Результат интеллектуальной деятельности: СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА
Вид РИД
Изобретение
Изобретение относится к области металлообработки и предназначено для обработки деталей резанием из различного сортамента титановых сплавов малой пластичности, где предъявляются повышенные требования к качеству поверхностного слоя, обрабатываемых на токарных станках, оснащенных ЧПУ.
Известен способ обработки резанием (авторское свидетельство SU №1009610, опубл. 07.04.1983 г.), при котором перед обработкой режущим инструментом поверхность изделия подвергается предварительной деформации роликом с клиновидной рабочей частью.
Недостатком способа является его пригодность только для чернового точения заготовок с коркой, что является энергоемким процессом и не решает проблему повышения качества обработки поверхности.
Известен способ комбинированной обработки поверхностей (авторское свидетельство SU №1673274 А1, опубл. 30.08.1991 г.), включающий в себя совмещение плоскости сдвига пластически деформированной структуры и плоскость наибольших касательных напряжений, создаваемых режущей кромкой инструмента.
Недостатком способа являются создаваемые периодически повторяющиеся вредные вибрации при механической обработке деталей, что в свою очередь приводит к неравномерным нагрузкам на режущий инструмент и вследствие чего ведет к ухудшению параметров качества и точности обработки, и приводит к снижению стойкости режущего инструмента.
Известен способ обработки деталей резанием с опережающим пластическим деформированием (патент РФ №2399460, опубл. 20.09.2010 г.), принятый за прототип, относящийся к обработке слоя металла посредством воздействия на его поверхность роликом.
Недостатком способа является полное упрочнение срезаемого слоя металла, приводя в процессе резания к периодическим ударным нагрузкам при врезании режущего инструмента, что сказывается на его стойкости, а также понижает качество и точность поверхностного слоя, вследствие повышенного образования нароста на режущей кромке инструмента при снятии деформированного слоя.
