Результат интеллектуальной деятельности: ЛИТЕЙНАЯ ФОРМА ДЛЯ ПЛАСТИКОВОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Область техники
Изобретение относится к литейной форме ротационной машины для отливки заготовок, изготовленных из термопластического материала, например, ПЭТ, посредством литья под давлением со сжатием, предназначенных для изготовления пищевых контейнеров, в частности, бутылок.
Уровень техники
Производство очень большого числа термопластичных контейнеров, в частности бутылок, представляет собой процесс, который, начиная от сырья, обычно из полиэтилентерефталата или ПЭТ, позволяет получить законченные контейнеры даже очень сложной формы, пригодные для большинства различных рыночных потребностей, и которые являются очень легкими и прочными, когда их подвергают воздействию высокого давления при температуре окружающей среды. Превращение ПЭТ-сырья в виде гранул в пластиковый контейнер можно выполнить по желанию либо посредством одностадийного процесса, либо посредством двухстадийного процесса.
Одностадийный процесс выполняют с использованием одной установки, в которой превращение ПЭТ из гранул в заготовку посредством нагнетания в литейные формы и переход из заготовки в пластиковый контейнер посредством раздувания происходит непрерывно, без полного остывания заготовки до температуры окружающей среды. Таким образом, заготовка еще сохраняет остаточную теплоту, оставшуюся после этапа нагнетания, что существенно экономит энергию, потому что требуется меньше тепла для нагрева заготовки до пригодной для выдувания температуры по сравнению со случаем, когда заготовку надо нагревать, начиная от температуры окружающей среды.
Так называемый двухстадийный процесс наоборот выполняют на двух установках, которые, в общем, но не обязательно, разделены: одна установка выполняет первую часть процесса изготовления контейнера, когда ПЭТ в гранулах превращают в заготовку, т.е. выполняет этап заливки ПЭТ в формы для заготовок. Вторую часть процесса, когда из заготовки в нагнетателе с использованием технологии выдувания, применяемой обычно в настоящее время для раздувания контейнеров из ПЭТ, делают конечный контейнер, выполняют на второй установке. Двухстадийный процесс также может выполняться на одной и той же установке, которая включает в себя формование заготовок и выдувание их в бутылки, но две операции выполняют в различные моменты времени. Допускается остывание заготовок до температуры окружающей среды после формования. Затем, когда заготовки необходимо преобразовать в конечные контейнеры, в частности в бутылки, их надо нагреть в соответствующих печах, чтобы довести их опять до температуры, требуемой для процесса выдувания, типичной для используемого термопластика или необходимой для выдувания при использовании ПЭТ.
Одна причина, по которой предпочтительной является интегрированная одностадийная установка, заключается в том, что установка такого вида гарантирует более хорошее качество готовой продукции при меньшем потреблении энергии, как было отмечено ранее. Более хорошее качество готовой продукции допускается возможностью изменения параметров производства в режиме реального времени, быстро и эффективно приспосабливая их к потребностям изготовления контейнеров. Более того, в интегрированной одностадийной установке можно сразу обнаружить ошибку при изготовлении заготовки, тем самым, позволяя корректировать сбои при изготовлении заготовки и/или конечного контейнера.
В двухстадийных установках, наоборот, возникновение сбоя при изготовлении заготовок во время операции формования может быть обнаружено с задержкой, что вызывает задержку в производстве на несколько дней. Более того, отсутствие непрерывности между двумя стадиями не позволяет сохранить всю информацию о жизненном цикле заготовки, в результате чего этап выдувания выполняется без информации о точных признаках заготовок, обрабатываемых в любое время. Не менее важной является проблема, возникающая в результате загрязнения заготовок, если их сразу не преобразуют в конечные контейнеры, в случае, когда они предназначены для содержания пищевых продуктов, тем самым также негативно влияя на их срок хранения.
Выдувание предпочтительно в настоящее время также и потому, что оно особенно подходит для изготовления полых тел сложной формы с множеством надрезов. Выдувание обладает существенным преимуществом, которое заключается в том, что оно позволяет производить контейнеры, корпус которых намного шире, чем устье, как, например, бутылки или фляжки. Более того, оно предпочтительнее центробежной формовки, так как производственный цикл, т.е. время производственного цикла, короче. Выдувание представляет собой очень быстрый, эффективный производственный процесс, приспособленный к массовому производству контейнеров, таких как бутылки из термопластичного полимера, и в частности ПЭТ, для напитков, которых на рынке требуется очень большое число. Короткий производственный цикл позволяет распределить себестоимость по очень большому числу элементов, тем самым, позволяя достичь объема выпуска порядка нескольких десятков тысяч контейнеров в час на больших дутьевых установках. Таким образом, с экономической точки зрения ключевым элементом является стоимость сырья, например, ПЭТ, ПЭ, ППЭ, ПП, и, таким образом, сокращение количества материала, используемого для производства одного контейнера, является решающим.
Одна из проблем, которую еще необходимо преодолеть при создании одностадийных установок заключается в их низком объеме выпуска по сравнению с двухстадийными установками, потому что первая часть процесса производства контейнеров, представляющая собой процесс отливки заготовок во множество форм, что наиболее распространено на сегодняшний день, медленнее, чем вторая часть процесса производства контейнеров, представляющая собой процесс выдувания, в результате чего последняя операция, для которой уже может быть достигнута очень большая производительность, должна выполняться с производительностью ниже максимальной, чтобы поддерживать ее на том же уровне, что и формование заготовок.
Вариант описанной технологии, который кажется наиболее многообещающим с точки зрения производительности и качества изготавливаемых заготовок, заключается в использовании технологии литья под давлением со сжатием, которая требует для работы меньше энергии и меньшее усилие пресса для сжатия формы заготовки. Другое преимущество этого процесса заключается в том, что он подвергает термопластичный материал меньшей нагрузке, позволяя производить конечные контейнеры с очень тонкими стенками, гарантируя при этом высокое качество контейнера. Если для реализации производственного цикла литья под давлением со сжатием вместо переменного цикла типичного для литьевых прессов используют поворотную платформу, то становится легче интегрировать машину для литья заготовок с поворотным нагнетателем для выдувания контейнеров, при использовании одностадийной установки.
Для увеличения объема выпуска литьевой машины также необходимо сократить время простоя во время операций замены и технического обслуживания некоторых элементов, таких, например, как элементы литейной формы для изготовления контейнеров, которые необходимо заменить, когда надо изготовить бутылки другого формата или размера. В публикации WO 2011161649 описана установка для изготовления бутылок из ПЭТ, которая выполняет стадию литья под давлением при сжатии для изготовления заготовок, после которой следует установка для выдувания, предназначенная для получения из заготовок законченных бутылок. Хотя WO 2011161649 позволяет увеличить скорость производства заготовок путем использования электромеханических или пневматических приводов, которые позволяют сократить время производства, при этом не решается задача, возникающая вследствие потребности при необходимости регулярно заменять некоторые части, когда надо сменить формат бутылки, которую надо изготовить, или для выполнения текущего или дополнительного технического обслуживания, тем самым, замедляя процесс производства, потому что эти операции являются трудоемкими. Таким образом, имеется потребность в том, чтобы предложить новые ротационные литьевые машины для изготовления термопластичных заготовок, в частности выполненных из ПЭТ, чтобы удовлетворить потребности рынка в увеличении производительности и снижении стоимости заготовок без снижения их качества. Таким образом, изыскивались решения для увеличения скорости машины для литья под давлением со сжатием заготовок без снижения качества изготовляемых заготовок. Более того, также чувствовалась потребность в повышении автоматизации и снижении продолжительности технического обслуживания машин литья под давлением со сжатием для термопластичных контейнеров. Также имеется потребность в повышении автоматизации машины литья под давлением со сжатием для термопластичных контейнеров, а также в сокращении простоя на смену формата и на текущее и дополнительное техническое обслуживание, не увеличивая ни сложность, ни стоимость конструирования.
Раскрытие изобретения
Задача изобретения заключается в том, чтобы предложить литейную форму для машины для литья термопластичных заготовок, в частности заготовок из ПЭТ, ротационной литьевой машины, которое вносит вклад в общую производительность установки для изготовления заготовок.
Еще одна задача изобретения заключается в том, чтобы предложить высокопроизводительное устройство литья под давлением со сжатием, содержащее вращающуюся карусель, оснащенную литьевыми модулями по меньшей мере с двумя литейными формами.
Изобретение достигает вышеупомянутых задач посредством литейной формы для пластиковой заготовки, которая в соответствии с п. 1 формулы изобретения содержит первую часть и вторую часть, прикрепленные друг к другу, и третью часть; причем третья часть оснащена полостью литейной формы, задающей ось Y' и приспособлена для того, чтобы быть как единое целое прикрепленной к первой поверхности опорного элемента литейной формы посредством первого быстроразъемного соединения; причем вторая часть расположена между третьей частью и первой частью и приспособлена для того, чтобы сдвигаться вдоль упомянутой оси Y', чтобы закрывать или открывать полость литейной формы;
при этом первая часть содержит продольный стержень, приспособленный для того, чтобы скользить вдоль упомянутой оси Y' через вторую поверхность опорного элемента, расположенную напротив и на некотором расстоянии от первой поверхности; причем вторая часть оснащена следующим:
- направляющим каркасом, содержащим первую пластину со сквозным отверстием, через которое может проходить продольный стержень, и сконфигурированную так, чтобы упираться в упомянутую вторую поверхность опорного элемента; конструкцией основания; параллельными направляющими стержнями, прикрепленными своими первыми концами к первой пластине, а своими вторыми концами - к конструкции основания;
- узлом, скользящим внутри упомянутого направляющего каркаса, прикрепленным первым своим концом к продольному стержню посредством второго быстроразъемного соединения, и на своем втором конце содержащим пресс, скользящий внутри конструкции основания и задающий первый комплементарный компонент полости литейной формы, ограничивающий внутреннюю форму заготовки;
при этом конструкция основания оснащена двумя полумуфтами и сконфигурирована так, чтобы вместе с прессом задавать кулачковую систему для открывания и закрывания двух полумуфт, которые, когда они замкнуты, ограничивают второй дополняющий компонент полости литейной формы, ограничивающий внешнюю форму зоны горлышка заготовки.
Второй объект изобретения относится к устройству литья под давлением со сжатием для изготовления пластиковых заготовок, которое в соответствии с п. 15 формулы изобретения имеет вертикальную ось Y вращения и содержит:
- неподвижное несущее основание,
- вращающуюся карусель, поворачивающуюся вокруг оси Y вращения относительно неподвижного несущего основания,
- несколько литейных форм, расположенных вдоль периметра вращающейся карусели, причем упомянутые несколько литейных форм собраны вместе в литьевые модули по меньшей мере по две формы в каждом,
причем каждая литейная форма представляет собой форму по п. 1 формулы изобретения.
Еще один объект изобретения относится к способу сборки литейной формы для пластиковой заготовки, который, согласно п. 16 формулы изобретения, содержит следующие этапы:
а) прикрепляют первую часть как единое целое ко второй части литейной формы путем зацепления продольного стержня с узлом, скользящим внутри направляющего каркаса, с помощью второго быстроразъемного соединения,
b) прикрепляют третью часть литейной формы как единое целое к первой поверхности опорного элемента путем зацепления захвата, расположенного на основании полости литейной формы, с первой поверхностью посредством первого быстроразъемного соединения.
В силу признаков литейной формы, может быть выполнена вращающаяся карусель, содержащая литейные формы заготовок, расположенные группами по две, три или четыре, обеспечивающая следующие преимущества:
- сокращенная длительность механического цикла для открытия и закрытия формы для литья под давлением со сжатием;
- меньший простой для изменения формата;
- более хорошее центрирование литейной формы в полости литейной формы, что приводит к улучшению концентричности отлитой заготовки;
- избавление от деформаций, вызванных тепловым расширением, и от типичных механических загрязнений конструкций с множеством полостей;
- более высокие скорости производства контейнеров, так как за счет инновационного поворотного соединения для распределения расплавленного полимера карусель можно вращать с более высокой скоростью, чем в установках, у которых литейные формы расположены по-другому;
- возможность использования роботизированных систем для разборки и переоборудования машины или ее подгрупп в силу модулярности аппаратной архитектуры;
- возможность получения заготовок высокого качества и сокращения производственных отходов в силу точности дозирования полимера, обеспечиваемой аппаратом при выдаче полимера в каждую литейную форму.
Результирующее общее преимущество заключается в более высокой почасовой норме выработки более качественных заготовок.
В зависимых пунктах формулы изобретения описаны предпочтительные варианты осуществления изобретения, при этом они представляют собой неотъемлемую часть настоящего описания.
