Результат интеллектуальной деятельности: Способ получения адаптивного износостойкого покрытия Ti-Al-Mo-N для защиты от изнашивания в меняющихся условиях трения
Вид РИД
Изобретение
Изобретение относится к составам и способам получения износостойких покрытий для защиты от изнашивания и может быть использовано в парах трения в машиностроении, металлообработке и нефтедобыче.
Нанесение покрытий может существенно повысить надежность и работоспособность изделий, что повсеместно практикуется на сегодняшний день. Износ изделий, работающих в условиях трения, является многопараметрической характеристикой, которая определяется видом изнашивания (механическое, молекулярно-механическое, коррозионно-механическое и др.); видом трения, реализующимся в паре (трение качения, скольжения и т.д.); наличием в зоне контакта трущихся деталей абразивных частиц; термическими условиями трения и прикладываемой нагрузкой (как ее величиной, так и условиями приложения - будет ли она постоянна или знакопеременна). С учетом этого факта появляется потребность создания таких защитных покрытий, которые будут обладать спектром свойств, позволяющим им эффективно работать в меняющихся условиях внешнего воздействия, меняя свои характеристики, то есть проявляя возможность адаптации.
Ионно-плазменные вакуумно-дуговые покрытия TiN, обладающие твердостью 22-25 ГПа, жаростойкостью до 600°C и обладающие, как правило, столбчатой структурой, до недавнего времени находили широкое применение для упрочнения режущего инструмента. Эти покрытия хорошо проявляют себя в условиях постоянных нагрузок, но недостаточно стойки в условиях знакопеременных нагрузок за счет относительно невысокой работы пластического деформирования (около 40%). Также эти покрытия обладают сравнительно высоким коэффициентом трения (0,7).
Используется большое количество методик по улучшению износостойких характеристик таких покрытий путем модификации их состава и структуры.
Известен способ осаждения сложного кубического нитрида титана, содержащего алюминий, (AlxTil-x)N (US 8409702 В2, опубликован 2.04.2013) в пределах от х=0,46 до 0,52. При этом твердость покрытий возрастает до 31,5 ГПа.
Эти покрытия характеризуются нестабильностью состава. При повышении температуры в зоне контакта они имеют тенденцию к фазовому превращению с образованием гексагональной фазы AlN. При этом существенно ухудшаются механические, а значит эксплуатационные свойства покрытия, уменьшается его стойкость.
Известны способы осаждения многослойных покрытий TiN/TiAlN (RU 27099 U1, опубликован 10.01.2003) и TiAlNx с чередованием слоев различной стехиометрии (US 5330853 A, опубликован 19.07.1994). Отмечается повышение стойкости и производительности режущего инструмента с использованием данных покрытий.
Недостатком этих способов является невысокая твердость и трещиностойкость покрытия из-за низкого уровня остаточных сжимающих напряжений.
Известен способ получения PVD-покрытия на основе нитрида титана и молибдена TiMoN (CN 102650030 A, опубликован 29.08.2012). Данные покрытия обладают твердостью до 36 ГПа и сравнительно низким коэффициентом трения (до 0,39) с износом, достигающим 10-5 мм3/Н⋅м за счет явления адаптации к трению в виде образования твердой смазывающей фазы МоО3 в зоне трения при работе.
Недостатком способа является то, что высокие трибологические свойства покрытий достигаются за счет введения больших количеств молибдена. Это отражается в том, что его окисление и образование МоО3 в процессе трения хоть и приводит к снижению коэффициента трения, но также вызывает разупрочнение покрытия и сильный износ. Так, составы с низким коэффициентом трения отличаются высоким износом, а составы, отличающиеся низким износом, демонстрируют высокий коэффициент трения (состав с соотношением Ti:Mo, равным 57:43, имеет коэффициент трения 0,57, износ 1,27⋅10-5 мм3/Н⋅м, а состав с соотношением Ti:Mo, равным 25:75, имеет коэффициент трения 0,39, износ 3,24⋅10-3 мм3/Н⋅м).
Наиболее близким к предлагаемому составу являются многослойные покрытия на основе нитридов титана и молибдена, описанные в патенте US 2010119819 А1, опубликованном 13.05.2010. В этом способе методом магнетронного распыления получены покрытия слоистой архитектуры с чередованием слоев TiN и MoN толщиной не выше 100 нм. Твердость покрытий достигает 34 ГПа, а их коэффициент трения - 0,43.
Недостатком данного способа является то, что при получении покрытий методом магнетронного распыления степень ионизации и энергия осаждаемых частиц значительно ниже, чем при ионно-плазменном вакуумно-дуговом осаждении, что обычно проявляется в виде пониженной адгезионной прочности сцепления покрытия с подложкой.
Технический результат изобретения заключается в повышении стойкости покрытого изделия к изнашиванию в различных условиях внешнего воздействия.
