Результат интеллектуальной деятельности: СПОСОБ ХАРАКТЕРИЗАЦИИ ДЕТАЛИ, ИЗГОТОВЛЕННОЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение находится в области способов характеризации деталей, изготовленных из композитного материала, в машиностроении, в частности в авиационной промышленности.
Уровень техники
Наряду с тем, что заданная деталь разрабатывается, необходимо знать содержание волокна и содержание смолы в заданной зоне детали. Чтобы это сделать, как известно, измеряют скорость распространения и затухания продольной ультразвуковой волны, проходящей через деталь.
Одним способом измерения этих величин является использование ультразвукового преобразователя в приемопередающем режиме. Внимание тогда уделяют зоне детали, которая определяется взаимно параллельными, передней и задней поверхностями. Продольную волну направляют так, чтобы распространялась перпендикулярно двум поверхностям, частично отражаясь и, также, затухая в материале детали. Таким образом, наблюдают первый сигнал (эхо), приходящий от передней поверхности, а также второй сигнал (эхо), приходящий от задней поверхности, и называемый отраженным сигналом. Преобразователь получает отраженную волну, и, тогда, возможно путем наблюдения двух отраженных компонентов проследить и скорость распространения, и затухание волны в материале.
Все-таки, такое решение является непригодным для материалов, которые сильно поглощают ультразвуковые волны. Это применяется, например, к трехмерным 3D тканевым композитам со структурой, которая является негомогенной и анизотропной. Для деталей промышленных толщин не видно никакого отраженного сигнала в записях, сделанных на таких материалах из-за сильного поглощения.
Таким образом, необходимо разработать способ, пригодный для применения к деталям, изготовленным из композитных материалов, и дающий возможность характеризовать большое число деталей независимо от их толщины или их поглотительной сущности.
Раскрытие изобретения
Изобретение относится к способу характеризации детали, изготовленной из композитного материала, причем способ включает в себя этап определения характеристики прохождения продольной ультразвуковой волны по пути внутри детали, и отличается тем, что измеряют время прохождения волны, пропущенной деталью.
С помощью этой технологии преодолевается проблема, связанная с отсутствием отраженного сигнала в измерениях в приемопередаточном режиме.
Согласно преимущественной характеристике, время прохождения пропущенной волны измеряют путем наблюдения начала волны.
С помощью этой характеристики возможно игнорировать значительно усиленные проблемы фазового сдвига и деформации синусоидального сигнала используемой ультразвуковой волны, вызванные толстыми материалами, или вызванные сложной негомогенной, а также анизотропной структурой определенных композитных материалов.
При осуществлении определяют скорость распространения продольной ультразвуковой волны, проходящей в детали.
Это обеспечивает информацию, которая полезна для определения содержания волокон и содержания смолы в композитном материале, информацию, которая может быть использована в разработке исследуемой детали.
В другом осуществлении, которое может быть скомбинировано с предыдущим осуществлением, амплитуду прошедшей волны также измеряют, для того чтобы определять затухание по всей длине или единице длины, которому подвергается продольная ультразвуковая волна при прохождении в детали.
Это обеспечивает информацию, которая является полезной для определения содержания пор, которая может быть использована в разработке исследуемой детали.
Предпочтительно, измеряют время распространения ультразвуковой волны, прошедшей в отсутствие детали, в качестве времен распространения ультразвуковых волн, отраженных соответственно первой лицевой стороной детали и второй лицевой стороной детали, для того чтобы определять размер детали, пропуская продольную ультразвуковую волну, проходящую по пути в детали.
С помощью этой характеристики, которая является оптимальной, лишь преимущественной, точное измерение получает размер детали, через который проходит прошедшая волна, а такой размер является довольно изменчивым в деталях, изготовленных из композитного материала, так, это может быть полезным, чтобы знать точную величину для данной детали, для конкретного пути, сопровождаемого используемой ультразвуковой волной.
В частности, способ осуществляется для детали, изготовленной из 3D тканевого композитного материала.
Такие материалы являются особенно перспективными для характеризации из-за их негомогенности и из-за их анизотропии. С помощью изобретения возможно исследовать их быстро и достоверно, особенно, когда детали находятся в разработке.