Краткое описание чертежей
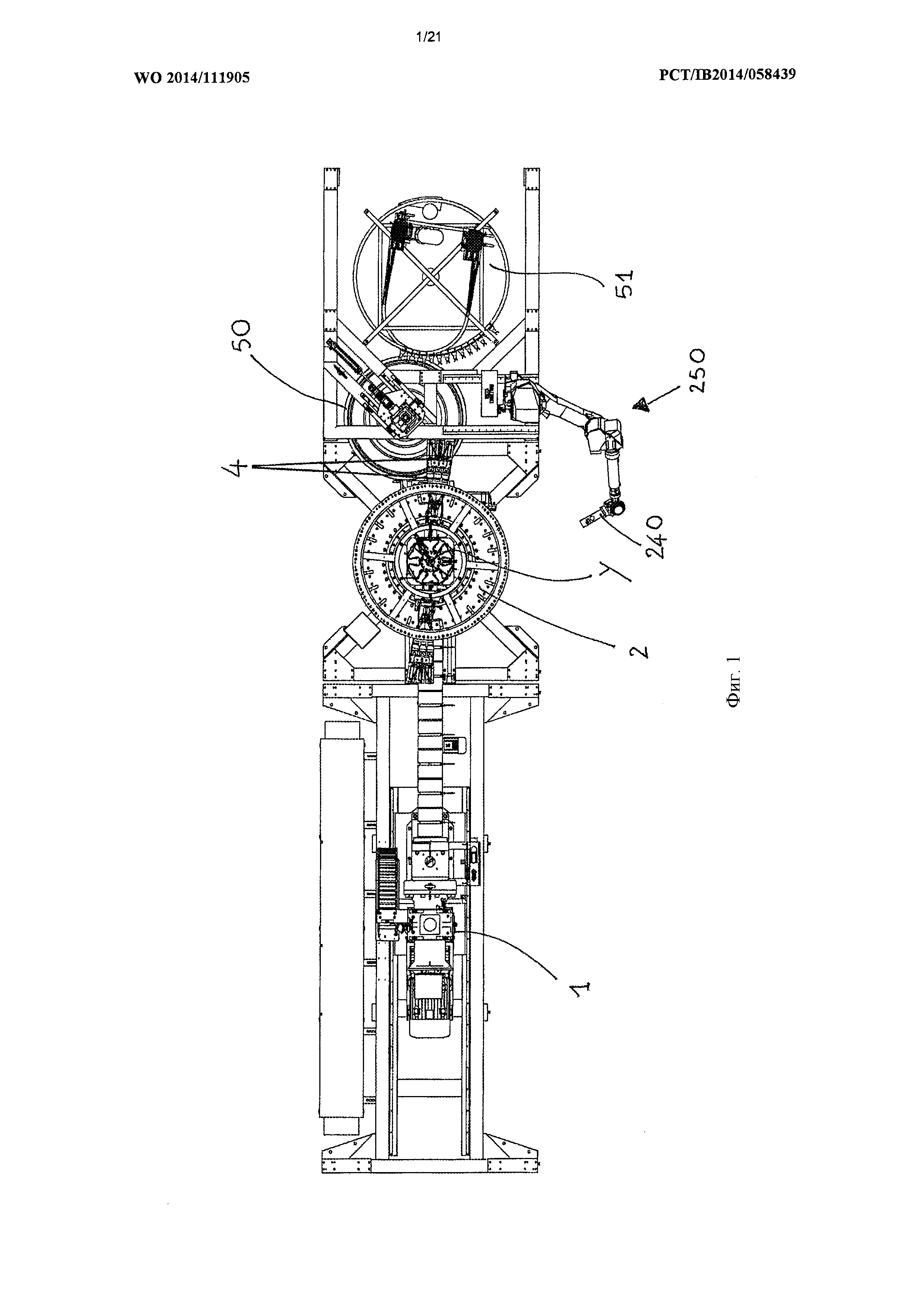
На фиг. 1 приведен схематический вид в плане установки для производства заготовок из термопластика, в которую встроены литейные формы в соответствии с изобретением;
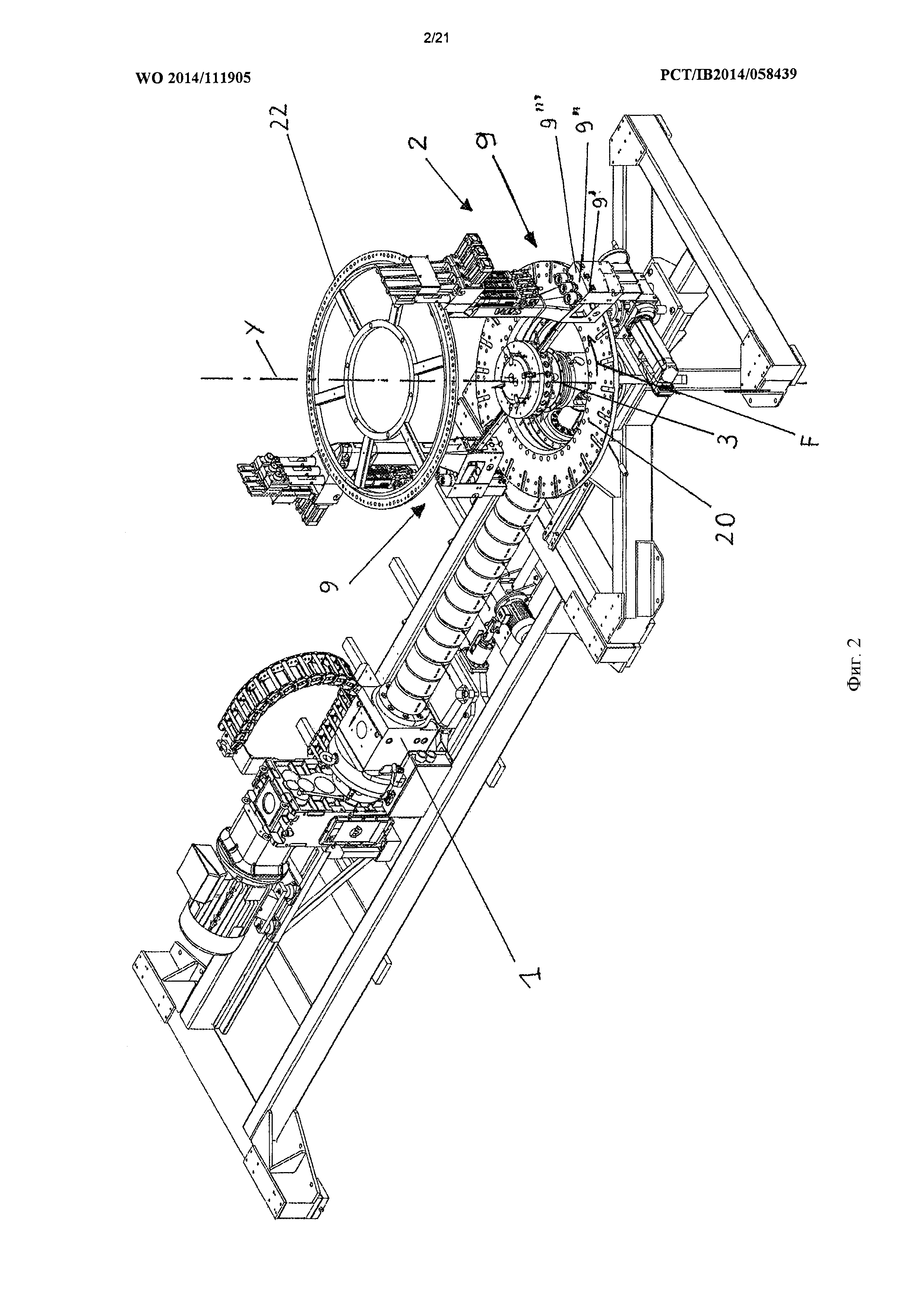
на фиг. 2 приведен частичный аксонометрический вид установки, показанной на фиг. 1;
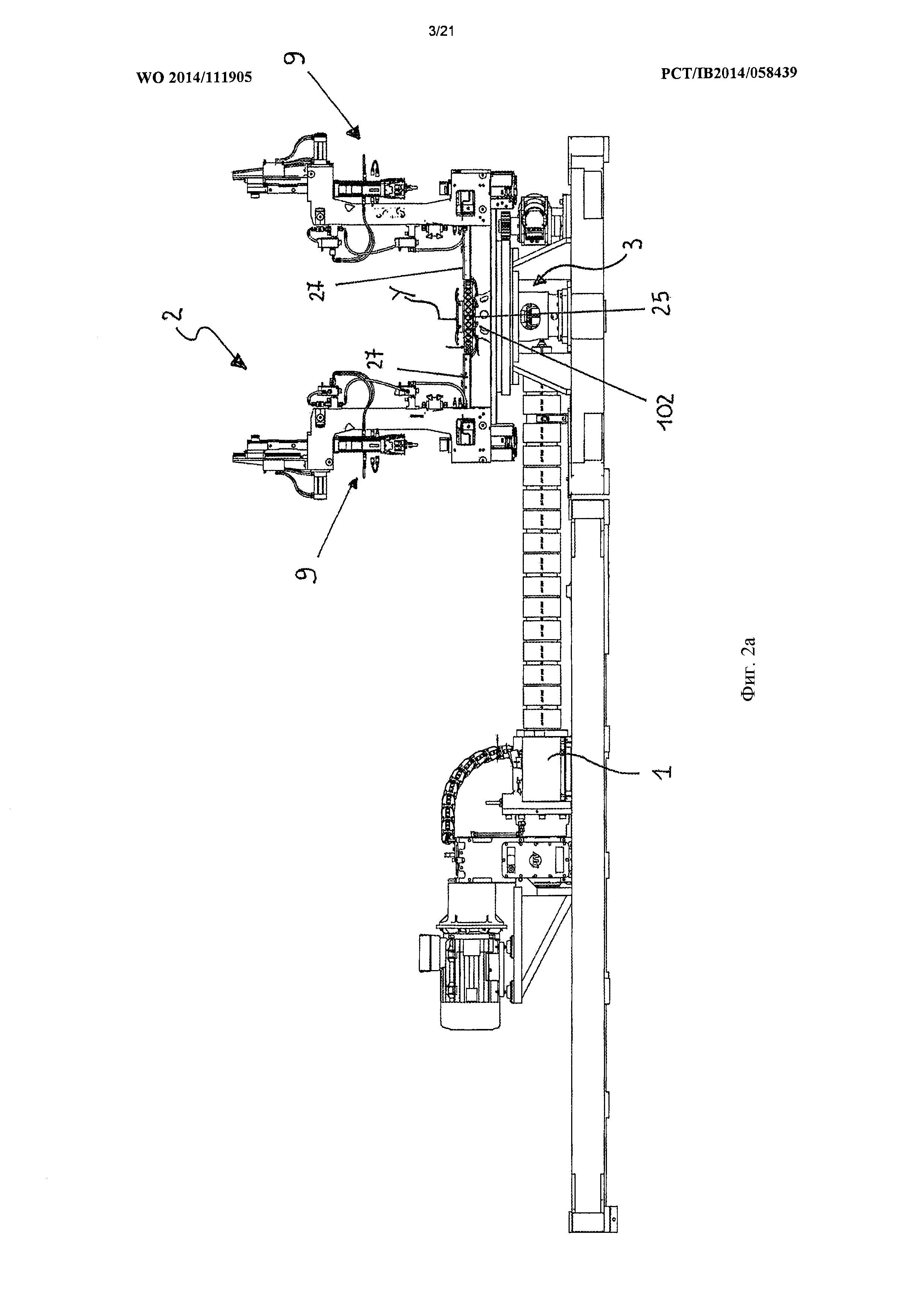
на фиг. 2а приведен частичный вид сбоку установки, показанной на фиг. 1;
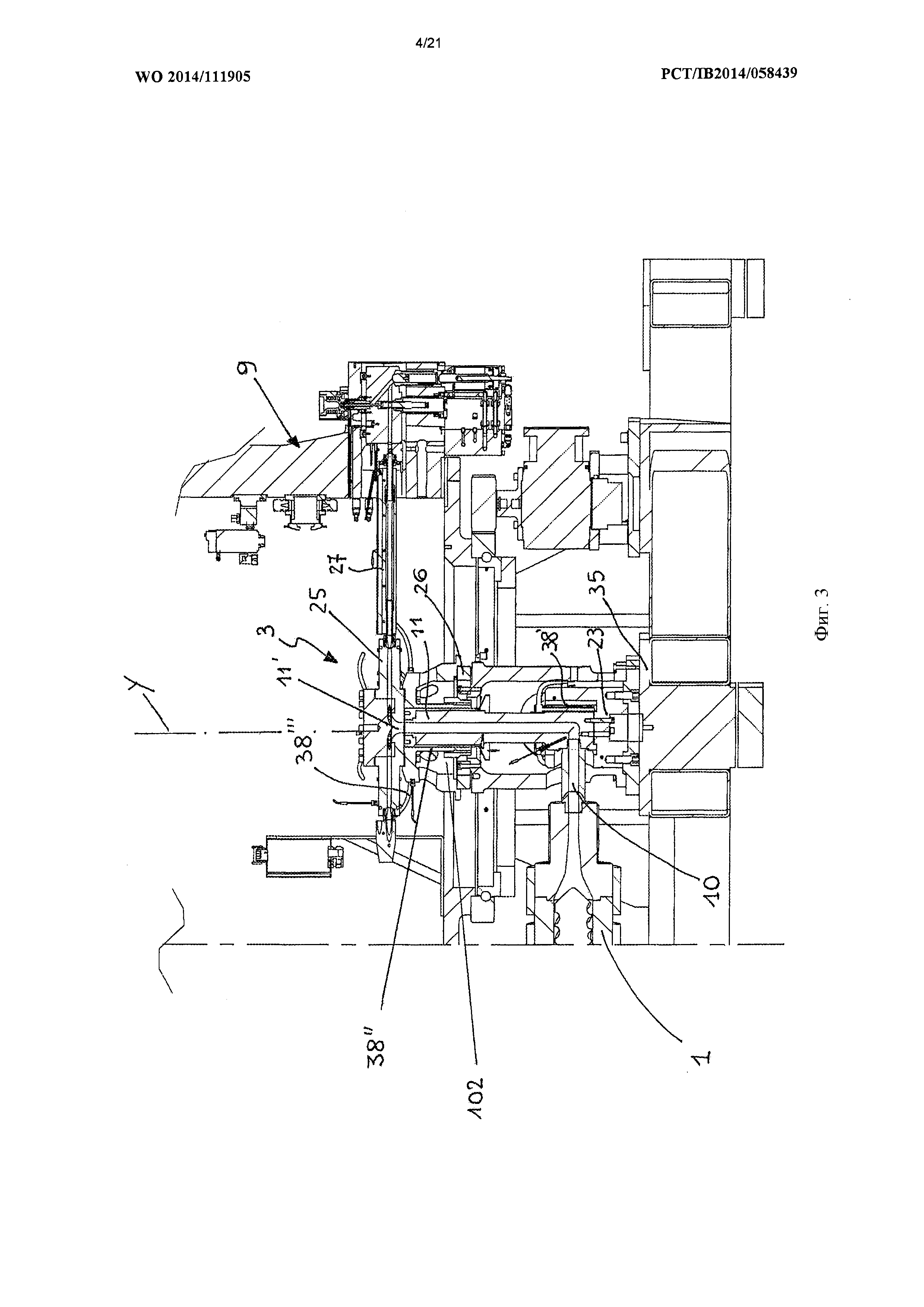
на фиг. 3 приведен вид в разрезе вдоль аксиальной плоскости компонента установки, показанной на фиг. 1;
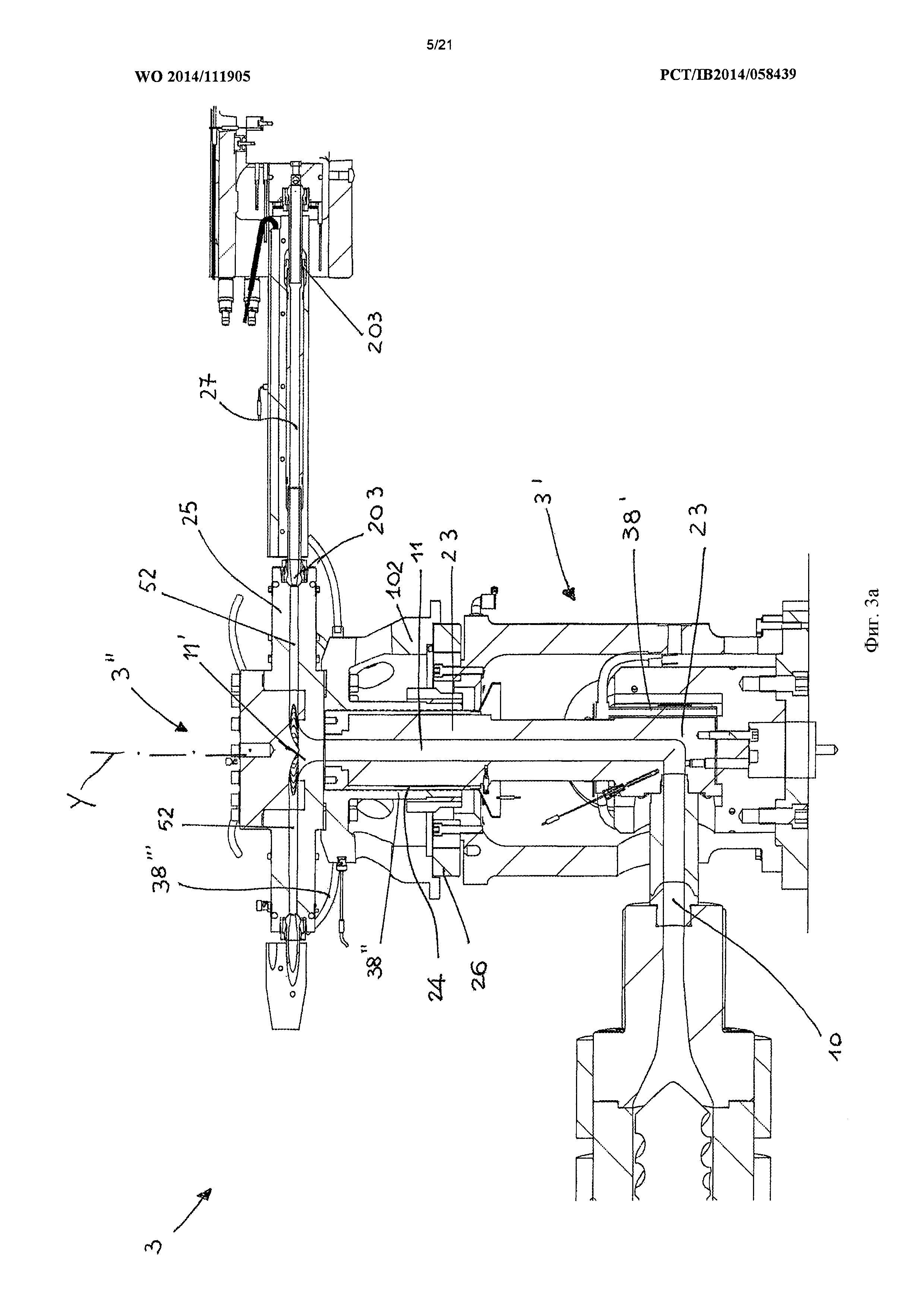
на фиг. 3а приведен увеличенный вид в разрезе компонента, показанного на фиг. 3;
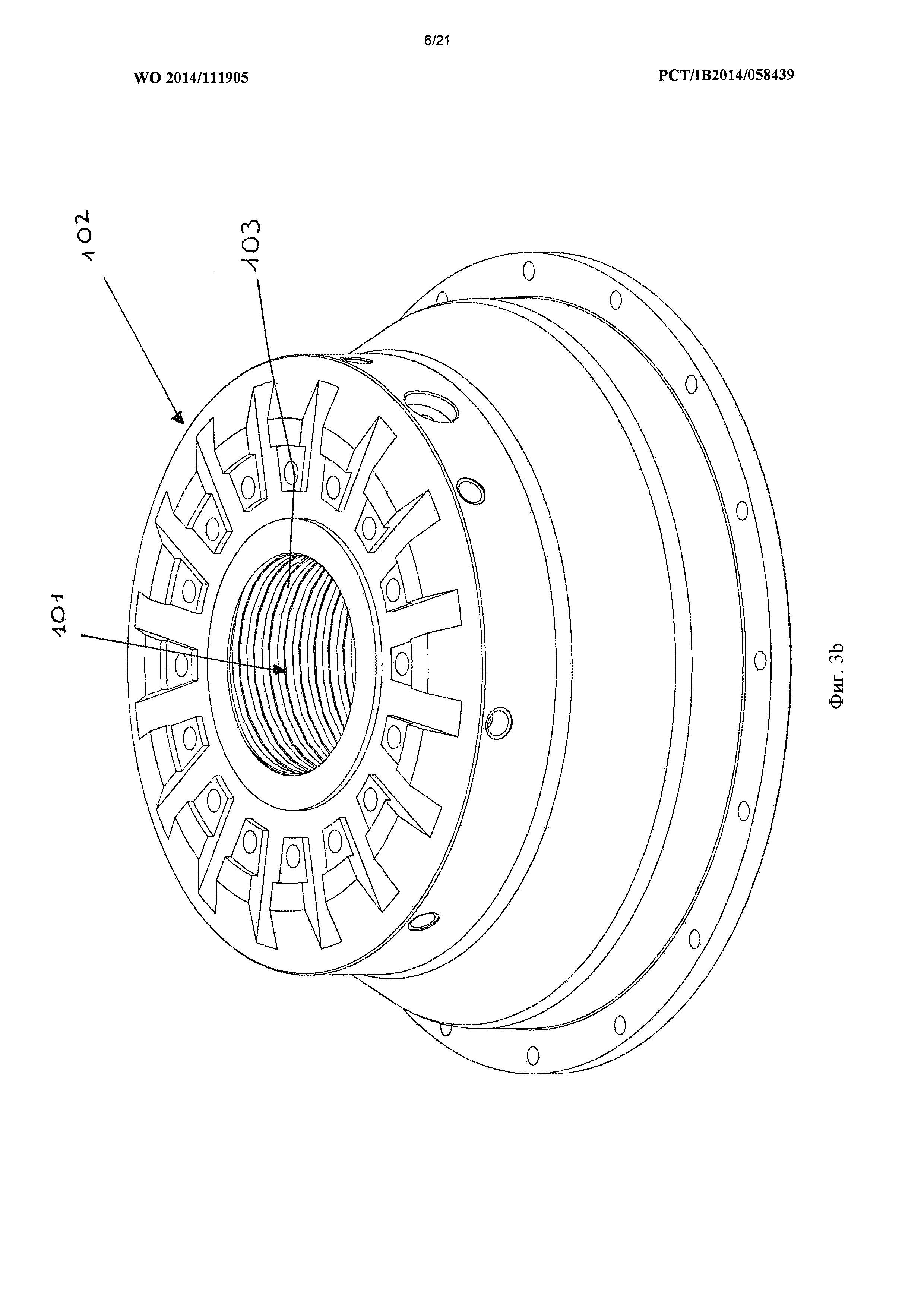
на фиг. 3b приведен аксонометрический вид увеличенной части компонента, показанного на фиг. 3а;
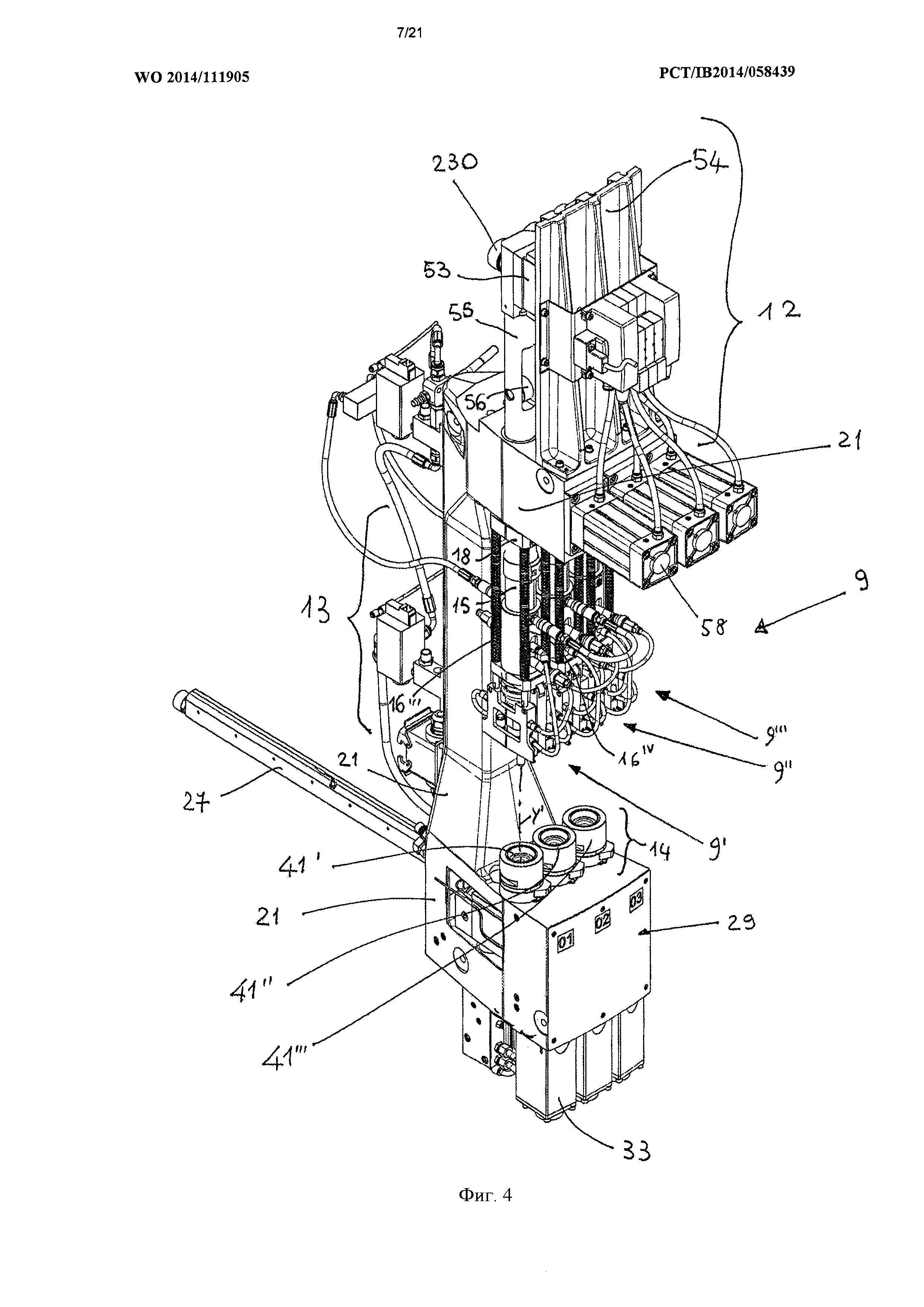
на фиг. 4 приведен аксонометрический вид литьевого модуля, содержащего литейные формы в соответствии с изобретением;
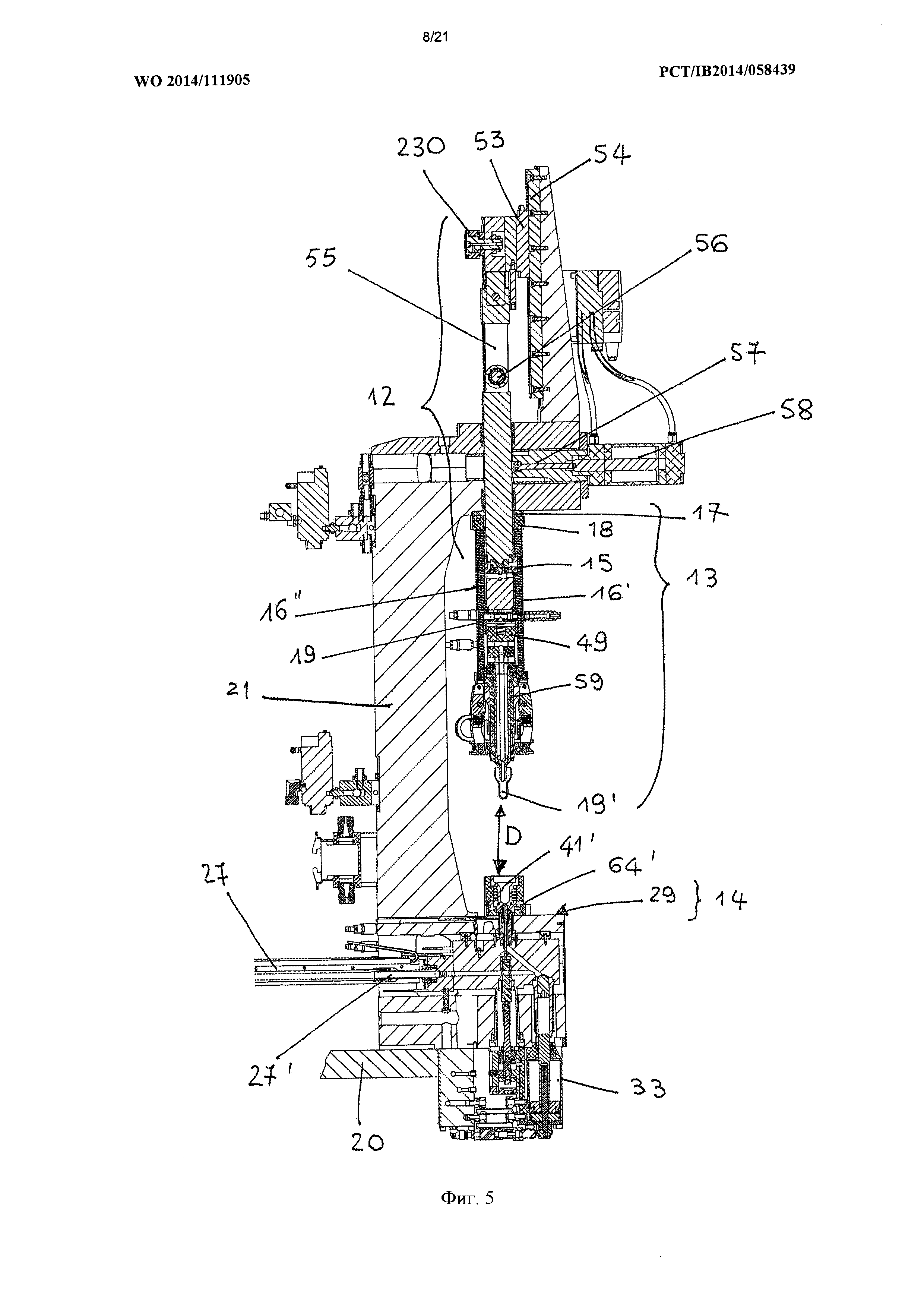
на фиг. 5 приведен вид сбоку в разрезе литьевого модуля, показанного на фиг. 4;
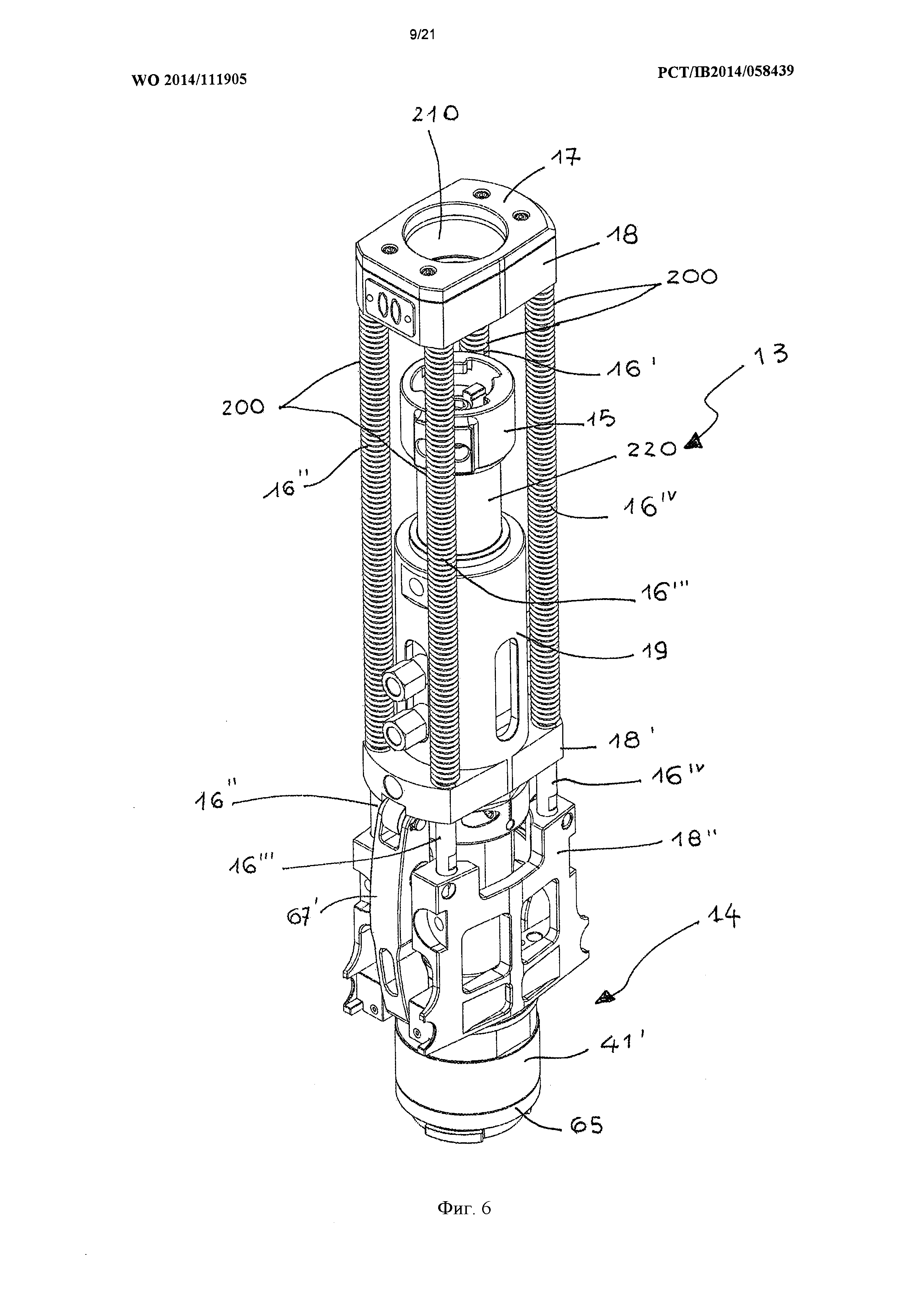
на фиг. 6 приведен аксонометрический вид частей литейной формы в соответствии с изобретением;
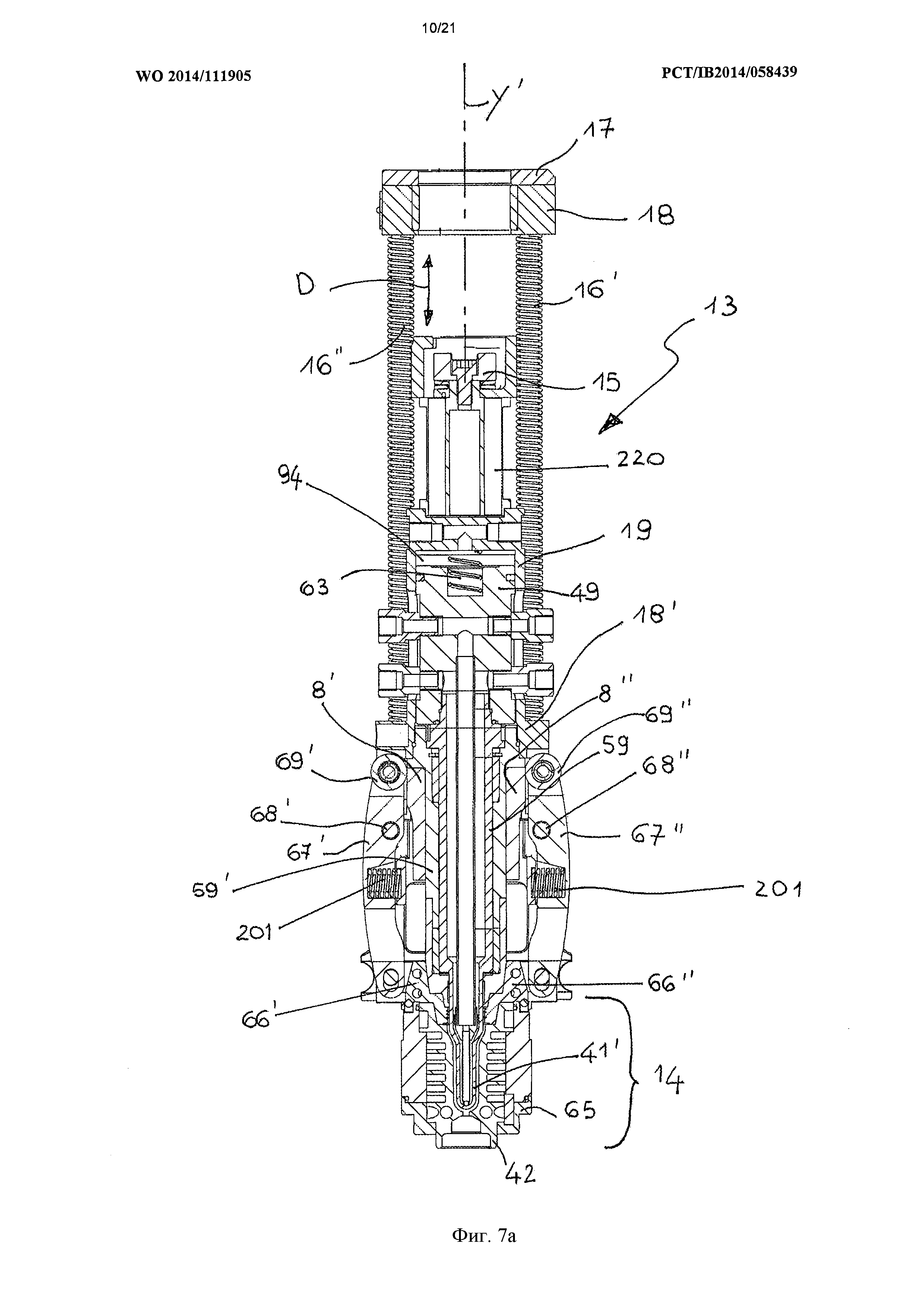
на фиг. 7а приведен вид в разрезе литейной формы, показанной на фиг. 6, в первом рабочем положении;
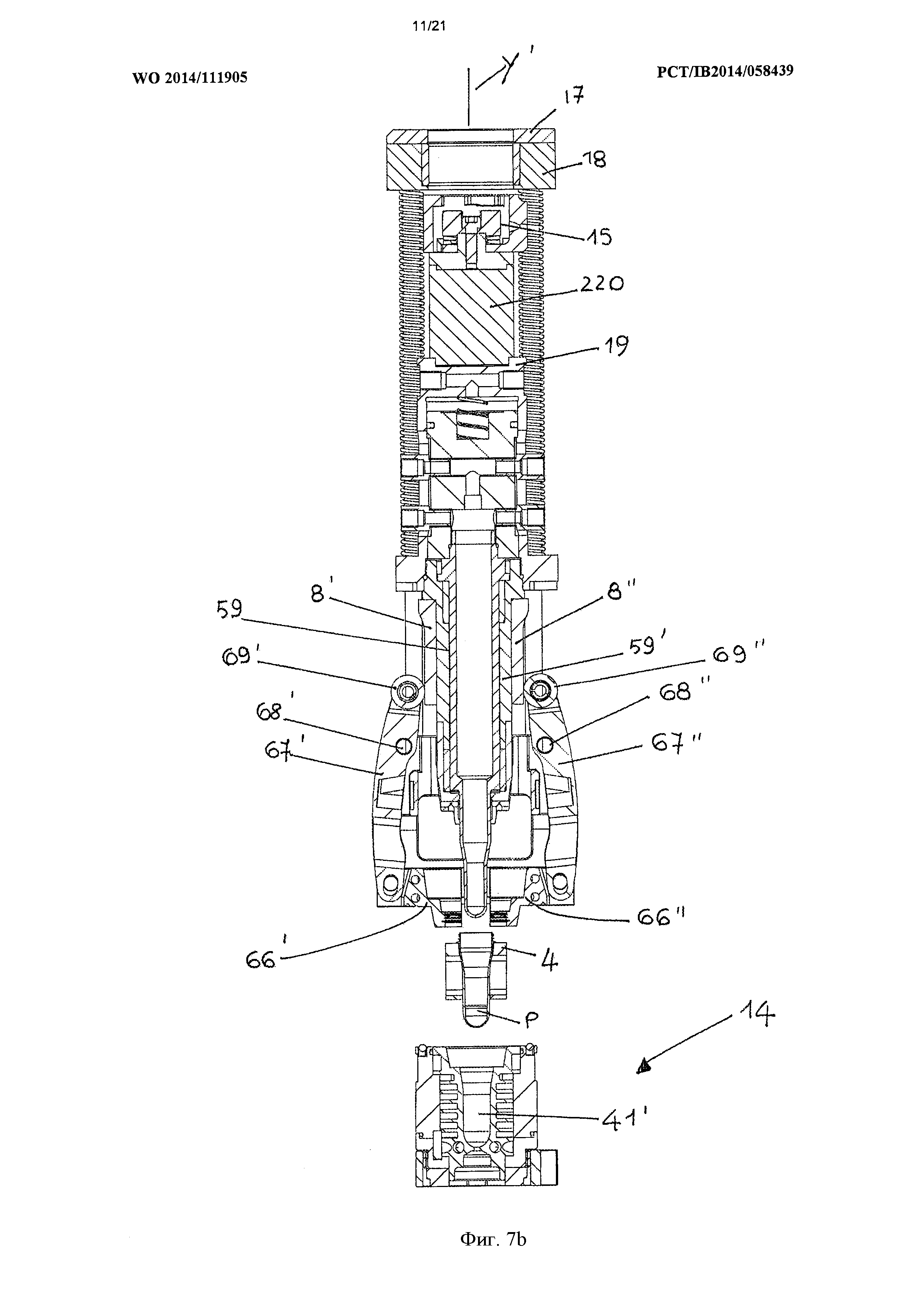
на фиг. 7 приведен вид в разрезе литейной формы, показанной на фиг. 6, во втором рабочем положении;
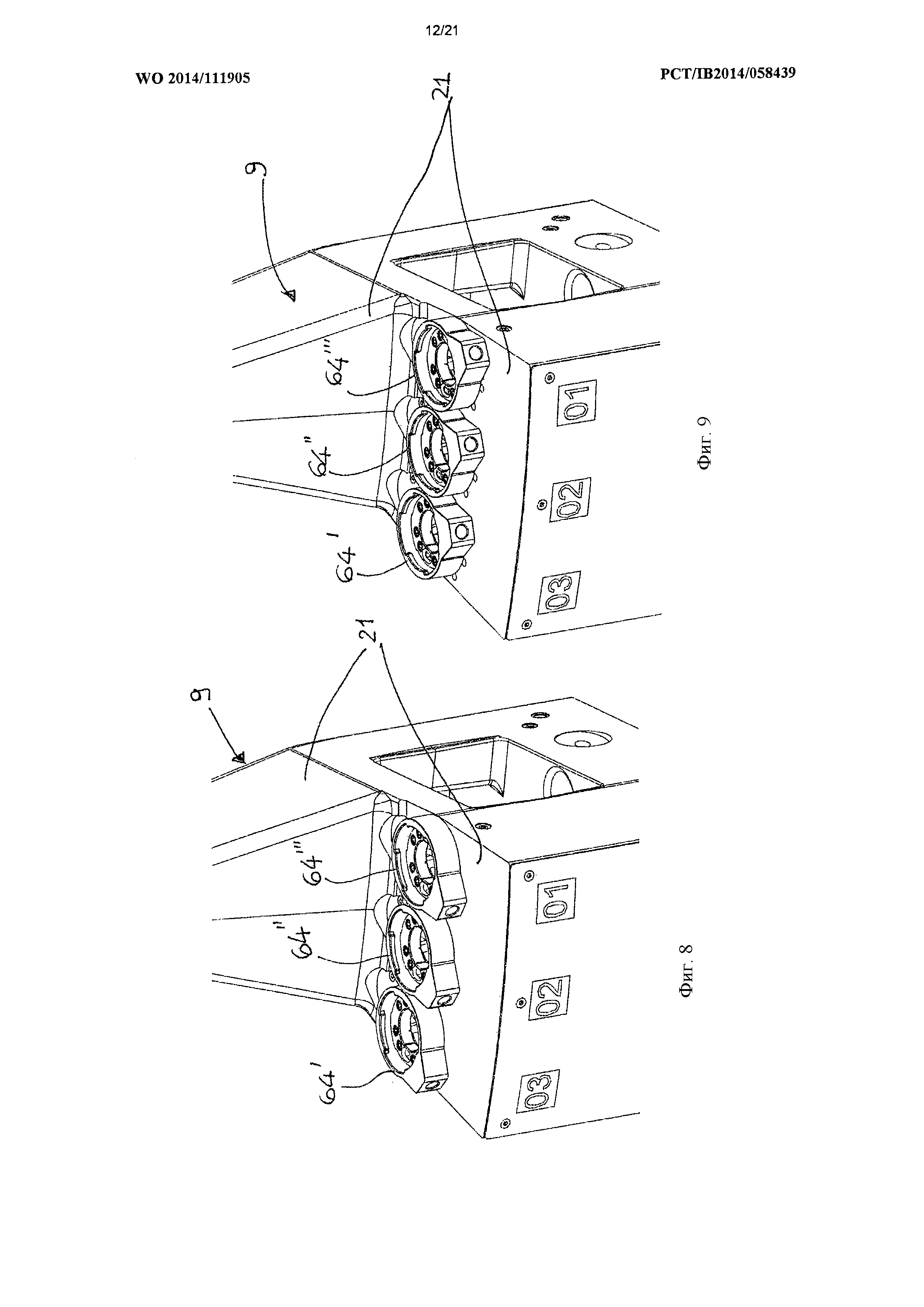
на фиг. 8 и 9 приведены аксонометрические виды части литьевого модуля, показанного на фиг. 4, в двух различных рабочих положениях;
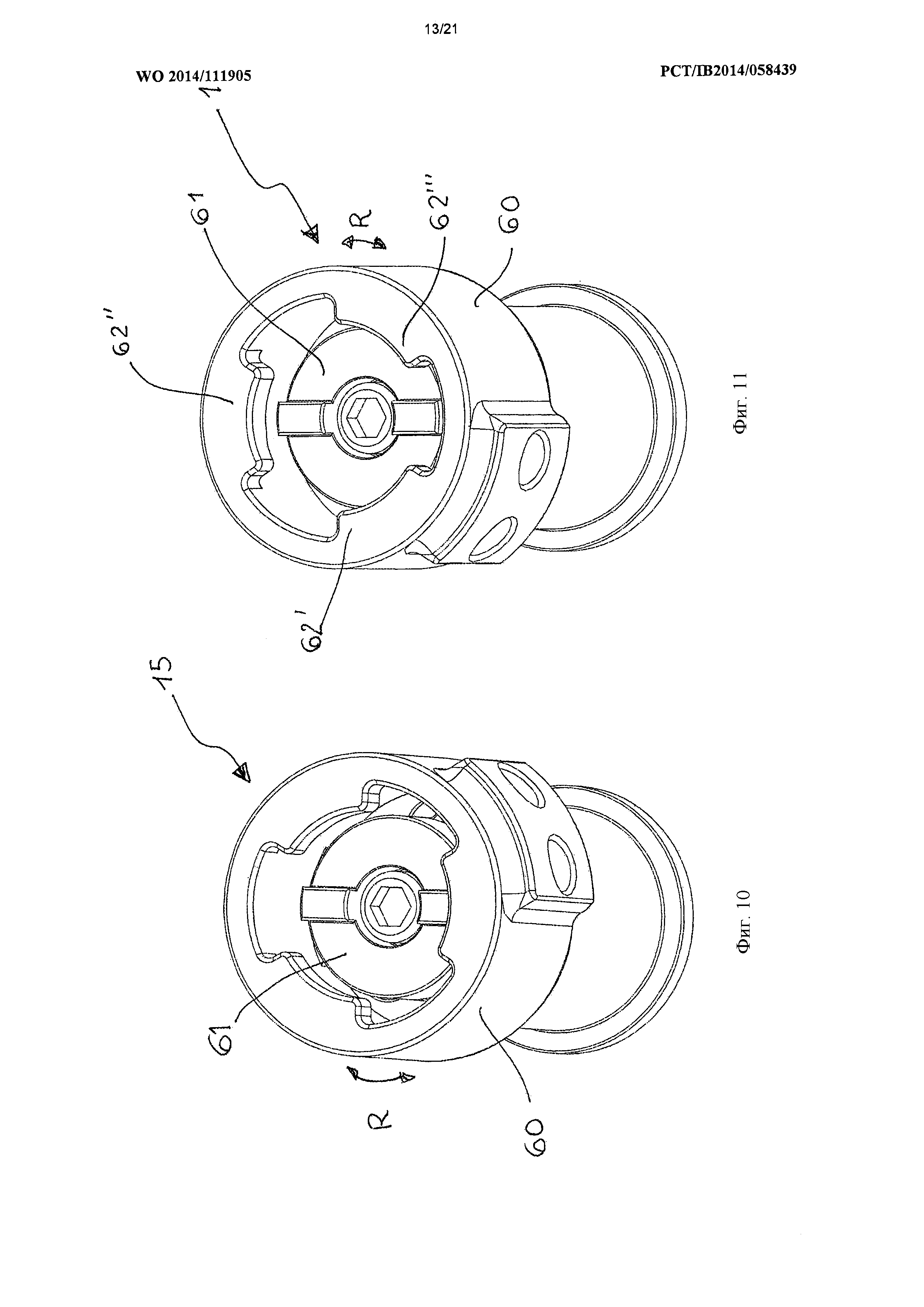
на фиг. 10 и 11 приведены аксонометрические виды увеличенного элемента частей литейной формы, показанной на фиг. 6, в двух различных рабочих положениях;
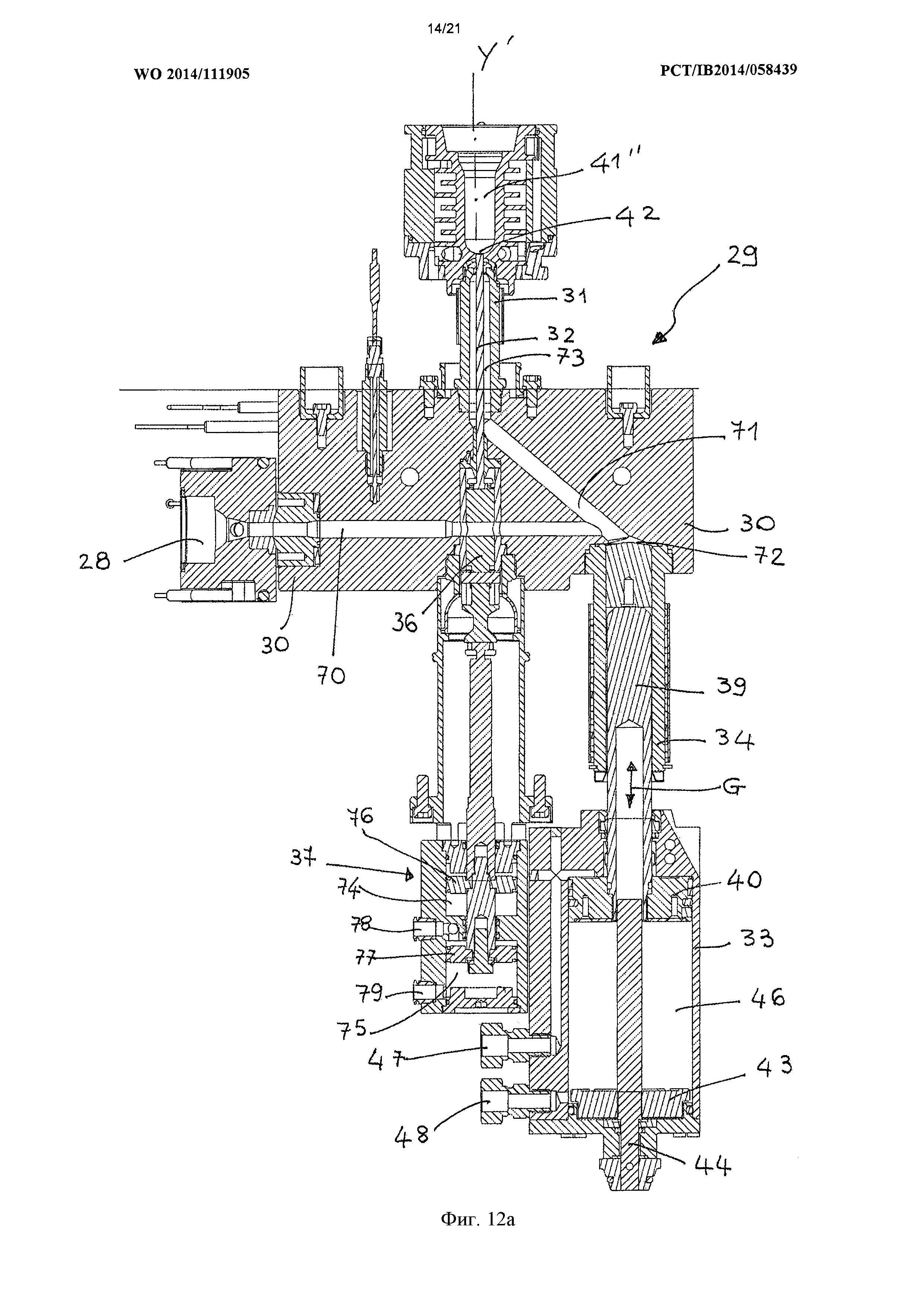
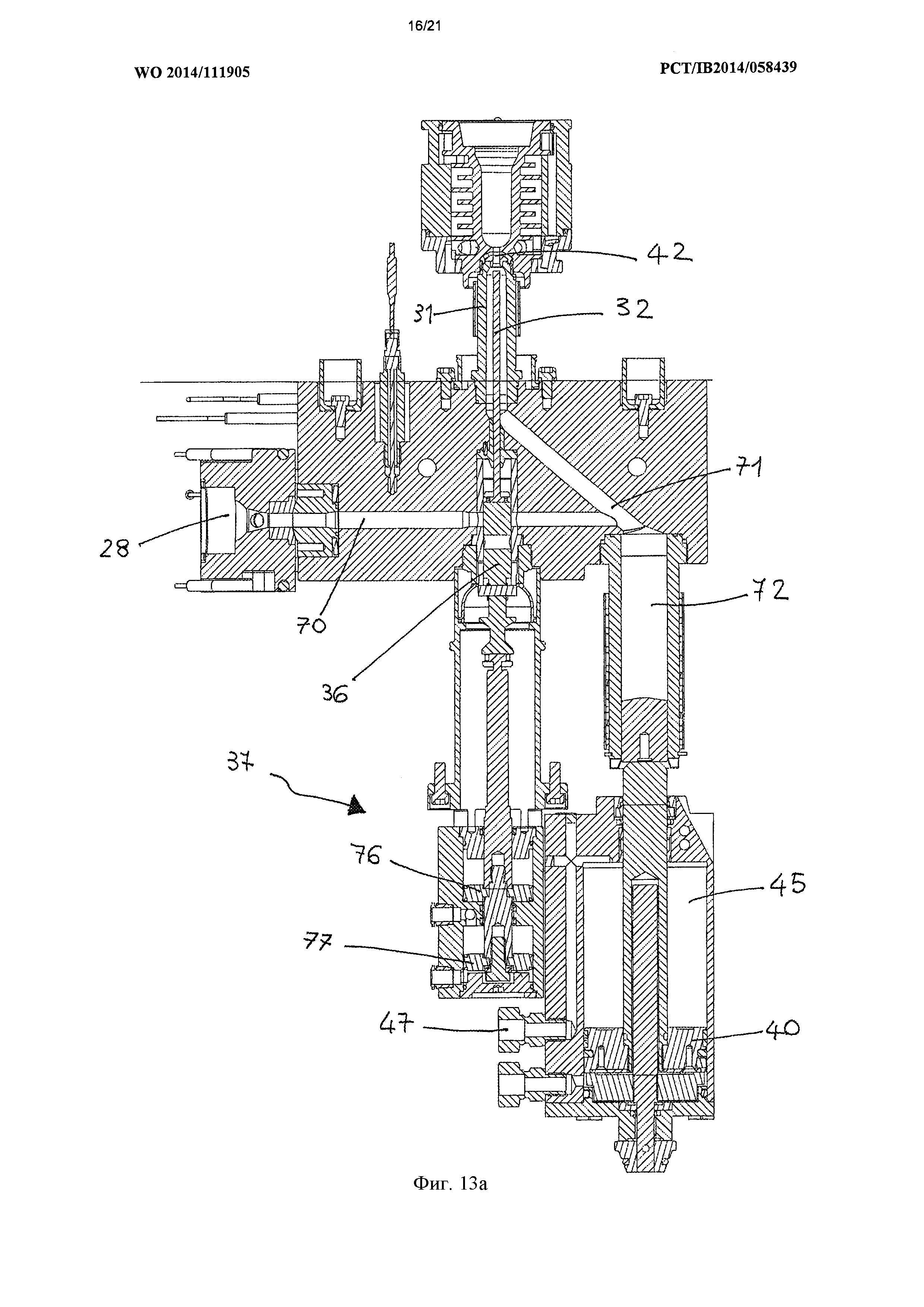
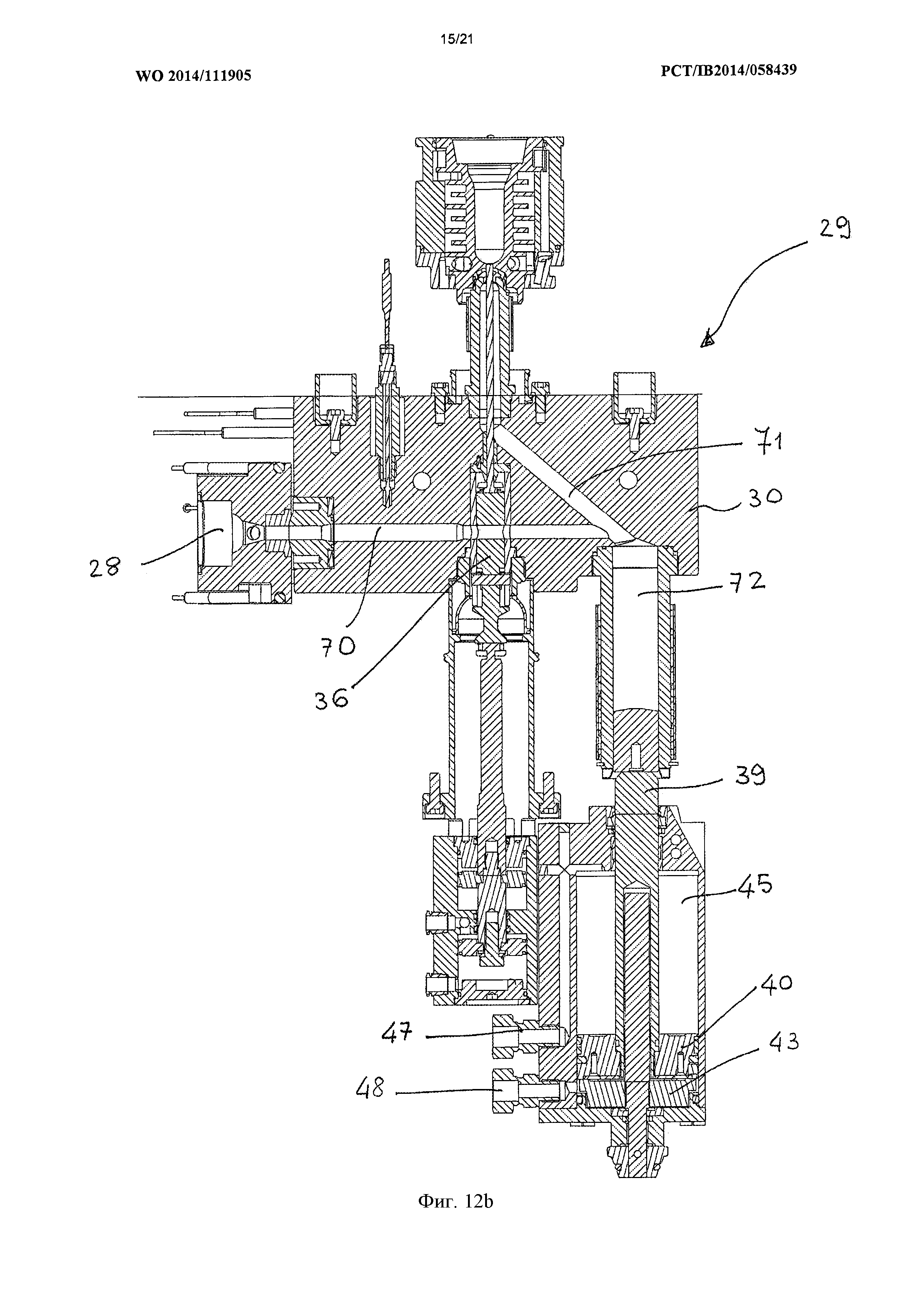
на фиг. 12а, 12b, 13а и 13b показаны виды в разрезе блока впрыска термопластичного материала, встроенного в установку, показанную на фиг. 1, в различных рабочих положениях;
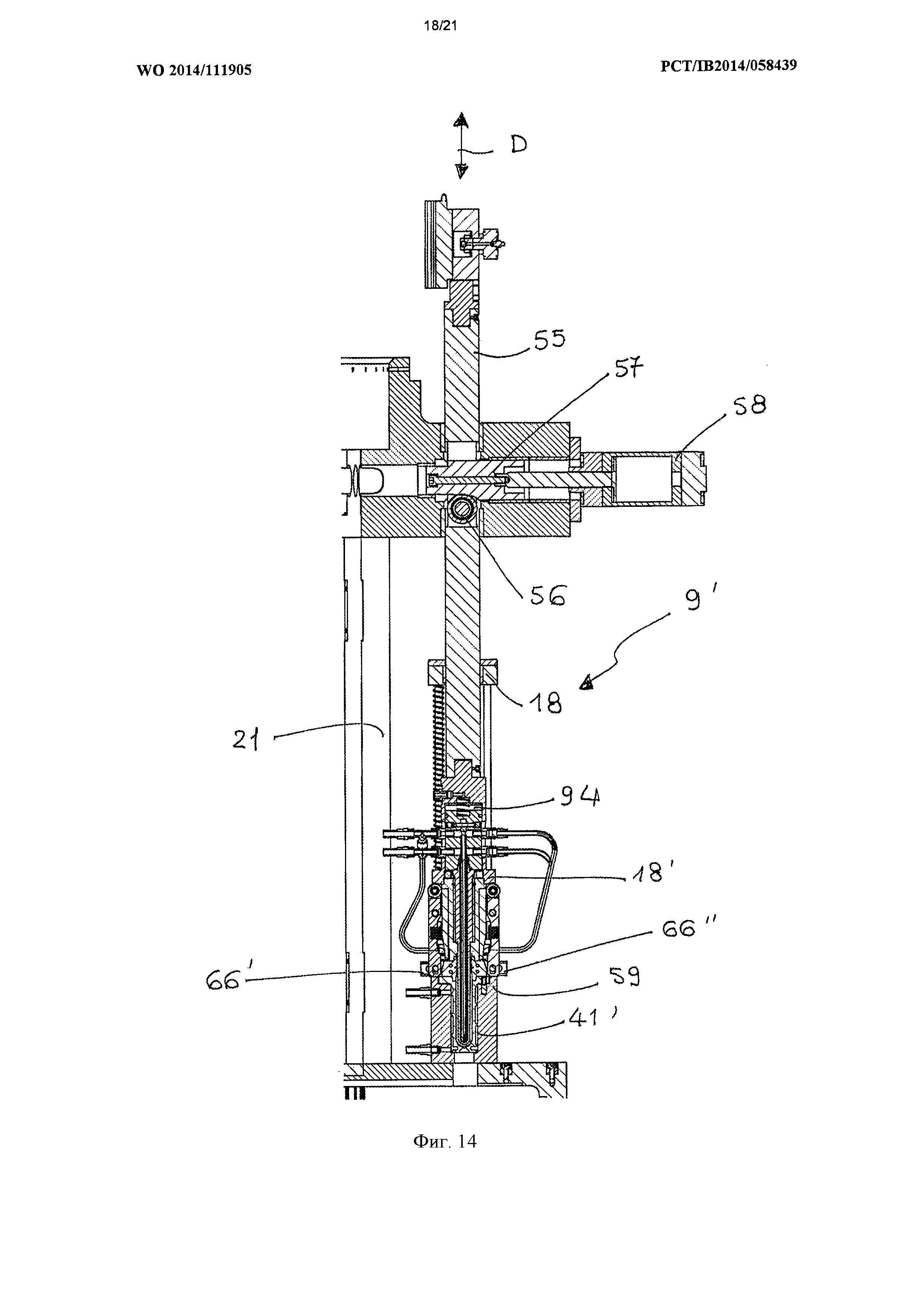
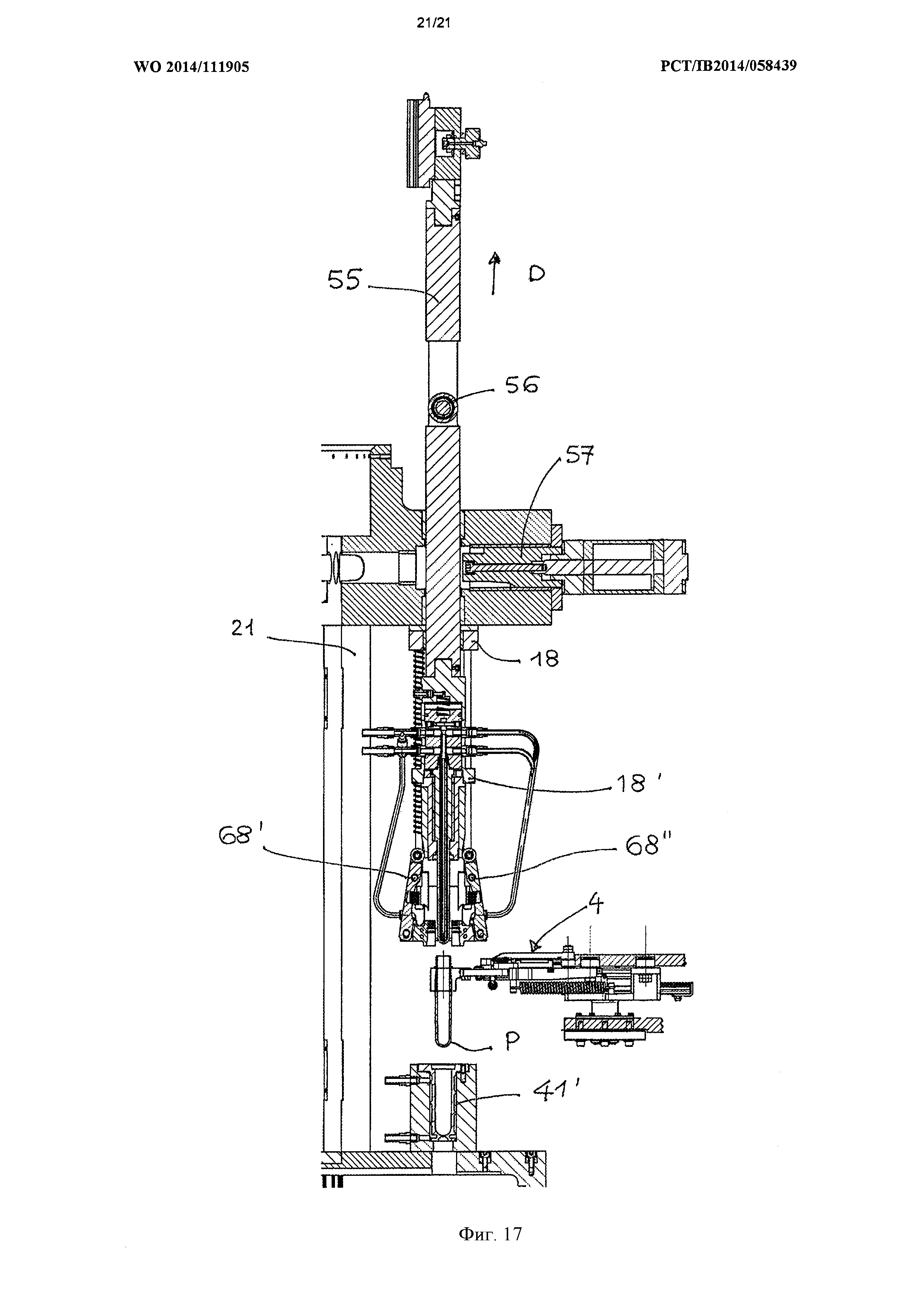
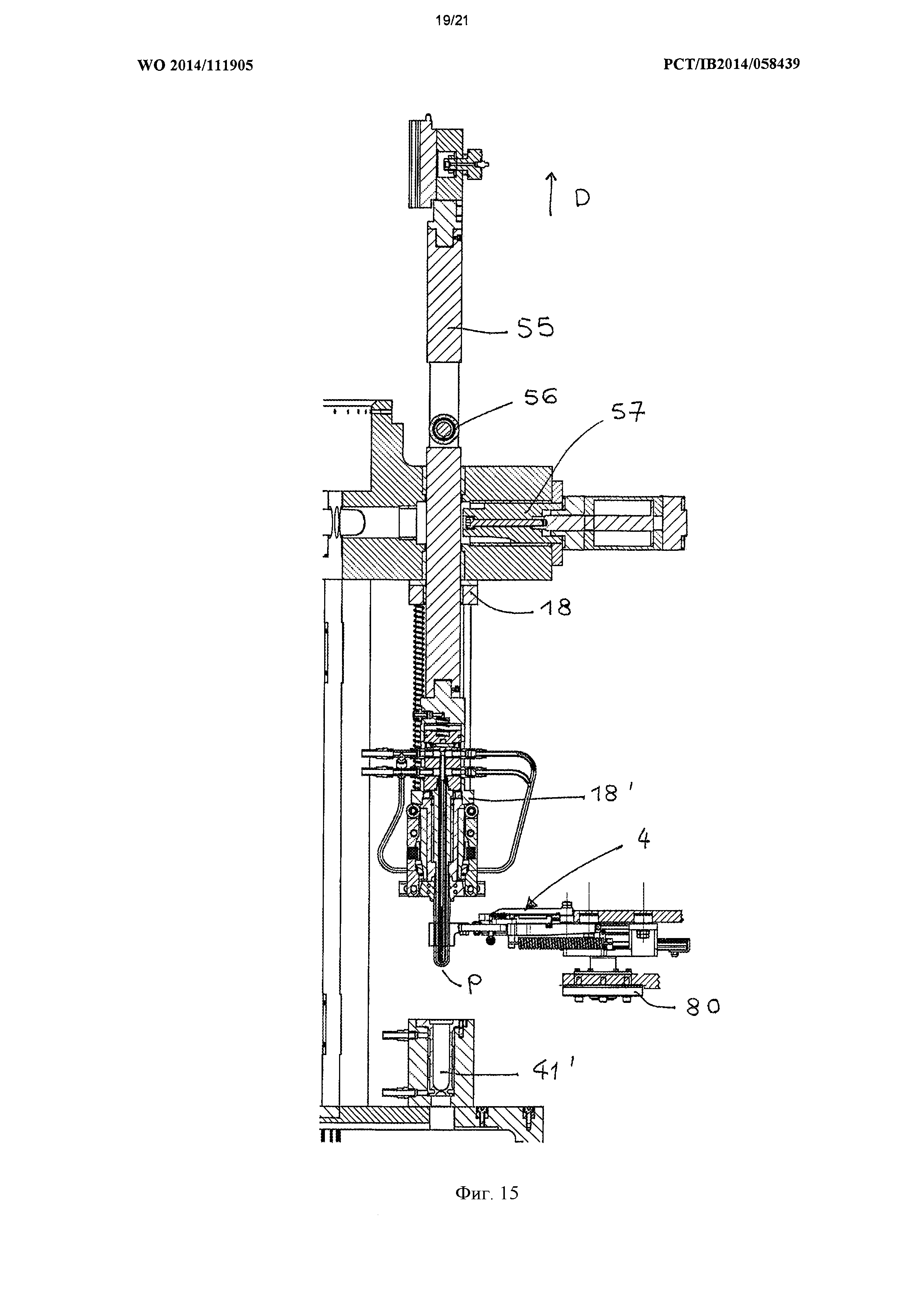
