Результат интеллектуальной деятельности: Способ получения керамических изделий сложной объемной формы
Вид РИД
Изобретение
Изобретение относится к технологии получения керамических изделий, обладающих сложной объемной формой, и может быть использовано в медицине, в нефтегазовом комплексе и машиностроении для изготовления керамических изделий, работающих при повышенных температурах, под нагрузкой или в агрессивных средах.
Известен способ получения керамических изделий на основе волластонита (RU 2298537, С04В 33/28, С04В 33/00, опубл. 10.05.2007) [1]. Способ включает приготовление формовочной массы путем одновременного мокрого помола концентрата природного волластонита 70-80%, каолина 10-20% и глины 5-10% с добавлением воды в количестве 27-32% от массы сухих компонентов, жидкого стекла и кальцинированной соды в качестве стабилизаторов до тонины помола с остатком на сите 0063-5-23%, формование изделий осуществляют методом шликерного литья в пористые формы. Обжигают изделия при температуре 950-1000°С в течение 1-3 ч.
Техническим результатом изобретения является упрощение технологии получения сложнопрофильных, крупногабаритных изделий на основе природного волластонита, обладающих высокой прочностью, термостойкостью и химической устойчивостью к алюминиевым сплавам до температуры 1000°С.
Недостатком известного способа является то, что этим способом невозможно изготовить небольшие керамические изделия сложной формы для нефтегазового оборудования. Такой способ не позволяет изготавливать изделия со сложной структурой поверхности или мелкими деталями. Ограничение вводится материалом, способом изготовления и конструкцией пористой литьевой формы.
Известен способ получения изделий из спеченного стеклокристаллического материала литийалюмосиликатного состава (RU 2170715, С03С 10/12, С04В 35/19, 20.07.2001) [2].
При получении изделий сложной формы используют простой, экологически чистый метод формования путем шликерного литья из высокоплотных водных суспензий в пористые формы. Материал измельчают мокрым способом до получения шликера с плотностью 1,97-2,05 г/см3, тониной помола с остатком на сите 0,063 мм 9-15% и рН 7,5-9,0. Технический результат изобретения - повышение плотности отформованных заготовок, снижение температуры обжига, уменьшение усадки изделий при обжиге.
Недостатком известного способа является также то, что этим способом невозможно изготовить небольшие керамические изделия сложной формы для нефтегазового оборудования.
Известен способ изготовления формы для литья керамических изделий под давлением, известный из SU 1699769, В28В 1/26, С04В 33/28, опубл. 1991 [3].
Изобретение относится к керамике и может быть использовано при изготовлении литейных форм для получения керамических изделий методом горячего литья под давлением. Целью изобретения является уменьшение трудозатрат при изготовлении формы и расширение ассортимента выпускаемых изделий с единицы литейной оснастки путем обеспечения возможности изменения расположения пуансонов в форме. На рабочей поверхности одной из крышек формы размещают трафарет со сквозными отверстиями на месте установки пуансонов 1-4, а их закрепление на крышке 5 производят отверждающимся составом, термостойким, в интервале температур литья 60-80°С с пределом прочности на отрыв не менее 11 МПа, причем трафарет 6 перед сборкой удаляют. Для получения изделий с различной по величине и конфигурации выемкой на месте удаленного трафарета размещают обечайку с отверстием, оформляющим выемку на изделиях, после чего пространство между обечайкой и крышкой заполняют сплавом с температурой плавления, не менее чем на 10°С превышающей температуру отливки изделий. Сплав удаляют после литья нагреванием.
Известно устройство для формования мелких изделий сложной конфигурации из керамических материалов, известное из патента RU 2005067, В28В 1/26, опубл. 1993 [4].
Использование: в области производства машин химических волокон, в частности при изготовлении деталей нитепроводящей гарнитуры формования путем заливки шликером. Сущность изобретения: устройство состоит из корпуса формы, выполненной из эластичного материала, например резины, и установленной в корпусе, а также плоской крышки, которая своей поверхностью плотно фиксирует форму в корпусе. В форме имеется внутренняя полость, воспроизводящая конфигурацию изделия. Материал формы имеет коэффициент Пуассона р. 0.465-0.5, относительно удлинение при разрыве 300-600%. Кроме того, материал формы сохраняет свои свойства при температуре, равной температуре заливаемого шликера. Форма в устройстве, с одной стороны, несжимаема, когда она находится внутри устройства, с другой стороны, она пластически деформируется, когда находится вне устройства, при этом изделие легко извлекается из нее путем перегибов и растяжений формы в разных направлениях. В этом устройстве реализуется способ получения мелких изделий сложной конфигурации из керамических материалов.
