Результат интеллектуальной деятельности: Способ формования изделия прямым прессованием премикса с использованием армирующего элемента
Вид РИД
Изобретение
Область техники
Изобретение относится к области изготовления путем формования полимерных изделий с арматурой или закладной деталью (элементом) для усиления прочности, уменьшения веса, снижения себестоимости, например, санитарно-технических изделий: раковины для кухни и ванной комнаты, ванны, душевого поддона, или деталей мебели: двери, столешницы и т.п.
Уровень техники
Формование полимерных изделий нашло широкое применение для изготовления санитарно-технических изделий и деталей мебели. В этих применениях особенно важно, чтобы формованные изделия обладали прочностью, высокой устойчивостью к механическим и термическим нагрузкам.
Известен способ формования изделий из пресс-материала в виде рулонного композиционного материала на основе ненасыщенных полиэфирных смол, стекловолокна и минеральных наполнителей (SMC - Sheet Molding Compound). Изготовление изделий из SMC осуществляют, преимущественно, методом прямого (компрессионного) прессования в обогреваемых пресс-формах, конструкция которых предусматривает выполнение ребер жесткости. Недостатками такого способа формования являются: высокая стоимость исходного материала, высокая стоимость оснастки, формы и оборудования.
Из патента JP 4998783, опубликованного 15.08.2012, известен способ формования изделия прямым прессованием премикса с использованием армирующего элемента - наполненного волокном пластика (FRP). Этот известный способ является прототипом заявленного способа.
Недостатком этого известного способа является то, что он используется для изготовления легких раковин и не применим для изготовления душевых поддонов и ванн, требования к прочности которых значительно выше.
Раскрытие изобретения
