Результат интеллектуальной деятельности: КАТАЛИЗАТОР, СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ И УСТАНОВКА ДЛЯ БЕЗВОДОРОДНОЙ ДЕПАРАФИНИЗАЦИИ УГЛЕВОДОРОДНОГО СЫРЬЯ
Вид РИД
Изобретение
Изобретение относится к области цеолитных катализаторов процессов переработки углеводородного сырья и может быть использовано в химической и нефтеперерабатывающей промышленности.
Модифицированные цеолиты широко известны в качестве катализаторов превращений углеводородов, в том числе для депарафинизации дизельных и масляных фракций.
Каталитическую депарафинизацию углеводородного сырья обычно проводят в присутствии водорода, который уменьшает коксообразование и гидрирует образующиеся в процессе гидродепарафинизации олефины, приводя к стабильным продуктам. Использование высокого давления водорода приводит также к гидрированию ароматических, в том числе полиароматических углеводородов, что повышает цетановое число дизельного топлива. Гидродепарафинизацию обычно проводят при температуре 280-450°C, давлении 3-8 МПа и объемной скорости подачи сырья 0,5-4 ч-1 (например, ЕР №2561046, 2013).
Известен способ переработки дизельных фракций, при котором стадию депарафинизации проводят с использованием цеолитов структуры ZSM-5, ZSM-22, ZSM-23, ZSM-35, ZSM-48, SAPO-11 или SAPO-41, предпочтительно содержащих благородные металлы VIII группы, при температуре 280-380°C, объемном соотношении H2/сырье = 90-900, давлении 20-200 атм и объемной скорости 0,1-5,0 ч-1 (SG 186668, 2013).
Общим недостатком подобных процессов является необходимость введения в катализаторы благородных металлов (обычно, Pt или Pd), что увеличивает стоимость катализатора и процесса в целом.
Известен способ получения низкозастывающих нефтепродуктов путем каталитической депарафинизации нефтяных дистиллятов с использованием в качестве катализатора поливалентной и водородной форм высококремнеземного цеолита со степенью обмена натрия в исходном цеолите на поливалентный катион или смесь катионов не менее 50 мас.% при суммарной степени обмена не менее 95 мас.%. Процесс проводят при температуре 260-380°C, давлении 4-5 МПа в присутствии водорода (Н2/сырье = 500-1500). Катализатор не содержит благородных металлов (RU № 2109792, 1998).
Недостатком известного решения является невысокая производительность процесса (объемная скорость 2-6 ч-1).
Известен способ получения дизельного топлива, предназначенного для использования в условиях низких температур окружающей среды. Способ предусматривает проведение депарафинизации сырья с использованием цеолитного катализатора, содержащего систему Аl-Со-Мо или Al-Ni-Mo. Депарафинизации на цеолитном катализаторе подвергают среднекипящую дизельную фракцию 240-340°C, а затем продукт смешивают с керосиновой фракцией. Гидродепарафинизацию осуществляют при температуре 280-380°C, давлении 3-8 МПа, объемной скорости подачи сырья 0,5-3,0 ч-1, соотношении ВСГ/сырье 250-1500 н.об/об. (RU №2381259, 2010).
Недостатком этого способа является невысокая производительность.
Общим недостатком известных способов является необходимость использования водорода и проведение процесса под давлением, что увеличивает не только стоимость, но и опасность производства.
Известен способ безводородной депарафинизации высококипящих нефтяных фракций контактированием с катализатором, состоящим из 2-10 мас.% декатионированной формы цеолита типа ZSM-5 и 90-98 мас.% природного цеолита типа клиноптилолит-гейладита, подвергнутого предварительной двукратной обработке 25%-ным раствором хлористого аммония, при этом катализатор может быть дополнительно пропитан раствором нитрата никеля из расчета содержания в нем никеля 1,5-2,5 мас. %. Предпочтительными условиями проведения процесса являются температура 360-440°C, давление 1 атм и объемная скорость подачи сырья 1-3 ч-1 (RU №2343183, 2009). Стабильность работы катализатора не обсуждается.
Недостатками известного решения являются невысокая активность катализатора (минимальная активность проявляется при 360°C), невысокий выход катализата, низкая производительность.
Известен катализатор для превращения алифатических углеводородов C2-C12, включающий цеолит типа пентасил, промотор ароматизации - цинк и связующее, при этом указанный цеолит характеризуется величиной мольного отношения SiO2/Al2O3 - 20-100, остаточным содержанием ионов натрия - менее 0,1%, промотор ароматизации введен любым из известных методов при следующем соотношении компонентов, мас.%:
|
при этом катализатор дополнительно обработан раствором фторида аммония (RU 2372988, 2009).
Катализатор проявил высокую активность и стабильность работы в процессе ароматизации бензиновых фракций с целью повышения октанового числа, однако не использовался в процессе безводородной депарафинизации углеводородного сырья.
Известна установка для депарафинизации дизельного топлива (RU №2268288, 2006), полученного из газового конденсата, которая состоит из охладителя, осадительной центрифуги, фильтровального устройства (вакуумного фильтра, фильтр-пресса или фильтрующей центрифуги) и емкостей, соединенных трубопроводами. На известной установке процесс осуществляют следующим образом. Осуществляют охлаждение дизельного топлива до температуры, при которой в твердое состояние переходят тугоплавкие парафины, и разделяют полученную смесь путем центрифугирования при факторе разделения 2000-2500 на депарафинизированное дизельное топливо и парафинистый осадок. Охлаждение дизельного топлива ведут в проточном испарителе холодильной машины до заданной температуры, охлажденную смесь разделяют в осадительной центрифуге, а парафинистый осадок дополнительно разделяют путем фильтрования на осадок, состоящий, в основном, из твердых парафинов, и депарафинизированное дизельное топливо.
Известная установка содержит дорогостоящее и сложное в обслуживании оборудование (одна или две центрифуги). Для получения приемлемых низкотемпературных свойств дизельного топлива необходимо глубокое охлаждение, что приводит к усложнению установки. Кроме того, при работе установка обеспечивает невысокий выход депарафинизированного дизельного топлива.
