Результат интеллектуальной деятельности: СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЗАГОТОВКИ С ДРОБЛЕНИЕМ СТРУЖКИ
Вид РИД
Изобретение
Изобретение относится к области металлообработки и предназначено для обработки деталей из различного сортамента сталей и их сплавов, где предъявляются повышенные требования к удалению стружки из зоны обработки на токарных станках оснащенных ЧПУ.
Известен способ дробления стружки (авторское свидетельство SU №664753, опубл. 30.05.1979 г.), при котором стружку завивают в спираль, диаметр которой вписывается в область термического влияния дуги, а затем осуществляют дополнительную ориентацию стружки в направлении, перпендикулярном оси ее перемещения с помощью свободно вращающегося на оси ролика.
Недостатком является необходимость обеспечивать изменение ориентации стружки в зависимости от изменяющихся режимов резания и размеров припуска в пространстве технологического оборудования с помощью свободно вращающегося на оси ролика.
Известен способ механической обработки с подогревом (авторское свидетельство SU №665983, опубл. 05.06.1979 г.), заключающиеся в том, что для осуществления дробления стружки создаются периодические кратковременные воздействия импульса тока плазматрона на поверхность резания для нанесения стружкоразделительных канавок.
Недостатком является наличие вибраций резца и ударных нагрузок на режущий клин при прохождении стружкоразделительных канавок, приводящих к снижению стойкости режущего инструмента, и технологические сложности одновременного совмещения процесса нанесения канавок и процесса резания.
Известен способ механической обработки с подогревом (авторское свидетельство SU №860936, опубл. 07.09.1981 г.), при котором перед резцом на поверхности резания источником-плазмотроном на пересечении поверхности резания и обработанной поверхности образуют канавку при помощи нагрева слоя металла подлежащего удалению до температуры, при которой его механические свойства изменяются с последующим удалением обычным резцом.
Недостатком способа является его пригодность только для черновой обдирки литых и кованых слитков, что является энергоемким процессом и не решает проблему стружкодробления.
Известен способ механической обработки труднообрабатываемых материалов с подогревом срезаемого слоя (авторское свидетельство SU №982847, опубл. 23.12.1982 г.), в соответствии с которым осуществляют локальный нагрев срезаемого слоя выше температуры рекристаллизации металла.
Недостатком способа является относительно низкая производительность, обусловленная тем, что производится одновременный опережающий нагрев срезаемого слоя и последующая обработка при высоких температурах резания.
Известен способ механической обработки с дроблением стружки (авторское свидетельство SU №1024155, опубл. 23.06.1983 г.), включающий нагрев обрабатываемой поверхности заготовки, осуществляемый газовой горелкой по винтовой линии с последующим охлаждением.
Недостатком способа является неустойчивость сегментирования стружки при механической обработке на различных режимах вследствие неопределенности параметров теплового воздействия и несогласованности их с параметрами механической обработки, что в свою очередь приводит к неравномерным нагрузкам на режущий инструмент.
Известен способ механической обработки с дроблением стружки (патент РФ №2578875, опубл. 20.01.2016 г.), включающий нагрев обрабатываемой поверхности заготовки пламенем газовой горелки, при этом ось факела расположена по касательной к обрабатываемой поверхности, за счет чего на этапе механической обработки обеспечивается безударное врезание резца, вследствие параллельного расположения главной режущей кромки, в линию с локальным термическим воздействием, что приводит к дроблению стружки вследствие изменения упругих ее свойств.
Недостатком способа является длительный нагрев поверхностного слоя и низкая скорость охлаждения после термической обработки, вследствие чего сформировавшаяся структура неравномерно распределяется в поверхностном слое по объему термического воздействия приводя в процессе резания к периодическим ударным нагрузкам режущего инструмента, что сказывается на его стойкости, а также понижает надежность стружкодробления.
Известен способ лазерно-механической обработки (авторское свидетельство SU №1583216, опубл. 07.08.1990 г.), принятый за прототип, с целью повышения точности и расширения технологических возможностей, включающий нагрев заготовки лучом лазера, охлаждение ее до температуры окружающей среды, причем глубину лазерного воздействия определяют из соотношения hc-ƒ≤t≤hc, где hc - глубина лазерного воздействия; ƒ - допустимая глубина дефектного слоя; t - глубина резания.
