Результат интеллектуальной деятельности: ОШИНОВКА ДЛЯ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ БОЛЬШОЙ МОЩНОСТИ
Вид РИД
Изобретение
Область техники
Изобретение относится к производству алюминия методом электролиза расплавленных криолитовых солей в электролизерах при поперечном расположении их в корпусе электролиза, а именно к ошиновке для алюминиевых электролизеров большой мощности.
Уровень техники
Известна ошиновка алюминиевого электролизера при поперечном расположении его в корпусе электролиза, содержащая катодные пакеты шин входной и выходной сторон катодного кожуха, обводные шины, стояки и анодную распределительную шину, которая через стояки, расположенные у ее концов, и обводные шины связана с катодными пакетами шин входной стороны катодного кожуха, и через стояки, установленные у входной стороны катодного кожуха, одновременно связана с катодными пакетами шин выходной стороны, а через обводные шины - с катодными пакетами шин входной стороны катодного кожуха предыдущего в серии электролизера, причем через стояки, расположенные у концов анодной распределительной шины, проходит 1/4-1/8, а через остальные стояки - по 1/4-3/8 тока серии (SU 865135, МПК С25С 3/16, опубл. 15.09.1981).
Недостатком указанной ошиновки является наличие двух анодных стояков в торцах катодного кожуха. Из практики эксплуатации электролизеров большой мощности (на 300-500 кА) известно, что обеспечение их магнитогидродинамической (МГД) стабильности достигается при условии, если вертикальное магнитное поле (Bz) в расплаве не превышает 15-20 гаусс, а поперечное магнитное поле (Вх) не более 20-25 гаусс. При расположении анодных стояков в торцах электролизера они, и питаемые ими участки сборных анодных шин, создают в расплаве магнитное поле, направленное поперек ванны, т.е. поперечное магнитное поле (Вх). При этом данное поле складывается с магнитным полем от объемных токов анодного массива и расплава. Поэтому в торцевых зонах ванны в металле поперечное магнитное поле (Вх) всегда будет превышать допустимую величину 25 гаусс, тем самым не будут создаваться необходимые условия для оптимального запаса МГД стабильности электролизеров большой мощности.
Известна ошиновка алюминиевого электролизера при поперечном расположении в корпусе, содержащая сборные шины с катодными спусками, установленными вдоль входной и выходной продольных сторон электролизера, анодные стояки, установленные на входной стороне, через которые протекают одинаковые токи, анодная ошиновка, соединена с предыдущим электролизером посредством стояков, при этом крайние стояки соединены с крайними сборными катодными шинами входной стороны электролизера пакетами шин, расположенными вдоль торцевых сторон, и со сборными катодными шинами выходной стороны электролизера, а средние стояки соединены со средними сборными шинами входной стороны пакетами шин, размещенными симметрично под катодными блоками, наиболее близко расположенными к торцам электролизера, и со сборными катодными шинами выходной стороны электролизера, шина, проходящая под днищем и расположенная ближе к соседнему ряду электролизеров переносит 15% тока входной стороны, тогда как другая переносит 10% тока входной стороны, под днищем электролизера установлена промежуточная шина, которая проходит на середине расстояния между осью серии и торцом электролизера, со стороны, противоположной соседнему ряду электролизеров, по шине проходит 5% тока входной стороны (FR 2552782, МПК С25С 3/08, опубл. 05.04.1985).
Недостатком известной ошиновки является то, что благодаря ее конструкции можно добиться хорошего практического результата только в совокупности с устройством ферримагнитных масс катода и анода эксклюзивного характера и не предполагается возможным подборка оптимального магнитного поля при применении ферримагнитных катодных кожухов и анодных устройств другой конструкции, которые обладают различными ферримагнитными свойствами (шпангоутные, контрфорсные). В производстве алюминия при сочетании, например, отечественных или китайских катодных кожухов контрфорсной или шпангоутной конструкции, стенки которых обладают большими, чем у Pechiney экранирующими свойствами, с рассматриваемой выше ошиновкой, в расплаве не удается достигнуть оптимальных значений магнитного поля. Вертикальное магнитное поле превышает допустимую величину 10-15 гаусс и достигает 40 гаусс. Кроме того, вертикальное (Bz) поле в металле теряет «пропеллерный» характер, т.е. перемену знака направления в каждой четверти ванны. Эти факторы снижают МГД устойчивость электролизера и не дают возможность достигнуть показателей выхода по току 95-97% и удельного расхода эл. энергии ~12500 кВт/т.