Известна каталитическая установка для получения моторных топлив (RU №128612, 2013), включающая в себя последовательно установленные реакторы гидрогенизации, сепараторы, колонну стабилизации гидрогенизата и ректификационную колонну, связанные между собой трубопроводами, а также нагревательную, теплообменную и холодильную аппаратуру, при этом она дополнительно содержит совмещенный реактор депарафинизации и гидроочистки, установленный между реакторами гидрогенизации и сепараторами.
Работа известной установки осуществляется следующим образом. Сырье поступает на установку, проходит систему теплообмена и подается в деаэратор, где осуществляют отдув растворенного в сырье кислорода водородсодержащим газом. Сырьевая смесь, состоящая из атмосферного газойля, прямогонной дизельной фракции и бензина висбрекинга, подается на смешение с циркуляционным водородсодержащим газом, нагнетаемым компрессором. Газосырьевая смесь после нагрева в теплообменнике и печи поступает в последовательно соединенные реакторы гидрогенизации и гидродепарафинизации. Нестабильный гидрогенизат направляется на смешение с бензином-отгоном со смежных установок гидроочистки и далее в 2 колонны (выделения и сложную с боковыми отводами) с выделением из него газов, легкого бензина, бензина, керосина 180-240°C, дизельной фракции 240-340°C и фракции, выкипающей при температуре более 340°C.
Известная установка обеспечивает получение качественных дизельной и керосиновой фракций с высоким выходом. Однако установка является сложной, содержит большое количество крупногабаритного оборудования и может использоваться только в стационарных условиях в комплексе с установками первичной переработки нефтяного сырья, переработки сероводорода и получения водорода или водородсодержащего газа. Установка обеспечивает получение фракций, требующих дополнительной переработки. Кроме того, необходимость использования реактора гидрогенизации для проведения процесса и высокого давления делают небезопасной работу установки.
За прототип предложенного технического решения принято решение, описанное в RU № 2261266, 2005.
Согласно известному решению для процесса депарафинизации используют цеолиты (алюмосиликаты, галлосиликаты, галлоалюмосиликаты, железоалюмосиликаты, хромалюмосиликаты со структурой типа ZSM-5, ZSM-11, ZSM-12, ZSM-22, ZSM-23, ZSM-35, ZSM-48, морденит, BETA). Исходные цеолиты обработаны растворами органических или неорганических кислот, которые далее могут быть дополнительно обработаны соединениями металлов II-III групп Периодической системы и прокалены. Катализатор не содержит связующего вещества.
Процесс депарафинизации ведут при массовых расходах не более 20 ч-1 (в примерах 3-16 ч-1), температурах не менее 200°C (в примерах 240-350°C), давлении не более 3,0 МПа (в примерах 0,8-2,0 МПа). Получен высокий выход депарафинизированных фракций (84-93%).
Использованные катализаторы являются не стабильными в работе. Главной проблемой при проведении реакций безводородного крекинга, в том числе селективной депарафинизации является значительное падение активности катализатора в течение процесса. Хотя это напрямую не обсуждается в упомянутом патенте, но время отбора продукта депарафинизации (через 3-7 часов после начала процесса) косвенно указывает на быструю потерю активности катализатора.
Задачей настоящего изобретения является создание активного и стабильного цеолитного катализатора безводородной депарафинизации, обеспечивающего возможность получения дизельного топлива, используемого в условиях низких температур окружающей среды.
Поставленная задача решается заявленным катализатором для безводородной депарафинизации углеводородного сырья на основе модифицированного алюмосиликатного цеолита ZSM-5, который характеризуется мольным отношением SiO2/Al2O3, равным 23-80, остаточным содержанием ионов натрия менее 0,1% и модифицирован оксидом цинка в количестве 1,0-4,0 мас.% (в пересчете на цинк), при этом модифицирование цеолита осуществлено в три этапа: на первом этапе - пропиткой раствором ацетата или нитрата цинка, на втором этапе - прокаливанием при 300-600°C цинксодержащего цеолита и на третьем этапе - обработкой раствором фторида аммония.
Предпочтительно катализатор содержит неорганическое связующее в количестве 20-50 мас.%, выбранное из оксида алюминия или оксида кремния.
Поставленная задача решается также заявленным способом безводородной депарафинизации углеводородного сырья, который включает подачу сырья в реактор проточной каталитической установки, контакт сырья с нагретым цеолитсодержащим катализатором, выделение продуктов реакции, при этом в качестве сырья используют углеводородное сырье, имеющее температурный интервал выкипания от 160 до 360°C, а в качестве катализатора используют цеолитный катализатор, охарактеризованный выше.
Предпочтительно углеводородное сырье предварительно подвергают фракционной разгонке с выделением керосиновой фракции и тяжелой дизельной фракции с температурой начала кипения 240-270°C, на депарафинизацию направляют тяжелую дизельную фракцию с последующим выделением из катализата дизельной фракции с интервалом выкипания от 160 до 360°C и ее объединением с керосиновой фракцией, предварительно выделенной на стадии фракционной разгонки.
Предпочтительно сырье подают с массовой скоростью 5-40 ч-1, контакт сырья осуществляют с катализатором, нагретым до 270-450°C, при давлении 0,1-2,0 МПа.
Задачей настоящего изобретения является также разработка установки, обеспечивающей высокий выход депарафинизированного дизельного топлива при высокой производительности, низкую металлоемкость, простоту конструкции, а также возможность легкой транспортировки установки.