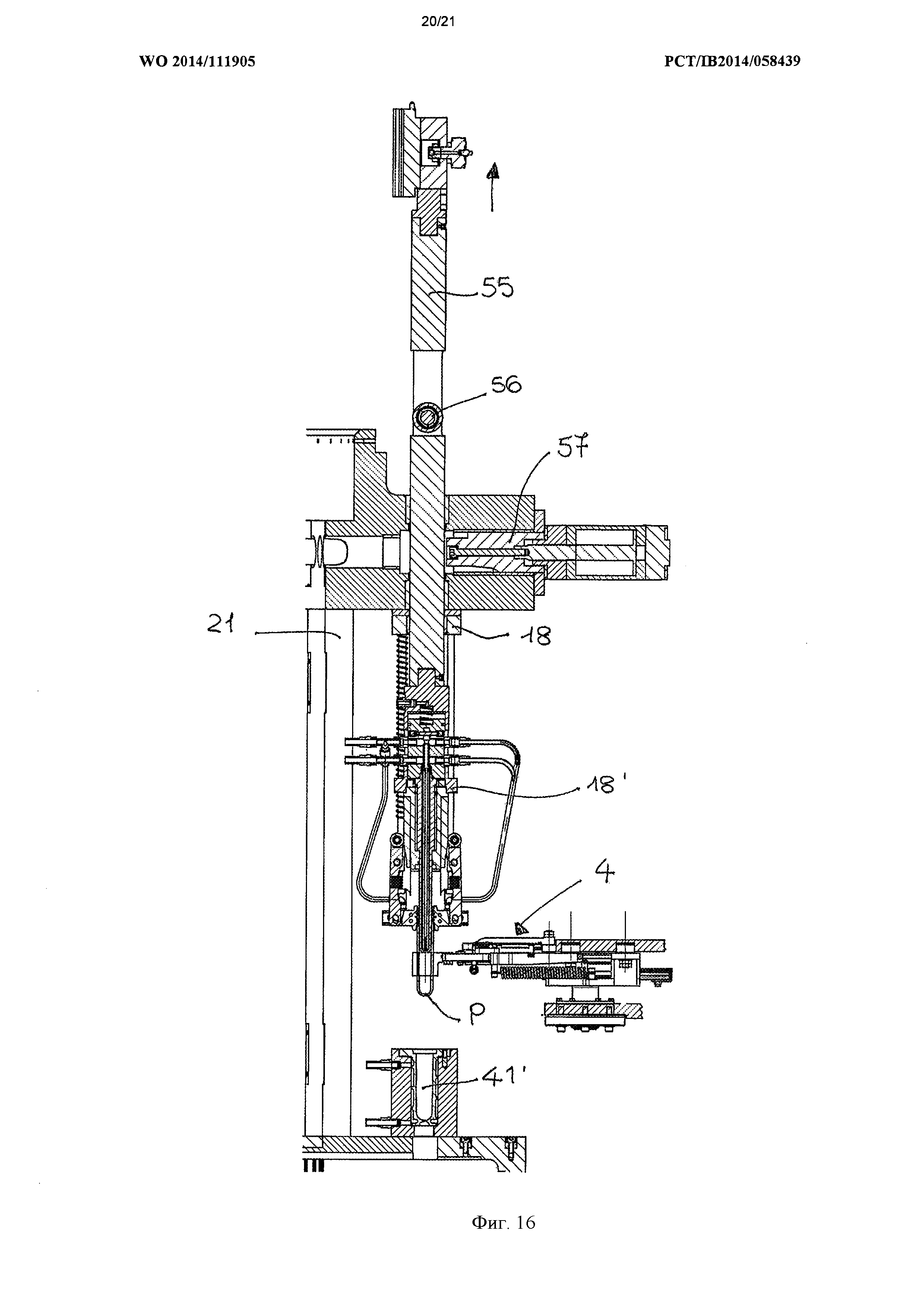
на фиг. 14, 15, 16 и 17 приведены виды в разрезе литейной формы в соответствии с изобретением в различных рабочих положениях.
Осуществление изобретения
На фиг. 1 приведен схематичный вид в плане установки для литья под давлением со сжатием ротационного типа для контейнеров из термопластичного материала, обычно заготовок из ПЭТ для производства бутылок или других контейнеров для пищевых и непищевых продуктов.
На этой схеме устройство литья под давлением со сжатием связано с устройством 51 охлаждения заготовок, например, круговым конвейером 50, оснащенным захватами 4, для передачи заготовок от вращающейся карусели 2 к охлаждающему устройству 51. Такая конфигурация типична для установки по производству контейнеров двухстадийного типа. Специалистам в области техники понятно, что, не отклоняясь от объема изобретения, вместо устройства 51 для охлаждения заготовок с устройством литья под давлением со сжатием посредством соответствующих вспомогательных устройств известного в области техники типа, таких как колеса, для передачи, охлаждения и/или кондиционирования заготовок, нагревательные печи и т.д., может быть связана выдувная машина. При необходимости в установке могут быть расположены другие машины, например, используемые для нанесения этикеток на контейнеры и для заполнения их соответствующим продуктом.
Более того, различные компоненты установки могут быть расположены друг относительно друга либо выровненными, либо сгруппированными относительно оси вращения, в идеале образуя треугольник, или в более общем случае многоугольник, чтобы соответствовать требованиям к занимаемому пространству там, где смонтирована установка.
Установка на фиг. 1 содержит по меньшей мере один экструдер 1 известного типа, функция которого заключается в том, чтобы пластифицировать полимер, переводя его из твердого гранулированного состояния в текучее состояние, при этом энергия поступает от специальных нагревателей и от сил трения, возникающих вследствие действия выдавливающего винта, таким образом, получается расплавленный полимер.
Установка также содержит вращающуюся карусель 2 для литья заготовок под давлением со сжатием, которая может поворачиваться вокруг вертикальной оси Y.
