевине на большей части их длины. Следует обратить внимание, что оба элемента листового материала не отформованы настолько, чтобы они могли соединиться на этапе соединения, образуя поверхность по плоскому углу на уровне острого конца передней кромки, а заканчиваются участками, которые по существу параллельны и выровнены по средней плоскости сердцевины. Как следствие, оба элемента листового материала не охватывают точно сердцевину, на которой они будут соединены на уровне острого конца передней кромки. Оставлено частичное пространство 4, которое будет поглощено в ходе последующих этапов.
В этой конфигурации, элементы листового материала соединяют предварительной сваркой (pointage) (невидимой не чертеже) и сваркой TIG (дуговая сварка неплавящимся вольфрамовым электродом в инертной атмосфере), чтобы связать их друг с другом и неподвижно удерживать на сердцевине 3.
На фиг. 3 показан, согласно уровню техники, результат этапа соединения двух элементов листового материала 1E и 1I вокруг жаростойкой сердцевины посредством электронно-лучевой сварки (FE). Она осуществляется вдоль шва 5, параллельно боковым кромкам элементов листового материала, как это видно на фиг. 3, а также по поперечным кромкам детали (не видимым на фигуре).
На фиг. 4 показан этап соединения двух элементов листового материала 1E и 1I в форме исполнения способом согласно изобретению. На этапе формовки листового материала деформация каждого из элементов была выполнена таким образом, чтобы создать полость 6 между ними в момент предварительного соединения. Эта полость создается между сварным швом 5 и передним концом сердцевины 3, за частичным пространством 4, в положении выше по потоку, чем сердцевина 3. Это положение выше по потоку означает более продвинутое положение в направлении передней кромки лопатки. Перед предварительным соединением в эту полость была помещена вставка 7, выполненная из более стойкого к эрозии сплава, чем металл листовых элементов.
Следующий этап соединения листовых элементов способом горячего изостатического прессования (HIP англ. high isostatic pressure) аналогичен практикуемому согласно уровню техники. Способ HIP создает деформацию листовых элементов 1E и 1I, которые накладываются на сердцевину 3 и на вставку 7, идеально прилегая к ним согласно их форме.
На фиг. 5 представлено положение усилительного элемента передней кромки после этой операции. Частичное пространство было устранено 4 и вставка 7 включена в передний участок усилительного элемента. Пунктирной линией обозначена желательная форма усилительного элемента передней кромки, который идеально вписывается в объем, полученный в результате этой операции соединения.
На фиг. 6 показан усилительный элемент передней кромки, полученный в завершение способа исполнения согласно изобретению. Полученная деталь вырублена вдоль пунктирной линии на предыдущей фигуре, обнажив металл вставки 7, и сердцевина удалена посредством известных специалисту методов. Теперь усилительный элемент передней кромки готов к установке на лопатке из композитного материал, например, путем приклеивания, чтобы придать ей необходимую прочность в течение продолжительного срока использования.
Ниже описывается процесс изготовления усилительного элемента передней кромки способом согласно форме исполнения изобретения.
Принцип способа состоит, равно как согласно уровню техники, в диффузионной сварке и формовке вокруг сердцевины двух листовых элементов из титана в форме верхней и нижней поверхностей. Операция начинается классической операцией штамповки, которая придает листовым элементам близкую к желаемой форму усилительного элемента для передней кромки. С этой целью, предварительно была изготовлена сердцевина, имеющая форму внутренней полости металлического усилительного элемента, при этом одна из ее сторон воспроизводит внутреннюю форму верхней поверхности передней кромки, а другая сторона воспроизводит внутреннюю форму нижней поверхности передней кромки.
Согласно изобретению, в первую очередь, вставку 7 выполняют из стойкого к эрозии материала, и ее профиль определяют с запасом по объему, который желательно получить для нее на конце передней кромки. Он может быть получен механической обработкой, а также предпочтительно профилированием (filage) или ковкой, чтобы уменьшить до минимума операции механической обработки. Следующим этапом, после штамповки, на каждой листовой детали 1 осуществляют специальную деформацию, чтобы создать полость 6 между двумя листовыми элементами 1E и 1I в момент их предварительного соединения. Объем этой полости 6 соответствует объему вставки 7 и ее позиционирование отвечает искомому положению на конце передней кромки с тем, чтобы поместить там устойчивый к эрозии материал.