Недостатком предлагаемого способа является скалывание режущей кромки по передней и задней поверхностям в результате ударного воздействия инструмента об упрочненный слой с микротвердостью Н=165 кг/мм2, что не позволит достичь снижения шероховатости по параметру Rz в 2,5 раза.
Техническим результатом изобретения является повышение надежности стружкодробления и стойкости режущего инструмента, а также расширение сортамента обрабатываемых материалов.
Технический результат достигается тем, что лазерный луч перемещают по прямой траектории с линейной скоростью и с постоянными мощностью излучения и длиной волны под углом наклона к обрабатываемой поверхности заготовки в пределах от 75 до 80° в виде сфокусированного светового пятна, диаметр которого выбирают из условия обеспечения плотности мощности, достаточной для фазовых превращений в структуре заготовки на глубину припуска и формирования в ней локальной метастабильной зоны с измененными упругими свойствами, пересечение которой с плоскостью резания обеспечивает сегментацию и дробление стружки.
Способ механической обработки стальной заготовки с дроблением стружки поясняется следующими чертежами.
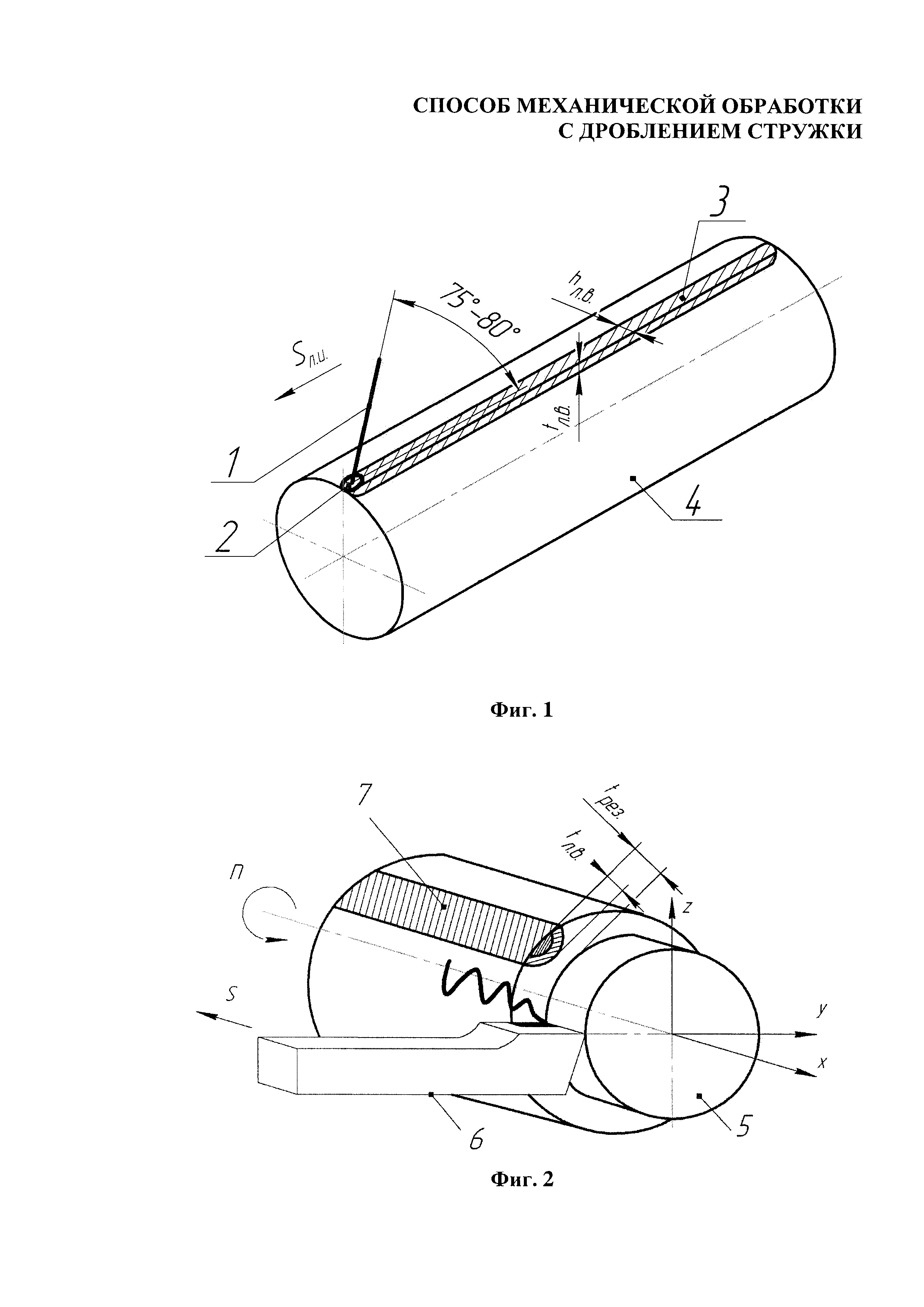