Указанный результат достигается применением метода ионно-плазменного вакуумно-дугового осаждения и формированием на твердосплавном изделии покрытия многослойной структуры, состоящей из слоев на основе сложного нитрида TiAlN (с низким содержанием Al, не приводящим к снижению вязкости, но достаточным для повышения уровня микродеформаций решетки и повышения твердости) и Mo2N. Получаемые покрытия обладают нанокристаллической структурой с размером слоев порядка 40 нм, что обеспечивает высокие физико-механические характеристики (твердость, вязкость) наряду с высокими трибологическими характеристиками, обеспечиваемыми наличием молибденсодержащей фазы и возможностью образования в зоне трения твердой смазки МОО3. Изобретение поясняется чертежами
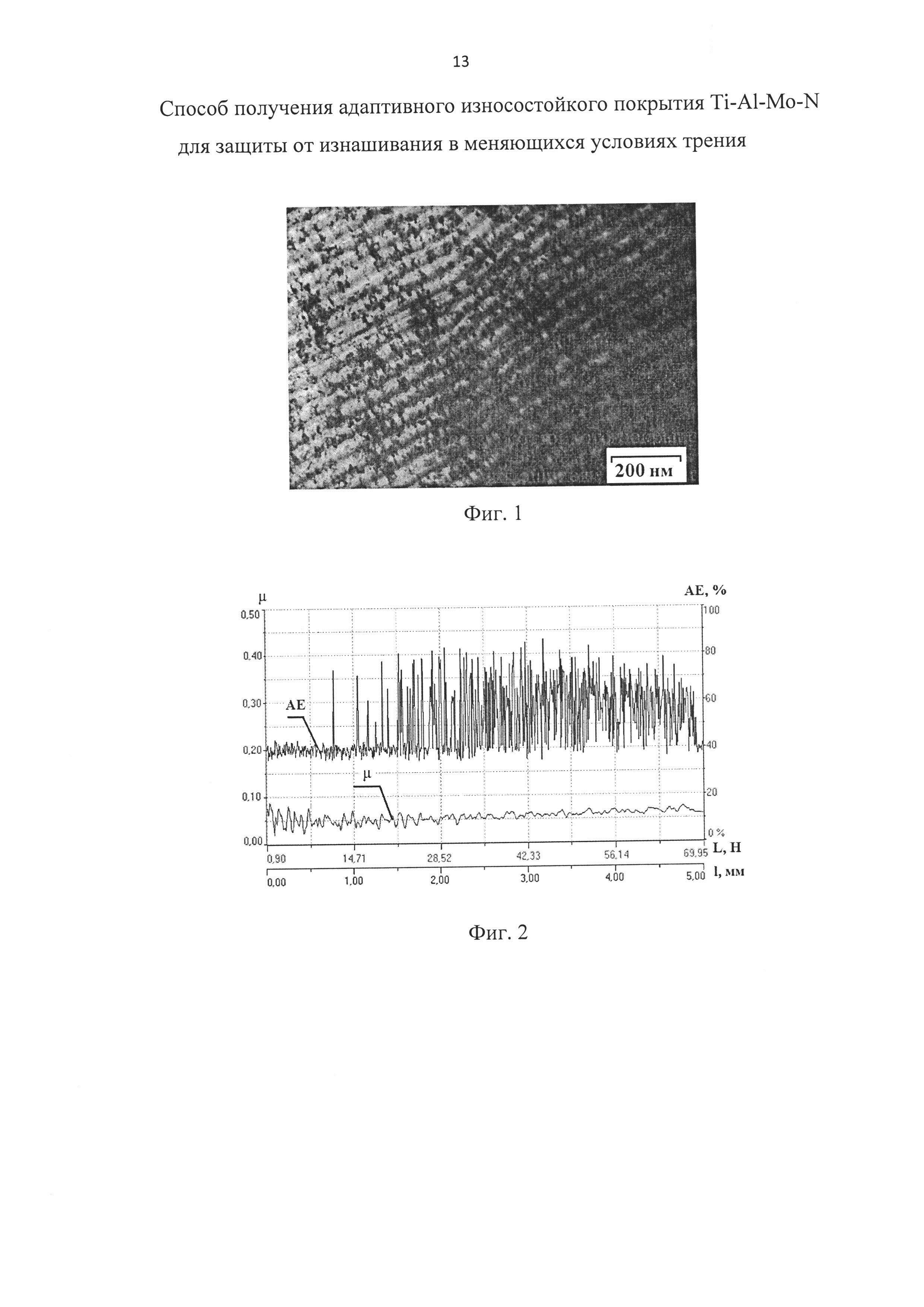
На фигуре 1 показана структура поперечного сечения ионно-плазменного вакуумно-дугового покрытия Ti-Al-Mo-N.
На фигуре 2 показана характерная зависимость коэффициента трения (μ) и относительной интенсивности сигнала акустической эмиссии (АЕ, %) от длины царапины и прикладываемой нагрузки при скретч-тестировании образцов с покрытием, полученных в примере 1.