Сущность известного изобретения заключается в использовании резины в качестве материала литьевой матрицы при получении керамических изделий сложной геометрии методом литья шликера под давлением, нагретого до температуры плавления.
Недостатком изобретения является материал литьевых матриц - резина, которая подвержена деструкции при цикличном нагреве и охлаждении при создании керамических изделий методом литья керамического шликера под давлением. Необходимость использования внешнего металлического каркаса резиновой литьевой матрицы усложняет процесс получения керамических изделий.
Наиболее близким аналогом заявленного способа по совокупности существенных признаков и достигаемому техническому результату является способ получения керамических изделий, известный из US 2005/0023710, В29С 35/08, опубл. 03.02.2005 [5], в котором получают способом быстрого прототипирования из термопластичной пластиковой массы 3D модели из светоотверждаемой смолы, нанося смолу слой за слоем. Модели формуют в жидкой силиконовой резине (которая после отверждения обладает достаточной прочностью и эластичностью для удаления из нее моделей) с получением негативных форм (матриц). В силиконовые формы проводят инжекционное литье подогретого керамического термопластичного шликера. Затвердевшие отливки удаляют из матриц, проводят предварительное спекание для удаления связки, а затем полное спекание для получения плотности изделий, близкой к полной. Указанным способом получают мелкие изделия точной формы для зубных реставраций.
Технической проблемой предлагаемого изобретения является разработка способа получения керамических изделий сложной объемной формы с высокими техническими и функциональными (эксплуатационными) характеристиками.
Предлагаемый способ включает полный цикл технологических этапов, необходимых для получения керамических изделий сложной объемной формы.
Указанный технический результат достигается тем, что способ получения керамических изделий сложной объемной формы включает изготовление матрицы, отливку изделия с помощью матрицы и термообработку полученного изделия.
Для отливки изделия с помощью матрицы используют керамический шликер марок ВК-95 или ВК-94, а термообработку полученного изделия осуществляют:
- предварительным спеканием изделия путем нагрева в течение 6 часов до температуры 300°С и выдержкой в течение 1 часа, затем нагрев продолжают до 1100°С в течение 11 часов с выдержкой в течение 1 часа при максимальной температуре в воздушной среде для шликера ВК-95 и вакууме для щликера ВК-94 с последующей его механической обработкой;
- окончательным спеканием изделия в воздушной среде при температуре 1450-1700°С с выдержкой в течение 1 часа в воздушной среде для шликера ВК-95 и вакууме для шликера ВК-94.
Изготовление матрицы включает:
- 3D аддитивное формование заданной модели сложной объемной формы изделия из термопластичной пластиковой массы,
- погружение полученной модели изделия в силиконовую массу для получения силиконовой оболочки - матрицы изделия,
- полимеризацию силиконовой оболочки - матрицы изделия,
- извлечение пластиковой модели изделия из готовой матрицы.
В качестве термопластичной пластиковой массы используют: ABS-пластик (акрилонитрилбутадиенстирол), PLA-пластик (полилактид) или нейлон.
В качестве силиконовой массы используют жидкую массу на основе полиорганосилоксанов, полимеризующуюся при контакте с воздухом или отвердителем.
Раскрытие сущности изобретения.
Предлагаемый способ включает в себя изготовление модели будущего изделия методом аддитивного 3D производства, получение силиконовой матрицы и заливку ее пластичной шликерной массой с последующим спеканием изделия.
В последнее время использование метода 3D аддитивного производства для определенных целей широко используется в различных областях промышленности, медицины и других отраслях народного хозяйства.