Краткое описание чертежей
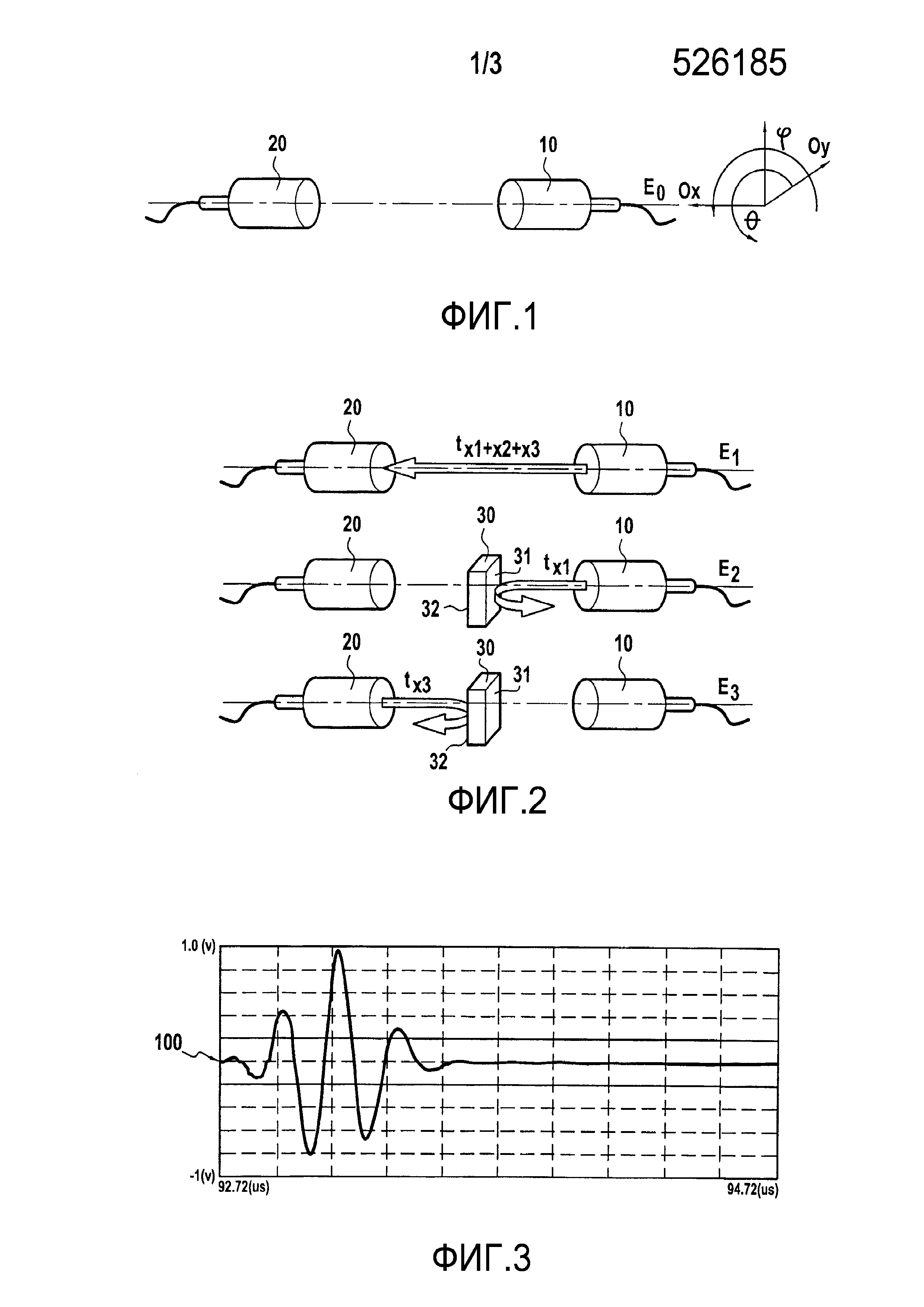
Фиг. 1 показывает предварительное действие в контексте осуществления способа изобретения.