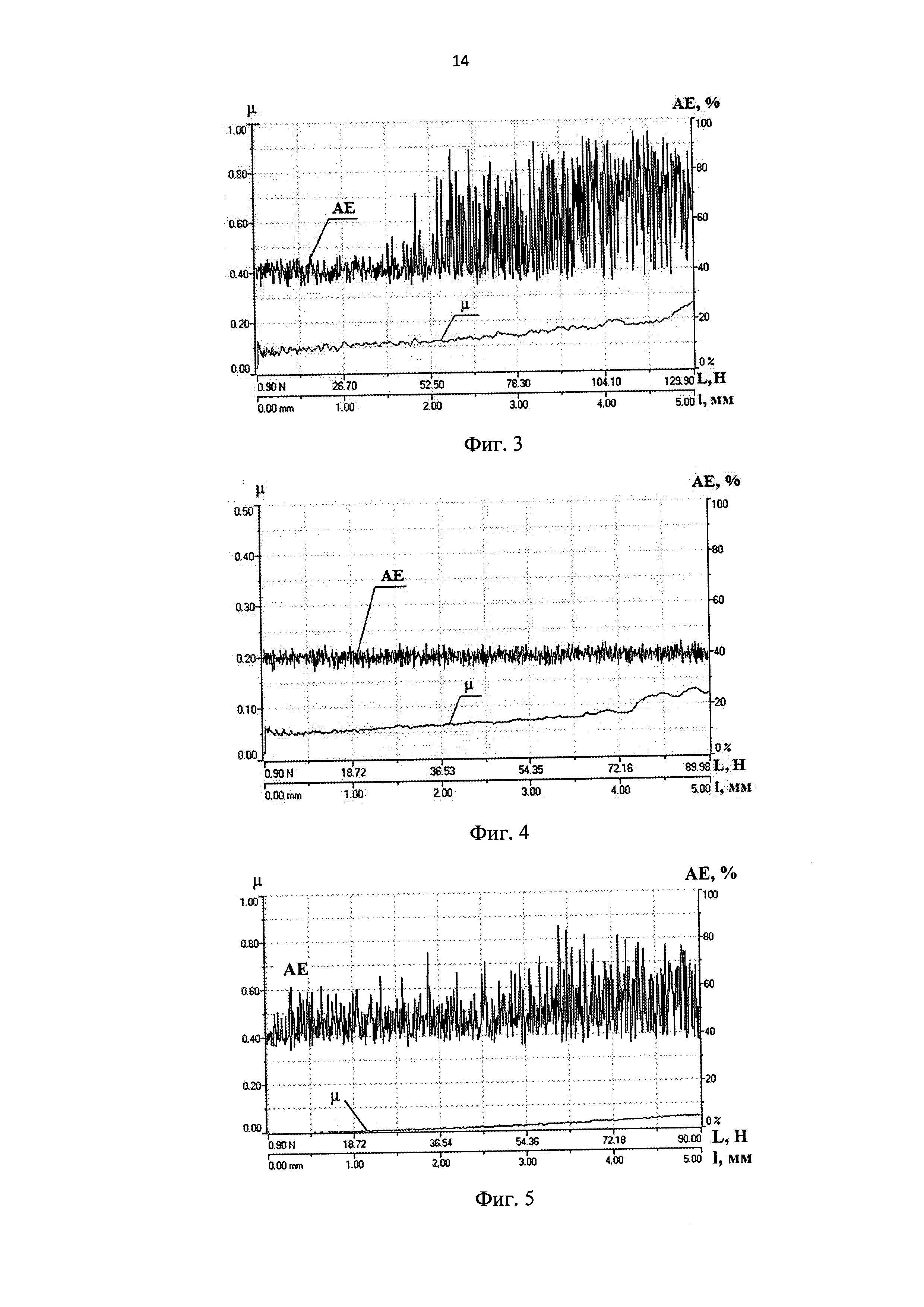
На фигуре 3 показана характерная зависимость коэффициента трения (μ) и относительной интенсивности сигнала акустической эмиссии (АЕ, %) от длины царапины и прикладываемой нагрузки при скретч-тестировании образцов с покрытием, полученных в примере 2.
На фигуре 4 показана характерная зависимость коэффициента трения (μ) и относительной интенсивности сигнала акустической эмиссии (АЕ, %) от длины царапины и прикладываемой нагрузки при скретч-тестировании образцов с покрытием, полученных в примере 3.
На фигуре 5 показана характерная зависимость коэффициента трения (μ) и относительной интенсивности сигнала акустической эмиссии (АЕ, %) от длины царапины и прикладываемой нагрузки при скретч-тестировании образцов с покрытием, полученных в примере 4.
На фигуре 6 показано пятно разрушения покрытия TiAlN-Mo2N при многоцикловом ударном воздействии.
На фигуре 7 показано пятно разрушения покрытия TiAlN-Mo-Mo2N при многоцикловом ударном воздействии.
Изобретение осуществляется следующим образом.