Техническим результатом изобретения является создание способа механической обработки заготовки из титанового сплава, включающего предварительное локальное пластическое деформирование (ПЛПД) на каждом из этапов механической обработки, что позволит повысить точность и качество механической обработки, повысить стойкость режущего инструмента, а также расширить сортамент обрабатываемых материалов.
Технический результат достигается тем, что локальное пластическое деформирование заготовки осуществляют непрерывно движущимся с подачей шариком на величину, не превышающую значение снимаемого припуска лезвийной обработкой, с постоянным давлением по винтовой траектории и с углом наклона деформационного слоя μm по отношению к торцевой части заготовки, равного
где Sm - подача шарика за один оборот заготовки, мм, Dз - диаметр заготовки, мм.
Способ механической обработки заготовки из титанового сплава, включающий предварительное локальное пластическое деформирование, поясняется следующими фигурами:
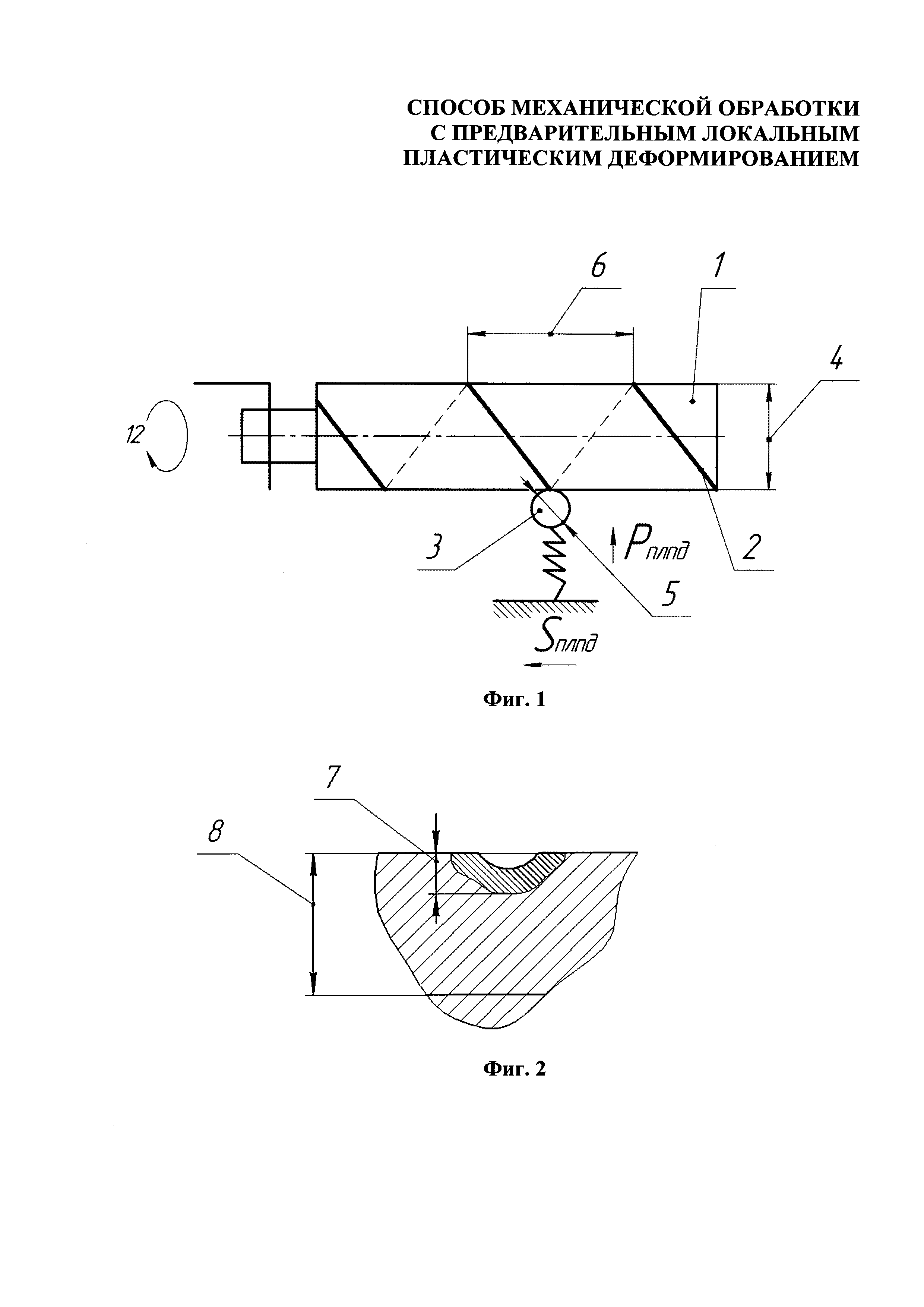
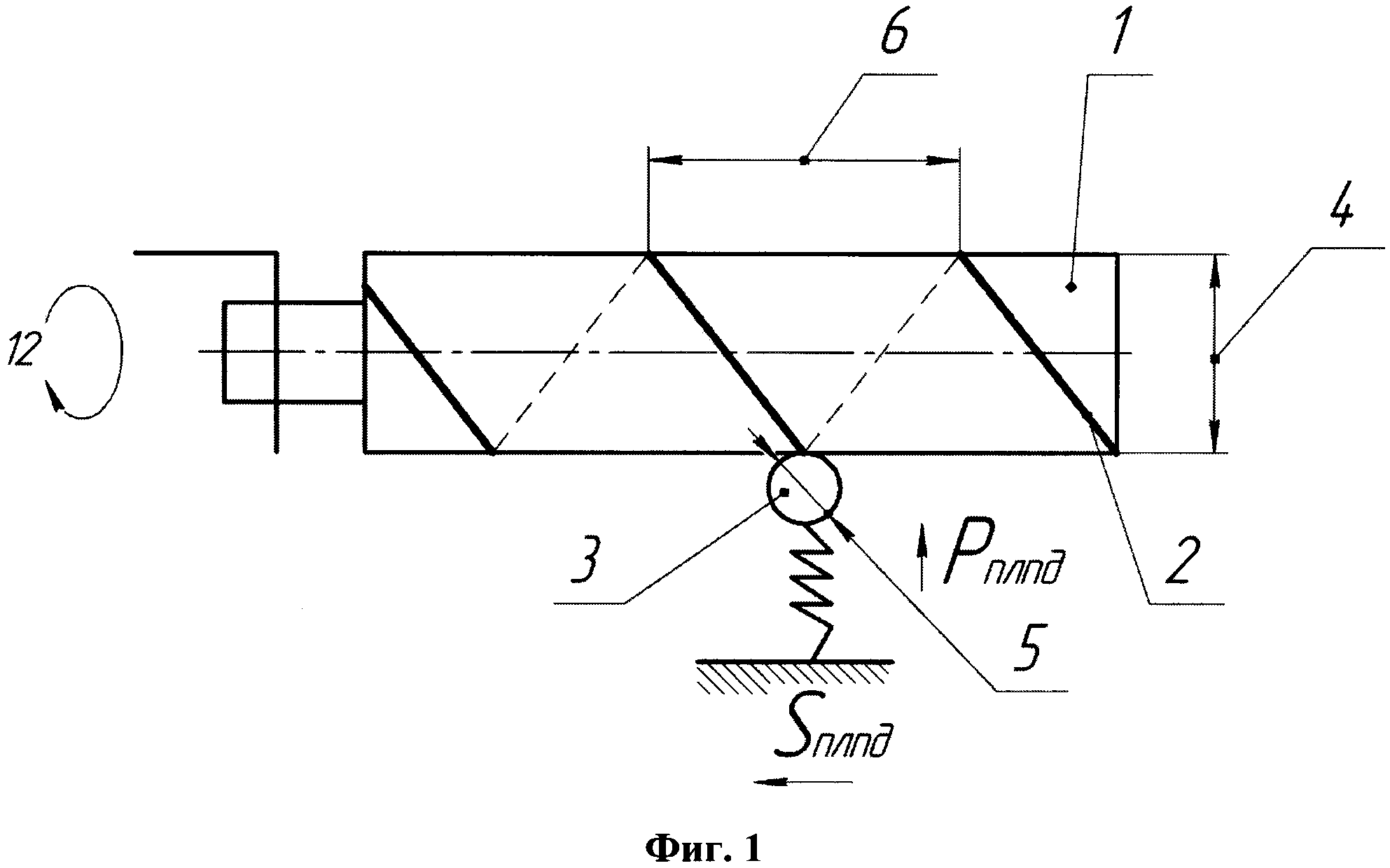
Фиг. 1 - схема предварительного локального воздействия методом пластического деформирования;
Фиг. 2 - структурные изменения в поверхностном слое при предварительном локальном пластическом деформировании;
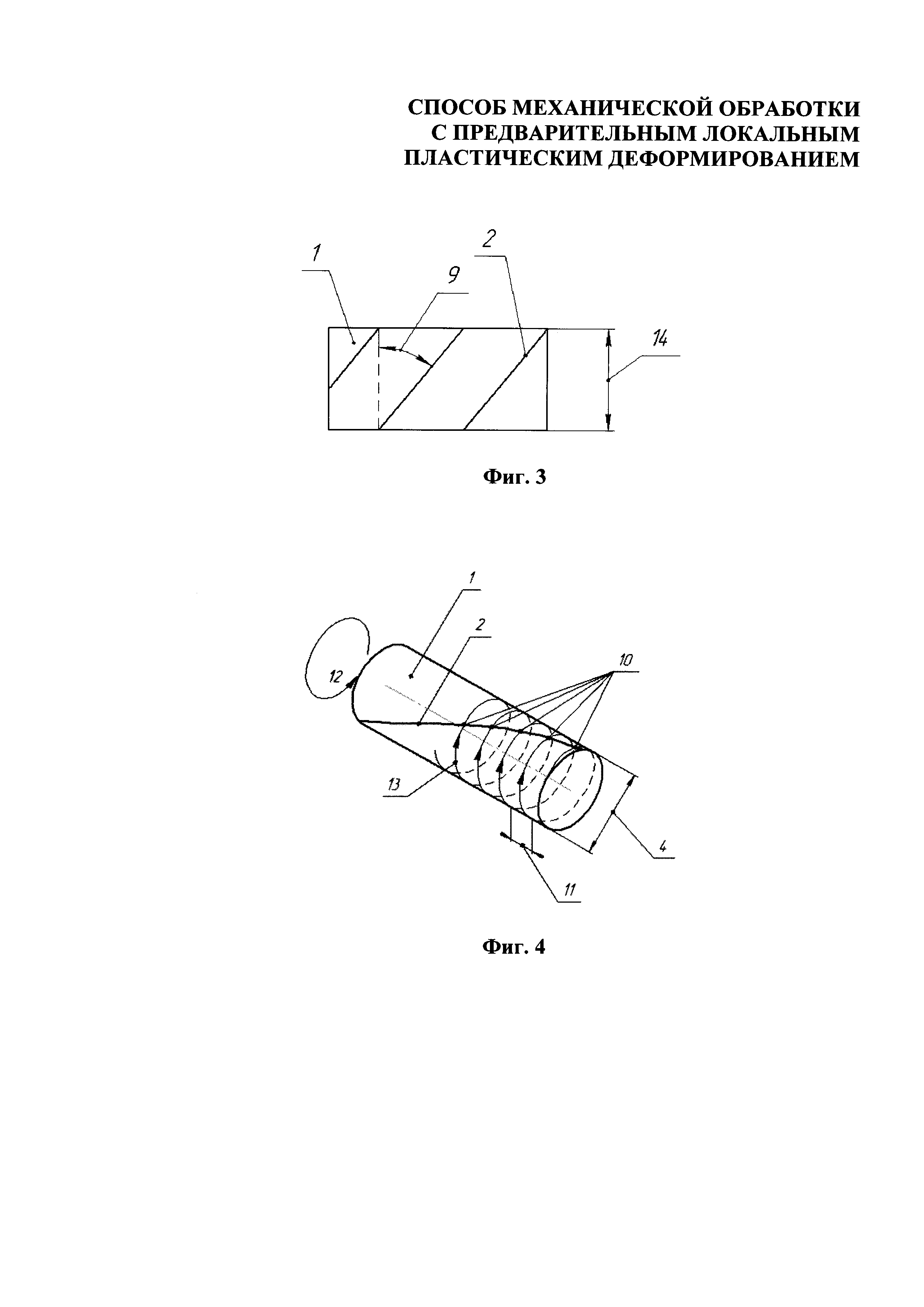
Фиг. 3 - параметры деформированного слоя по отношению к торцевой части заготовки;
Фиг. 4 - процесс лезвийной механической обработки заготовки после создания зоны локального пластического деформирования где:
1 - заготовка;
2 - локальная зона с измененной структурой;
3 - деформирующий шарик;
4 - диаметр заготовки;
5 - диаметр деформирующего шарика;
6 - подача шарика за один оборот заготовки, Sm;
7 - глубина деформации, h;
8 - величина припуска, hпp;
9 - угол наклона деформационного слоя;
10 - точки пересечения плоскости резания с зоной ПЛПД;
11 - подача резания, Sp;
12 - частота вращения заготовки, np;
13 - плоскость резания;
14 - длина окружности заготовки.