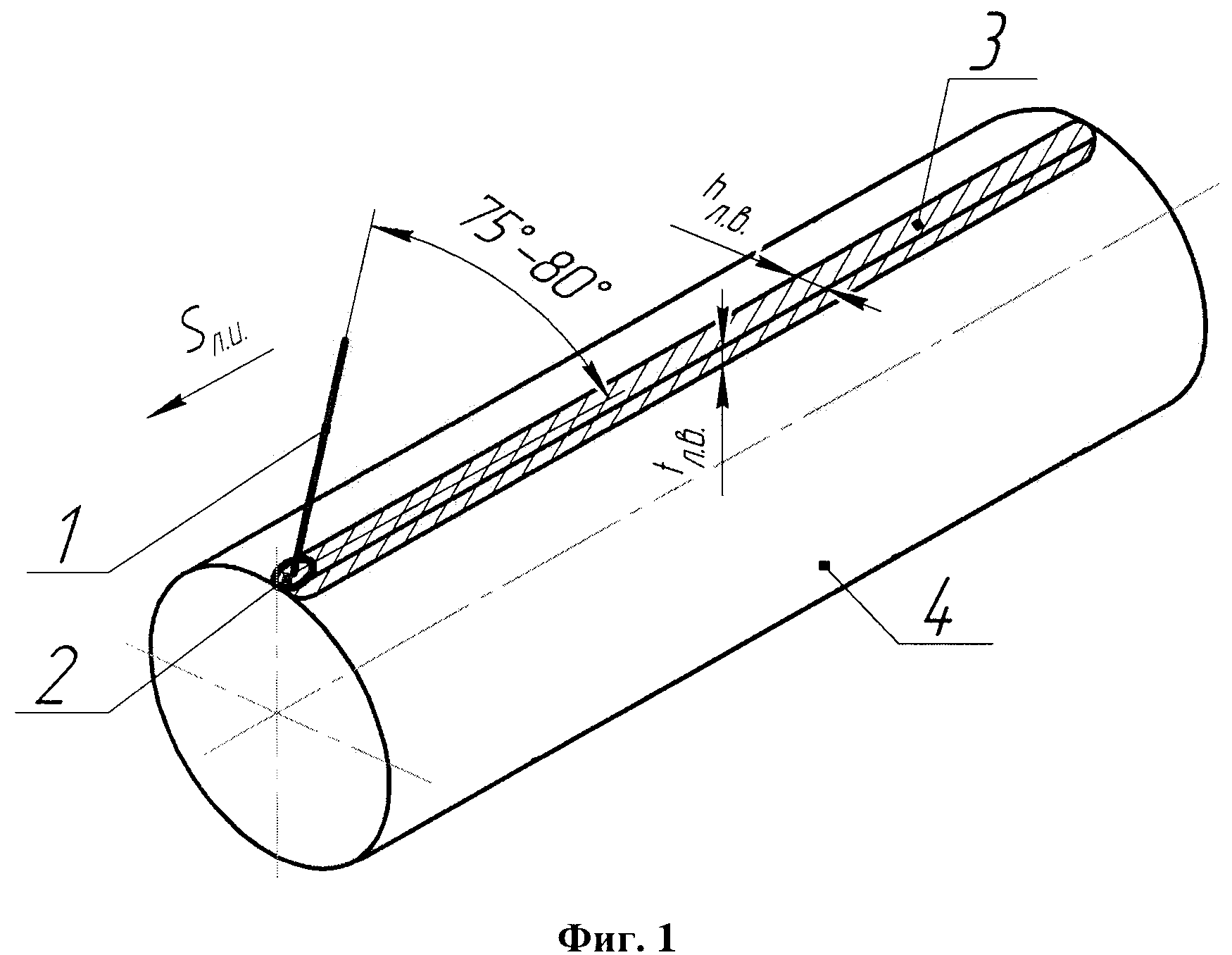
фиг. 1 - схема нанесения лазерного воздействия на стальную заготовку;
фиг. 2 - схема механической обработки заготовки, предварительно подвергнутой локальному лазерному воздействию;
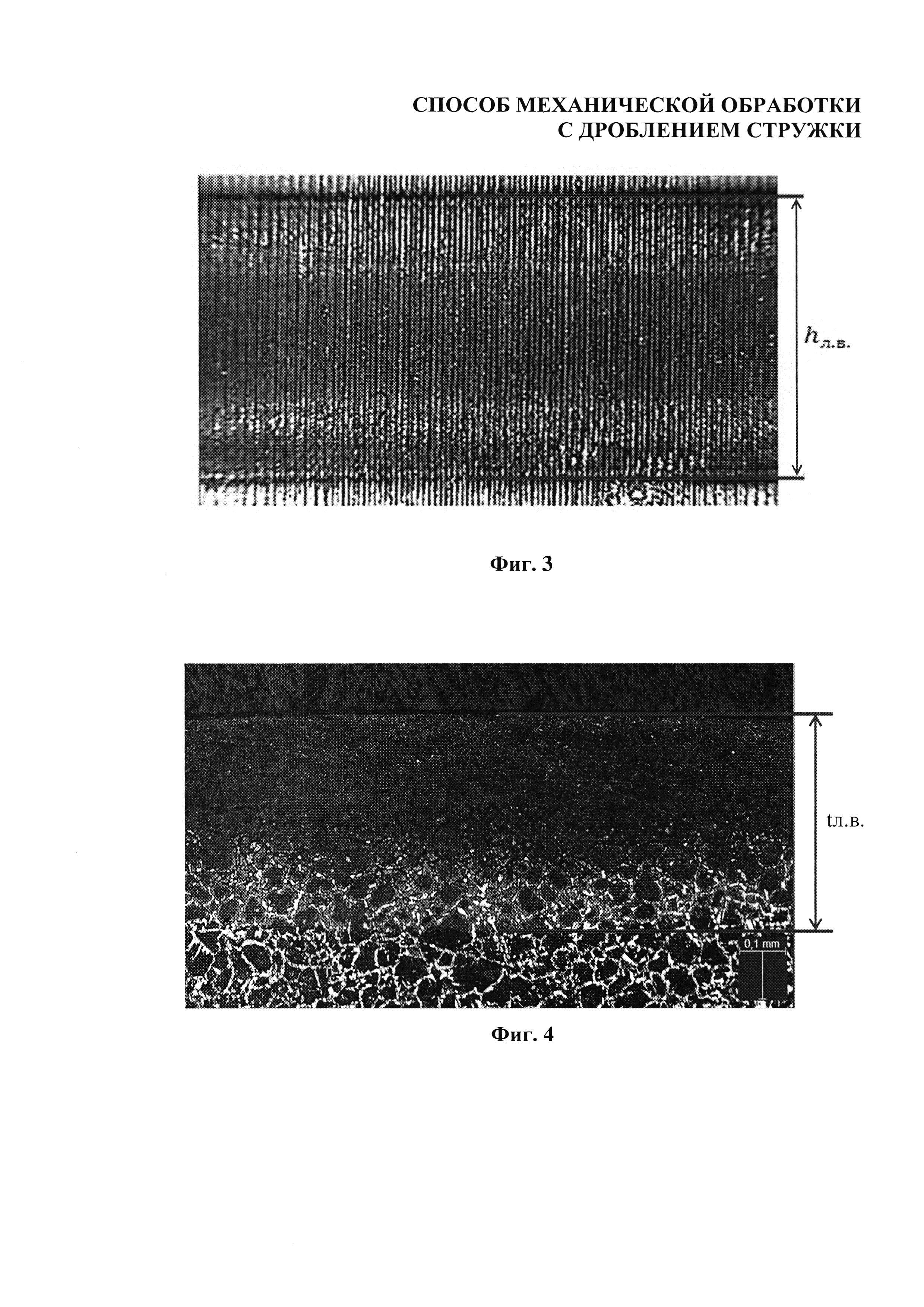
фиг. 3 - равномерное распределение лазерного воздействия по поверхности стальной заготовки;
фиг. 4 - равномерное распределение метастабильной структуры по глубине стальной заготовки после лазерного воздействия;
фиг. 5 - неравномерное распределение измененной структуры по глубине стальной заготовки после метода газовой горелки.