Распределительное устройство 3, предназначенное для распределения расплавленного полимера, произведенного экструдером 1, по всем литейным формам, расположенным по внешнему периметру карусели 2, выполнено между экструдером 1 и вращающейся каруселью 2. Так как устройство литья под давлением при сжатии сконфигурировано в виде вращающейся карусели 2, то скорость потока подаваемого расплавленного полимера должна быть практически постоянной с течением времени, в силу чего предпочтительно следует использовать экструдер 1, способный вырабатывать постоянный поток.
Со ссылкой на фиг. 2, вращающаяся карусель 2 содержит горизонтальный нижний диск 20 и верхний диск 22 параллельный нижнему диску. Оба диска 20 и 22 имеют одну и ту же ось Y вращения и образуют узел в форме барабана. Несколько литейных форм 9', 9ʺ, 9'ʺ для литья под давлением со сжатием расположены вдоль периметра барабана, при этом литейные формы имеют по существу вытянутую форму, и каждая из них задает вертикальную ось Y' скольжения (см. фиг. 4) полуформ параллельную оси Y вращения карусели 2, и которые могут вращаться, например, в направлении стрелки F (см. фиг. 2) или при необходимости в противоположном направлении.
Нижний диск 20 и верхний диск 22 соединены друг с другом посредством литьевых модулей 9, так чтобы способствовать образованию выдерживающей нагрузки конструкции карусели 2, обладающей большой жесткостью, и, таким образом, способной выдерживать высокие нагрузки, создаваемые во время процесса литья под давлением со сжатием. Число литейных форм определяют на этапе проектирования устройства литья под давлением со сжатием в соответствии с критерием, связанным с предполагаемой производительностью установки для изготовления заготовок и/или конечных контейнеров.
На фиг. 2 для ясности описания показано только два литьевых модуля 9, каждый из которых содержит три литейных формы 9', 9ʺ, 9'ʺ, но понятно, что формами 9', 9ʺ, 9'ʺ, совершенно равными друг другу, разделенными на число модулей 9, которое в три раза меньше, чем число форм, занят весь периметр карусели 2.
В частности, решение на фиг. 2 показывает вариант осуществления с литьевыми модулями 9 с тремя литейными формами 9', 9ʺ, 9'ʺ вдоль наружной поверхности карусели 2; тем не менее, не отклоняясь от объема защиты изобретения, можно выполнить модули с числом форм, отличным от трех. Эти решения не показаны на фигурах, так как специалистам в области техники они совершенно понятны.