Использование в предлагаемом изобретении метода 3D аддитивного производства для изготовления модели будущего изделия из термопластичной пластиковой массы имеет ряд преимуществ по сравнению с общеизвестными:
- изготовление модели с применением традиционных методов (изготовление модели с помощью слесарно-столярного инструмента) не обеспечивает высокую точность и качество детализации изделия;
- изготовление модели с применением установок лазерной резки или фрезерных станков с ЧПУ значительно увеличивает стоимость производства, а сложность формы модели не всегда позволяет использовать данные средства.
При этом в предлагаемом изобретении для изготовления модели будущего изделия используют в качестве термопластичной пластиковой массы: ABS-пластик (акрилонитрилбутадиенстирол), PLA-пластик (полилактид) или нейлон.
Также надо отметить, что известное изготовление матриц [1-3] из:
- гипса не обеспечивает высокого уровня детализации изделий и значительно уступает по этому показателю силиконовым матрицам. Матрицы из гипса так же не обладают упругостью и эластичностью, присущих силикону, что сокращает количество повторных использований;
- металла увеличивает стоимость производства, а сложность формы модели не всегда позволяет изготовить металлическую матрицу, либо усложняет ее конструкцию.
Имеет ряд преимуществ использование в предлагаемом изобретении силикона для изготовления матриц, чего нельзя сказать о резине, используемой в изобретении [4]. В отличие от резиновой матрица из силикона не смачиваема керамическим термопластичным шликером, что предотвращает возможное возникновение дефектов поверхности изделия при изъятии его из литьевой матрицы.
При этом в качестве силиконовой массы используют жидкую массу на основе полиорганосилоксанов, полимеризующуюся при контакте с воздухом или соответствующей жидкостью - отвердителем.
Отливка изделия с помощью матрицы включает:
- заполнение матрицы нагретым керамическим шликером с последующим его охлаждением при комнатной температуре,
- извлечение керамического изделия из матрицы.
При этом в качестве керамического шликера используют термопластичные шликеры на основе парафин-восковой смеси марок ВК-95 или ВК-94.
Термообработка полученного изделия включает:
- проведение предварительного спекания керамического изделия с последующей его механической обработкой,
- проведение окончательного спекания изделия.
Предварительное спекание керамического изделия проводят путем нагрева в течение 6 часов до температуры 300°С и выдержкой в течение 1 часа, затем нагрев продолжается до 1100°С в течение 11 часов с выдержкой в течение 1 часа при максимальной температуре в воздушной среде для шликера ВК-95 и вакууме для ВК-94.
Окончательное спекание керамического изделия проводят в воздушной среде при температуре 1450-1700°С с выдержкой в течение 1 часа в воздушной среде для шликера ВК-95 и вакууме для ВК-94.
Осуществление изобретения.
Методом аддитивного 3D формования изготавливают модель необходимого изделия из ABS, PLA или нейлона. Пластиковую модель заданного изделия изготавливают методом последовательного послойного нанесения расплавленного ABS, PLA или нейлона с толщиной слоя 150 мкм. Матрицу изделия изготавливают из температуростойкого полимера на основе полиорганосилоксанов (силикон), выдерживающего нагрев без потери прочности до 300°С.
Для получения силиконовой матрицы изделия готовят смесь из пластичного силикона и отвердителя, полимеризующегося в течение нескольких часов, что обеспечивает высокую точность воспроизведения формы и структуры поверхности модели изделия, которая может быть повышена с помощью применения таких процессов, как центрифугирование и вакуумирование.
Полученную пластиковую модель изделия окунают в приготовленную смесь пластичного силикона и отвердителя, чтобы на поверхности пластиковой модели остался слой приготовленной смеси пластичного силикона и отвердителя. По истечении определенного времени (нескольких часов), после отверждения силиконовой оболочки (матрицы) на поверхности пластиковой модели изделия, модель извлекают из оболочки.
Полученная силиконовая матрица обладает высокими упругими свойствами, что обеспечивает ее долгую эксплуатацию.