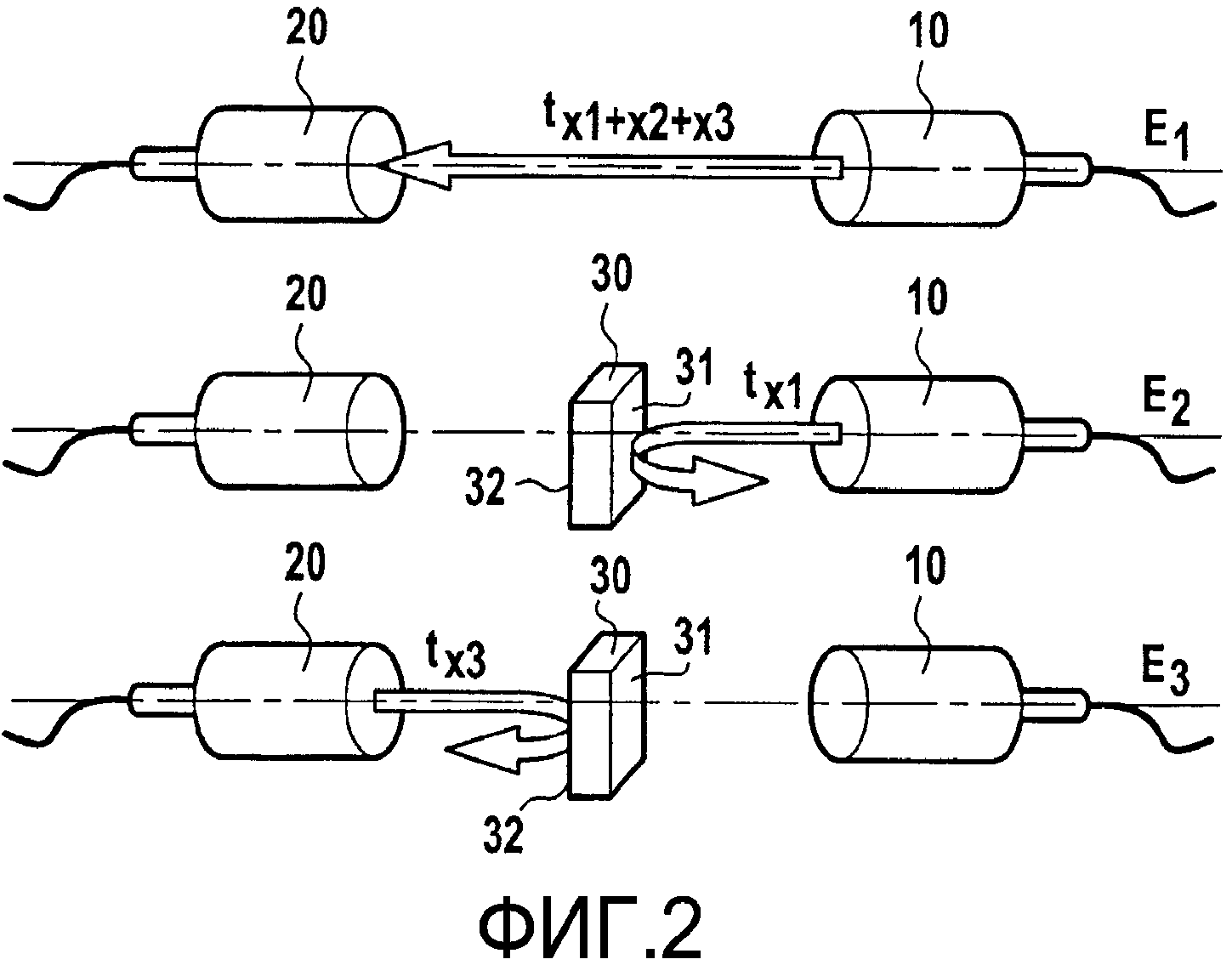
Фиг. 2 показывает три стадии этапа измерения толщины, осуществляемого в изобретении.
Фиг. 3-5 показывают сигналы, записанные во время трех стадий из Фиг. 2.
Фиг. 6 показывает стадию наблюдения прошедшей волны во время способа изобретения.
Фиг. 7 показывает сигнал, измеренный во время стадии из Фиг. 6.