Поставленная задача решается заявленной установкой, содержащей связанные между собой трубопроводами с запорной арматурой блок ректификации, реакторный блок и блок разделения, при этом блок ректификации содержит рекуперативный теплообменник, печь для нагрева сырья, первую ректификационную колонну для разделения сырья на легкую и тяжелую дизельные фракции и воздушный холодильник, реакторный блок содержит рекуперативный теплообменник и два параллельно соединенных адиабатических реактора, загруженных цеолитным катализатором депарафинизации, охарактеризованным в любом из пунктов 1-2, блок разделения содержит последовательно соединенные первый воздушный холодильник и горячий сепаратор для отделения паров от жидкой фазы, последовательно соединенные второй воздушный холодильник и холодный сепаратор для отделения бензина от газов, теплообменное устройство для нагрева жидкой фазы, отделенной в горячем сепараторе, вторую ректификационную колонну для выделения депарафинизированной дизельной фракции катализата и третий воздушный холодильник.
Предпочтительно установка дополнительно оборудована смесительной емкостью для смешения легкой дизельной фракции сырья с депарафинизированной дизельной фракцией катализата и воздушным холодильником для депарафинизированного целевого продукта.
Предпочтительно блок ректификации и блок разделения связаны между собой трубопроводом, соединяющим рекуперативный теплообменник блока ректификации и первый воздушный холодильник блока разделения, и трубопроводом, соединяющим воздушный холодильник блока ректификации с воздушным холодильником блока разделения через смесительную емкость, блок ректификации и реакторный блок связаны между собой трубопроводом, соединяющим нижнюю часть первой ректификационной колонны с рекуперативным теплообменником реакторного блока, при этом блок разделения и реакторный блок связаны между собой трубопроводами через рекуперативный теплообменник блока ректификации.
Предпочтительно упомянутые первая и вторая ректификационные колонны выполнены в виде секций, загруженных насадкой и соединенных фланцами, и не содержат подогревателя низа колонны (ребойлера).
Установка содержит также насосы, измерительное и регулирующее оборудование.
Получение заявленного технического результата в объеме вышеприведенной совокупности признаков обусловлено следующим.
Согласно изобретению в качестве основы для изготовления катализатора используется алюмосиликатный цеолит ZSM-5 с мольным отношением SiO2/Al2O3, равным 23-80. Цеолит может быть в натриевой, аммониевой или декатионированной форме. Мольное отношение SiO2/Al2O3, равное 23, близко к минимально возможному для этого структурного типа цеолита, а при отношении более 80 концентрация кислотных центров, на которых происходит селективный крекинг нормальных парафинов, уменьшается, снижая активность катализатора.
Модифицирование цеолита осуществляют в три этапа. На первом этапе пропиткой вводят цинк в катализатор. Для этого используют водные растворы нитрата или ацетата цинка. Концентрация раствора рассчитывается исходя из влагоемкости катализатора и необходимого количества цинка. После пропитки катализатор сушат, а затем проводят термообработку. Прокаливание является вторым и необходимым этапом модифицирования, в процессе которого нитрат или ацетат цинка, введенные в катализатор, разлагаются, при этом цинк частично занимает ионообменные позиции, а частично образует оксид цинка. Необходимая для этого температура составляет 300-600°C. При температуре ниже 300°C процесс разложения соли цинка либо требует большого времени прокаливания, либо не проходит до конца. Температура выше 600°C труднодостижима технологически и не дает преимуществ. Введение в цеолит менее 1,0 мас.% цинка приводит к меньшему выходу жидких углеводородов. Введение в цеолит цинка в количестве более 4,0 мас.% также нежелательно, поскольку избыточный оксид цинка блокирует каналы цеолита, снижая его активность. Необходимое содержание оксида цинка в цеолите составляет в зависимости от мольного соотношения SiO2/Al2O3, 1,0-4,0% (в пересчете на цинк).
На третьем этапе полученный цинксодержащий цеолит обрабатывается водным раствором фторида аммония. Время обработки, температура и концентрация раствора могут лежать в широких пределах. Предпочтительной концентрацией фторида аммония является 0,1-2,0 М. Диапазон температур может изменяться от 20°C до 100°C. В зависимости от условий время обработки может составлять от 30 минут до 24 часов. Увеличение температуры обработки и увеличение концентрации фторида аммония в растворе приводит к уменьшению времени обработки цеолита.
В случае использования на первом этапе натриевой формы цеолита фторидную обработку проводят несколько раз до содержания натрия в катализаторе менее 0,1 мас.%.
Использование вместо фторида аммония фторидов щелочных металлов не приводит к росту стабильности катализаторов. Обработка цеолита раствором фторида аммония до введения в него цинка также не дает положительного результата.
Обработанный раствором фторида аммония цинксодержащий продукт отфильтровывают от раствора, промывают один или несколько раз дистиллированной водой, сушат и прокаливают.
Для улучшения механических свойств и придания катализатору необходимой формы при использовании катализатора в стационарных реакторах в состав катализатора введено неорганическое связующее. Предпочтительно содержание связующего в цеолите может меняться в пределах 20,0-50,0 мас.%.
Связующее в катализатор может быть введено на любой стадии приготовления катализатора: до введения цинка в цеолит, после введения цинка перед обработкой раствором фторида аммония, после обработки раствором фторида аммония. Когда фторидную обработку проводят, используя уже сформованный цеолит, то операции фильтрации и промывки значительно облегчаются. Поэтому предпочтительно проводить фторидную обработку после введения в катализатор связующего.
Полученный катализатор предлагается использовать в реакциях депарафинизации углеводородного сырья, в частности дизельного топлива. На каталитическую депарафинизацию предлагается отправлять также тяжелые фракции дизельного топлива с температурой начала кипения 240-270°C, полученные при ректификации сырья. При использовании дизельного топлива продукты разделяют на газовую, бензиновую и депарафинизированную дизельную фракции. При использовании тяжелой (среднекипящей) фракции продукт получают компаундированием выделенной после проведения процесса депарафинизированной дизельной фракции с легкой (керосиновой) частью с температурой конца кипения 240-270°C. Такой подход позволяет не только увеличить выход целевого продукта, но и снизить потери цетанового числа при переработке, так как в депарафинизированном продукте остается больше н-парафинов.
Упомянутый процесс предлагается проводить, используя установку безводородной депарафинизации углеводородного сырья.