Силиконовую матрицу заполняют нагретым керамическим шликером марок ВК-95 или ВК-94. Заполнение формы керамическим шликером осуществляют при атмосферном давлении либо посредством инжекционной литьевой машины. Заливка шликера марок ВК-95 и ВК-94 происходит в диапазоне температур 70-80°С, что обеспечивает достаточную пластичность массы шликера и предотвращает появление пор в изделии. После остывания полученное изделие извлекают из формы и подвергают предварительному спеканию в воздушной среде для шликера ВК-95 и вакууме для ВК-94. Для этого деталь помещается в керамический тигель, заполненный керамическим порошком оксида алюминия (Al2O3), таким образом, чтобы порошок покрывал деталь полностью слоем, толщина которого не менее трети толщины изделия по нормали. Отверстия в изделии также заполняются порошком Al2O3. Предварительное спекание осуществляют путем нагрева в течение 6 часов до температуры 300°С и выдержкой в течение 1 часа, затем нагрев продолжается до 1100°С в течение 11 часов с выдержкой в течение 1 часа при максимальной температуре. В результате предварительного спекания получают керамическое изделие, обладающее достаточно высокой твердостью и прочностью, оставляющее возможность механической обработки твердосплавным или алмазным инструментом.
Благодаря предварительному спеканию изделия, полностью погруженного в порошок оксида алюминия (Al2O3), обеспечиваются равномерная усадка изделия и удаление пластификаторов из шликера, предотвращается растрескивание и деформирование изделия.
Окончательное спекание происходит при температуре от 1400 до 1700°С с выдержкой не менее часа (нижний интервал), скорость нагрева не более 200°С в час в воздушной среде для шликера ВК-95 и вакууме для ВК-94. В результате конечного спекания получается высокопрочное керамическое изделие, не обладающее дефектами, такими как поры и трещины, с формой и геометрией любой сложности, размер которого ограничен только техническими возможностями производителя при спекании.
Примеры конкретного выполнения.
Пример 1
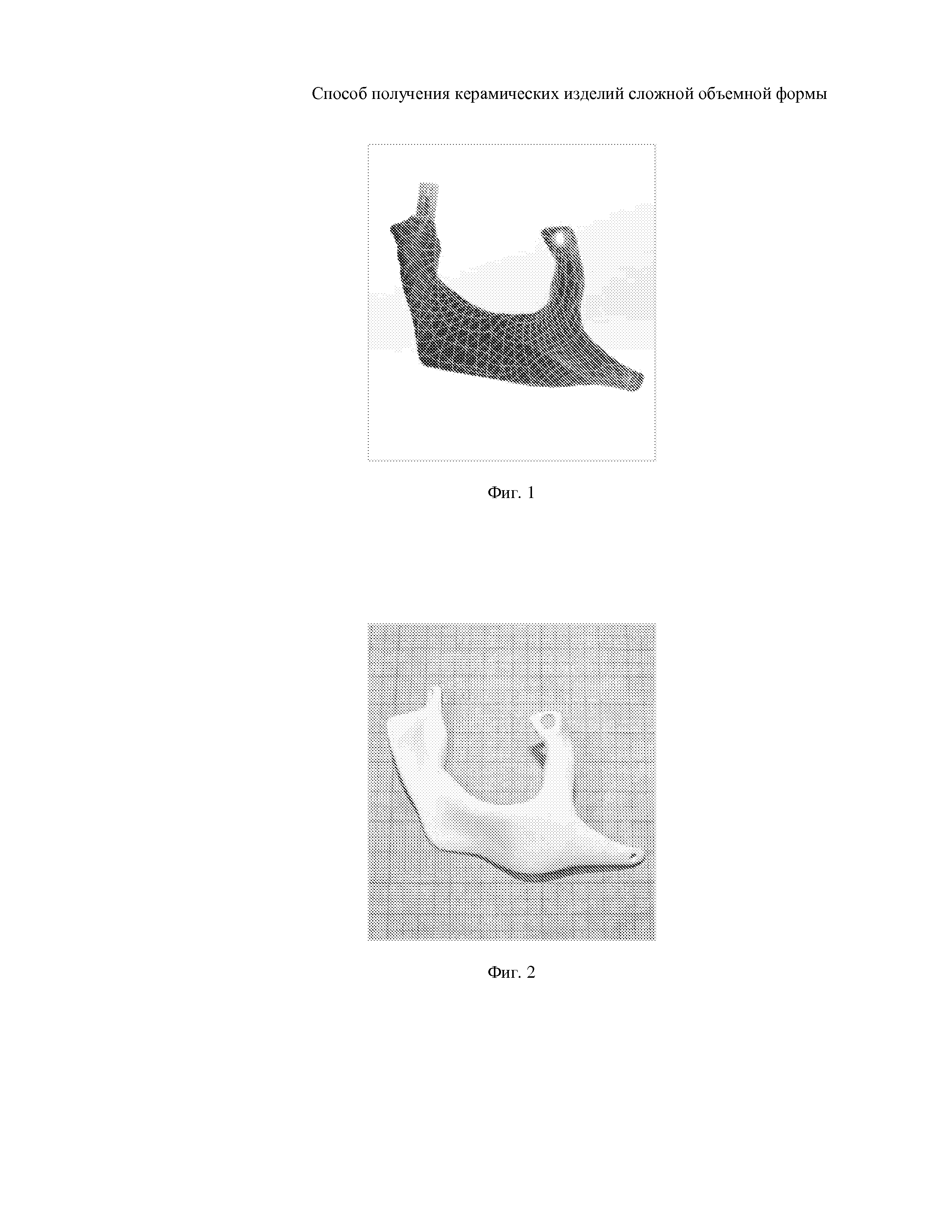
Получают трехмерную компьютерную томограмму висцеральной области скелета человека. На томограммах видны дефекты носовой и височной кости, а также верхней челюсти. На основе полученной томограммы строят трехмерную модель остеоимплантата (изделие), замещающего утерянные части скелета, фиг. 1. Модель была воспроизведена в ABS пластике посредством 3D печати в реальном масштабе. Модель производят выдавливанием («экструзией») и нанесением микрокапель расплавленного термопластика с формированием последовательных слоев, застывающих сразу после экструдирования. Пластиковая