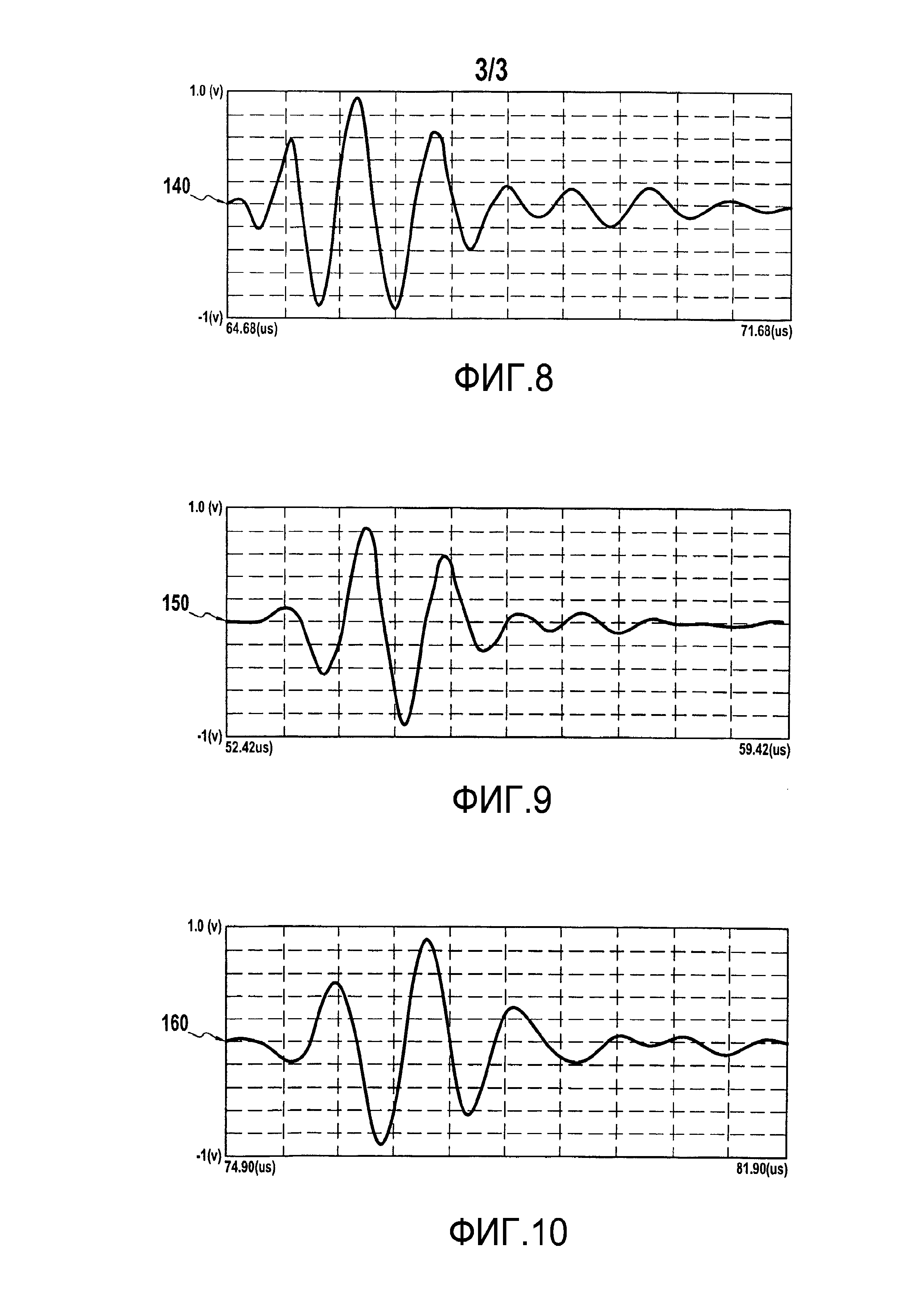
Фиг. 8-10 показывают сигналы, полученные во время стадий из Фиг. 2-6 для проставки, изготовленной из композитного материала.
Осуществление изобретения
Как показано на Фиг. 1, два плоских ультразвуковых датчика, работающих в режиме передачи, устанавливают в положение на одной прямой. Это приведение в положение на одной прямой составляет предварительную стадию E0. Датчики разделены жидкостью, такой как вода. Преобразователь 10 работает в режиме излучения, а датчик 20 в режиме приема. Сигнал, полученный датчиком 20, проходит через максимум после последовательных юстировок осей Oy и Oz, а также углов θ и ϕ.
На Фиг. 2 представлено измерение толщины материала исследуемой детали, обозначенной 30. Это измерение должно быть с точностью до одного микрометра.
Первая стадия Е1 состоит в измерении времени прохождения волны, прошедшей через воду между двумя преобразователями 10 и 20, в отсутствие детали. Вторая стадия состоит в измерении времени прохождения волны, отраженной первой лицевой поверхностью, обозначенной 31, детали 30, преобразователем 10, работающим как приемопередатчик, обращенным к поверхности 31. Третья стадия состоит в измерении времени прохождения волны, отраженной второй поверхностью, обозначенной 32, детали 30, преобразователем 20, работающим, в свою очередь, как приемопередатчик, и обращенным к поверхности 32.