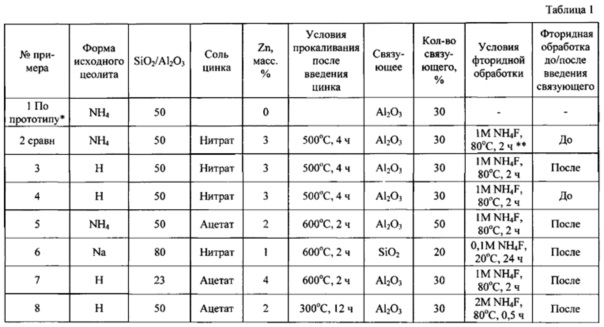
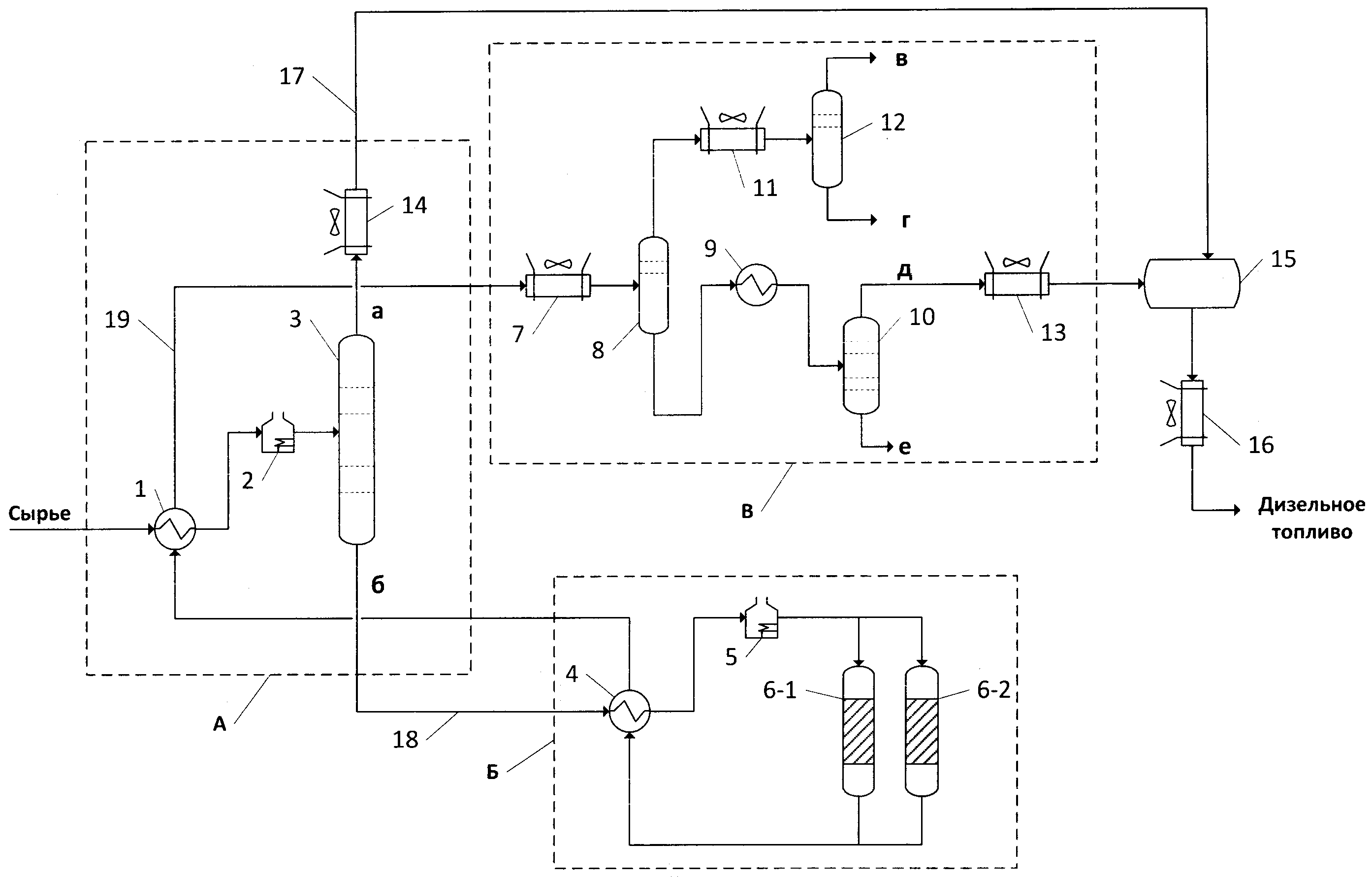
На чертеже представлена схема заявленной установки, где
А - Блок ректификации
Б - Реакторный блок
В - Блок разделения
1 - Рекуперативный теплообменник блока ректификации
2 - Печь для нагрева сырья
3 - Первая ректификационная колонна для сырья
4 - Рекуперативный теплообменник реакторного блока
5 - Печь для подогрева тяжелой фракции
6 - Реакторы (6-1) и (6-2)
7 - Первый воздушный холодильник
8 - Горячий сепаратор
9 - Теплообменник
10 - Вторая ректификационная колонна для выделения дизельной фракции
11 - Второй воздушный холодильник
12 - Холодный сепаратор
13 - Третий воздушный холодильник
14 - Воздушный холодильник блока ректификации
15 - Смесительная емкость
16 - Воздушный холодильник для депарафинизированного целевого продукта
17 - Соединительный трубопровод
18 - Соединительный трубопровод
19 - Соединительный трубопровод.
Материальные потоки на чертеже обозначены буквами: (а), (б), (в), (г), (д), (е), где
а - Легкая дизельная фракция
б - Тяжелая дизельная фракция
в - Газы
г - Бензин
д - Дизельная фракция катализата
е - Кубовый остаток.