нить поступает в экструдер 3D принтера - устройство, оснащенное механическим приводом для подачи нити, нагревательным элементом для плавки материала и соплом, через которое осуществляется непосредственно экструзия. Экструдер перемещается в трех плоскостях под контролем компьютерной программы по траектории, соответствующей контурам будущего изделия. Модель строится слой за слоем, снизу вверх. Температура экструдера для плавки ABS нити в процессе 3D печати 230°С.
Далее получают силиконовую матрицу. Для этого смешивают силиконовую массу марки «ПЕНТЭЛАСТ-710» с отвердителем ТУ 2513-011-40245042-99 соответственно в весовой пропорции 10:1. Опускают пластиковую модель изделия в приготовленную смесь, после полимеризации пластиковую модель остеоимплантата извлекают из силиконовой матрицы.
Далее с помощью машины инжекционного формования изделий из керамического шликера заполняют силиконовую матрицу шликером марки «ВК 95», разогретым до 80°С под давлением 3 атм.
После остывания полученное керамическое изделие остеоимплантата извлекают и помещают в керамический тигель и полностью покрывают керамическим порошком Al2O3. Предварительное спекание проводят в воздушной среде с выдержкой при 300°С и 1100°С в течение 1 часа с общим временем предварительного спекания 19 часов. После остывания и извлечения из порошка Al2O3 изделие подвергают механической обработке слесарным инструментом для удаления поверхностных дефектов. Окончательное спекание производят при температуре 1600°С с нагревом 200°С/час и выдержкой в течение 1 часа. На фиг. 2 показано конечное керамическое изделие остеоимплантата.
Предел прочности при изгибе 300 МПа, прочность при сжатии 1800 МПа, плотность 3 г/см3.
Пример 2
Строят трехмерную компьютерную модель шарового затвора для оборудования нефтегазового комплекса. На основе полученного изображения строят трехмерную модель этого изделия. Модель была воспроизведена в PLA-пластике посредством 3D-печати в реальном масштабе.
Модель производят выдавливанием («экструзией») и нанесением микрокапель расплавленного термопластика с формированием последовательных слоев, застывающих сразу после экструдирования. Пластиковая нить поступает в экструдер 3D принтера - устройство, оснащенное механическим приводом для подачи нити, нагревательным элементом для плавки материала и соплом, через которое осуществляется непосредственно экструзия. Экструдер перемещается в трех плоскостях под контролем компьютерной программы по траектории, соответствующей контурам будущего изделия. Модель строится слой за слоем, снизу вверх. Температура экструдера для плавки PLA нити в процессе 3D печати 190°С.