1 - лазерный луч, отклоненный на α°;
2 - диаметр светового пятна;
3 - локальная зона с измененной структурой;
4 - заготовка;
5 - заготовка с измененной структурой;
6 - режущий инструмент;
7 - локальная метастабильная зона.
Способ осуществляется следующим образом. На этапе подготовки по поверхности заготовки 4 перемещается лазерный луч, отклоненный на α° 1 по прямой траектории с подачей Sл.и., производя сверхбыстрый разогрев с постоянной линейной скоростью и мощностью излучения, формируя локальную зону с измененной структурой 3 по ширине hл.в. и tл.в. глубине воздействия (фиг. 1). Причем лазерное излучение с длиной волны λ=1,07 мкм подается на обрабатываемую поверхность с углом наклона от 75 до 80° и сфокусированное в световое пятно. Диаметр светового пятна 2 выбирается таким образом, чтобы плотности мощности было достаточно для соответствующих фазовых превращений (согласно диаграмме железо-углерод), происходящих в структуре заготовки ~106 Вт/см2, т.е. имело место полной фазовой перекристаллизации с образованием аустенитной структуры, которая при последующем сверхбыстром охлаждении в данном локальном объеме стали превращается в мартенсит. Такое энергетическое воздействие на поверхность, а также равномерное распределение плотности мощности в самом пятне, обусловленное конструкцией волоконного лазера, исключает такие дефекты, как пережоги, локальное оплавление и неравномерность глубины обработки. На этапе механической обработки заготовка с измененной структурой 5 вращается с частотой n, происходит съем слоя металла режущим инструментом 6 с подачей S на глубину резания tpeз, не превышающую толщину локального лазерного воздействия tл.в. (фиг. 2). Линия с локальной метастабильной зоной 7 при пересечении с плоскостью резания служит концентратором напряжений с измененными упругими свойствами и вызывает сегментацию и дробление стружки.
Предлагаемый способ механической обработки стальной заготовки с дроблением стружки позволяет существенно уменьшить динамические нагрузки на режущий клин инструмента, повысить виброустойчивость системы и в результате этого увеличить стойкость резцов. При таком способе возможна обработка с дроблением стружки не только конструкционных материалов, но и труднообрабатываемых сталей и их сплавов.
Примеры
Для формирования концентратора напряжения в локальной зоне поверхностного слоя цилиндрической детали производился разогрев лазерным лучом по прямой траектории при помощи иттербиевого волоконного лазерного комплекса мод. Лс-5.
Данная установка позволяет произвести лазерное воздействие в локальной зоне поверхности детали на глубину tл.в. с точностью до 0,01 мм из-за физической сущности лазерного луча (лазерная установка излучает лазерный луч с постоянной мощностью излучения и длиной волны) (фиг. 4). Мощность при этом составила 2,5 кВт, скорость обработки 2000 мм/мин и диаметр сфокусированного светового пятна, равного 4 мм, были постоянными. Ширина полученной локальной линии hл.в. равняется 6 мм (фиг. 3).
Такие параметры позволили равномерно распределить структуру по всему объему прямой локальной линии, обеспечивая безударное вхождение режущего инструмента в зону с локальным лазерным воздействием, что положительно отразилось на стойкости резца и надежности стружкодробления.