Заявленная установка работает следующим образом. Сырье (дизельное топливо или дизельная фракция 160-360°C) подают в блок ректификации, где оно подогревается в рекуперативном теплообменнике 1, догревается в печи 2 и направляется в колонну 3 ректификации сырья. Колонна 3 является насадочной колонной, выполненной в виде секций, соединенных фланцами. Колонна не содержит подогревателя низа колонны (ребойлера). В колонне происходит разделение сырья на легкую (а) и тяжелую (б) фракции. Легкая фракция по трубопроводу 17 отправляется на смешение (смесительная емкость 15) с дизельной фракцией катализата, выходящей из верха колонны 10, а тяжелая фракция по трубопроводу 18 направляется в реакторный блок. В реакторном блоке тяжелая дизельная фракция подогревается в рекуперативном теплообменнике 4, догревается в печи 5 и направляется в один из двух реакторов 6-1 или 6-2, соединенных параллельно. Реакторы адиабатического типа загружены цеолитным катализатором депарафинизации, не содержащим благородных металлов, и работают попеременно в режиме реакция-регенерация. Время проведения реакции равно времени, затрачиваемом на регенерацию. Катализат после охлаждения в рекуперативных теплообменниках 4 и 1 по трубопроводу 19 поступает в блок разделения, где охлаждается в воздушном холодильнике 7, направляется в горячий сепаратор 8, где происходит отделение паров от жидкой фазы. Жидкая фаза после нагрева в теплообменнике 9 поступает во вторую ректификационную колонну 10, где происходит ее разделение на дизельную фракцию (д) и кубовый остаток (е). Колонна 10 также является насадочной и не содержит ребойлера. Пары после горячего сепаратора 8 через воздушный холодильник 11 поступают в холодный сепаратор 12, где разделяются на бензин (г) и газы (в). Отделенные газы используются для нагрева печей. Дизельная фракция катализата (д), выведенная из блока разделения, смешивается в смесительной емкости с легкой дизельной фракцией (а). Смесь подвергают охлаждению в воздушном холодильнике 16, и полученное на установке депарафинизированное дизельное топливо направляют в товарный парк.
Эффективность установки обеспечивается входящими в нее элементами и их компоновкой. Возможность разделения сырья в блоке ректификации на легкую и тяжелую фракции позволяет увеличить выход дизельного топлива, поскольку легкая фракция не подвергается крекингу. При этом снижаются потери цетанового числа, так как содержание нормальных парафинов в легкой фракции не уменьшается. Такая компоновка блока ректификации позволяет увеличить производительность установки в целом, так как в реакторный блок направляют от четверти до половины сырья. Использование двух реакторов, соединенных параллельно, позволяет обеспечить работу реактора так, чтобы время работы реактора в режиме реакции совпадало с суммарным временем регенерации и охлаждения до температуры начала процесса параллельного реактора. Благодаря этому реактор, загруженный катализатором, используется максимально эффективно. Использование двух реакторов значительно упрощает установку и позволяет в несколько раз сократить количество запорно-регулирующей аппаратуры, управляющей потоками. Установка обеспечивает возможность депарафинизации сырья при давлении, не превышающем 0,35 Мпа, поэтому металлоемкость конструкции значительно понижена. Кроме того, отсутствие водорода повышает безопасность производства.
Дополнительным преимуществом заявленной установки является возможность ее выполнения в виде соединенных между собой блок-боксов, имеющих размеры не более размеров 40-футового контейнера по ISO 6346:1995. Каждый блок-бокс может быть оборудован рамой, на которой закреплена часть оборудования, и имеет приспособления для погрузки и крепления на железнодорожном транспорте или автотранспорте. Размер основного технологического модуля в собранном виде составляет 12×9×9 м.
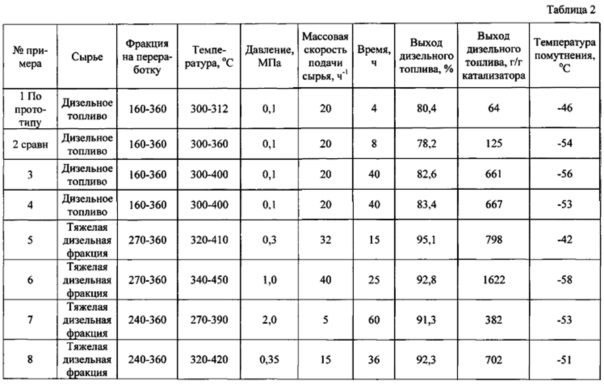
Ниже представлены конкретные примеры реализации предложенной группы изобретений, начиная с этапа приготовления заявленного катализатора и заканчивая проведением процесса депарафинизации сырья с использованием катализатора заявленного состава. В качестве сырья было использовано дизельное топливо с интервалом выкипания 160-360°C, плотностью 822 кг/м3 и температурой помутнения минус 9°C. Условия получения катализаторов приведены в таблице 1, где:
* - в отличие от прототипа, после обработки сульфосалициловой кислотой в катализатор введено связующее (30% Al2O3);
