Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ
Вид РИД
Изобретение
Изобретение относится к области машино-, приборостроения, в частности к электроэрозионной обработке (ЭЭО) изделий повышенной точности (например, изделий матричной и штамповой оснастки, копиров, шаблонов, лекал, инструментов для высадки и выдавливания с поверхностями практически любой конфигурации и из любых токопроводящих материалов) проволочным электродом-инструментом (ЭИ) на электроэрозионных вырезных станках с ЧПУ.
Известен способ ЭЭО изделий, включающий формообразование заданной поверхности изделия на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой управляющей программой (УП), с коррекцией угла наклона αЭИ проволочного ЭИ посредством смещения верхней направляющей инструментальной скобы упомянутого станка при направлении подачи ЭИ в зону обработки снизу вверх или нижней направляющей инструментальной скобы станка при направлении подачи ЭИ в зону обработки сверху вниз в направлении к формообразуемой боковой поверхности изделия перпендикулярно направлению движения ЭИ на величину С, мм: С=b⋅tg(α), где b - толщина изделия, мм; α - ожидаемый уклон боковой формообразуемой поверхности изделия, град (см. Патент RU 2467842 С1, МПК В23Н 7/06. Способ электроэрозионной обработки изделий проволочным электродом-инструментом. / Д.В. Кравченко, А.О. Уланова. - №2011120708/02; заявл. 20.05.2011; опубл. 27.11.2012. Бюл. №33).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе при реализации ЭЭО проволочным ЭИ обеспечивается выравнивание боковой поверхности по вертикали и ликвидируется ожидаемый уклон α этой боковой поверхности только для пуансона (изделие с охватываемой боковой поверхностью), при этом противоположная боковая поверхность матрицы (изделие с охватывающей боковой поверхностью) формообразуется при наличии недопустимого уклона α, т.е. не происходит выравнивание этой боковой поверхности по вертикали, что является недостатком, присущим известному способу ЭЭО проволочным ЭИ.
Сущность изобретения заключается в решении задачи по разработке варианта ЭЭО проволочным ЭИ, практическая реализация которого позволит исключить вероятность возникновения уклонов α боковых формообразуемых поверхностей пуансона и матрицы, т.е при ЭЭО проволочным ЭИ одновременно в рамках технологической операции получить два изделия (пуансон и матрицу) со строго вертикальными боковыми поверхностями.
Технический результат - одновременное в рамках технологической операции обеспечение заданной точности размерной ЭЭО изделий (пуансона и матрицы) проволочным ЭИ.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе ЭЭО изделий проволочным ЭИ формообразование заданной поверхности изделия осуществляют на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой от УП, с коррекцией угла наклона αЭИ проволочного ЭИ посредством смещения верхней направляющей инструментальной скобы упомянутого станка при направлении подачи ЭИ в зону обработки снизу вверх или нижней направляющей инструментальной скобы станка при направлении подачи ЭИ в зону обработки сверху вниз в направлении к формообразуемой боковой поверхности изделия перпендикулярно направлению движения ЭИ на величину С, мм: С=b⋅tg(α), где b - толщина изделия, мм; α - ожидаемый уклон боковой формообразуемой поверхности изделия, град.
Особенность заявляемого способа заключается в том, что после ЭЭО изделия 1 с охватываемой боковой поверхностью 2 (пуансон) проволочным ЭИ 3 осуществляют дополнительное смещение верхней направляющей 4 инструментальной скобы 5 станка при направлении подачи ЭИ 3 в зону обработки снизу вверх или нижней направляющей 6 инструментальной скобы 5 станка при направлении подачи ЭИ 3 в зону обработки сверху вниз на противоположное в направлении 7 к охватывающей боковой поверхности 8 изделия 9 (матрица) перпендикулярно направлению 10 движения ЭИ 3 на повторную обработку этой боковой поверхности 8 по той же траектории 11 на величину С1, мм: C1=2С (фиг. 2).