Дальнейшая реализация способа аналогична способу согласно уровню техники, включающая предварительное соединение листовых элементов вокруг сердцевины 3 и вставки 7 посредством операции предварительной сварки (pointage) и сварки TIG вдоль боковых кромок листовых элементов. Затем сборку помещают в вакуум для осуществления электронно-лучевой сварки. Непрерывный шов сварки выполняют одновременно вдоль боковых кромок листовых элементов, а также по их поперечным кромкам, что позволяет полностью окружить и замкнуть вместе сердцевину 3 и вставку 7. Таким образом, между листовыми элементами 1 и вставкой 3 поддерживается вакуум и, в частности, в пространстве 4, оставленном между листовыми элементами 1E и 1I, острием сердцевины 3 и вставкой 7.
Сборку, состоящую их сердцевины 3, вставки 7 и двух листовых элементов 1E и 1I из листового материала, подвергают затем операции горячего изостатического прессования, осуществляемого при температуре примерно 949°C, в рассматриваемом случае лопатки из сплава титана TA6V. При этой температуре металл относительно мягкий и может течь под давлением примерно 1000 бар, которое прикладывают к нему. Оба листовых элемента деформируются и идеально покрывают форму сердцевины 3 и форму вставки 7, удаляя частичное пространство 4. Параллельно, под действием тепла и давления, оба листовых элемента диффузионной сваркой свариваются друг с другом и свариваются диффузионной сваркой со вставкой.
Завершение способа включает этап удаления избыточного материала вдоль боковых кромок усилительного элемента передней кромки вырубкой по обозначенной на фиг.5 пунктиром линии и финишной механической обработкой, что позволяет придать искомую наружную форму передней кромке. Эта финишная механическая обработка обнажает металл вставки 7, которая помещается, таким образом, на конце усилительного элемента передней кромки, то есть там, где проблемы эрозии наиболее критические.
Концепция изобретения основана на принципе локального усиления острия передней кромки композитных лопаток вентилятора посредством более стойкого к эрозии сплава, чем сплав на титановой основе (как правило, TA6V), используемый для усилительных элементов.
Выбор стойкого к эрозии материала должен быть таким, чтобы этот материал мог свариваться диффузией с листом с верхней и нижней стороны на этапе формовки горячим изостатическим прессованием (HIP). Следовательно, он должен быть химически совместимым с титановым сплавом верхней и нижней листовой поверхности и не приводить, в частности, к взаимным загрязнениям двух сплавов. Он должен иметь также температурное окно для диффузионной сварки, близкое титановому сплаву листового материала, чтобы обеспечить диффузионную сварку между двумя сплавами. Предпочтительно, но не исключительно, сплав вставки 7 выбирают, соответственно, на основе титана по соображениям совместимости со сплавом верхней и нижней листовых поверхностей. Этот сплав должен иметь высокие показатели по твердости и пределу упругости при низкой температуре, и для этого он выбран предпочтительно из гаммы сплавов типа Ti5553, Ti10-2-3 или Ti17. Он может представлять собой также интерметаллический сплав типа TiAl или орторомбический сплав Ti2AlNb.
Изобретение описано, приняв в качестве примера лопатку вентилятора и ее переднюю кромку. Совершенно очевидно, что оно может быть использовано также для любой лопатки турбомашины, будь то лопатка любой ступени компрессора или лопатка турбины.
Устройство удаления масла и турбомашина, содержащая это устройство
Подвеска силовой установки к конструктивному элементу летательного аппарата
Крепление многоконтурного турбореактивного двигателя к летательному аппарату
Канал охлаждения, выполненный в стенке
Устройство и способ кругового деформирования круглой детали, в частности, выпускного картера газотурбинного двигателя
Полный вал газотурбинного двигателя и газотурбинный двигатель, содержащий по меньшей мере упомянутый вал
Разделенный на секторы сопловой аппарат, турбина низкого давления и турбомашина, содержащие такой сопловой аппарат
Промежуточный картер турбореактивного двигателя и турбореактивный двигатель
Камера сгорания турбомашины со спиральной циркуляцией воздуха
Способ алюминирования из паровой фазы металлической детали газотурбинного двигателя, донорская рубашка и лопатка газотурбинного двигателя, содержащая такую рубашку
Инжектирование воздуха в тракт компрессора газотурбинного двигателя
Устройство удаления масла и турбомашина, содержащая это устройство
Подвеска силовой установки к конструктивному элементу летательного аппарата
Крепление многоконтурного турбореактивного двигателя к летательному аппарату
Канал охлаждения, выполненный в стенке
Устройство и способ кругового деформирования круглой детали, в частности, выпускного картера газотурбинного двигателя
Полный вал газотурбинного двигателя и газотурбинный двигатель, содержащий по меньшей мере упомянутый вал
Разделенный на секторы сопловой аппарат, турбина низкого давления и турбомашина, содержащие такой сопловой аппарат
Промежуточный картер турбореактивного двигателя и турбореактивный двигатель
Камера сгорания турбомашины со спиральной циркуляцией воздуха