** - фторидная обработка проведена до введения цинка в цеолит.
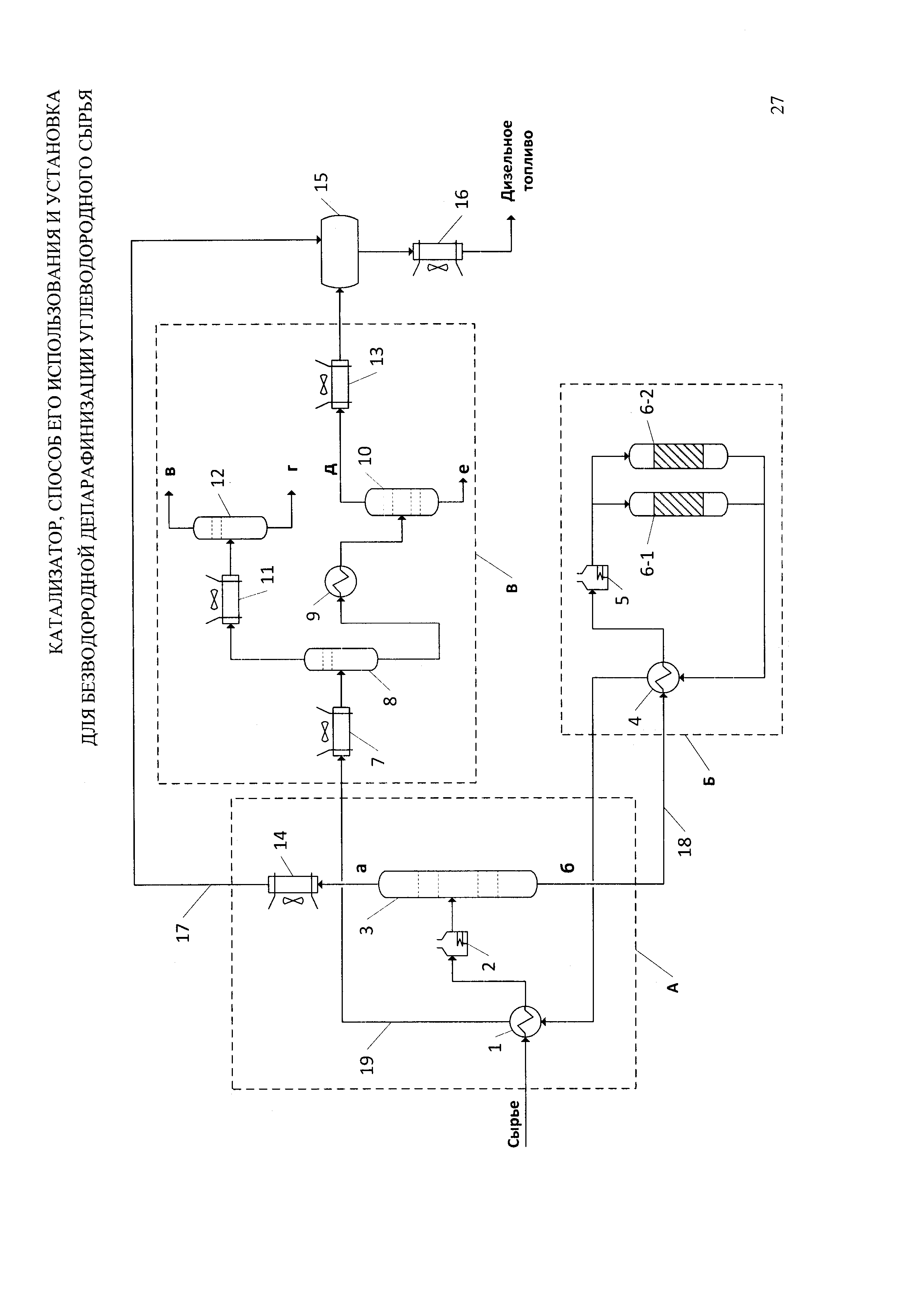
Экспериментальные данные, подтверждающие получение технического результата, приведены в таблице 2.
Пример 1 (по прототипу)
К 20 г порошкообразного цеолита NH4-ZSM-5 с мольным отношением SiO2/Al2O3, равным 50, добавили 100 г 0,1 М раствора сульфосалициловой кислоты. Смесь кипятили при перемешивании в течение 6 ч. Суспензию профильтровали, осадок на фильтре промыли 4 раза по 60 мл горячей (80°C) дистиллированной воды. Осадок выгрузили, смешали с бемитом (AlO(ОН)) из расчета 30% сухого Al2O3, экструдировали в цилиндры диаметром 2 мм. Полученные гранулы сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч, а затем прокаливали в муфельной печи при 600°C в течение 6 ч.
В реактор проточной каталитической установки поместили 5,0 г фракции 0,1-1,8 мм катализатора и продули его азотом со скоростью 50 мл/мин в течение 1 ч при 300°C. Подачу азота прекратили, при давлении 0,1 МПа начали подачу дизельного топлива со скоростью 2,03 мл/мин (20 ч-1 мас.). Процесс проводили при повышении температуры со скоростью 3°C/ч.
Собрали пробу жидкой фракции за 4 часа (390 г). Пробу подвергли фракционной разгонке. Выход дизельной фракции составил 321 г (80,4%). Температура помутнения минус 46°C. Получено 64 г дизельного топлива на 1 г катализатора.
Пример 2 (сравнения)
К 20 г порошкообразного цеолита NH4-ZSM-5 с мольным отношением SiO2/Al2O3, равным 50, добавили 100 мл 1,0 М раствора фторида аммония и выдержали в течение 2 ч при температуре 80°C. Суспензию отфильтровали, осадок на фильтре промыли 200 мл горячей (80°C) дистиллированной воды. Обработанный фторидом аммония осадок цеолита сушили на воздухе в течение 12 ч, а затем при 120°C в течение 6 ч. Полученный цеолит смешали с бемитом из расчета 30% сухого Al2O3, экструдировали в цилиндры диаметром 2 мм. Полученные гранулы сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч, а затем прокаливали в муфельной печи при 600°C в течение 6 ч.
20 г гранул пропитали 20 г раствора, содержащего 2,74 г гексагидрата нитрата цинка, в течение 2 ч, затем сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч и прокаливали в муфельной печи при 500°C в течение 4 ч.
В реактор проточной каталитической установки поместили 3,0 г фракции 0,5-1,8 мм полученного катализатора и продули его азотом со скоростью 50 мл/мин в течение 1 ч при 300°C. Подачу азота прекратили, при температуре 300°C и давлении 0,1 МПа начали подачу дизельного топлива со скоростью 1,22 мл/мин (20 ч-1 мас.). Процесс проводили при повышении температуры со скоростью 7,5°C/ч.
Собрали пробу жидкой фракции за 8 часов (411 г). Пробу подвергли фракционной разгонке, в качестве дизельной отбирали фракцию, выкипающую в интервале 160-360°C. Выход депарафинизированного дизельного топлива составил 375 г (78,2%). Температура помутнения минус 54°C. Получено 125 г дизельного топлива на 1 г катализатора.