Время распространения измеряют в каждом случае путем наблюдения начала сигнала, а не дуги сигнала. Это делает возможным для оператора игнорировать любое явление, связанное с возможным фазовым сдвигом сигнала. Конкретно, в присутствии многих отражений появляются фазовые сдвиги. Это также случается, когда после отражения сигнал изменяется по направлению. Форма дуг сигнала модифицируется, и трудно получать точную величину времени распространения. Вот почему предлагается измерять сигнал путем наблюдения исключительно начала сигнала.
Поскольку скорость распространения волны в воде Vwater является известной, то возможно путем вычитания получать толщину детали из стадий El, E2 и E3, путем использования формулы X2=(tХ1+Х2+Х3-tX3-tХl)×Vwater, где Х1 – расстояние между преобразователем 10 и поверхностью 31, Х2 – толщина детали в точке воздействия пучка, а Х3 – расстояние между преобразователем 20 и поверхностью 32, и где tХ1+Х2+Х3, tХl и tX3 являются временами прохождения, измеренными во время стадий Е1, Е2 и Е3 соответственно.
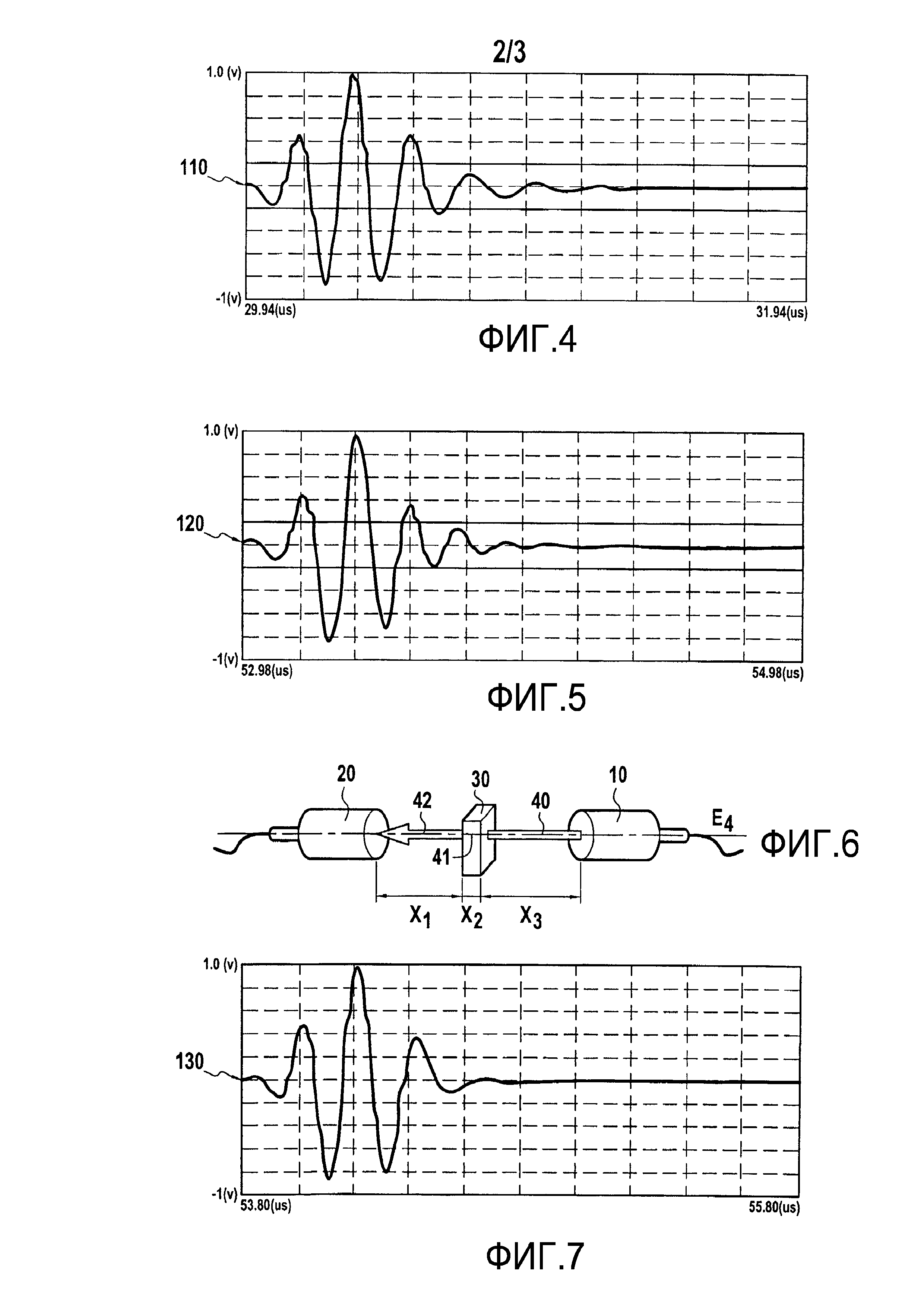
Фиг. 3-5 показывают графики, отображенные во время стадий Е1, Е2 и Е3, соответственно, с водой при 22°C, волной с частотой 5 мегагерц (МГц) (дающей скорость распространения 1486,45 метров в секунду (м/с) в воде), для проставки, имеющей толщину 76,20 миллиметров (мм) и изготовленной из титана TA6V. Время прохождения волны измеряют на основе начала волны, данных соответствующими ссылками 100, 119 и 120.
Получены следующие результаты:
tХ1+Х2+Х3 92,72 микросекунды (мкс)
tX3 = 2,98/2 = 26,49 мкс
tХl = 26,49/2 = 14,97 мкс
Х2 = (tХ1+Х2+Х3-tХ3-tХ1)Vwater
Х2 = (92,72 10-6 – 26,49 10-6 – 14,97 10-6) 1486,54
X2 = 76,20 мм
Толщина, измеренная толщиномером, составляет в действительности 76,20 мм, т.е. 3".