Покрытия наносятся методом ионно-плазменного вакуумно-дугового осаждения при помощи установки Булат-ННВ 6.6-И1, оснащенной сепараторами капельной фазы, с использованием двухкатодной системы в атмосфере азота. Применяются катоды из сплава ВТ5 (5 масс. % Al и 95 масс. % Ti) и молибдена. Ток испаряющих дуг (I) составляет величины 135 А на катоде из сплава ВТ5 и 100 А на катоде из молибдена, что обеспечивает содержание капельной фазы в покрытии не более 3%. Отрицательное напряжение смещения (Ub), подаваемое на подложку, составляет от -80 до -140 В. Этот интервал соответствует нанесению покрытия в режиме осаждения ионов на поверхности подложки. Более высокие значения потенциала смещения, сопровождающиеся повышенной энергией напыляемых частиц, могут приводить к интенсификации процессов распыления осаждаемого материала с поверхности подложки. Значения Ub ниже границы в 80 В приводят к недостаточной энергии напыляемых частиц и отсутствию нитридообразования молибдена при осаждении покрытия. Парциальное давление реакционного газа азота в рабочей камере равняется 0,3-0,5 Па. Значения давления ниже 0,3 Па также не приводят к образованию нитридов молибдена при осаждении, а при давлении, превышающем 0,5 Па, происходит формирование пористости в покрытии.
Покрываемое изделие помещают в вакуумную камеру установки. Перед нанесением покрытия подложку предварительно подвергают очистки ионной бомбардировкой в течение 5-10 минут. Затем путем испарения вакуумной дугой со значениями тока в 100-135 А катодов в атмосфере реакционного газа-азота производят напыление покрытия на подложку при подаче на нее отрицательного потенциала в диапазоне Ub=80-140 В. При осаждении покрытия происходит вращение подложек со скоростью 1 об/мин. Использование методики вращения образцов при нанесении покрытий обеспечивает формирование слоистой архитектуры за счет поочередного пребывания подложки в зоне испарения каждого из катодов. Концентрацию элементов и фазовый состав в сформированном покрытии меняют изменением давления реакционного газа-азота и потенциала смещения, влияющего на энергию напыляемых ионов и их реакционную способность. При этом регламентируется оптимальное содержание молибдена в износостойком покрытии порядка 20% (ат.) и формирование нитрида молибдена состава MO2N. Данный состав обеспечивает покрытие оптимальными трибологическими характеристиками при комнатной и повышенной температуре (коэффициент трения 0,35 с износом порядка 10-8 мм3/Н⋅м и возможность образования смазывающего слоя даже при трении в условиях комнатной температуры). Формирование в составе покрытия именно нитрида Mo2N объясняется более низкой температурой его окисления до МоО3 по сравнению с MoN (225°C против 350°C), что определяет большую вероятность образования твердой смазывающей прослойки при пониженных температурах работы изделия. Получаемые покрытия обладают высокими значениями твердости (до 40 ГПа) и вязкости (относительная работа пластического деформирования 60%), характеризуются высокой адгезией к субстрату и когезионным характером разрушения без значительного растрескивания и отслаивания материала покрытия от подложки.
Предлагаемое изобретение иллюстрируется следующими примерами. Покрытия Ti-Al-Mo-N наносилось на твердосплавные квадратные пластины ВК6НСТ без центрального отверстия размером 12,7×12,7×4,75 мм (SNUN 120408).
Пример 1
Напыление покрытий серии №1 производилось методом магнетронного распыления по параметрам, указанным в описании прототипа. Ток на титановых мишенях составлял 8 А, на Мо - 2,1 А.
Пример 2
Напыление покрытий серии №2 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью двух катодов: из сплава ВТ5 и Мо, оснащенных сепараторами капельной фазы. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки - 550-600°C, катодный ток -135 и 100 А на катодах ВТ5 и Мо соответственно, опорное напряжение -120 В, реакционная атмосфера - азот при начальном давлении 0,3 Па.
Пример 3
Напыление покрытий серии №3 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»), Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью двух катодов: из сплава ВТ5 и Мо, оснащенных сепараторами капельной фазы. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки - 550-600°C, катодный ток -135 и 100 А на катодах ВТ5 и Мо соответственно, опорное напряжение -120 В, реакционная атмосфера - азот при начальном давлении 0,5 Па.
Пример 4
Напыление покрытий серии №4 производилось методом ионно-плазменного напыления на установке ННВ-6.6-И1 (типа «Булат»). Процесс осуществлялся в среде реакционного газа - азота.
Ионно-плазменный поток формировался с помощью двух катодов: из сплава ВТ5 и Мо, оснащенных сепараторами капельной фазы. Между корпусом установки (анодом) и катодами генерировалась электрическая дуга, в которой синтезировалась плазма. Для экстракции ионов из плазменного потока и их ускорения в направлении подложки на твердосплавные пластины подавался отрицательный потенциал смещения (опорное напряжение). Процесс проводился при следующих параметрах: температура подложки - 550-600°C, катодный ток -135 и 100 A на катодах ВТ5 и Мо соответственно, опорное напряжение -80 B, реакционная атмосфера - азот при начальном давлении 0,5 Па.
Для исследования полученных в указанных выше примерах образцов использовались следующие методики.
Исследование структуры покрытий осуществлялось с применением ПЭМ JEM-1400 (JEOL, Япония).
Элементный состав покрытий исследован при помощи метода энергодисперсионной спектрометрии с применением приставки к РЭМ JED-2300F (JEOL, Япония).