Пример 3
К 20 г гранул, состоящих из 70% цеолита H-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 50, и 30% связующего (Al2O3), пропитали 20 г раствора, содержащего 2,74 г гексагидрата нитрата цинка, в течение 2 ч, затем сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч и прокаливали в муфельной печи при 500°C в течение 4 ч. К полученным гранулам добавили 100 мл 1,0 М раствора фторида аммония и выдержали в течение 2 ч при температуре 80°C. Маточный раствор декантировали, оставшиеся гранулы промыли три раза по 100 мл горячей (80°C) дистиллированной воды. Полученный катализатор сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч, а затем прокаливали в муфельной печи при 600°C в течение 6 ч.
В реактор проточной каталитической установки поместили 1,5 г фракции 0,5-1,8 мм полученного катализатора и продули его азотом со скоростью 50 мл/мин в течение 1 ч при 300°C. Подачу азота прекратили, при температуре 300°C и давлении 0,1 МПа начали подачу дизельного топлива со скоростью 0,61 мл/мин (20 ч-1 мас.). Процесс проводили при повышении температуры со скоростью 2,5°C/ч.
Собрали пробу жидкой фракции за 40 часов (1094 г). Пробу подвергли фракционной разгонке, в качестве дизельной отбирали фракцию, выкипающую в интервале 160-360°C. Выход депарафинизированного дизельного топлива составил 991 г (82,6%). Температура помутнения минус 56°C. Получено 661 г дизельного топлива на 1 г катализатора.
Пример 4
20 г порошкообразного цеолита H-ZSM-5 с мольным отношением SiO2/Al2O3, равным 50, пропитали 20 г раствора, содержащего 2,74 г гексагидрата нитрата цинка, в течение 2 ч, затем сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч и прокаливали в муфельной печи при 500°C в течение 4 ч. Полученный порошок при перемешивании добавили к 100 мл 1,0 М раствора фторида аммония и выдержали в течение 2 ч при температуре 80°C. Суспензию отфильтровали, осадок на фильтре промыли 200 мл горячей (80°C) дистиллированной воды. Обработанный цеолит сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч, затем смешали с бемитом из расчета 30% сухого Al2O3, экструдировали в цилиндры диаметром 2 мм. Полученные гранулы сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч, а затем прокаливали в муфельной печи при 600°C в течение 6 ч.
Процесс депарафинизации вели, как описано в примере 3.
Собрали пробу жидкой фракции за 40 часов (1108 г). Пробу подвергли фракционной разгонке, в качестве дизельной отбирали фракцию, выкипающую в интервале 160-360°C. Выход депарафинизированного дизельного топлива составил 1001 г (83,4%). Температура помутнения минус 53°C. Получено 667 г дизельного топлива на 1 г катализатора.
Пример 5
20 г гранул, состоящих из 50% цеолита NH4-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 50, и 50% связующего (Al2O3), пропитали 20 г раствора, содержащего 1,36 г дигидрата ацетата цинка, в течение 2 ч, затем сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч и прокаливали в муфельной печи при 600°C в течение 2 ч.
К полученным гранулам добавили 100 мл 1,0 М раствора фторида аммония и выдержали в течение 2 ч при температуре 80°C. Маточный раствор декантировали, оставшиеся гранулы промыли три раза по 100 мл горячей (80°C) дистиллированной воды. Полученный катализатор сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч, а затем прокаливали в муфельной печи при 600°C в течение 6 ч.
2517 г дизельного топлива подвергли фракционной разгонке. Собрали 1077 г фракции 160-270°C и 1440 г кубового остатка (фракция 270-360°C).
В реактор проточной каталитической установки поместили 3,0 г фракции 0,5-1,8 мм полученного катализатора и продули его азотом со скоростью 50 мл/мин в течение 1 ч при 320°C. Подачу азота прекратили, при температуре 320°C и давлении 0,3 МПа начали подачу кубового остатка со скоростью 1,88 мл/мин (32 ч-1 мас.). Процесс проводили при повышении температуры со скоростью 6°C/ч.
Собрали пробу жидкой фракции за 15 часов (1403 г). Пробу подвергли фракционной разгонке, в качестве дизельной отбирали фракцию, выкипающую в интервале 160-360°C. Дизельную фракцию катализата объединили с фракцией 160-270°C. Получили 2394 г (95,1% в расчете на исходное дизельное топливо) депарафинизированного дизельного топлива с температурой помутнения минус 42°C.
Получено 798 г дизельного топлива на 1 г катализатора.
Пример 6
20 г гранул, состоящих из 80% цеолита Na-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 80, и 20% связующего (SiO2), пропитали 20 г раствора, содержащего 0,91 г гексагидрата нитрата цинка, в течение 2 ч, затем сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч и прокаливали в муфельной печи при 600°C в течение 2 ч.
К полученным гранулам добавили 200 мл 0,1 М раствора фторида аммония и выдержали в течение 20 ч при температуре 20°C. Маточный раствор декантировали, оставшиеся гранулы промыли три раза по 100 мл холодной (20°C) дистиллированной воды. Операции обработки фторидом аммония и промывки водой повторили еще 2 раза, уменьшив время выдержки до 2 ч.
Полученный катализатор сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч, а затем прокаливали в муфельной печи при 600°C в течение 6 ч.
1748 г дизельного топлива подвергли фракционной разгонке. Собрали 748 г фракции 160-270°C и 1000 г кубового остатка (фракция 270-360°C).
В реактор проточной каталитической установки поместили 1,0 г фракции 0,5-1,8 мм полученного катализатора и продули его азотом со скоростью 50 мл/мин в течение 1 ч при 340°C. Подачу азота прекратили, при температуре 340°C и давлении 1,0 МПа начали подачу кубового остатка со скоростью 0,78 мл/мин (40 ч-1 мас.). Процесс проводили при повышении температуры со скоростью 4,4°C/ч.