Технический результат заявленного изобретения заключается в упрочнении и удешевлении изделий. Заявленное изобретение позволяет усилить конструкцию изделия, что позволяет применять вместо дорогостоящего препрега SMC более дешевый премикс ВМС (Bulk Molding Compound) и более дешевый армирующий элемент.
Указанный технический результат достигается в способе формования изделия с армирующим элементом прямым прессованием премикса, в котором:
предварительно устанавливают армирующий элемент, например плиту из пластика, или металла, или древесностружечную плиту на платформу нижней части пресс-формы, контактирующую с центральной частью нижней армирующего элемента, а верхнюю поверхность, торцы и края нижней поверхности армирующего элемента оставляют открытыми для контакта с премиксом,
затем загружают премикс в нижнюю часть пресс-формы и смыкают верхнюю и нижнюю части пресс-формы, при этом
сжимают армирующий элемент.
По краю нижней поверхности армирующего элемента можно формировать ребро жесткости.
При использовании в качестве армирующего элемента древесно-стружечной плиты, сжимая, уменьшают ее по толщине на 10-20%. При этом можно использовать древесностружечную плиту, ламинированную только со стороны, обращенной к платформе нижней части пресс-формы.
Краткое описание чертежей
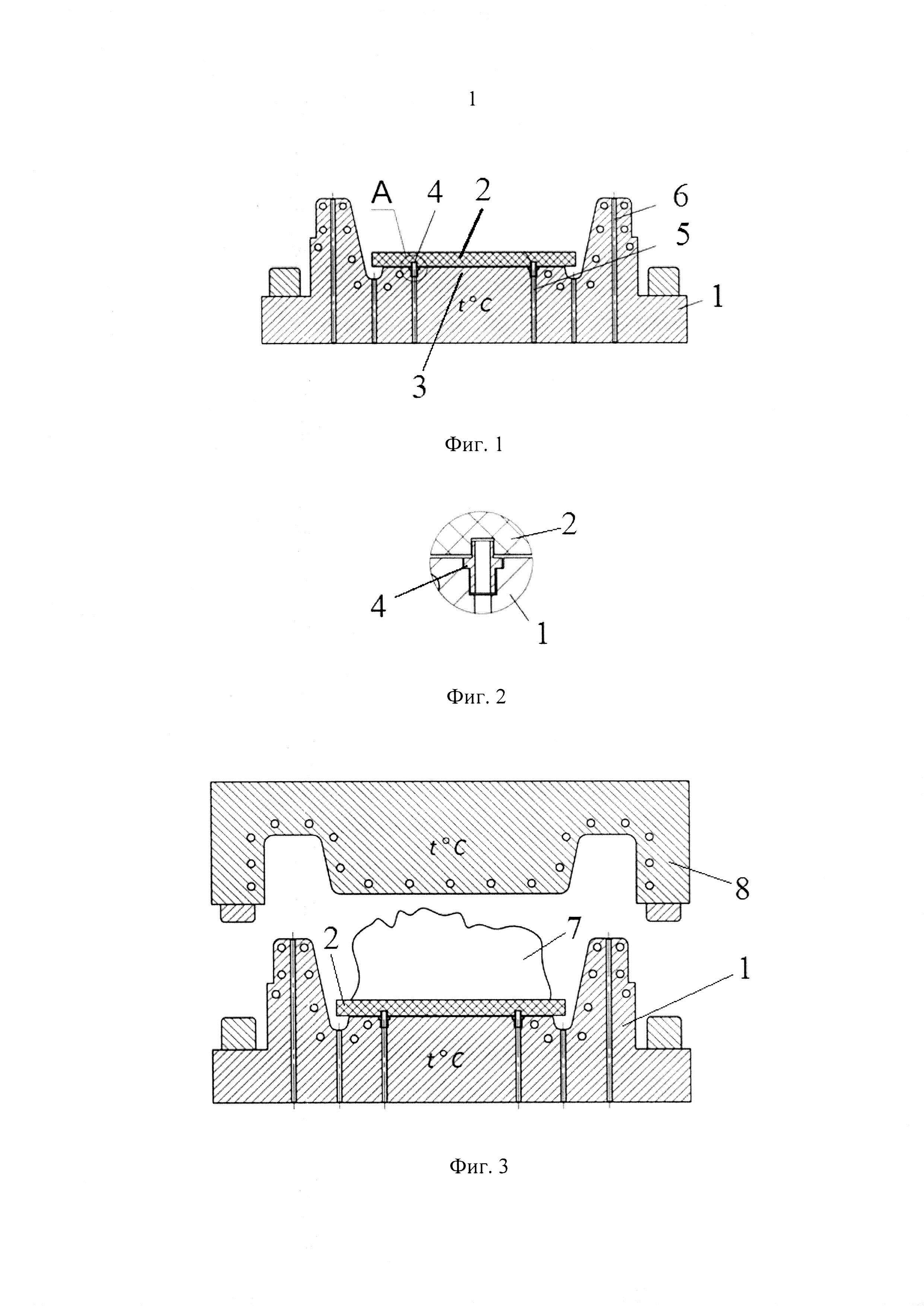
На фиг. 1 показана нижняя часть пресс-формы с вакуумной платформой и установленной на ней армирующей плитой.
На фиг. 2 показан элемент сопряжения армирующей плиты с платформой в нижней части пресс-формы.
На фиг. 3 показаны разомкнутые верхняя и нижняя части пресс-формы; нижняя часть пресс-формы с платформой, установленной на ней армирующей плитой и премиксом, расположенным на армирующей плите.
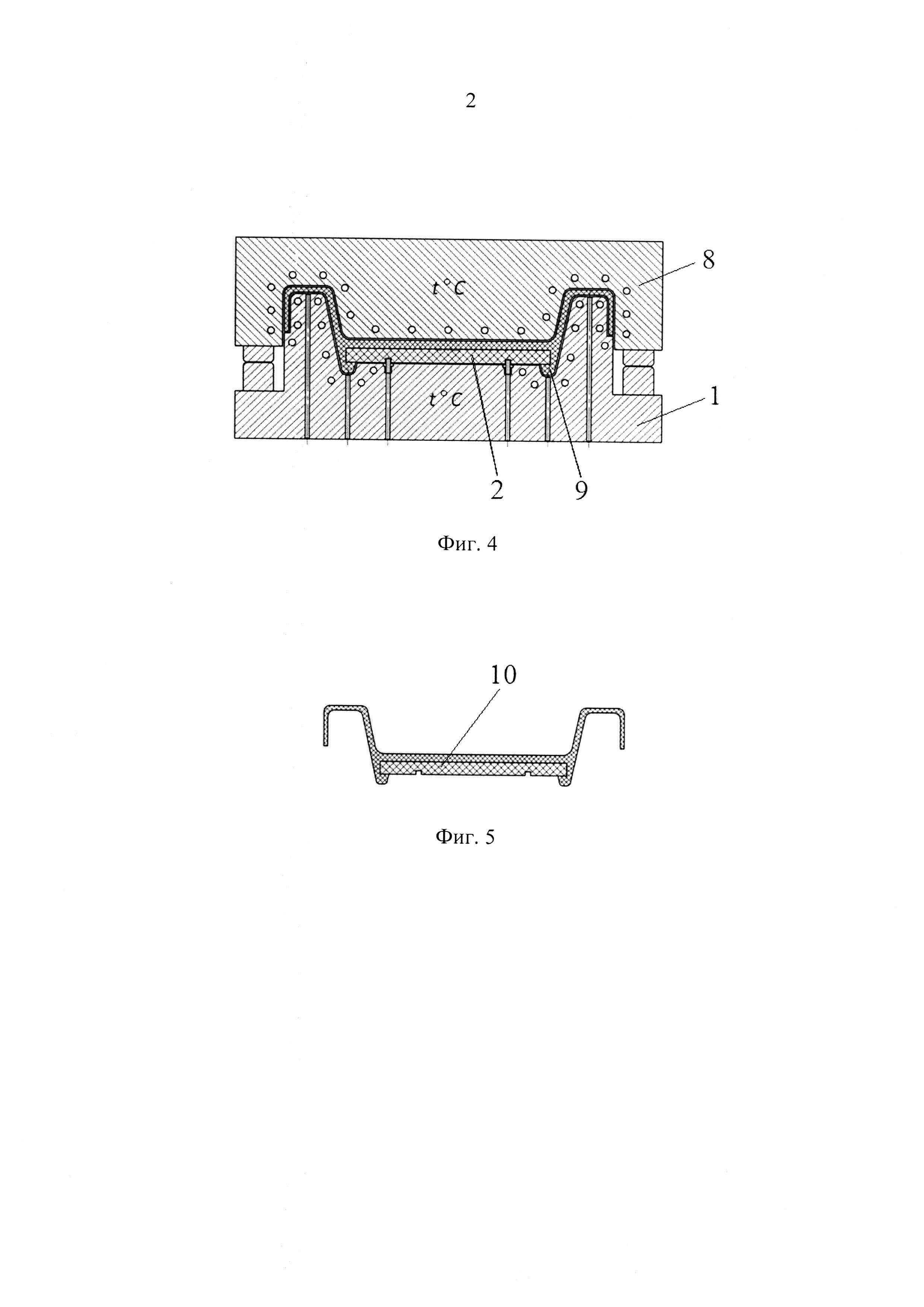
На фиг. 4 показана пресс-форма с сомкнутыми верхней и нижней частями и расположенным между ними формованным изделием с армирующей плитой.