Фазовый анализ покрытий проводился на рентгеновском дифрактометре D8 Discover (Bruker-AXS, Германия). Источником рентгеновского излучения являлась рентгеновская трубка с медным анодом (излучение CuKa).
Твердость покрытий и относительную работу пластической деформации определяли методом измерительного индентирования при малых нагрузках, по методу Оливера и Фарра при помощи микроиндентометра Micro-Hardness Tester (CSM Instruments, Швейцария). Индентирование проводилось в динамическом режиме при постоянно возрастающей нагрузке.
Для определения адгезионной/когезионной прочности в системе «покрытие-подложка» использовался метод измерительного царапания. Испытания проводились при помощи скретч-тестера Revetest (CSM Instruments, Швейцария). На поверхность покрытия алмазным сферическим индентором типа «Rockwell С» с радиусом закругления 200 мкм наносились царапины длиной 5 мм при непрерывно нарастающей нагрузке со скоростью 90 Н/мин. Одновременно осуществлялась регистрация из зоны контакта индентора и покрытия акустической эмиссии (АЕ) и коэффициента трения (μ). В процессе испытаний проводились микроскопические наблюдения характера разрушения материала покрытия.
Исследования трибологических свойств покрытий проводились с помощью автоматизированной машины трения Tribometer (CSM Instruments, Швейцария) по схеме «стержень-диск». Испытания проводились в воздушной среде с использованием контртела из Al2O3 при приложении нагрузки 5 Н, скорости движения 10 см/с, длине пути трения 100 м при температурах 20 и 500°C. Исследования зон износа на образцах осуществлялись на оптическом профилометре. После трибологических испытаний химический состав и энергия связи элементов фаз в дорожках трения были исследованы методом РФЭС.