Фиг. 6 показывает стадию Е4, во время которой наблюдается волна, пропущенная деталью 30. Таким образом, преобразователь 10 является работающим в режиме излучения, наряду с тем, что преобразователь 20 является работающим в режиме приема. Падающая волна обозначена 40 на фигуре, волна, распространяющаяся в детали 30, обозначена 41, а прошедшая волна обозначена 42.
Время прохождения волны в детали 30 выражается в виде t'Х2 = t-(tХ1+tХ3). Зная Х2, как определено заранее, скорость распространения волны в материале выражается в виде Vmaterial = Х2/t'Х2.
Фиг. 7 показывает сигнал, наблюдаемый во время стадии Е4 для пространственной проставки толщиной 76,20 мм, изготовленной из титана (TA6V), даже с волной при 5 МГц. Время прохождения волны измеряют на основе начала волны, обозначенного 130.
Полученные величины являются следующими:
t = 53,80 мкс
t'Х2 = (53,80 10-6 – 26,49 10-6 – 14,97 10-6)
t'Х2 = 12,34 мкс
V=76,20 10-3/l2,34 10-6
И, в конце концов, численное значение скорости составляет V = 6175,04 м/с. Эта величина подтверждена с помощью обычного измерения скорости распространения, для того чтобы проверить достоверность результатов способа.
Фиг. 8-10 показывают сканограммы, полученные для стадий Е2, Е3 и Е4 для композитной ступенчатой проставки, имеющей толщину 47,09 мм с излучением преобразователя с 1 МГц. Время прохождения волны измерено на основе начал волн, данных соответствующими ссылками 140, 150 и 160.
Полученные величины являются следующими:
tХ1+Х2+Х3 = 90,22 мкс
t = 74,90 мкс
tX3 = 52,42/2 = 26,41 мкс
tХl = 64,68/2 = 32,34 мкс
Х2 = (tХ1+Х2+Х3-tХ3-tХ1)Vwater
Х2 = (90,22 10-6 – 26,21 10-6 – 32,34 10-6) 1486,54
Х2 = 31,67 10-6 1488,76
X2 = 47,078 мм
t'Х2 = t - (tХ1 + tХ3)
t'X2 = (74,90 10-6 – 26,21 10-6 – 32,34 10-6)
t'Х2 = 16,35 мкс
Vcomposite = X2/t'Х2
Vcomposite = 47,078 10-3/16,35 10-6
И, в конце концов, численное значение скорости составляет Vcomposite = 2879,4 м/с.