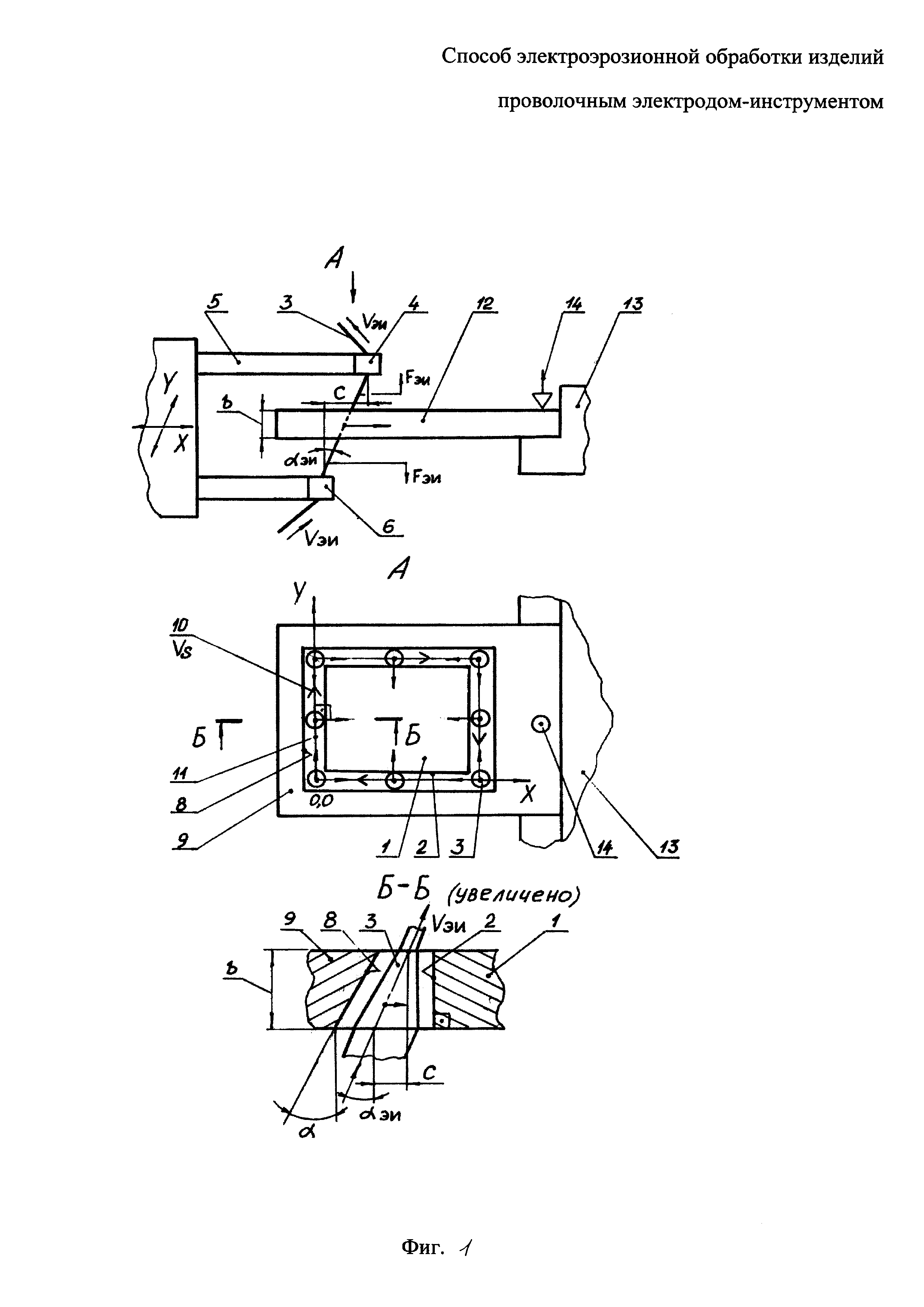
На фиг. 1, 2 изображен технологический эскиз ЭЭО проволочным ЭИ 3 по предлагаемому способу, который может быть реализован на базе любого из электроэрозионных многокоординатных станков с контурной системой ЧПУ при работе линейно-кругового интерполятора (AGIECUT 200, ROBOFIL 4020, FANUC ROBOCUT α - liC и пр.) следующим образом.