Циклические ударно-динамические эксперименты покрытий в системе Ti-Al-Mo-N, осажденных на подложки из твердого сплава ВК6, проводились на импакт-тестере CemeCon (AG, Германия). Поршень импакт-тестера, на котором закреплен держатель для контртела, обеспечивал циклическую нагрузку в 1000 Н с приложением 105 циклов с частотой 50 Гц. Во время испытаний зона деформации образца охлаждается с помощью сжатого воздуха. В качестве контртела использовался шарик из твердого сплава ВК6 диаметром 5 мм.
Получаемые покрытия имеют толщину около 4 мкм, характеризуются нанокристаллической слоистой структурой со средним размером зерна порядка 30-40 нм. Толщина слоев сопоставима с размером зерна. Наблюдается прорастание отдельных зерен через границы соседних слоев (фигура 1).
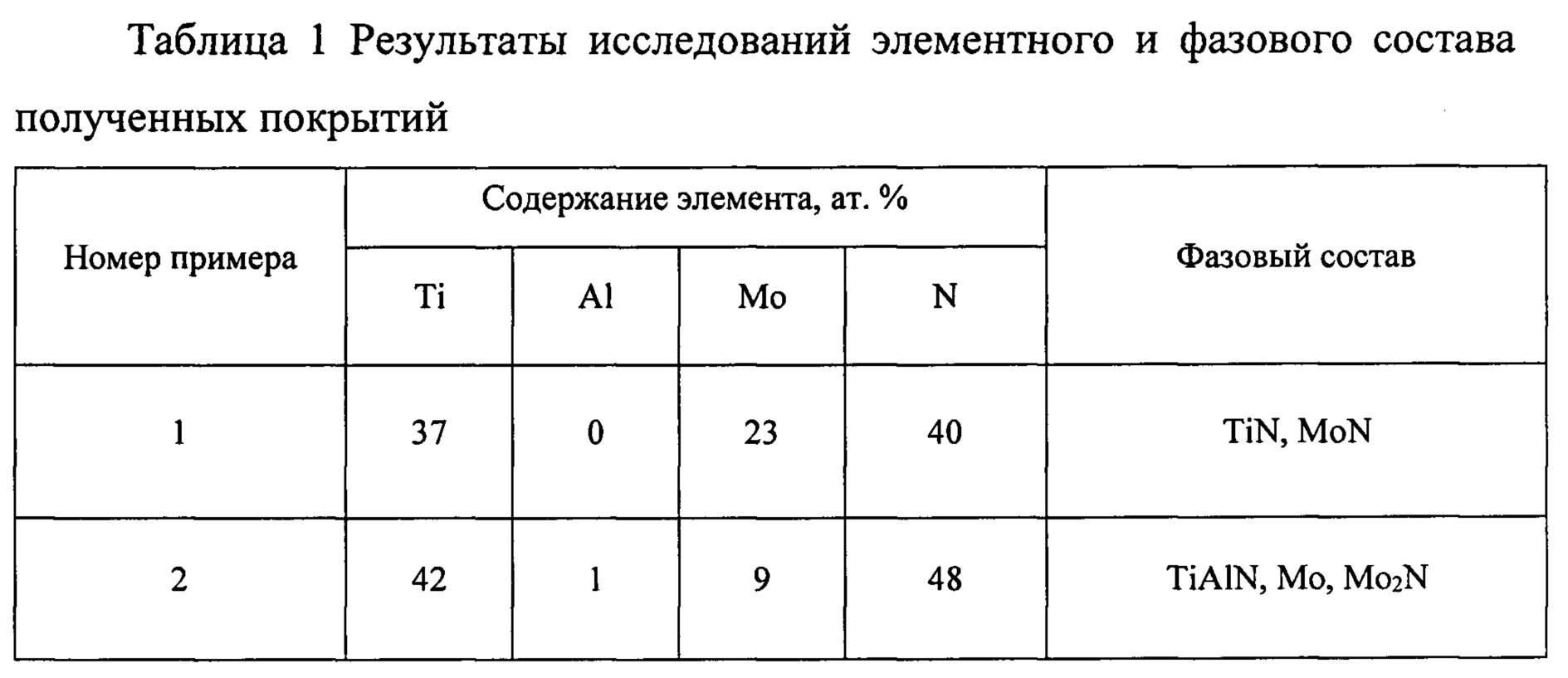
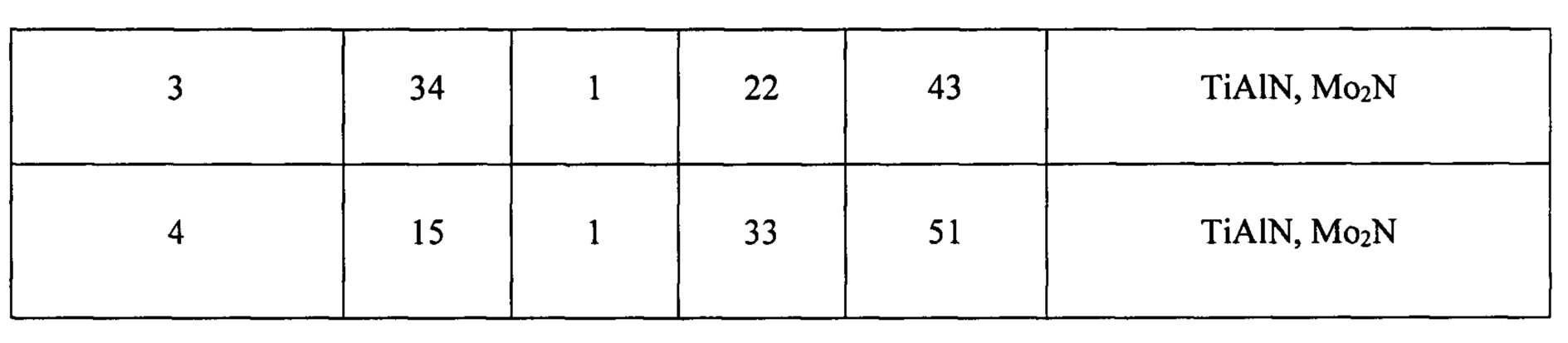
Повышение P(N2) с 3⋅10-1 Па до 5⋅10-1 Па сопровождается снижением концентрации титана и повышением содержания молибдена в покрытии (табл. 1).
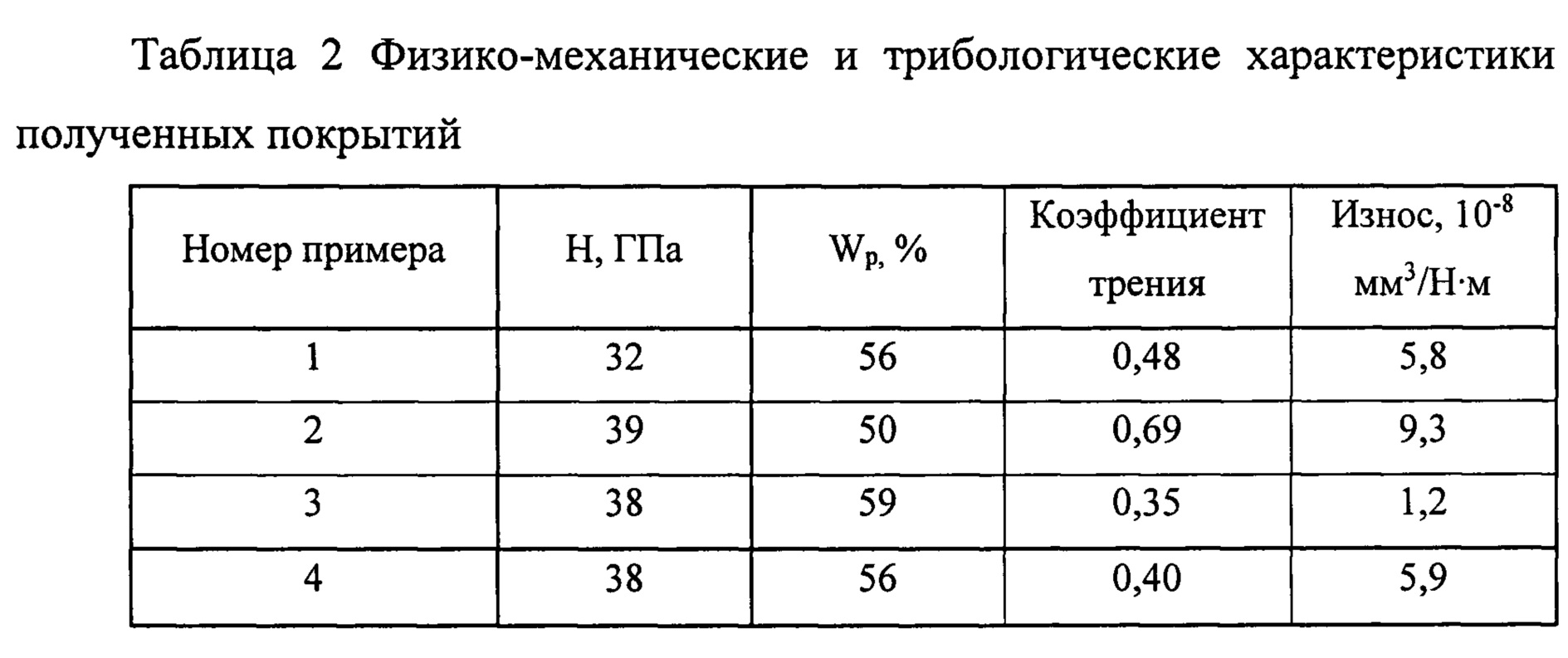
Покрытие Ti-Al-Mo-N, полученное методом ионно-плазменного вакуумно-дугового осаждения, характеризуется твердостью, превышающей твердость прототипа (38 ГПа против 32 ГПа, табл. 2) за счет добавления в состав Al.
Ионно-плазменное вакуумно-дуговое покрытие демонстрирует более высокую адгезионную прочность, что следует из результатов измерительного царапания (фиг. 2-5). В случае покрытия TiN/MoN, полученного магнетронным осаждением (фиг. 2), наблюдается появление первых трещин при нагрузке на индентор Lc1 в 16 Н, что видно по характеру изменения акустической эмиссии, и адгезионный характер разрушения с отслаиванием материала покрытия от подложки. Покрытие TiAlN/Mo2N с 22 ат. % Мо (фиг. 4) разрушается когезионно, без значительного растрескивания и отслаивания материала покрытия от подложки. Покрытие, содержащее 8 ат. % Мо (фиг. 3), также не проявляет признаков адгезионного разрушения, но