Наиболее близкой по достигаемому эффекту к предлагаемому решению является ошиновка алюминиевого электролизера при поперечном расположении в корпусе, содержащая сборные шины с катодными спусками, установленными вдоль входной и выходной продольных сторон электролизера, в которой анодная ошиновка соединена с предыдущим электролизером посредством анодных стояков, расположенных на его входной стороне, при этом каждый из пакетов шин, огибающих торцы электролизера, передает часть (33-50%) тока входной стороны (RU 2132888, МПК С25С 3/16, 10.07.1999). Эта ошиновка выбрана за прототип.
Для всех перечисленных выше ошиновок, а также для прототипа, характерны следующие недостатки, обусловленные тем, что магнитное поле от стояков, расположенных на входной стороне ванны, распространяется в металле по параболической зависимости, из-за этого в непосредственной близости от них возникает существенный градиент магнитного поля в расплаве, вызывающий повышенную активность металла.
Кроме того, в связи с тем что в анодных стояках и металле ток направлен в разные стороны, то силы Лоренца отталкивают, сдвигают металл в ванне с входной стороны на выходную сторону. Из-за разности уровней металла температура металла на входной стороне всегда выше, чем на выходной стороне.
Вследствие указанных причин, как показала практика, износ подины на входной стороне электролизера происходит интенсивнее, чем на выходной стороне электролизера за счет истирания ее абразивным глиноземом в результате повышенной активности металла и увеличенной температуры, что содействует снижению срока службы электролизера. Так же, по этим причинам, снижается запас МГД устойчивости электролизера по напряжению, что ухудшает ТЭП (технико-экономические показатели) работы электролизера (снижение выхода по току, рост удельного расхода электроэнергии, снижение срока службы электролизера, рост эксплуатационных затрат).
Раскрытие изобретения
Задача изобретения - устранение перечисленных известных недостатков и оптимизация ТЭП работы электролизеров на силу тока 400 кА и выше.
Техническим результатом настоящего изобретения является снижение негативного воздействия магнитного поля на расплав в алюминиевом электролизере большой мощности.
Технический результат достигается за счет того, что предложена ошиновка алюминиевого электролизера большой мощности при поперечном расположении электролизеров в корпусе электролиза, содержащая сборные шины с катодными спусками, расположенные вдоль продольной входной стороны электролизера, сборные шины выходной стороны электролизера, пакеты шин, расположенные под днищем электролизера, пакеты шин, огибающие торцы электролизера, установленные вдоль входной и выходной сторон катодного кожуха предыдущего электролизера, анодные стояки, расположенные вдоль продольной входной стороны электролизера, соединяющие анодную ошиновку последующего электролизера с катодными шинами предыдущего электролизера, при этом каждый из пакетов катодных шин, огибающих торцы электролизера, выполнен с возможностью передачи части тока входной стороны, предпочтительно 35-50%, а продольные стенки кожухов электролизеров выполнены ферромагнитными, при этом согласно предложенному изобретению продольная стенка катодного кожуха на входной стороне электролизера выполнена с толщиной, превышающей толщину стенки катодного кожуха на выходной стороне электролизера и толщину торцевых стенок кожуха, с образованием ферромагнитного экрана, размещенного между анодными стояками входной стороны электролизера и расплавом в электролизере, при этом высота и длина ферромагнитного экрана превышает проекцию расплава на упомянутый ферромагнитный экран.
Толщина продольной стенки катодного кожуха на входной стороне электролизера больше толщины продольной стенки на выходной стороне электролизера и торцевых стенок кожуха в 1,1-4,0, предпочтительно в 2 раза.
Ферромагнитный экран может быть выполнен однослойным или многослойным.
