Результат интеллектуальной деятельности: Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, в частности к объемной штамповке, и может быть использовано при изготовлении поковок с ребрами.
Известен способ для штамповки поковок с ребрами, при котором поковку штампуют в предварительном ручье и за один рабочий ход формируют одну сторону поковки, а вторая сторона заготовки выдавливается в свободную полость штампа, затем поковку штампуют в окончательном штампе, при этом формируется вторая сторона заготовки одновременно с правкой первой стороны (Патент CN 104439001 A, B21J /02, опубл. 25.03.2015).
Недостатком такого способа являются значительные усилия при штамповке крупногабаритных поковок с ребрами для формирования ребер поковки в заготовительных штампах с одновременной калибровкой уже сформированной стороны, что приводит к дополнительной штамповке в окончательных штампах и требует использования кузнечно-прессового оборудования значительной мощности.
Известен способ секционной штамповки коленчатых валов (Ковка и штамповка: Справочник. В 4-х т. / Ред. Совет: Е.И. Семенов (пред.) и др. - М.: Машиностроение, 1986. - Т. 2. Горячая штамповка / Под ред. Е.И. Семенова, 1986, 592 с., ил., с. 31-32). Такой способ заключается в нагреве заготовки и штамповке в блоке штампов последовательно каждой секцией блока штампов, усилие на которые передается через подкладную пластину, подставляемую между бойком пресса и секцией штампа на каждом рабочем ходе пресса. Способ снижает силовое воздействие при формоизменении заготовки и позволяет штамповать поковки с удлиненной осью.
Недостатком данного способа являются высокие усилия при штамповке вследствие охлаждения материала заготовки из-за длительного контакта с инструментом, что требует применения сложной сборной конструкции штампа.
Известен штамп для штамповки поковок с ребрами, содержащий верхнюю и нижнюю половины, площадку для осадки, предварительный ручей и окончательный ручей. Вершины ребер предварительного ручья выполнены с компенсаторами ввиде вписанного радиуса, а ребра предварительного ручья выполнены выше ребер окончательного. Такую схему предложено использовать для закрытой штамповки и штампов с поперечным заусенцем (Патент RU 2450884, опубл. 20.05.2012, B21K 1/76, B21J 13/02).
Недостатком известного устройства является большое усилие формования заготовки на предварительном переходе, сложность оформления кромок ребра с малым радиусом скругления в окончательном ручье из предварительной поковки с вписанным радиусом на вершине ребер и большое усилие в окончательном штамповочном переходе из-за необходимости деформирования одновременно двух ребер поковки.
Известен штамп для штамповки поковок с ребрами, содержащий верхнюю и нижнюю половины, площадку для осадки, открытые предварительные и окончательные ручьи с заусенечными канавками, при этом с целью экономии металла путем уменьшения расхода металла, идущего в облой, и повышения стойкости штампа путем снижения усилия штамповки, предварительный ручей выполнен высотой, превышающей высоту окончательного ручья на определенную величину, а предварительный ручей в зоне под вершины ребер выполнен по радиусу, определяемому по заданному выражению, причем высота заусенечной канавки превышает высоту предварительного ручья в 1,5-2 раза (а.с. СССР №1234031, B21J 13/02, опубл. 30.05.1986) - прототип.
Использование прототипа не обеспечивает стабильного получения заданной формы полотна при жестких требованиях к форме поковки. Кроме того, прототип не позволяет снизить усилие штамповки при увеличении площади межреберного участка, т.к. распределение металла осуществляется только в области ребер.
Задачей, на решение которой направлено данное изобретение, является разработка конструкции штампа и способа, расширяющих технологические возможности горячей штамповки в открытых штампах и позволяющих получить крупногабаритные поковки с ребрами на прессовом оборудовании меньшей мощности.
Техническим результатом, достигаемым при осуществлении данного изобретения, является снижение усилия при штамповке поковки в предварительном и окончательном ручье штампа, уменьшение количества комплектов штампового инструмента.