Заготовку в виде пластины 12, изготовленной из токопроводящего материала, устанавливают на столе 13 электроэрозионного вырезного станка с ЧПУ и закрепляют прихватом 14. После погружение заготовки 12 в ванну с диэлектрической рабочей жидкостью (условно не показана) и задания необходимых показателей электрического режима обработки от генератора импульсов, скорости перемотки vЭИ и силы натяжения FЭИ проволочного ЭИ 3, от УП с учетом коррекции на угол наклона αЭИ проволочного ЭИ 3 за счет смещения верхней 4 или нижней 6 направляющей инструментальной скобы 5 станка на необходимую величину С в направлении 10, обозначенном на виде А стрелками, с заданной скоростью подачи Vs задают согласованные координатные перемещения по осям X и Y по траектории 11 проволочным ЭИ 3 на формообразование изделия 1 с охватываемой боковой поверхностью 2 (пуансон). При этом обеспечивается выравнивание боковой поверхности 2 по вертикали и ликвидируется ожидаемый уклон α этой поверхности 2 (разрез Б-Б). По завершении ЭЭО изделия 1 (пуансон) и выпадению его из зоны обработки от УП осуществляют дополнительное смещение верхней 4 или нижней 6 направляющей инструментальной скобы 5 станка на величину С1 в направлении 7 к охватывающей боковой поверхности 8 изделия 9 (матрица) и в направлении 10, обозначенном на виде В стрелками, осуществляют повторную обработку поверхности 8 по той же траектории 11. Таким образом реализуется окончательное формообразование изделия 9 с охватывающей боковой поверхностью 8 (матрица) и обеспечивается выравнивание этой боковой поверхности 8 по вертикали и ликвидируется ожидаемый уклон α этой поверхности 8 (разрез Г-Г).
В результате ЭЭО проволочным ЭИ 3 одновременно в рамках технологической операции получаются два изделия (пуансон 1 и матрицу 9) со строго вертикальными боковыми поверхностями, соответственно 2 и 8.