Устройство 3 распределения расплавленного полимера, показанное более подробно на фиг. 3, 3а и 3b, выполнено в середине карусели 2 на нижнем диске 20. Распределительное устройство 3 позволяет передавать расплавленный полимер из единственного питающего канала 10 неподвижного экструдера 1 на множество литьевых модулей 9, которые вращаются вместе с каруселью 2.
Распределительное устройство 3 преимущественно оснащено поворотным соединением, содержащим:
- неподвижную конструкцию 3', расположенную в центре с продольным элементом 23, который проходит вдоль оси Y, в котором выполнен канал 11 для расплавленного полимера подходящего диаметра, соответствующего необходимой скорости потока расплавленного полимера и равного от 28 до 42 мм, предпочтительно 32 мм;
- и подвижную конструкцию 3ʺ, которая, в свою очередь, содержит:
- первый центральный поворотный элемент 25, расположенный в верхней части распределительного устройства 3 над продольным неподвижным элементом 23 и являющийся неотъемлемой частью нижнего диска 20 карусели 2;
- второй центральный поворотный элемент 102, имеющий по существу конусообразную форму (см. фиг. 3b), расположенный под первым поворотным элементом 25 и прикрепленный к нему как единое целое, в котором имеется центральная сквозная полость цилиндрической формы, через которую проходит верхний участок центрального неподвижного элемента 23.
В первом поворотном элементе 25 выполнен канал 11' для расплавленного полимера, имеющий на первом конце такой же диаметр, что и канал 11, и сообщающийся с последним. Каналы 11 и 11' расположены вдоль оси Y карусели 2; причем канал 11 существенно длиннее, чем канал 11'. На втором конце упомянутого канала 11' выполнено расширение для соединения с несколькими радиальными боковыми каналами 52, также выполненными внутри упомянутого первого поворотного элемента 25.
Так как во время вращения вращающейся карусели 2 расплавленный полимер стремится частично выйти из зазора между неподвижной конструкцией 3' и подвижной конструкцией 3ʺ, когда полимер проходит из канал 11 в канал 11', лабиринтное уплотнение 24 преимущественно гарантирует непроницаемость расплавленного полимера между неподвижной конструкцией 3' и подвижной конструкцией 3ʺ.