Способ осуществляется следующим образом. На этапе подготовки по поверхности заготовки 1 с диаметром 4 перемещается шарик 3 по винтовой траектории с подачей 6, производя давление РПЛПД на поверхность заготовки с постоянной линейной скоростью (фиг. 1), формируя локальную зону деформации 2 со структурой с отличными физико-механическими свойствами от основного материала с углом наклона деформационного слоя 9 на глубину воздействия 7 (фиг. 2). Диаметр шарика 5 выбирается таким образом, чтобы глубина воздействия 7 была достаточна для соответствующих размеров снимаемого припуска 8 (фиг. 2).
На этапе механической обработки заготовка вращается с частотой вращения 12, происходит съем слоя металла резцом с подачей 11 на глубину резания, превышающую или равную толщине предварительного локального пластического деформирования (фиг. 1, 2). Плоскость резания 13 в зоне пересечения линии с предварительным локальным пластическим деформированием образует концентратор напряжений 10 с измененными упругими свойствами по сравнению с исходным материалом. Угол наклона деформационного слоя 9 по отношению к торцевой части заготовки позволяет обеспечить безударное врезание в линию локального пластического деформирования (фиг. 3). Для расчета угла наклона деформационного слоя 9 к торцевой части заготовки требуется создать развертку данной заготовки. Проекции величины подачи локального пластического деформирования и торцевой части заготовки образуют между собой прямоугольный треугольник. Таким образом, угол деформационного слоя 9 определяется по формуле  , где Sm - подача шарика за один оборот заготовки, мм, Dз - диаметр заготовки, мм. Равномерно повторяющиеся очаги деформации создают кратковременные изменения угла сдвига при формировании стружки, тем самым обеспечивая равномерную сегментацию и удаление нароста с режущей кромки инструмента, что положительно сказывается на качестве и точности обработанной поверхности.
, где Sm - подача шарика за один оборот заготовки, мм, Dз - диаметр заготовки, мм. Равномерно повторяющиеся очаги деформации создают кратковременные изменения угла сдвига при формировании стружки, тем самым обеспечивая равномерную сегментацию и удаление нароста с режущей кромки инструмента, что положительно сказывается на качестве и точности обработанной поверхности.
Предлагаемый способ механической обработки заготовки из титанового сплава, включающий предварительное локальное пластическое деформирование, позволяет существенно уменьшить динамические нагрузки на режущий клин инструмента, в результате увеличить стойкость резцов и в следствии повысить точность и качество поверхностного слоя обработанной детали. При таком способе возможна обработка не только труднообрабатываемых пластичных цветных металлов и их сплавов, но и черных сталей и сплавов.
Примеры. Для формирования концентратора напряжения в локальной зоне поверхностного слоя цилиндрической детали (материал титановый деформируемый сплав ПТ-3В, D=120 мм, L=650 мм, производилось создание зоны локального пластического деформирования по винтовой траектории, шариком (материал шарика - ШХ15, HRC 64-66, D=10 мм).
Точение производилось на токарно-винторезном станке 16А20Ф3 проходным резцом с механическим креплением пластины ВК6 с главным углом в плане 45° со скоростью обработки 210 м/мин и продольной подачей 0,1 мм/об.