Затем внимание уделено затуханию продольной волны в материале.
Выражение для амплитуды волны, прошедшей от излучателя к приемнику, записывается как следующее: Y1 = Amaxe-α1(Х1+Х2+Х3), где Амах представляет максимальную амплитуду на поверхности преобразователя, и α1 представляет собой затухание волны в воде.
Выражение для амплитуды волны, прошедшей от излучателя к приемнику после прохождения через материал, записано как следующее: Y2 = Amaxe-α1(Х1+Х3)e-α2Х2t12t21, где α2 представляет собой затухание волны в материале, t12 является коэффициентом амплитудного пропускания от воды к материалу, а t21 является коэффициентом амплитудного пропускания от материала к воде.
Выражение для продукта t12t21 является функцией акустического импеданса материала Z2 = ρ2V2 и акустического импеданса воды Z1 = ρ1V1. В выражении акустического импеданса ρ представляет плотность и V представляет скорость распространения продольной волны с обсуждаемой частотой.

Амплитудное отношение Y1/Y2 записывается как следующее:
Из которой возможно вывести выражение для затухания в материале:
Первое осуществление относится к проставке из композитного материала, имеющего толщину 47,09 мм, использующему волну с 2,25 МГц.
Численные значения для этого осуществления являются следующими:
ρ2 = 1525, 71 килограмм на кубический метр (кг/м3)
V2 = 2946,75 м/с
Z2 = 4,39316 мегаом на переменном токе (MΩac)
ρwater = 997.77 кг/м3
Vwater = I486,54 м/c
Zwater = 1,48322 MΩac
t12 t21 = 0,75478
Х2 = 47,078 мм (точное ультразвуковое измерение)
Y1 = 643,2 милливольт (мВ)
Y2 = 15,885 мВ
αwater2,25Мгц = 0,972 непера на метр (Нп/м)
α2 = 73,61 Нп/м.
Второе осуществление относится к проставке из композитного материала, имеющей толщину 47,09 мм, использующее волну с 1 МГц.
ρ2 = 1525,71 кг/м3
V2 = 2879,39 м/с
Z2 = 4,39311 MΩac
ρwater = 997,77 кг/м3
Vwater = I486,54 м/c
Zwater = 1,48322 MΩac
t12t21 = 0,75479
Х2 = 47,078 мм (точное ультразвуковое измерение)
Y1 = 370,25 мВ
Y2 = 16,395 мВ
αwater1Мгц = 0,682 Нп/м
α2 = 60,92 Нп/м.
Изобретение не ограничивается описанными реализациями, а распространяется на любой вариант в пределах объема формулы изобретения.
Обечайка камеры сгорания турбомашины
Лопасть вентилятора турбореактивного двигателя, вентилятор турбореактивного двигателя и турбореактивный двигатель
Способ сварки и наплавки металлических деталей из алюминия способом дуговой сварки металлическим электродом в среде инертного газа с импульсным током и импульсной подачей проволоки
Оснастка для изготовления литейного сердечника для лопатки турбомашины
Контур текучей среды в турбомашине
Исполнительное устройство с электрическим приводом, включающее в себя термостатическую функцию, клапан
Способ определения порога нераспространения усталостных трещин на высокой частоте
Редуктор с эпициклоидной передачей, вентиляторный модуль двухконтурного турбореактивного двигателя и двухконтурный турбореактивный двигатель
Способ механической обработки задней кромки лопатки турбомашины
Узел пера лопатки и полки для сверхзвукового потока
Корпус компрессора с полостями, имеющими оптимизированную выше по потоку форму
Обечайка камеры сгорания турбомашины
Лопасть вентилятора турбореактивного двигателя, вентилятор турбореактивного двигателя и турбореактивный двигатель
Способ сварки и наплавки металлических деталей из алюминия способом дуговой сварки металлическим электродом в среде инертного газа с импульсным током и импульсной подачей проволоки
Оснастка для изготовления литейного сердечника для лопатки турбомашины
Контур текучей среды в турбомашине
Исполнительное устройство с электрическим приводом, включающее в себя термостатическую функцию, клапан
Способ определения порога нераспространения усталостных трещин на высокой частоте
Редуктор с эпициклоидной передачей, вентиляторный модуль двухконтурного турбореактивного двигателя и двухконтурный турбореактивный двигатель
Способ механической обработки задней кромки лопатки турбомашины