Описание чертежей
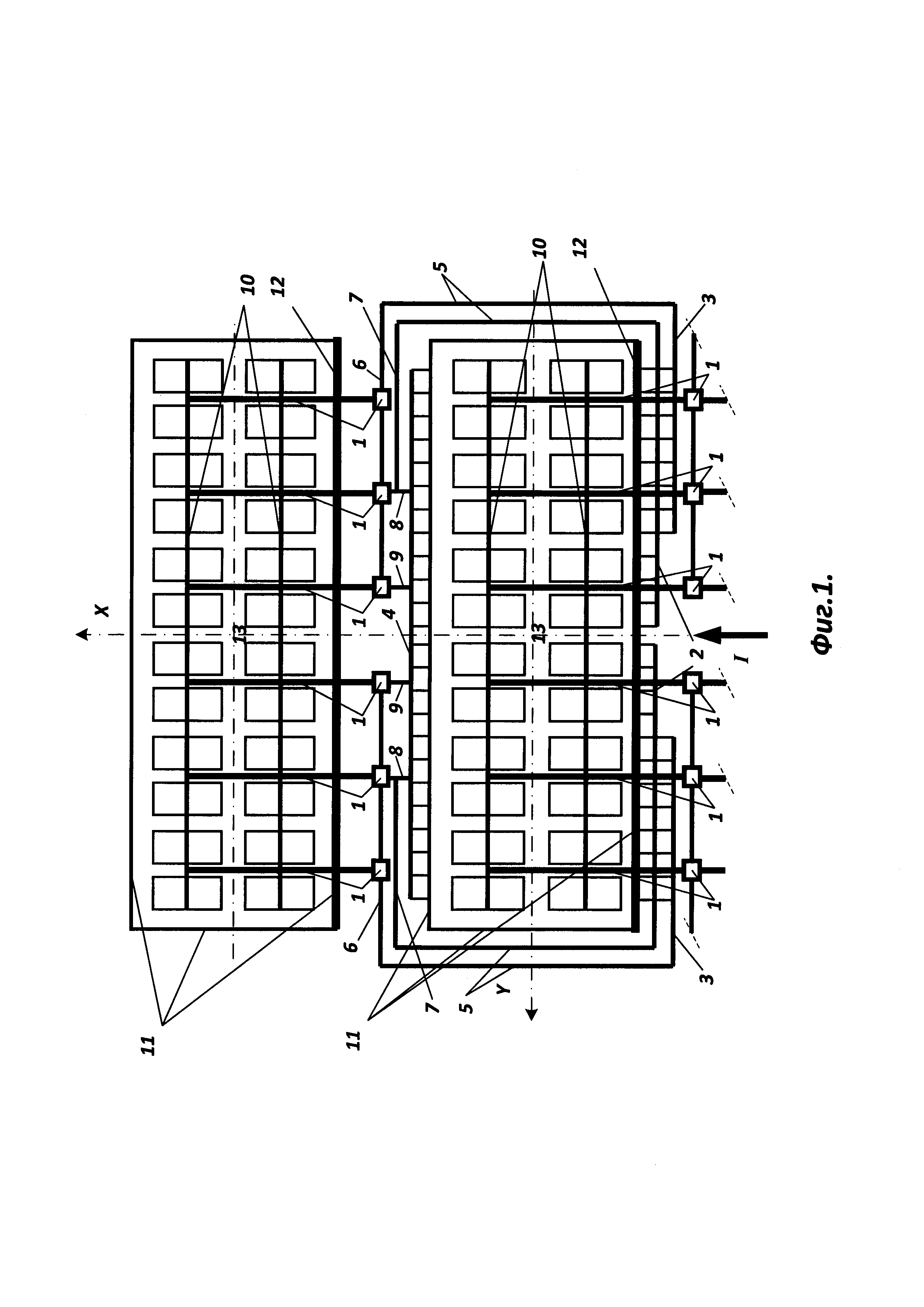
На фиг. 1 представлен пример схемы ошиновки электролизера по предложенному изобретению.
Ошиновка включает в себя анодные стояки 1, расположенные вдоль продольной входной стороны электролизера, сборные шины входной стороны 2 и 3 с катодными спусками, сборную шину 4 выходной стороны и пакеты шин 5, огибающие торцы электролизера. Анодные стояки 1 соединены с катодными шинами 6 входной и этой же шиной между собой. Средние анодные стояки 1 подключены к сборной катодной шине 4 выходной стороны пакетами шин 8 и 9 и к шине 7 с входной стороны. Анодные стояки 1 подключены к анодным шинам 10 последующего электролизера. Катодная ошиновка размещена вблизи ферримагнитных стенок катодного кожуха 11, 12 и расплава 13. На входной стороне электролизера толщина продольной стенки катодного кожуха 12 больше по сравнению с продольной стенкой на выходной стороне электролизера и торцевыми стенками кожуха 11 таким образом, что утолщенная продольная стенка кожуха представляет собой ферромагнитный экран, размещенный между анодными стояками 1 входной стороны электролизера и расплавом 13.
Осуществление изобретения
Предложенная ошиновка с ферромагнитным экраном работает следующим образом. Посредством катодных спусков ток передается в сборные пакеты катодных шин 2, 3, 4 и по сборным пакетам шин 2, 3, 5, 6, 7, 8 и 9 поступает в анодные стояки 1 следующего в серии поперечно расположенного электролизера.