Указанный технический результат достигается тем, что в способе штамповки поковки удлиненной формы с двумя симметричными продольными ребрами, включающем деформирование исходной заготовки в предварительном и окончательном ручьях штампа, выполненных с полостями для формирования ребер, согласно изобретению осуществляют деформирование нагретой до температуры пластичности исходной заготовки в предварительном ручье штампа за два рабочих хода штампа, во время первого из которых одно ребро поковки формируют в полости для формирования ребер, повторяющей форму соответствующей полости окончательного штампа, а второе ребро формируют в полости, имеющей компенсатор, полученный путем превышения высоты указанной полости высоты полости окончательного штампа, без полного заполнения ее металлом заготовки, после чего заготовку переворачивают на 180° вдоль ее продольной оси, укладывают в предварительный ручей с расположением ребра, сформированного в полости, повторяющей форму полости окончательного штампа, в полости с компенсатором и производят второй рабочий ход штампа, а в окончательном ручье осуществляют формирование плавного перехода от ребер к межреберному участку, окончательное формирование межреберного участка и калибровку ребер поковки.
Также технический результат достигается тем, что штамп для штамповки поковки удлиненной формы с двумя симметричными продольными ребрами, содержащий верхнюю и нижнюю половины с предварительным и окончательным ручьями, каждый из которых выполнен с полостями для формирования ребер и межреберного участка поковки, согласно изобретению в предварительном ручье высота одной полости для формирования ребер поковки в каждой половине штампа составляет 1,2-1,5 высоты одной полости для формирования ребер поковки в каждой половине штампа окончательного ручья, а высота второй полости для формирования ребер поковки предварительного ручья в каждой половине штампа равна высоте второй полости для формирования ребер поковки в каждой половине штампа окончательного ручья, при этом высота полости для формирования межреберного участка поковки предварительного ручья штампа составляет 0,8-1,0 высоты полости для формирования межреберного участка поковки окончательного ручья, а между уклоном полостей для формирования ребер и основаниями полости для формирования межреберного участка предварительного ручья выполнен уклон с углом от 5 до 45°, длина которого составляет 0,2-0,5 длины полости для формирования межреберного участка.
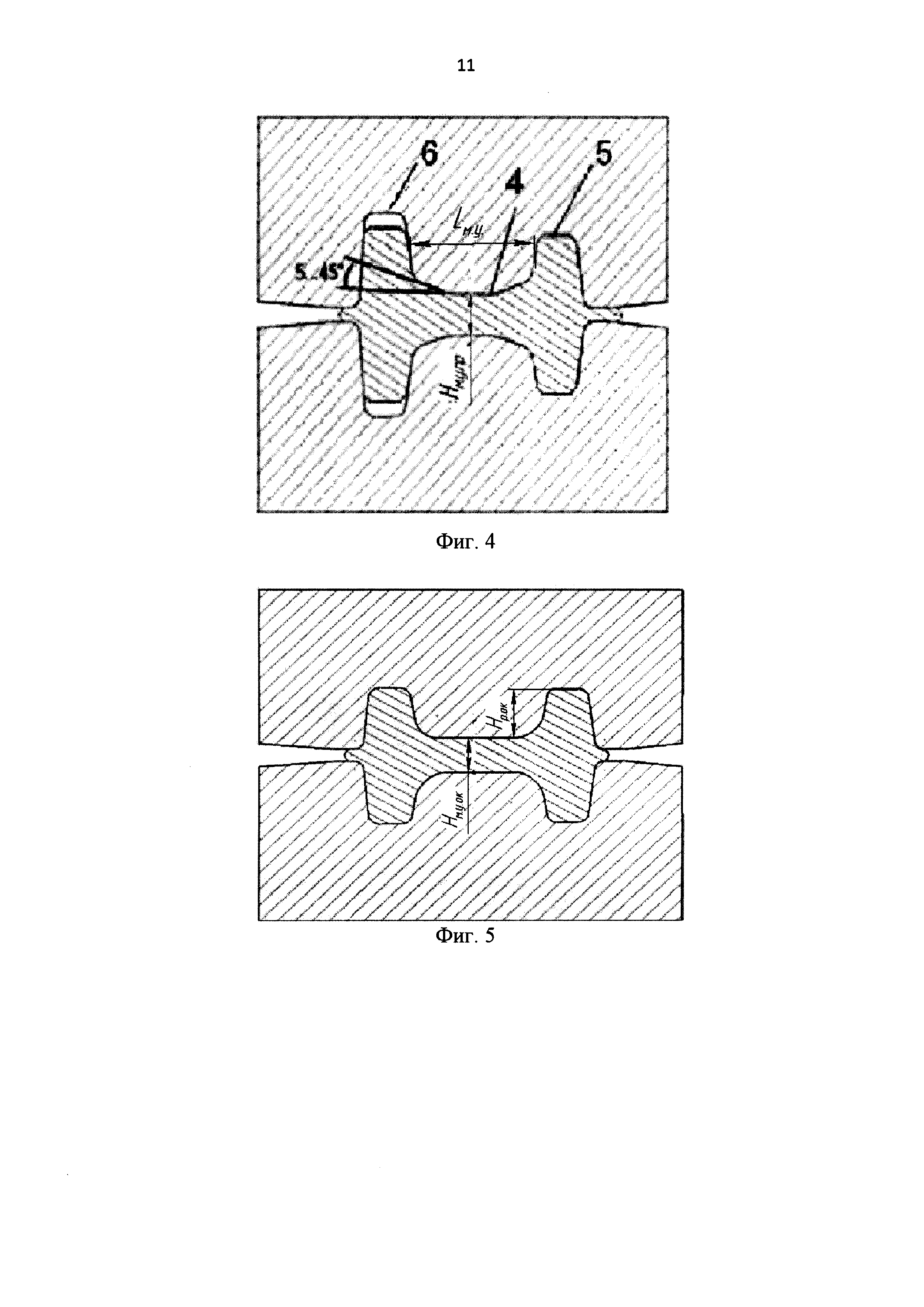
Изобретение поясняется чертежами, где на фиг. 1 приведен предварительный ручей штампа с уложенной в него заготовкой перед первой штамповкой; на фиг. 2 показаны штамп с заготовкой в конце первой штамповки в предварительном ручье; на фиг. 3 показан штамп с заготовкой перед второй штамповкой в предварительном ручье; на фиг. 4 представлен предварительный ручей штампа с заготовкой по окончании стадии формоизменения заготовки; на фиг. 5 приведен окончательный ручей штампа с полученной поковкой в момент полного смыкания обеих половин.
