13.02.2018
№218.016.27db
Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТУРБИННЫХ ЛОПАТОК
Вид РИД
Изобретение
№ охранного документа
0001487332
Дата охранного документа
10.01.2014
Аннотация:
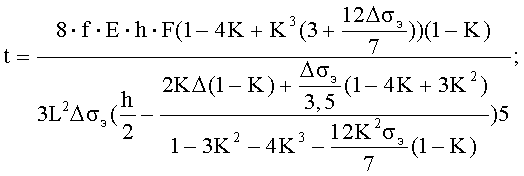
Способ изготовления турбинных лопаток, при котором шлифовальный круг вращают и перемещают эквидистантно поверхности детали, обрабатывают пробную лопатку и определяют направление и величину ее прогиба, а последующую обработку партии лопаток производят с изменением режима по параметрам обработанной пробной лопатки, отличающийся тем, что, с целью повышения точности обработки, после пробного шлифования лопатки определяют глубину распространения остаточных напряжений на поверхности, ставшей после обработки вогнутой, а при обработке партии лопаток при шлифовании поверхности, которая была вогнутой при пробном шлифовании, между кругом и лопаткой пропускают постоянный по знаку электрический ток с потенциалом от потенциала полной пассивации до потенциала перепассивации обрабатываемого металла прямоугольными импульсами частотой в интервале 3,3-50 Гц и длительностью, определяемой по формуле
где K - коэффициент, равный отношение ΔKh;
t - длительность импульсов, с; f - прогиб лопатки (пробной), мм;
E - модуль упругости материала лопатки, кг/мм; h - средняя толщина лопатки, мм;
F - частота импульсов, Гц;
σ - величина корректирующего остаточного напряжения, кг/мм;
L - длина лопатки, мм;
Δ - глубина распространения остаточных напряжений, мм.
Источник поступления информации:
Роспатент
Показаны записи 1-10 из 12.
13.02.2018
№218.016.275a
Способ шлифования турбинных лопаток
Способ шлифования турбинных лопаток, заключающийся в одновременном шлифовании спинки и корыта лопатки двумя шлифовальными кругами, перемещаемыми по эквидистанте профиля лопатки, отличающийся тем, что, с целью повышения точности профиля лопаток за счет снижения их коробления, определяют...
Тип: Изобретение
Номер охранного документа: 0001098163
Дата охранного документа: 10.01.2014
13.02.2018
№218.016.2776
Способ шлифования
1. Способ шлифования, при котором на обрабатываемом изделии предварительно создают растягивающие напряжения, а абразивный инструмент в процессе обработки перемещают по эквидистанте профиля изделия, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения...
Тип: Изобретение
Номер охранного документа: 0001304285
Дата охранного документа: 10.01.2014
13.02.2018
№218.016.2779
Устройство для подвода смазочно-охлаждающей жидкости (сож) к шлифовальному кругу
Устройство для подвода смазочно-охлаждающей жидкости (СОЖ) к шлифовальному кругу по авт. свид. № 1289012, отличающееся тем, что, с целью повышения производительности за счет уменьшения времени на регулирование зазора между рабочими поверхностями корпуса и круга, оно снабжено установленным на...
Тип: Изобретение
Номер охранного документа: 0001343702
Дата охранного документа: 10.01.2014
13.02.2018
№218.016.2782
Устройство для шлифования сложных поверхностей
Устройство для шлифования сложных поверхностей, содержащее размещенный на горизонтально расположенной оси копир, ролик, установленный с возможностью поворота вокруг вертикальной оси, и шлифовальный круг, отличающееся тем, что, с целью повышения точности обработки, оно снабжено вторым копиром,...
Тип: Изобретение
Номер охранного документа: 0001378221
Дата охранного документа: 10.01.2014
13.02.2018
№218.016.278f
Способ шлифования турбинных лопаток
Способ шлифования турбинных лопаток по авт. св. № 1133800, отличающийся тем, что, с целью повышения точности обработки, в конце цикла обработки осуществляют выхаживание шлифовальным кругом, плоскость вращения которого разворачивают вокруг нормали к поверхности лопатки на угол α, величину...
Тип: Изобретение
Номер охранного документа: 0001398268
Дата охранного документа: 10.01.2014
13.02.2018
№218.016.27cd
Способ шлифования турбинных лопаток
Способ шлифования турбинных лопаток, при котором шлифовальному кругу сообщают вращение вокруг его оси и следящее движение относительно обрабатываемой поверхности, отличающийся тем, что, с целью повышения точности обработки, следящее движение круга осуществляют путем разворота его вокруг...
Тип: Изобретение
Номер охранного документа: 0001490841
Дата охранного документа: 10.01.2014
13.02.2018
№218.016.27de
Способ шлифования турбинных лопаток
Способ шлифования турбинных лопаток по копиру, при котором шлифовальный круг перемещают по эквидистанте профиля лопатки и прикладывают к ней растягивающую нагрузку, отличающийся тем, что, с целью повышения точности обработки, шлифуют пробную лопатку, определяют направление и величину прогиба, а...
Тип: Изобретение
Номер охранного документа: 0001176537
Дата охранного документа: 10.01.2014
13.02.2018
№218.016.27fc
Способ шлифования турбинных лопаток
Способ шлифования турбинных лопаток, при котором вращают и перемещают на эквидистанте профиля лопатки шлифовальный круг с профилем в виде дуги окружности, отличающийся тем, что, с целью повышения точности обработки за счет снижения остаточных деформаций, шлифовальный круг разворачивают вокруг...
Тип: Изобретение
Номер охранного документа: 0001133800
Дата охранного документа: 10.01.2014
13.02.2018
№218.016.280a
Способ шлифования турбинных лопаток
Способ шлифования турбинных лопаток, при котором лопатке сообщают вращение вокруг ее оси, поступательное движение вдоль этой оси, а шлифовальному кругу и лопатке - относительное строчечно-поперечное перемещение по эквидистанте профиля, отличающийся тем, что, с целью повышения точности...
Тип: Изобретение
Номер охранного документа: 0001193922
Дата охранного документа: 10.01.2014
13.02.2018
№218.016.2810
Способ шлифования турбинных лопаток
Способ шлифования турбинных лопаток по авт.св. № 1133800, отличающийся тем, что, с целью повышения стойкости шлифовального круга, при каждом последующем проходе поверхности спинки и корыта лопатки круг разворачивают вокруг нормали на угол, равный по величине, но противоположный по знаку, углу...
Тип: Изобретение
Номер охранного документа: 0001228375
Дата охранного документа: 10.01.2014