характеризуется появлением трещин в покрытии при нагрузке на индентор Lc1 более 50 Н, что говорит о меньшей его вязкости по сравнению с покрытием, содержащим 22 ат. % Мо. В случае 33 ат. % Мо первая трещина появляется при Lc1=14 Н (фиг. 5), а интенсивное растрескивание наблюдается при 30 Н. Достижение подложки индентором происходит при нагрузке LC3 порядка 70 Н. Таким образом, оптимальным содержанием Мо в заявленных покрытиях составляет 22 ат. %.
Трибологические свойства покрытий приведены в табл. 2. Показанные данные подтверждают вывод об оптимальном содержании Мо в покрытии Ti-Al-Mo-N. В случае низкого содержания молибдена не происходит формирования пленки из твердой смазывающей фазы на трущихся поверхностях, что приводит к высокому коэффициенту трения (0,69), а увеличенное содержание Мо вызывает повышенный износ покрытия.
При 500°C ионно-плазменные покрытия Ti-Al-Mo-N демонстрируют коэффициент трения порядка 0,45-0,5 с повышнием износа до 1,6 10-6 в случае 9 ат. % Мо и отсутствием износа (налипанием продуктов изнашивания контртела Al2O3 на поверхность образца) в случае 22 и 33 ат. % Мо. Высокие трибологические свойства при нагреве сохраняются за счет образования твердой смазки MoO3 на трущихся поверхностях образцов.
Помимо трибологических свойств покрытие TiAlN/Mo2N (пример 3) проявляет большую усталостную прочность и не разрушается после многоциклового ударного нагружения. При исследовании методом СЭМ покрытия в месте пятна воздействия не было обнаружено трещин, его дно выглядит ровным (фиг. 6), без очагов питтинга, как это было в случае состава TiAlN-Mo-MO2N (фиг.7). В то же время наблюдается выглаживание ячеистой структуры покрытия в зоне ударного воздействия, что говорит о пластичности покрытия и высокой его сопротивляемости к зарождению и распространению трещин, а также к хрупкому разрушению.