Как видно на фиг. 1, вертикальные и горизонтальные участки анодных стояков 1, в соответствии с правилом "буравчика", формируют в расплаве 13 электролизера вертикальное (Bz) магнитное поле в левой половине электролизера по ходу тока в серии положительное (направленное вверх), а в правой половине ванны - отрицательное (направленное вниз). Сборные катодные пакеты шин 2 и 3, пакеты шин 5, огибающие торцы и катодные пакеты шин 6 и 7, на противоположной стороне ванны, наоборот, создают в расплаве 13 вертикальное, противоположное по направлению магнитное поле указанному выше, тем самым обеспечивая его компенсацию. От эффективности воздействия на расплав 13 магнитного поля пакетов шин 2, 3, 5, 6 и 7 зависит величина и характер вертикальной составляющей магнитного поля в ванне, которая определяется расстоянием от перечисленных шин до расплава 13 и экранирующими свойствами продольных стенок кожуха 11 с утолщенной стенкой - ферромагнитным экраном 12.
Наиболее близко расположенные к металлу анодные стояки на входной стороне электролизера вызывают существенный градиент магнитного поля в расплаве, из-за чего возникает повышенная его активность, чем на противоположной стороне электролизера.
Кроме того, в связи с тем что в анодных стояках и расплаве ток направлен в разные стороны, то силы Лоренца сдвигают расплав, особенно металл, в ванне с входной стороны на выходную сторону. Из-за разности уровней температура расплава на входной стороне всегда выше, чем на выходной стороне.
Вследствие указанных причин, как показала практика, износ подины на входной стороне электролизера происходит интенсивнее, чем на выходной стороне ванны за счет истирания ее абразивным глиноземом в результате повышенной активности расплава и увеличенной температуры, что содействует снижению срока службы электролизера. Так же, по этим причинам, снижается запас МГД устойчивости электролизера по напряжению, что ухудшает ТЭП его работы.
Ферромагнитный экран 12, размещенный между анодными стояками и расплавом рядового электролизера, который представляет собой утолщенную продольную стенку катодного кожуха на входной стороне ванны, снижает абсолютное значение и градиент магнитного поля в расплаве 13, особенно на входной стороне вблизи ферромагнитного экрана 12. В результате защитных магнитному полю свойств экрана снижается, в среднем по абсолютной величине, магнитное поле в расплаве на входной стороне электролизера: - по продольной компоненте (By) - на 1,2-4,0 гаусса*; - по вертикальной компоненте поля - на 2,0-4,8* гаусса. Максимальная скорость циркуляции металла, в среднем, снижается на ~ 0,5-1,5* см/сек.
В результате указанных выше факторов на 0,5В уменьшается критическое напряжение электролизера, что является залогом повышения его ТЭП. В том числе - срока службы электролизера.
* - разброс указанных выше данных зависит от многих факторов, влияющих на магнитные свойства экрана, таких как: толщина и конструкция ферромагнетитного экрана, например однослойный или многослойный ферромагнитный экран, содержание примесей, науглероживание от футеровки в процессе эксплуатации, температуры (которая различается по площади экрана), погрешность расчета самой программы.
Шихта для получения технического кремния
Способ и устройство для определения состава электролита
Режущий сегмент инструмента, инструмент для обработки обожженных углеродных анодов и способ обработки с помощью инструмента
Катодный токоподводящий стержень алюминиевого электролизера
Способ получения алюминиевого сплава, легированного кремнием
Способ приготовления галогенидсодержащего флюса для обработки алюминия и его сплавов
Способ получения катанки из термостойкого сплава на основе алюминия
Кристаллизатор для литья алюминиевых слитков
Литейный алюминиево-кремниевый сплав
Термостойкий сплав на основе алюминия
Способ выравнивания подошвы анода алюминиевого электролизера
Способ формирования футеровочных слоев в катодном кожухе алюминиевых электролизеров и устройство для его осуществления
Способ получения связующего пека с пониженным содержанием бенз(а)пирена
Ошиновка модульная для серий алюминиевых электролизеров
Футеровка катодного устройства электролизера для производства первичного алюминия
Способ снижения контактного напряжения в алюминиевом электролизере
Ошиновка модульная мощных электролизеров для производства алюминия
Способ управления алюминиевым электролизером
Способ автоматического устранения анодных эффектов
Устройство для сбора и удаления газов из алюминиевого электролизера