Штамп для изготовления штампованных поковок удлиненной формы с двумя симметричными продольными ребрами содержит верхнюю 1 и нижнюю 2 половины, в которых расположены предварительный и окончательный ручьи. В нижнюю половину предварительного и окончательного ручьев штампа укладывают заготовку 3. Предварительный ручей содержит полость для формирования межреберного участка 4 и полости для формирования ребер 5 и 6. Окончательный ручей, содержащий полости для формирования ребер, межреберный участок, полностью повторяют конфигурацию поковки.
В предлагаемом изобретении высота полости 5 предварительного ручья штампа (H1ф.пр) выполнена размером, равным высоте полости окончательного ручья для формирования вершины ребра поковки, а высота полости 6 (H2ф.пр) выполнена с увеличенной высоты, составляющей 1.2-1.5 высоты полости 5 и исполняет роль компенсатора избытка материала заготовки. Указанный диапазон выбран таким образом, чтобы полость 6 оказалась гарантированно незаполненной, увеличение данного значения приводит к увеличению расходов на механическую обработку более глубокой гравюры штампа.
В предварительном ручье штампа каждая полость 5 и 6 плавно переходит в полость для формирования межреберного участка 4. Для изменения характера течения металла между полостями для формирования ребер и межреберных участков имеется плавный переход в виде уклона под углом от 5 до 45°, что способствует бездефектному заполнению ребер, вызванных перетеканием металла из одной стороны ручья в другую. Уменьшение величины рассматриваемого угла приводит к образованию дефектов в основании ребер. Увеличение угла приводит к смятию плавных переходов предварительной поковки при штамповке в гравюре окончательного ручья с образованием складок в межреберной части окончательной поковки. Длина данного уклона составляет 0,2-0,5 длины межреберного участка (Lм.y), что позволяет создать благоприятные условия для истечения металла заготовки в полости для формирования ребер и улучшить структуру поковки.
Высота межреберного участка предварительного ручья штампа (Нм.у.пр) выполнена величиной, составляющей 0,8-1,0 высоты межреберного участка окончательного ручья штампа (Нм.уж.ок), что позволяет снизить усилие для формирования межреберного участка в окончательном ручье и в полной мере обеспечить заполнение ребер, т.к. формирование межреберного участка в окончательном ручье достигается только за счет деформации плавных переходов от межреберного участка к ребрам предварительной поковки. Увеличение верхней границы данного интервала требует большего усилия при штамповке. Однако чрезмерное занижение межреберного участка в предварительном ручье приводит к нехватке металла для формирования межреберного участка окончательной поковки и неполному заполнению окончательного ручья.