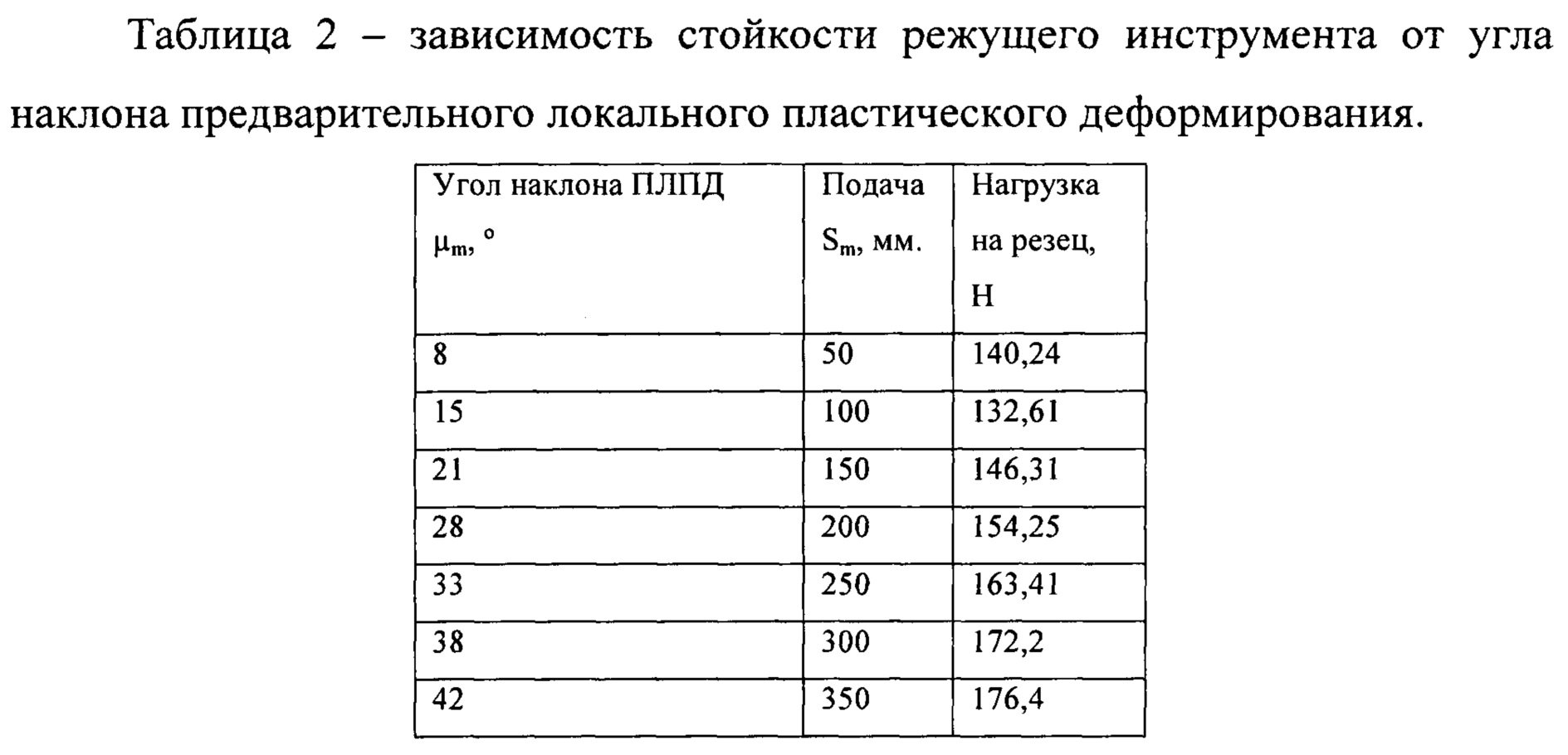
Согласно проведенным экспериментам (табл. 2), выполненным в соответствии с представленной расчетной формулой, выявлена зависимость стойкости режущего инструмента от величины подачи и угла наклона предварительного локального пластического деформирования, что позволило установить оптимальные значения параметров угла наклона (μm=15°) и подачи (Sm=100 мм), обеспечивающие наименьшую нагрузку на режущий клин инструмента, что положительно сказывается на стойкости режущего инструмента и, как следствие, на качестве обработки.