Собрали пробу жидкой фракции за 25 часов (983 г). Пробу подвергли фракционной разгонке, в качестве дизельной отбирали фракцию, выкипающую в интервале 160-360°C. Дизельную фракцию катализата объединили с фракцией 160-270°C. Получили 1622 г (92,8% в расчете на исходное дизельное топливо) депарафинизированного дизельного топлива с температурой помутнения минус 58°C.
Получено 1622 г дизельного топлива на 1 г катализатора.
Пример 7
20 г гранул, состоящих из 70% цеолита H-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 23, и 30% связующего (Al2O3), пропитали 20 г раствора, содержащего 2,72 г дигидрата ацетата цинка, в течение 2 ч, затем сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч и прокаливали в муфельной печи при 600°C в течение 2 ч.
К полученным гранулам добавили 100 мл 1,0 М раствора фторида аммония и выдержали в течение 2 ч при температуре 80°C. Маточный раствор декантировали, оставшиеся гранулы промыли три раза по 100 мл горячей (60°C) дистиллированной воды. Полученный катализатор сушили на воздухе в течение 12 ч, при 120°C в течение 6 ч, а затем прокаливали в муфельной печи при 600°C в течение 6 ч.
2046 г дизельного топлива подвергли фракционной разгонке. Собрали 546 г фракции 160-240°C и 1500 г кубового остатка (фракция 240-360°C).
В реактор проточной каталитической установки поместили 5,0 г фракции 0,5-1,8 мм полученного катализатора и продули его азотом со скоростью 50 мл/мин в течение 1 ч при 270°C. Подачу азота прекратили, при температуре 270°C и давлении 2,0 МПа начали подачу кубового остатка со скоростью 0,50 мл/мин (5 ч-1 мас.). Процесс проводили при повышении температуры со скоростью 2°C/ч.
Собрали пробу жидкой фракции за 60 часов (1421 г). Пробу подвергли фракционной разгонке, в качестве дизельной отбирали фракцию, выкипающую в интервале 160-360°C. Дизельную фракцию катализата объединили с фракцией 160-240°C. Получили 1908 г (90,8% в расчете на исходное дизельное топливо) депарафинизированного дизельного топлива с температурой помутнения минус 53°C.
Получено 382 г дизельного топлива на 1 г катализатора
Пример 8
140 кг гранулированного цеолита H-ZSM-5, имеющего мольное отношение SiO2/Al2O3, равное 50, содержащего 30% связующего (Al2O3), пропитали 140 кг раствора, содержащего 9,5 кг дигидрата ацетата цинка, в течение 8 ч, сушили на воздухе в течение 24 ч, затем в сушилке при 120°C в течение 18 ч и прокаливали в печи при 300°C в течение 12 ч.
Гранулы поместили в цилиндрическую емкость объемом 1000 л, залили 700 л горячего (80°C) 2,0 М раствора фторида аммония и выдержали в течение 0,5 ч. Маточный раствор слили, гранулы в емкости промыли четыре раза по 500 л дистиллированной воды с температурой 60°C до содержания солей в маточном растворе не более 400 ppm. Катализатор сушили на воздухе в течение 24 ч, затем в сушилке при 120°C в течение 18 ч и прокаливали в печи при 300°C в течение 12 ч.
В реактор заявленной установки загрузили 140 кг полученного катализатора. Насосом подавали дизельное топливо со скоростью 2900 кг в час. После разделения в первой ректификационной колонне поток тяжелой дизельной фракции 240-360°C (2100 кг/ч) нагрели в печи и направили в реактор. Катализат через систему рекуперации тепла подавали на горячий сепаратор, далее нагревали и во второй ректификационной колонне выделяли дизельную фракцию. Дизельную фракцию катализата 240-360°C (1930 кг/ч) из второй колонны и легкую фракцию сырья 160-240°C (800 кг/ч) из первой колонны охлаждали в воздушных холодильниках и смешивали. Процесс вели при давлении 0,35 МПа, повышении температуры со скоростью 2,8°C/ч в течение 36 часов.
Выход депарафинизированного дизельного топлива составил 2730 кг/ч (92,3%). Температура помутнения минус 51°C.
Получено 702 кг дизельного топлива на 1 кг катализатора.
Анализ сведений, приведенных в примерах осуществления изобретения, показывает следующее.
Сравнение примеров 1 и 3, 4 показывает, что при проведении процесса депарафинизации в одинаковых условиях и на одном и том же сырье выход целевого продукта при использовании катализатора по настоящему изобретению выше, а низкотемпературные свойства лучше, чем по прототипу. Сравнение примеров 2 и 3-8 показывает, что проведение фторидной обработки до введения цинка в цеолит не дает положительного результата. Сравнение примеров 3-8 с примером 1 показывает, что удельный выход дизельного топлива (382-1622 г продукта на 1 г катализатора) по настоящему изобретению в 6-25 раз выше, чем по прототипу, что указывает на высокую активность и стабильность катализаторов. Сравнение примеров 1 и 6 показывает, что катализатор по изобретению позволяет использовать большую массовую скорость подачи сырья (40 ч-1), чем в прототипе (до 20 ч-1). Примеры 6-8 демонстрируют, что выделение из сырья фракции с температурой начала кипения 240-270°C позволяет не только увеличить производительность процесса, но и увеличить выход дизельной фракции по сравнению с использованием в качестве сырья дизельного топлива.
Способ получения метанола
Способ получения водорода
Цеолитный катализатор депарафинизации и способ депарафинизации
Способ получения метанола
Способ получения водорода
Цеолитный катализатор депарафинизации и способ депарафинизации
Цеолитный катализатор и способ безводородной депарафинизации углеводородного сырья с его использованием
Катализатор и способ гидроизомеризации нормальных углеводородов с5-с8 с его использованием
Установка для регенерации использованных смазочных масел с высокими рабочими параметрами
Способ регенерации использованных смазочных масел с высокими рабочими параметрами
Катализатор и способ каталитической безводородной депарафинизации углеводородного сырья