Способ электроэрозионной обработки (ЭЭО) заготовки проволочным электродом-инструментом (ЭИ) с получением изделий в виде пуансона и матрицы, включающий формообразование заданной поверхности изделия на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой управляющей программой (УП), с коррекцией угола наклона α проволочного ЭИ посредством смещения верхней направляющей инструментальной скобы упомянутого станка при направлении подачи ЭИ в зону обработки снизу вверх или нижней направляющей инструментальной скобы станка при направлении подачи ЭИ в зону обработки сверху вниз в направлении к формообразуемой боковой поверхности изделия перпендикулярно направлению движения ЭИ на величину С, мм: C=b·g(α), где b - толщина изделия, мм; α - ожидаемый уклон боковой формообразуемой поверхности изделия, град. при этом после ЭЭО проволочным ЭИ изделия с охватываемой боковой поверхностью в виде пуансона осуществляют дополнительное смещение верхней направляющей инструментальной скобы станка при направлении подачи ЭИ в зону обработки снизу вверх или нижней направляющей инструментальной скобы станка при направлении подачи ЭИ в зону обработки сверху вниз на противоположное в направлении к охватывающей боковой поверхности изделия в виде матрицы перпендикулярно направлению движения ЭИ на повторную обработку этой боковой поверхности по той же траектории на величину C1, мм: C1=2·С.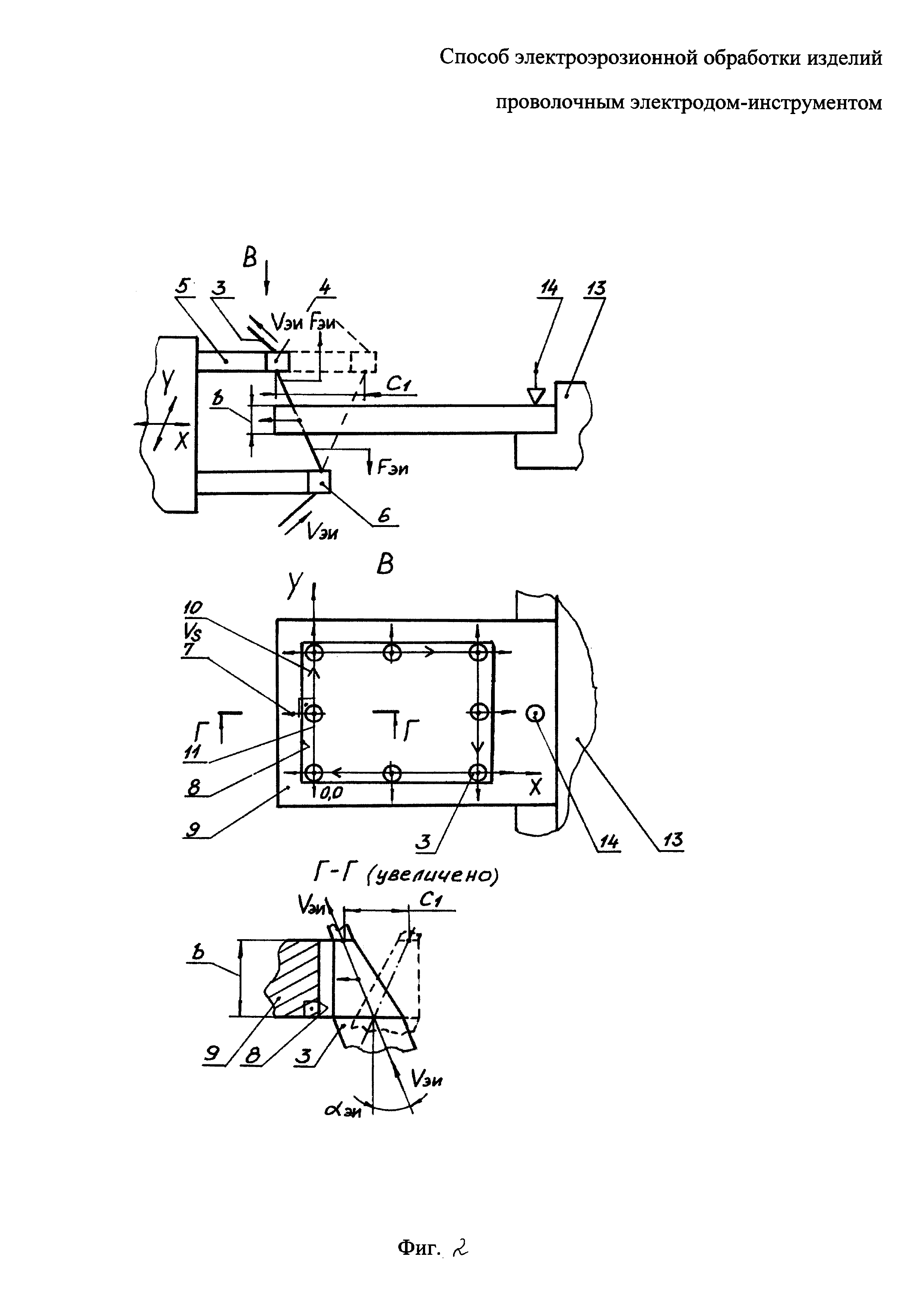
Узловое соединение стержней п-образного сечения пространственной конструкции
Логический преобразователь
Способ получения износостойкого покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Способ получения износостойкого покрытия для режущего инструмента
Смазочно-охлаждающая жидкость с углеродными нанотрубками
Способ измерения теплового импеданса цифровых интегральных микросхем
Компаратор двоичных чисел
Логический преобразователь
Способ получения многослойного покрытия для режущего инструмента
Устройство тестирования тонкоплёночных электролюминесцентных индикаторов
Способ получения многослойного покрытия для режущего инструмента
Устройство для исследования двустороннего торцового шлифования деталей
Способ получения износостойкого покрытия для режущего инструмента
Способ получения многослойного покрытия для режущего инструмента
Узловое соединение стержней п-образного сечения пространственной конструкции
Устройство для удаления поверхностного слоя нефтесодержащих жидкостей
Устройство для удаления поверхностного слоя жидкостей