На фиг. 5 показано готовое изделие - поддон для душа.
Осуществление изобретения
В соответствии с заявленным изобретением при прямом прессовании в нагреваемых пресс-формах (матрицах) в качестве усилителя конструкции изделия, например душевого поддона, ванны, раковины, используют армирующий элемент - плиту из пластика, металла, или древесностружечную плиту (ДСП).
Формование осуществляют следующим образом:
предварительно нагревают пресс-форму до необходимой рабочей температуры (120-150°C);
дозируют премикс ВМС по весу;
устанавливают внутри пресс-формы, в ее нижней части 1, как показано на фиг. 1, армирующий элемент 2, например, из ДСП с односторонней ламинацией на платформу 3, при этом совмещают, как показано на фиг. 2, технологические глухие отверстия в ДСП с выступами на платформе 3 в виде втулок 4, см. фиг. 2, соединенными с каналами 5 для выталкивания воздухом готового изделия из нижней части пресс-формы, выполненными в нижней части 1 пресс-формы наряду с каналами 6, служащими для отвода воздуха;
загружают подготовленный премикс 7, как показано на фиг. 3; при необходимости, перед загрузкой премикса и армирующего элемента поверхности пресс-формы могут обрабатываться средствами, исключающими залипание материала, такими как стеарат кальция, стеарат цинка или высокотемпературные силиконовые смазки;
производят замыкание пресс-формы, как показано на фиг. 4; в момент смыкания верхней 8 и нижней 1 частей пресс-формы премикс принимает форму изделия (полости пресс-формы) и закрывает необработанные торцы армирующего элемента 2, края его нижней поверхности, а также образует ребро жесткости 9 по периметру закладного элемента. В процессе смыкания пресс-формы армирующий элемент из ДСП деформируется, сжимаясь по толщине на 10-20%, при этом не происходит его расслаивания, а напротив - наблюдается значительное упрочнение;
заполненную пресс-форму с премиксом прогревают и выдерживают премикс под высоким давлением; время выдержки от 15 сек до 1 мин на 1 мм толщины изделия, в зависимости от применяемого пресс-материала;
готовое изделие 10, см. фиг. 5, вынимают из пресс-формы и очищают от облоя.
Применяемые материалы
Премикс (ВМС) - несыпучий реактопласт, представляющий собой особую пасту, содержащую смолу, наполнители, армирующие волокна. Типичный состав премикса ВМС: стекловолокно (5-30 мм) - 10-30%; наполнитель (тальк, микрокальцид) - 45-60%; смола (полиэфирная, винилэфирная) - 20-30%; прочие технологические добавки - 5%.
Основные характеристики ВМС: содержание стекловолокна 10-30%; плотность: 1400-2400 кг/м3; технологическая усадка (-0,1)-(+0,25); прочность на изгиб 70-140 МПа; модуль изгиба 8-15 ГПа; прочность на растяжение 20-60 МПа; ударная вязкость 10-60 кДж/м2; водопоглощение 0,03-0,05%.
Древесностружечная плита (ДСП): ламинирование (покрытие бумажно-смоляной пленкой) с одной стороны, вторая сторона без покрытия (желательно, не шлифованная), толщина: 10-20 мм; плотность: 580-700 кг/м3; прочность на изгиб 10-14 МПа.
Прессование ведут на прессе, который обеспечивает усилие прессования до 70 кг/см2, высокую степень параллельности смыкания верхней и нижней частей пресс-формы, а также контролируемую скорость смыкания и выдержку давления при прессовании до 1 мин на 1 мм толщины изделия.
Металлические подогреваемые пресс-формы выполнены из хромистой стали. Давление от 30 до 70 кг/см2, температура нагрева 100-160°C. Равномерный нагрев обеспечивают с помощью пара, электричества или масла. Время смыкания форм составляет до 7 минут, в это время осуществляется подогрев и реакция полимеризации.
Хирургическая нить