Лабиринтное уплотнение 24 получают в пространстве между внутренней поверхностью 101 цилиндрической сквозной полости в середине второго поворотного элемента 102 (см. фиг. 3b), выполненного как единое целое с первым поворотным элементом 25, и внешней поверхностью неподвижного продольного элемента 23. На внутренней поверхности 101 предпочтительно выполнена одно- или многозаходная спиральная канавка 103, например, с двумя или четырьмя заходами. Спиральная канавка 103 представляет собой винтовую канавку, спиральная линия которой наклонена в направлении противоположном направлению вращения поворотных элементов 25 и 102 и, таким образом, всей карусели 2, в связи с чем вращательное относительное движение витков относительно неподвижного продольного элемента 23 создает эффект подкачивания, который противодействует выходу расплавленного полимера, находящегося под давлением, из зазора между неподвижной конструкцией 3' и подвижной конструкцией 3ʺ, прижимая ее вверх и поддерживая ее в самом распределительном устройстве 3.
В частности, такая спиральная линия выполнена так, чтобы своим вращательным движением противодействовать естественному направлению выхода потока расплавленного пластика в зазор. Например, в случае вращения подвижной конструкции 3ʺ в соответствии с направлением F (см. фиг. 2), спиральная канавка 103 является спиралью с левой намоткой. В частности, зазор между неподвижной конструкцией 3' и подвижной конструкцией 3ʺ имеет кольцеобразную форму с L-образным сечением, и с одной стороны ограничен нижней поверхностью первого поворотного элемента 25 и верхней поверхностью продольного неподвижного элемента 23, а с другой стороны ограничен внутренней поверхностью 101 поворотного элемента 102 и гладкой внешней поверхностью неподвижного продольного элемента 23.
Это поворотное соединение допускает взаимную относительную поворотную связь между продольным неподвижным элементом 23 и первым поворотным элементом 25. С другой стороны, неподвижный элемент 23 прикреплен к опорному элементу 35, который присоединен к конструкции установки. Упорный подшипник 26 расположен между верхней подвижной конструкцией 3ʺ, вращающейся вокруг оси Y, и нижней неподвижной конструкцией 3' распределительного устройства 3.
Расплавленный полимер, поступающий из питающего канала 10 экструдера 1, проходит последовательно через канал 11, в канал 11' и в боковые радиальные каналы 52. Упомянутые боковые радиальные каналы 52 первого поворотного элемента 25, в свою очередь, сообщаются с соответствующими боковыми каналами 27, которые соединяют первый поворотный элемент 25 с соответствующими литьевыми модулями 9.