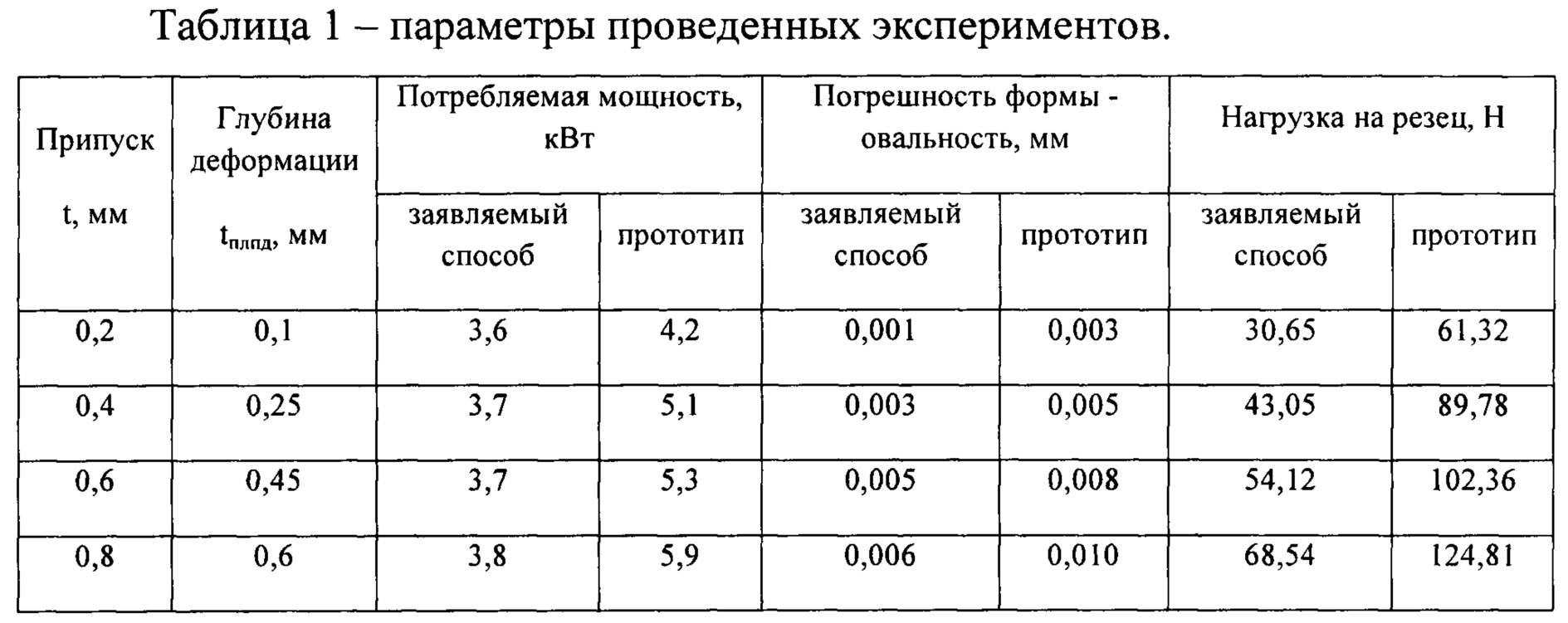
Данные параметры позволили обеспечить снижение энергоемкости процесса, уменьшить нагрузку и увеличить стойкость резца на 45-50% за счет обеспечения безударного вхождения режущего инструмента в зону с локальным пластическим деформированием, что положительно отразилось на стойкости резца, а также увеличить точность и качество поверхностного слоя детали на 35-40% (табл. 1, 2).
Устройство для проветривания забоев проводимых подземных выработок
Способ извлечения лютеция (iii) из растворов солей
Способ мониторинга развития зоны водопроводящих трещин над выработанным пространством на пластовых месторождениях
Устройство для дегазации углеводородного конденсата
Способ изготовления державки режущего инструмента
Вяжущее
Способ извлечения концентратов металлов из нефти
Тяговый электропривод автономного транспортного средства
Забойный скребковый конвейер
Устройство автономного электропитания
Способ механической обработки с дроблением стружки
Способ механической обработки стальной заготовки с дроблением стружки
Способ магнитно-абразивной обработки
Устройство для измерения удельного сопротивления полупроводниковых режущих керамических пластин