Далее получают силиконовую матрицу. Для этого смешивают силиконовую массу марки «ПЕНТЭЛАСТ-710» с отвердителем ТУ 2513-011-40245042-99 соответственно в пропорции 10:1. Опускают пластиковую модель изделия в приготовленную смесь, после полимеризации пластиковую модель остеоимплантата извлекают из силиконовой матрицы.
Далее с помощью литейной машины силиконовая матрица заполнялась шликером марки «ВК-94», разогретым до 80°С под давлением 3 атм.
После остывания полученное керамическое изделие извлекают и помещают в керамический тигель и полностью покрывают керамическим порошком Al2O3. Предварительное спекание проводят в вакууме с выдержкой при 300°С и 1100°С в течение 1 часа с общим временем предварительного спекания 19 часов. После остывания и извлечения из порошка Al2O3 изделие подвергают механической обработке слесарным инструментом для удаления поверхностных дефектов.
Окончательное спекание производят при температуре 1700°С с нагревом 200°С/час и выдержкой в течение 1 часа в вакууме.
Предел прочности при сжатии 2600 МПа, плотность 3.8 г/см3.
Пример 3
Строят трехмерную компьютерную модель детали оборудования из области машиностроения. Модель была воспроизведена в нейлоне посредством 3D-печати в реальном масштабе.
Модель производят выдавливанием («экструзией») и нанесением микрокапель расплавленного термопластика с формированием последовательных слоев, застывающих сразу после экструдирования. Пластиковая нить поступает в экструдер 3D принтера - устройство, оснащенное механическим приводом для подачи нити, нагревательным элементом для плавки материала и соплом, через которое осуществляется непосредственно экструзия. Экструдер перемещается в трех плоскостях под контролем компьютерной программы по траектории, соответствующей контурам будущего изделия. Модель строится слой за слоем, снизу вверх. Температура экструдера для плавки PLA нити в процессе 3D печати 245°С.
Далее получают силиконовую матрицу. Для этого смешивают силиконовую массу марки «ПЕНТЭЛАСТ-710» с отвердителем ТУ 2513-011-40245042-99 соответственно в пропорции 10:1. Опускают пластиковую модель изделия в приготовленную смесь, после полимеризации пластиковую модель остеоимплантата извлекают из силиконовой матрицы.
Далее с помощью литейной машины силиконовая матрица заполняют шликером марки «ВК 95», разогретым до 80°С под давлением 3 атм.
После остывания полученное керамическое изделие извлекают и помещают в керамический тигель и полностью покрывают керамическим порошком Al2O3. Предварительное спекание проводят в воздушной среде с выдержкой при 300°С и 1100°С в течение 1 часа с общим временем предварительного спекания 19 часов. После остывания и извлечения из порошка Al2O3 изделие подвергают механической обработке слесарным инструментом для удаления поверхностных дефектов.
Окончательное спекание производят при температуре 1450°С с нагревом 200°С/час и выдержкой в течение 1 часа.
Предел прочности при изгибе 380 МПа, прочность при сжатии 2400 МПа, твердость по Виккерсу 21 ГПа, плотность 3.65 г/см3.
Способ организации рабочего процесса в прямоточном воздушно-реактивном двигателе
Способ изготовления керамической мембраны
Устройство для определения натяжения шнура
Гидробаллистический стенд
Способ аддитивного формования изделий из порошковых материалов
Способ получения пористого керамического материала с трехуровневой поровой структурой
Гетеромодульный керамический композиционный материал и способ его получения
Способ изготовления керамической мембраны
Способ изготовления прочной керамики
Способ изготовления керамических изделий
Способ получения керамического градиентного материала
Способ получения пористой керамики с бимодальным распределением пористости
Способ реконструкции сложных дефектов челюстно-лицевой области
Способ аддитивного формования изделий из порошковых материалов
Способ получения пористого керамического материала с трехуровневой поровой структурой
Гетеромодульный керамический композиционный материал и способ его получения