Каждый боковой канал 27 оснащен соответствующим центральным каналом 27', имеющим подходящий диаметр, для подачи в литейные формы 9', 9ʺ, 9'ʺ для литья под давлением со сжатием заданного количества расплавленного термопластика. Электрические резисторы 38', 38ʺ и 38'ʺ, приспособленные для поддерживания корректной температуры расплавленного полимера, так чтобы полимер мог достичь модулей 9', 9ʺ, 9'ʺ при расчетной температуре для отливки заготовки, преимущественно расположены вдоль различных каналов, через которые протекает расплавленный полимер внутри распределительного устройства 3.
Каждый центральный канал 27' боковых каналов 27 соединен с патрубком 28 (фиг. 12а, 12b, 13а, 13b), полученным в блоке 29 впрыска, который посредством соответствующей схемы каналов сообщается с соответствующими полостями 41', 41ʺ, 41'ʺ литейных форм, расположенными на соответствующем литейном модуле 9.
Хотя в этой части описания для краткости была дана ссылка на единственный литьевой модуль 9, оснащенный тремя формами 9', 9ʺ, 9'ʺ, а точнее на единственную форму 9', понятно, что все формы и литьевые модули, которые имеются во вращающейся карусели 2, обладают одинаковыми функциональными и структурными признаками, если не указано обратное. В показанном здесь варианте осуществления число литьевых модулей 9 составляет одну треть от числа полостей 41', 41ʺ, 41'ʺ литейных форм.
Таким образом, литьевой модуль 9 более подробно описан, в частности, со ссылкой на фиг. 4 и 5. Литьевой модуль 9 содержит опорный элемент, например, в виде рамы 21 с очень твердой, жесткой, по существу С-образной конструкцией, которая как единое целое своей верхней частью прикреплена к верхнему диску 22, а своей нижней частью - к нижнему диску 20. Ее жесткость позволяет противостоять силам реакции, создаваемым усилиями, связанными с операцией литья под давлением со сжатием. Три формы 9', 9ʺ, 9'ʺ, которые являются одинаковыми и образуют модуль 9, прикреплены на открытой части рамы 21, обращенной в радиальном направлении к наружной стороне карусели 2.
Форма 9', являющаяся объектом настоящего изобретения, состоит из трех частей: верхняя часть 12, центральная часть 13 и нижняя часть 14.
Для ясности, верхняя верхней часть 12 - это условно часть формы 9', которая остается соединенной с рамой 21 модуля 9 во время операций текущего обслуживания или операций смены формата полости 41' литейной формы.
Центральная часть 13 - это условно часть формы 9', которую можно заменить с помощью сравнительно простой, быстрой операции, когда она должна быть заменена по причине износа или смены формата заготовок, которые необходимо производить. Во время операций текущего обслуживания центральная часть 13 остается неподвижной и составляющей единое целое с верхней частью 12, либо обе части 12 и 13 перемещаются вместе вдоль направления D (фиг. 5) для открытия или закрытия полости 41' литейной формы.
Нижняя часть 14 - это условно часть формы 9', выполненная как единое целое с рамой 21, которая не перемещается во время текущих операций литья, и которую можно заменить посредством сравнительно простой, быстрой операции, когда необходимо заменить полость 41' литейной формы по причине износа или смены формата заготовок, которые надо изготовить.
Верхняя часть 12 содержит продольный стержень 55, скользящий вертикально в направляющем отверстии верхней части рамы 21, и который своим верхним концом выполнен как единое целое с бегунком 53, который может скользить в направлении стрелки D вдоль направляющей 54, прикрепленной как единое целое к упомянутой верхней части рамы 21. Стержень 55 включает в себя колесо 230 или эквивалентный элемент, который действует в качестве толкателя, способного следовать поверхности кулачка (не показан), который управляет вертикальным перемещением верхней части 12 и центральной части 13 литейной формы 9' во время литья.
Блокирующий и разблокирующий клин 57 для блокировки или разблокировки стержня 55, управляемый пневматическим приводом 58, позволяет удерживать верхнюю часть 12 и центральную часть 13 зафиксированными в опущенном положении (фиг. 14) путем воздействия на дополнительное колесо 56, выполненное на стержне 55 во время этапа отливки заготовки. Когда, наоборот, клин 57 вытащен из специального гнезда в стержне 55 под действием пневматического привода 58 (см. положения на фиг. 5, 15, 16 и 17), он допускает вертикальное скольжение верхней части 12 и центральной части 13 для выполнения других этапов цикла литья, описанных ниже.
Центральная часть 13 содержит (см. фиг. 6, 7а, 7b):
- байонетное соединение 15 для соединения с верхней частью 12, чтобы допускать быстрое присоединение и отсоединение центральной части 13 от верхней части 12, например, во время операций смены формата заготовки;
- направляющий каркас, состоящий из четырех стержней 16', 16ʺ, 16', 16iv, связанных с соответствующими возвратными пружинами 200 и верхней частью прикрепленными к первой пластине 18, а нижней частью - к конструкции основания 18ʺ, причем в первой пластине 18 имеется центральное сквозное отверстие 210, через которое проходит стержень 55, при этом стержень своим нижним концом соединен с байонетным соединением 15, выполненным внутри направляющего каркаса, допуская относительное перемещение байонетного соединения 15 и первой пластины 18;
- цилиндр 19, такой как пневматический цилиндр или другой эквивалентный цилиндр, имеющий внутреннюю полость, ограничивающую камеру, в которой размещен поршень 49, при этом упомянутый цилиндр 19 верхним концом прикреплен к байонетному соединению 15, возможно, через промежуточное расширение 220, а на нижнем его конце выполнена плоская часть, например, в форме второй пластины 18', предпочтительно совпадающая с тем же плоским нижним концом самого цилиндра 19, скользящий вдоль четырех стержней 16', 16ʺ, 16', 16iv; при этом упомянутые возвратные пружины 200, спиральные и коаксиальные упомянутым стержням, прикреплены первым своим концом к первой пластине 18, а вторым своим концом ко второй пластине 18' либо как единое целое с цилиндром 19, либо являясь его частью, которая может двигаться параллельно относительно первой пластины 18;
- пресс или сердечник 59, прикрепленный как единое целое к поршню 49, который образует компонент, дополняющий полость 41' литейной формы для завершения отливки заготовки и определяющий внутреннюю форму заготовки;
- кулачки 8', 8ʺ, неотъемлемо прикрепленные к направляющему элементу 59' пресса 59, расположенные снаружи коаксиально относительно последнего;
конструкция 18ʺ основания, к которой прикреплены четыре стержня 16', 16ʺ, 16', 16iv, содержащая систему двух боковых рычагов (или качающихся рычагов) 67', 67ʺ, шарнирно закрепленных на соответствующих осях 68', 68ʺ конструкции 18ʺ основания, и на которой закреплены соответствующие толкатели 69', 69ʺ, которые следуют за кулачками 8', 8ʺ; при этом упомянутые рычаги 67', 67ʺ управляют открытием и закрытием двух полукромок или полумуфт 66', 66ʺ (фиг. 7а и 7b), которые ограничивают, когда закрыты (фиг. 7а), втулку, задающую отрицательную полость, в которой отливают зону горлышка заготовки, допуская полное закрытие полости 41' литейной формы, когда надо отлить заготовку.
Пружина 63 внутри цилиндра 19 создает небольшую нагрузку на пресс 59, чтобы способствовать равномерному заполнению расплавленным полимером полости 41' литейной формы во время первого этапа литья. Байонетное соединение 15, показанное более подробно на фиг. 10 и 11, содержит гильзу 60, расположенную вокруг основания кулачковой муфты 61 с ограничением, которое допускает ее угловое вращение вокруг оси Y', но являющуюся неотделимой от основания 61 кулачковой муфты в направлении параллельном оси Y'. Гильза 60 оснащена зубьями 62', 62ʺ, 62'ʺ, направленными вовнутрь ее полости, которые имеют такую форму, чтобы их вставляли в соответствующие продольные пазы продольного стержня 55, и чтобы они скользили в кольцевом пазу продольного стержня 55 с относительным вращением примерно на 60° между стержнем 55 и гильзой 60 в направлении стрелки R. Тем самым, можно быстро присоединить и отсоединить центральную часть 13 от верхней части 12 литейной формы 9', чтобы выполнить операции сборки/разборки или для смены формата заготовки.
Нижняя часть литейной формы 9' содержит полость 41' литейной формы и второе байонетное соединение 64' (фиг. 8, 9), выполненное на опорной раме 21, которое взаимодействует с соответствующей кулачковой муфтой 65 (фиг. 6, 7а), расположенной у основания полости 41'. Таким образом, гарантируется быстрота замены полости 41' для технического обслуживания или для смены формата.
Стоит отметить, что для того, чтобы гарантировать смену формата с большим числом длин заготовок, стержень 55 должен быть оснащен по меньшей мере одни расширением, которое может быть либо добавлено, либо удалено, чтобы достичь необходимой длины. Как вариант или в сочетании, упомянутое по меньшей мере одно расширение 220 может быть расположено между байонетным соединением 15 и цилиндром 19 (фиг. 6 и 7).
Когда полость 41' открыта, центральная часть 13 отодвигается от нижней части 14 вверх в направлении, указанном стрелкой D. Как только первая пластина 18 упрется упором 17, предпочтительно выполненным из резины, в верхнюю часть С-образной рамы 21, стержень 55 поднимается дальше с помощью поверхности кулачка, воздействующей на колесо 230, тем самым, смещая пресс 59 и, следовательно, кулачки 8', 8ʺ, вверх посредством относительного перемещения относительно пронизанной пластины 18, которая в это время остается неподвижной вместе с конструкцией основания 18ʺ и, таким образом, вместе с точками 68', 68ʺ опоры, которые удерживают рычаги или качающиеся рычаги 67', 67ʺ на одном и том же заданном расстоянии от пронизанной пластины 18.
Относительное перемещение кулачков 8', 8ʺ и рычагов 67', 67ʺ отделяет две полумуфты 66', 66ʺ (фиг. 7b) друг от друга в силу того, что толкатели 69', 69ʺ рычагов 67', 67ʺ следуют по профилю кулачков 8', 8ʺ, освобождая горлышко заготовки, которая может быть извлечена прессом 59 с использованием специальных захватов, выполненных на круговом конвейере 50. Возвратные пружины 201 (фиг. 7а) удерживают толкатели 69', 69ʺ в контакте с кулачками 8', 8ʺ. Описание, приведенное для литейной формы 9' аналогично повторяется для литейных форм 9', 9ʺ' литьевого модуля 9, и для краткости описания не приведено.
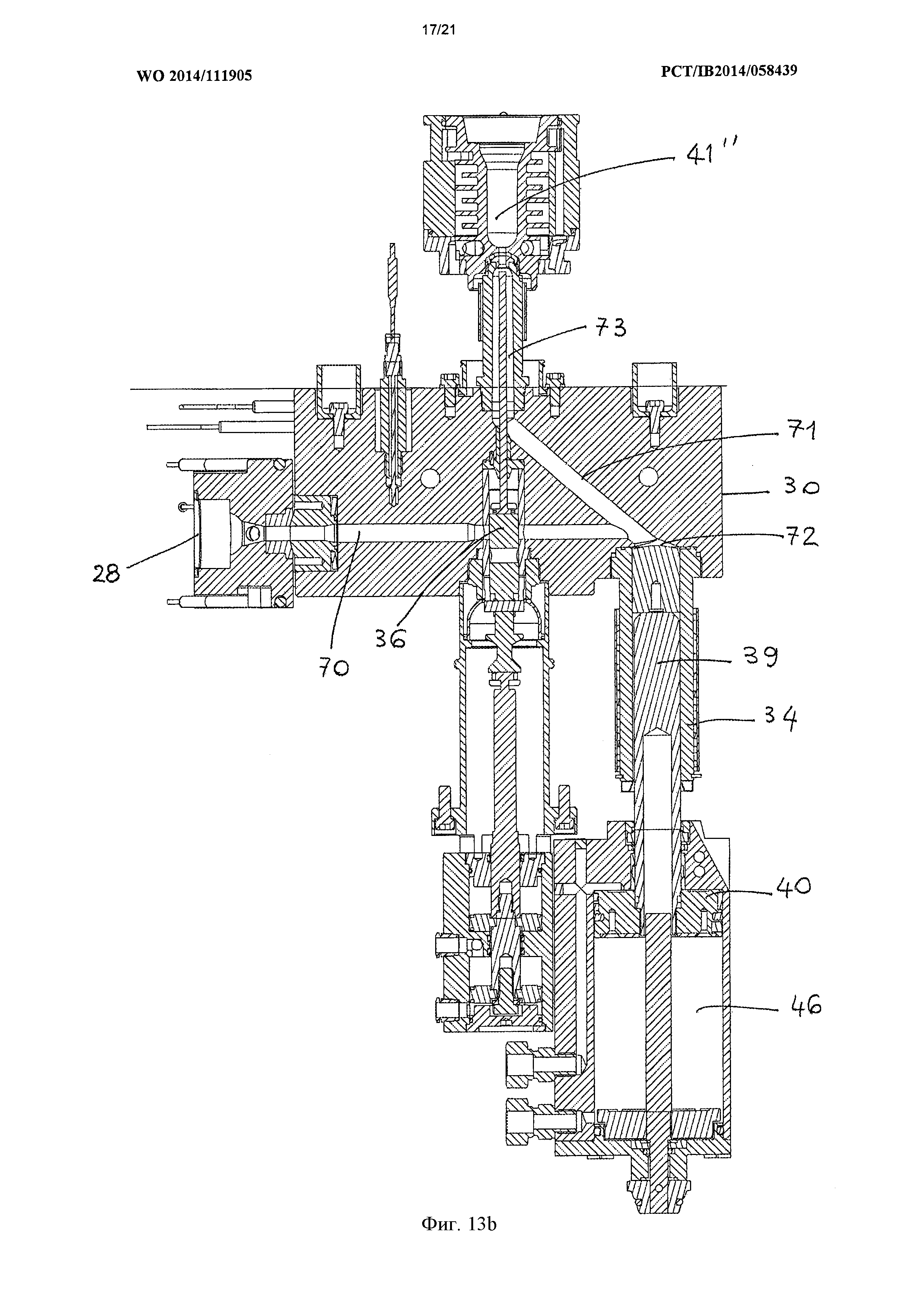
Блок 29 впрыска более подробно описан со ссылкой на фиг.12а, 12b и 13а, 13b, на которых показаны этапы загрузки порции полимера и этапы заполнения полости 41ʺ литейной формы порцией полимера для каждого цикла литья соответственно. Хотя упоминается полость 41ʺ литейной формы, очевидно, что блок 29 имеет две другие полости 41' и 41'ʺ литейной формы, совершенно равные полости 41ʺ, с теми же вспомогательными компонентами, описанными для полости 41ʺ, и которые заполняют в то же время.
Полимер вливают в полость 41ʺ литейной формы под действием поршня 39, скользящего в соответствующем дозирующем инжекторе 34, соединенном с горячей камерой 30. Поршень 39 приводят в действие пневматическим цилиндром 33, которым, в свою очередь, управляет клапан (не показан на фигурах). Где необходимо, выполнено подходящее нагревательное средство, например, резистивные ленты, чтобы поддерживать расчетную температуру полимера в различных частях блока 29 впрыска.
Впрыскивающее сопло 31 расположено наверху горячей камеры 30 с вертикальной осью Y', и оно также нагревается посредством электрического резистора, например, ленточного. Такое впрыскивающее сопло 31 позволяет порции расплавленного материала пройти в полость 41ʺ литейной формы через отверстие 42. Предпочтительно, чтобы диаметр упомянутого отверстия составлял 3-5 мм, предпочтительно 4 мм.
Через горячую камеру 30 проходит первый канал 70, соединенный с патрубком 28, в который поступает полимер из одного или нескольких боковых каналов 27. Первый канал 70 сообщается со вторым каналом 71 также внутри горячей камеры 30 и соединяет резервуар 72 дозирующего инжектора 34 с вливающим каналом 73 впрыскивающего сопла 31. Во время операций отверстие 42 либо открыто, либо закрыто заслонкой 32.
Преимущественно, для каждой полости 41', 41ʺ, 41'ʺ литейной формы каждого модуля 9 выполнен механизм с единственным приводом для заполнения соответствующей полости литейной формы и заполнения соответствующего диспенсера 34. Тем не менее, в этом варианте осуществления имеется только электроклапан, который управляет тремя пневматическими цилиндрами 33, и, таким образом, три полости 41', 41ʺ, 41'ʺ литейных форм каждого модуля 9 выполняют один и тот же этап каждого рабочего цикла в одно и тоже время. Механизм, который приводит в действие переключение между этапом заполнения диспенсера 34 и этапом заполнения полости литейной формы, может представлять собой клапан 36, например, золотникового или заслонного типа, способный либо открывать, либо перекрывать канал с расплавленным полимером от канала 70 к резервуару 72 для заполнения дозирующего инжектора 34. Упомянутый клапан 36 приводят в действие посредством приводного устройства 37, расположенного на первом конце клапана 36. Заслонка 32 как единое целое присоединена ко второму концу клапана 36, противоположному первому концу. Приводное устройство 37, клапан 36 и заслонка 32 расположены продольно и предпочтительно вдоль одной и той же оси Y'.