Способ реализуется следующим образом.
Исходную заготовку, нагретую до температуры пластичности металла, деформируют в предварительном ручье штампа, получая переходную поковку. При этом в полости 5 предварительного ручья, которая полностью повторяет форму окончательного ручья, формируется ребро поковки. Другое ребро поковки, формирующееся в полости 6 предварительного ручья с увеличенной высотой, остается несформированным, и металл, затекая в полость, не заполняет ее полностью. Усилие при штамповке снижается за счет того, что избыток металла течет не только в облой, но и в компенсатор полости 6. На предварительно сформированной заготовке обрезают облой, нагревают ее до необходимой температуры и выполняют вторую штамповку в предварительном ручье, перевернув заготовку на 180° вдоль продольной оси и уложив ее в штамп таким образом, чтобы сформированное при первой штамповке ребро было уложено в компенсатор. При этом сформированное ребро увеличивается по высоте в полости 6, а в полости 5 формируется второе ребро, которое при первой штамповке затекало в полость 6, т.е. ребра поковки формируются поочередно в одном предварительном ручье. После второй штамповки в предварительном ручье обрезают облой, нагревают и штампуют поковку в окончательном ручье. В окончательном ручье штампа осуществляется обжатие элементов поковки, полученных в предварительном ручье штампа. При этом деформируется плавный переход от ребер к межреберному участку, окончательно формируется межреберный участок, и калибруются ребра поковки. При штамповке в окончательном ручье осуществляется только калибровка ребер, деформация межреберного участка минимальна, за счет чего снижается требующееся усилие штамповки.
При необходимости предварительный и окончательный ручей могут быть выполнены в разных штампах. Штамп может быть использован для штамповки симметричных поковок с ребрами с односторонним и двухсторонним оребрением.
Промышленную применимость способа подтверждает пример его конкретного выполнения.
Предлагаемый способ был реализован при получении сложноконтурной поковки массой 19 кг из титанового сплава Ti-5Al-5V-5Mo-3Cr, содержащей симметричные продольные ребра высотой 90 мм.
Заготовку высотой 120 мм нагревали в печи до температуры 810°С, укладывали в предварительный ручей штампа, нагретого до температуры 250°С и установленного на винтовой штамповочный пресс усилием 6300 тс. Производили предварительную штамповку, при которой формовали заготовку до высоты ребра 98 мм, при этом усилие штамповки составляло 5700 тс.
Полученную заготовку извлекали из штампа, обрезали облой и нагревали до температуры деформации. Далее заготовку укладывали в предварительный штамп, перевернув заготовку на 180° градусов вдоль продольной оси, и штамповали с усилием 6300 тс до полного формирования предварительной конфигурации поковки. Затем после второй штамповки переходную поковку размещали в окончательном ручье штампа и деформировали ее до заданной высоты ребер. После извлечения из штампа осуществляли контроль геометрических размеров и качества поверхности полученной поковки. В результате контроля выявлено, что дефекты в зоне основания ребер отсутствуют, ребра имеют полное оформление, а геометрические размеры поковки соответствуют предъявленным требованиям.
Таким образом, предлагаемый способ расширяет технологические возможности изготовления крупногабаритных поковок с ребрами, что позволяет применять для их изготовления штамповочного оборудования меньшей мощности.


Способ термической обработки листового проката из псевдо-альфа титанового сплава марки вт18у
Способ получения искусственного рутила из ильменитовых концентратов
Способ обезвреживания пульпы гипохлорита кальция
Листовой материал на основе титанового сплава для низкотемпературной сверхпластической деформации
Способ изготовления листового проката из титанового сплава марки вт8
Способ переработки пылевых отходов, образующихся при очистке газов рудно-термической печи
Способ обрезки облоя штампованных поковок из титановых сплавов
Флюс для получения крупногабаритных слитков из медных сплавов электрошлаковым переплавом
Способ получения брикетов титановых с флюсом
Электролизер для получения магния и хлора
Способ изготовления листов из титанового сплава от4
Способ регенерации отработанного раствора серной кислоты