Способ механической обработки стальной заготовки с дроблением стружки, включающий предварительную подготовку обрабатываемой поверхности путем нагрева непрерывным лазерным лучом на глубину снимаемого припуска, отличающийся тем, что лазерный луч перемещают по прямой траектории с линейной скоростью и с постоянными мощностью излучения и длиной волны под углом наклона к обрабатываемой поверхности заготовки в пределах от 75 до 80° в виде сфокусированного светового пятна, диаметр которого выбирают из условия обеспечения плотности мощности, достаточной для фазовых превращений в структуре заготовки на глубину припуска и формирования в ней локальной метастабильной зоны с измененными упругими свойствами, пересечение которой с плоскостью резания обеспечивает сегментацию и дробление стружки.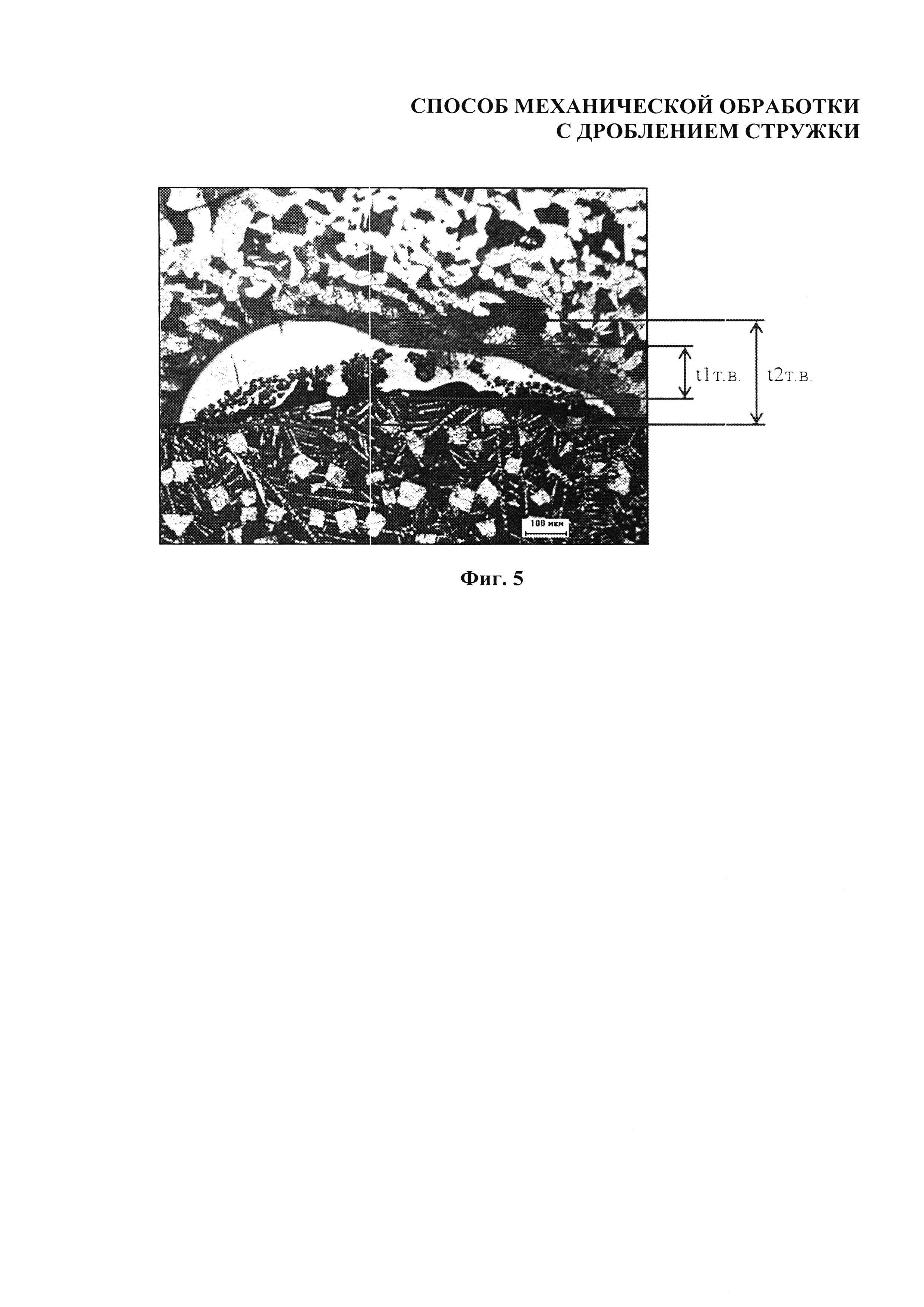
Способ получения топливных брикетов
Способ магнитно-абразивной обработки
Способ механической обработки с дроблением стружки
Способ получения лигатуры магний-неодим
Способ разделения редкоземельных металлов иттрия и иттербия от примесей железа (3+)
Способ механической обработки стальной заготовки с дроблением стружки
Устройство для определения статического и динамического трений сыпучих материалов
Состав для защиты внутренних стенок насосно-компрессорных труб
Тепловой снаряд для бурения плавлением
Виброактивный исполнительный орган
Способ механической обработки с дроблением стружки
Способ механической обработки стальной заготовки с дроблением стружки
Способ магнитно-абразивной обработки
Устройство для измерения удельного сопротивления полупроводниковых режущих керамических пластин