Приводное устройство 37 содержит две отдельные цилиндрические камеры 74, 75, оснащенные соответствующими поршнями 76, 77, выполненными как единое целое. В нижней цилиндрической камере 75 выполнены два впускных/выпускных канала 78, 79 для сжатого воздуха.
Круглая гайка 44, регулирующая положение опорной пластины 43 поршня 40 двухстороннего действия, для точного регулирования веса порции расплавленного полимера также до сотых грамма, выполнена снизу цилиндрической камеры пневматического цилиндра 33 дозирующего инжектора 34. Положение упомянутой опорной пластины 43 может быть установлено отдельно для более хорошей калибровки заготовки.
Поршень 40 двухстороннего действия пневматического цилиндра 33 приводят в действие с помощью объединения давлений и противодавлений, создаваемых сжатым воздухом, вводимым в верхнюю 45 и нижнюю 46 камеры, и расплавленным полимером, поступающим из экструдера 1 через канал 70 горячей камеры 30.
Во время этапа загрузки полимера в диспенсер, соответствующего опусканию поршня 40 вдоль направления, показанного стрелкой G, давление расплавленного полимера, выталкиваемого экструдером в резервуар 72, воздействует на поршень 39 и преобладает относительно объединения давлений сжатого воздуха, вводимого в верхнюю камеру 45, настраиваемых соответствующим образом в диапазоне от 10 до 40 бар, и в нижнюю камеру 46, постоянно соединенную с воздуховодом, предпочтительно под давлением 40 бар.
Во время этапа впрыска расплавленного полимера, соответствующего подъему поршня 40 вдоль направления, указанного стрелкой G, сжатый воздух высокого давления, предпочтительно 40 бар, работает в нижней камере 46, поступая из впускного патрубка 48, в то время как верхняя камера 45 того же цилиндра 3 посредством управляющего клапана соединена с воздуховодом низкого давления (0-8 бар) посредством выпускного патрубка 47.
Скоординированное перемещение клапана 36, заслонки 32 и дозирующего инжектора 34, а также калибровка опорной пластины 43, позволяет дозировать такое количество расплавленного полимера, которое необходимо ввести в полость 41ʺ литейной формы точно в соответствии с конструкцией заготовки, которую необходимо изготовить. Скоординированное перемещение блока впрыска приводят в действие с использованием электроклапанов, управляемых программируемыми системами.
В частности, клапан 36 открывают посредством приводного устройства 37, оставляя канал 70 открытым, когда поршень 39 дозирующего инжектора 34 находится в поднятом положении, как показано на фиг. 12а. Открытие клапана 36 путем смещения вверх определяет закрытие отверстия 42 впрыскивающего сопла 31 посредством заслонки 32 и отвода поршня 40 двухстороннего действия дозирующего инжектора 34 под действием фронта расплавленного полимера под давлением, поступающего из горячей камеры 30, и которая заполняет резервуар 72.
После того, как поршень 40 двухстороннего действия достигает опорной пластины 43, завершается этап загрузки, и дозирующий инжектор 34 готов к впрыску порции в полость 41ʺ литейной формы, как только будет отдана соответствующая команда.
Этап впрыска включает в себя закрытие клапана 36 путем его смещения вниз, задаваемого приводным устройством 37, и одновременного открытия заслонки 32, которая перемещается вниз, тем самым, освобождая выпускной участок сопла 31 (фиг. 13а), т.е. отверстие 42, и последующее впрыскивающее движение диспенсера 34 посредством поршня 40 двухстороннего действия (фиг. 13b). Клапан 36 закрыт во время подъема поршня 39 дозирующего инжектора 34 и, поэтому, расплавленный полимер принуждают пройти через канал 71 и впрыскивающий канал 73 для попадания внутрь полости 41ʺ литейной формы.
Каждый боковой канал 27 оснащен на концах двумя шаровыми шарнирами 203 (фиг. 3а), посредством которых он соединен с патрубком 28 с одной стороны и с поворотным элементом 25 с другой стороны, чтобы посредством вращательного смещения дать возможность компенсировать смещения между нижним диском 20 и поворотным элементом 25 распределительного устройства, возникающие, в основном, из-за теплового расширения. На виде сверху в плане (не показан) боковой канал 27 расположен так, что он не является точно выровненным в радиальном направлении относительно оси Y вращения, наоборот, он расположен с небольшим смещением относительно оси Y, т.е. идеальная ось канала 27 в идеале никогда не пересекается с центром вращения карусели 2, но идеальная прямая, которую она задает, проходит на заданном расстоянии от этого центра. Такое устройство (показанное на фиг. 2) позволяет учесть тепловое расширение боковых каналов 27 и в радиальном, и в вертикальном направлении. Такое устройство, как объяснялось выше, одинаково для каждого бокового канала 27 каждого литьевого модуля 9 карусели 2. В альтернативном варианте каждый литьевой модуль 9 может включать в себя столько боковых каналов 17, сколько форм в модуле.
В соответствии с предпочтительным вариантом вращающейся карусели 2, экструдер 1 выступает в качестве объемного насоса, предназначенного для обеспечения потока расплавленного полимера с необходимым давлением на выходе, предпочтительно равным от 50 до 200 бар. Такого давления достаточно для того, чтобы переместить расплавленный полимер по всем внутренним каналам распределительного устройства 3, бокового канала 27 каждого литьевого модуля 9, соответствующих горячих камер 30, с учетом того, что один канал 11 в распределительном устройстве 3 может питать три дозирующих инжектора в каждом цикле литья в каждом литьевом модуле 9.
Предпочтительная поддерживаемая температура расплавленного полимера внутри различных каналов составляет 270°C, и ее обеспечивают посредством управляемых электрических резисторов, расположенных там, где необходимо. При этой рабочей температуре полимера распределительное устройство 3 охлаждают водой для поддержания температуры упорного подшипника 26 не более 80°C. Более того, вся система распределения полимера покрыта снаружи изолирующим материалом, чтобы ограничить нежелательные потери тепла и улучшить энергетическую эффективность всей установки.
Круговой конвейер 50 с помощью нескольких захватов 4, прикрепленных к круговому конвейеру 50 перемещает изготовленные заготовки последовательно из вращающейся карусели 2 в устройство 51 охлаждения заготовок, где их либо охлаждают, либо кондиционируют (фиг. 1).
Процесс литья содержит последовательность этапов, которые выполняют в одно и то же время в трех полостях 41', 41ʺ, 41'ʺ литейных форм модуля 9.
Первый этап (фиг. 14) представляет собой этап отливки заготовок, во время которого происходит перемещение стержня 55, который управляет прессом 59, вниз в направлении D. Форму 9' блокируют пневматическим клином 57, и воздух под высоким давлением порядка 30-35 бар вводят в компенсационную камеру 94 цилиндра 19. Таким образом, расплавленный полимер внутри полости 41' подвергают воздействию поддерживаемого давления, которое зависит от соотношения площадей компенсационной камеры 94 и пресса 59. Выполняют тепловое охлаждение с помощью охлажденной воды, которая протекает в каналах, выполненных для этой цели в элементах формы, контактирующих с полимером, т.е. в полости 41', прессе 59 и полумуфтах 66', 66ʺ. Во время этого этапа из-за изменения плотности, вызванной воздействием теплоты, также выполняют объемный выход продукта путем опускания пресса 59, вызванного воздухом под высоким давлением в компенсационной камере 94. Такая компенсационная камера 94 в действительности находится под давлением, чтобы сделать возможным этап сжатия, чтобы компенсировать сжатие расплавленного полимера в полости 41' литейной формы во время этапа охлаждения заготовки.
Во время этого этапа золотниковый клапан 36 внутри горячей камеры 30 открыт, чтобы сделать возможным заполнение резервуара 72 расплавленным полимером.
Второй этап (фиг. 15) представляет собой этап открытия формы, и он следует за циклом охлаждения и обслуживания заготовки Р. Чтобы извлечь заготовку из полости 41', форму 9' разблокируют путем извлечения пневматического клина 57, и выполняют подъем стержня 55 вдоль направления D. Необходимый ход открытия всегда постоянен и предпочтительно составляет 300-400 мм, например, 330 мм, и не зависит от типа отлитой заготовки.
В то же время, должно быть завершено заполнение дозирующего инжектора 34 для следующего цикла, и расплавленный полимер в нем удерживают под действием противодавления около 10 бар из-за нагрузки, оказываемой пневматическим цилиндром 33, который управляет инжектором. В конце этого второго этапа первая пластина 18 вступает в контакт с верхней частью рамы 21: последующий подъем стержня 55 преобразуется в команду открытия полумуфт 66', 66ʺ.
Третий этап (фиг. 16), заданный как первый этап извлечения заготовки, предусматривает отсоединение заготовки Р от пресса 59 путем приведения в действие полумуфт 66', 66ʺ, которые удерживают горлышко заготовки во время отрывания последней от пресса 59, за несколько долей секунды до отсоединения друг от друга полумуфт 66', 66ʺ на следующем этапе.
Четвертый этап (фиг. 17), заданный как второй этап извлечения заготовки, предусматривает отсоединение полумуфт 66', 66ʺ друг от друга и падение заготовки Р в пространство, ограниченное между замкнутыми рычагами 90', 90ʺ снизу захвата 4.
Эти действия по извлечению заготовки Р включают в себя синхронизацию посредством электромеханического средства движения вверх пресса 59 с горизонтальным движением открытия полумуфт 66', 66ʺ. Таким образом, при освобождении заготовки Р гарантируется наличие захвата 4 (фиг. 15) под заготовкой. Следовательно, смещение заготовки Р посредством захвата 4 позволяет снова закрыть полость 41' путем опускания стержня 55 на последующем этапе.
На пятом этапе, заданном как этап закрытия формы 9' и заполнения полости 41' литейной формы, завершают закрытие формы 9' посредством опускания стержня 55, сопровождаемого вставкой пресса 59, и путем соединения полумуфт 66', 66ʺ, которые сочетаются с вводным конусом полости 41'. Как только закрытие полости 41' завершено, пневматический клин 57 вставляют в блокирующее положение формы 9', прикладывая усилие около 2-3 т в соответствии с потребностью; это усилие регулируют путем изменения давления воздуха, вводимого в пневматический привод 58.
Этот пятый этап соответствует показанному на фиг. 14, но без расплавленного полимера в форме.
Как только гарантировано закрытие формы 9', заслонку 32 сопла 31 открывают посредством приводного устройства 37. Канал 70 закрывают клапаном 36 в то же время, когда открывают заслонку 32. Таким образом, заполняют полость 41' литейной формы, опустошая резервуар 72. Расплавленный полимер поступает в полость 41', толкаемый поршнем 40 двухстороннего действия, оказывает направленную вверх нагрузку на пресс 59, который отодвигается, потому что в этот момент его удерживают на месте с помощью напряженной пружины 63 (фиг. 7а) с ограниченным усилием около 200 Н. Завершают цикл отливки заготовки, и первый этап, описанный выше, начинается с вводом воздуха под высоким давлением в компенсационную камеру 94.
Вращательное движение различных колес установки синхронизируют с помощью электромеханического средства, при этом для того, чтобы захваты 4 располагались в правильном положении для сбора заготовок Р из форм 9', 9ʺ, 9'ʺ, необходима очень высокая точность синхронизации. Основной вариант осуществления включает в себя следующее: заготовки Р извлекают захватами 4 последовательно из каждой формы в последовательности, в то время как впрыск расплавленного полимера в формы происходит группами по три, сдвиг по времени между открытием первой полости литейной формы модуля и открытием третьей полости литейной формы одного и того же модуля очень небольшой и, таким образом, несущественен для большей или меньшей стойкости в форме и при затвердевании заготовки.
В частности, в круговом секторе вращающейся карусели 2, например, с углом в центре около 60°, выполнено средство (не показано), поднимающее и опускающее стержни 55 форм 9', 9ʺ, 9ʺ, которые входят в упомянутый круговой сектор во время вращения карусели 2 относительно оси Y. На входе упомянутого кругового сектора стержень 55 формы 9' поднимают посредством колеса или толкателя 230 (фиг. 4), который следует по поверхности кулачка упомянутого средства, поднимающего и опускающего стержень вдоль направления D. Такая поверхность кулачка сконфигурирована так, чтобы управлять вертикальным перемещением стержня 55 вверх сначала на входе кругового сектора, а затем вертикальным перемещением стержня 55 вниз на выходе кругового сектора. Второй этап открытия формы 9' (фиг. 15), третий этап (фиг. 16) и четвертый этап (фиг. 17) извлечения заготовки Р из формы 9' выполняют во время прохождения формы 9' вдоль дуги окружности, ограничивающей вышеупомянутый круговой сектор.
В описанном варианте осуществления, где литьевой модуль 9 состоит из трех форм 9', 9ʺ, 9'ʺ, к модулю применяют каждый цикл литья, и в одно и то же время отливают три заготовки. Когда литьевой модуль 9 проходит в круговом секторе, три захвата 4 кругового конвейера 50 (фиг. 1) поступают последовательно в открытое пространство между центральной частью 13 и нижней частью 14 соответствующих трех форм 9', 9ʺ, 9'ʺ, чтобы захватить соответствующие заготовки Р и переместить их последовательно в охлаждающее устройство 51.
Всеми этапами управляют соответствующие кулачки (не все из которых показаны), сконструированные так, чтобы реализовать требуемые перемещения всех компонентов форм.
Этап охлаждения заготовок Р посредством охлаждающего устройства 51 выполняют в конце операций отливки.
В предпочтительном, но не исключающем варианте осуществления число отливочных модулей 9 составляет от 24 до 32, при этом общее число форм 9', 9ʺ, 9'ʺ равно от 72 до 96, по три формы для каждого модуля.
На фиг. 1 экструдер 1, вращающаяся карусель 2, круговой конвейер 50 и охлаждающее устройство 51 расположены по существу в плане вдоль продольной оси. Как вариант, такие компоненты могут быть расположены так, чтобы в плане задавать L-образную конфигурацию или Z-образную конфигурацию. Во всех случаях, чтобы заменить центральную часть 13 форм, рычаг 240 робота 250 может воздействовать по меньшей мере на одну из двух свободных сторон из четырех сторон вращающейся карусели 2, чтобы отсоединить байонетные соединения 15 от соответствующих стержней 55 форм литьевого модуля 9.
Чтобы сделать возможным это отсоединение, предпочтительно по меньшей мере на одной из двух свободных сторон вращающейся карусели 2 выполнена система подъема стержней 55, например, пневматическая, сконфигурированная так, чтобы поднимать вместе три стержня 55 трех форм, выполненных в одном отливочном модуле 9. Как только стержни 55 подняты, и, таким образом, как только формы открыты путем отсоединения центральной части 13 от нижней части 14, содержащей полость литейной формы, можно заменить центральную часть 13 на другую, например, имеющую расширение 220 другой длины.
Элементы и признаки, показанные в различных предпочтительных вариантах осуществления изобретения, можно объединять, не отклоняясь от объема защиты изобретения.
Способ повторного использования энергии в формовочной выдувной машине для контейнеров, получаемых при формовке с выдуванием
Захват
Транспортирующая система для пластиковых контейнеров
Пресс-форма для изготовления контейнеров из термопластического материала методом вытяжки и выдувания
Система горячего наполнения бутылок
Установка для производства пластиковых контейнеров
Поворотное соединение для передачи расплавленного пластика из экструдера в литейные формы ротационной машины для отливки заготовок
Устройство литьевого прессования для производства термопластичных контейнеров
Захватное устройство для преформ
Складная пластиковая бутыль для диспенсеров для воды
Способ повторного использования энергии в формовочной выдувной машине для контейнеров, получаемых при формовке с выдуванием
Захват
Транспортирующая система для пластиковых контейнеров
Пресс-форма для изготовления контейнеров из термопластического материала методом вытяжки и выдувания
Система горячего наполнения бутылок
Установка для производства пластиковых контейнеров
Поворотное соединение для передачи расплавленного пластика из экструдера в литейные формы ротационной машины для отливки заготовок
Устройство литьевого прессования для производства термопластичных контейнеров
Пластиковая емкость со встроенными ручками
Емкость с компенсацией изменения давления