Способ получения износостойкого покрытия на основе TiN с добавлением Мо методом PVD на твердосплавном изделии, отличающийся тем, что покрытие наносится ионно-плазменным вакуумно-дуговым осаждением послойно при вращении подложек с поочередным осаждением материала катодов ВТ5 и Мо дугами с током в 135 и 100 А соответственно и приложением к покрываемому изделию отрицательного потенциала смещения в диапазоне 80-140 В в атмосфере смеси газов аргона и азота с парциальным давлением последнего 0,3-0,5 Па.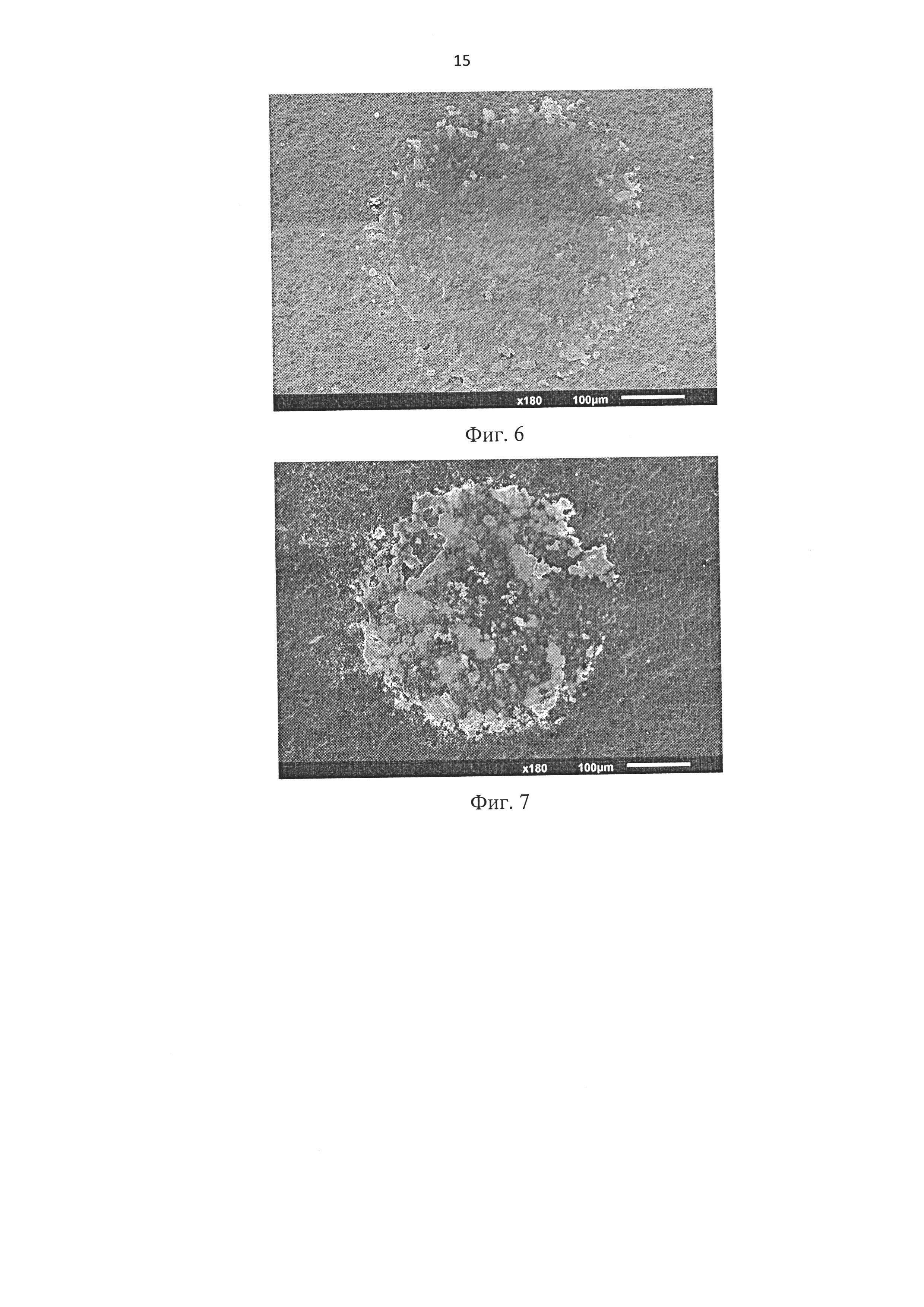
Способ вакуумного ионно-плазменного нанесения многослойного износостойкого покрытия для режущего инструмента
Способ изготовления твердого сплава с регулированием распределения и количества углерода в его объеме
Способ "гибридного" получения износостойкого покрытия на режущем инструменте
Способ получения ионно-плазменного вакуумного-дугового керамикометаллического покрытия tin-cu для твердосплавного режущего инструмента расширенной области применения
Оправка прошивного стана
Способ изготовления струеформирующих сопел
Усиливающий сверхпроводящий метаматериал
Способ акустического каротажа
Способ извлечения золота из руд
Способ защиты поверхности сляба из низколегированной стали перед его нагревом в методической печи под прокатку
Способ вакуумного ионно-плазменного нанесения многослойного износостойкого покрытия для режущего инструмента
Способ изготовления твердого сплава с регулированием распределения и количества углерода в его объеме
Способ "гибридного" получения износостойкого покрытия на режущем инструменте
Способ получения ионно-плазменного вакуумного-дугового керамикометаллического покрытия tin-cu для твердосплавного режущего инструмента расширенной области применения
Оправка прошивного стана
Способ изготовления струеформирующих сопел
Усиливающий сверхпроводящий метаматериал
Способ акустического каротажа
Способ извлечения золота из руд
Способ защиты поверхности сляба из низколегированной стали перед его нагревом в методической печи под прокатку

