Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ
Вид РИД
Изобретение
Изобретение касается способа изготовления поршня для двигателя внутреннего сгорания.
Разработка двигателей внутреннего сгорания все в большей степени движется в направлении двигателей меньшего размера, однако же большей мощности. Отсюда возникают высокие тепловые и механические нагрузки на поршень, в частности в области полости камеры сгорания.
Для повышения нагрузочной способности в этой области поршня, например, из DE 3040572 A1, известно, что области полости камеры сгорания подвергаются обработке оплавлением для уменьшения размеров зерен структуры и повышения устойчивости к переменным тепловым и/или механическим нагрузкам.
Аналогичные способы содержатся в DE 4205307 C1, JP 59-108849 A и CN 202012408 U.
В основе изобретения лежит задача усовершенствовать способ изготовления поршня для двигателя внутреннего сгорания, при котором поршень в отдельных областях подвергается обработке оплавлением, в отношении эффективности при сохранении выполнения требований.
Решение этой задачи осуществляется с помощью способа, описанного в п.1 формулы изобретения.
Соответственно этому в рамках способа изготовления поршня для двигателя внутреннего сгорания, в частности в области полости камеры сгорания, по меньшей мере в отдельных областях выполняется обработка оплавлением, глубина которой изменяется в окружном направлении. Другими словами, получающийся поршень по меньшей мере в отдельных областях имеет оплавленные зоны. В этих зонах в окружном направлении имеются различные глубины оплавления. При этом изобретение касается не различных глубин оплавления, которые получаются за счет того, что в окружном направлении рядом друг с другом образуются множество «дорожек» оплавленной структуры, которые в центральной области оплавляются глубже, чем в краевых областях, так что, несмотря на максимально близкое расположение отдельных дорожек друг к другу, в том направлении, в котором дорожки расположены рядом друг с другом, остаются разности глубины. Кроме того, при вышеназванном уровне техники местами создается впечатление, что глубина оплавления в направлениях, перпендикулярных окружному направлению, на крае меньше, чем в средней области.
В отличие от этого, в соответствии с изобретением впервые изменяется глубина оплавления в окружном направлении, так что в окружном направлении имеются области, в которых оплавление происходило с большей глубиной, чем в других областях. Поэтому в менее нагруженных областях может задаваться меньшая глубина оплавления, чем в областях с более высокой нагрузкой, так что предпочтительным образом общее поступление тепла сокращается и тепловое старение поршня в целом благодаря процессу оплавления уменьшается. Так как одним из возможных параметров, который сокращает глубину оплавления, является сила тока, возможно снижение расхода энергии. Другим возможным параметром является окружная скорость, которая может повышаться в местах с меньшей глубиной оплавления. Это приводит к уменьшению необходимого в целом времени оплавления и способствует сокращению затрат. Следует добавить, что обработка оплавлением предпочтительно выполняется методом сварки, так что, в частности, геометрия и/или глубина сварного шва в окружном направлении может изменяться.
Предпочтительные усовершенствования предлагаемого изобретением способа описаны в других пунктах формулы изобретения.
Как уже указано, глубина оплавления может варьироваться путем изменения параметров силы тока, напряжения, расстояния от сварочного электрода до поверхности и/или скорости подачи.
Так как край и/или дно полости камеры сгорания являются особенно нагруженными областями, с помощью предлагаемого изобретением способа обработке оплавлением подвергаются предпочтительно эти области.
В отношении областей, в которых задается большая глубина оплавления, в настоящее время предпочитается предусматривать их в плоскости, которая содержит ось поршневого пальца. В частности, в настоящее время предпочитается задавать в этой области наибольшую глубину оплавления, а в перпендикулярном к ней направлении наименьшую, и осуществлять переходы между этими местами градуированным образом.
Кроме того, предлагаемый изобретением способ предоставляет особые преимущества у поршней, снабженных каналами охлаждения, в частности тогда, когда полость камеры сгорания смещена относительно оси поршня. В этом случае расстояние между полостью камеры сгорания и каналом охлаждения по периметру варьируется, и в областях, в которых остающееся расстояние особенно мало, предпочтительным образом может задаваться малая глубина оплавления, чтобы препятствовать сквозному плавлению в направлении канала охлаждения. Только это делает возможным применение обработки оплавлением к поршням такого рода в вышеназванных критических местах в определенных ситуациях.
Ниже предпочтительные примеры осуществления поясняются подробнее с помощью чертежей. Показано:
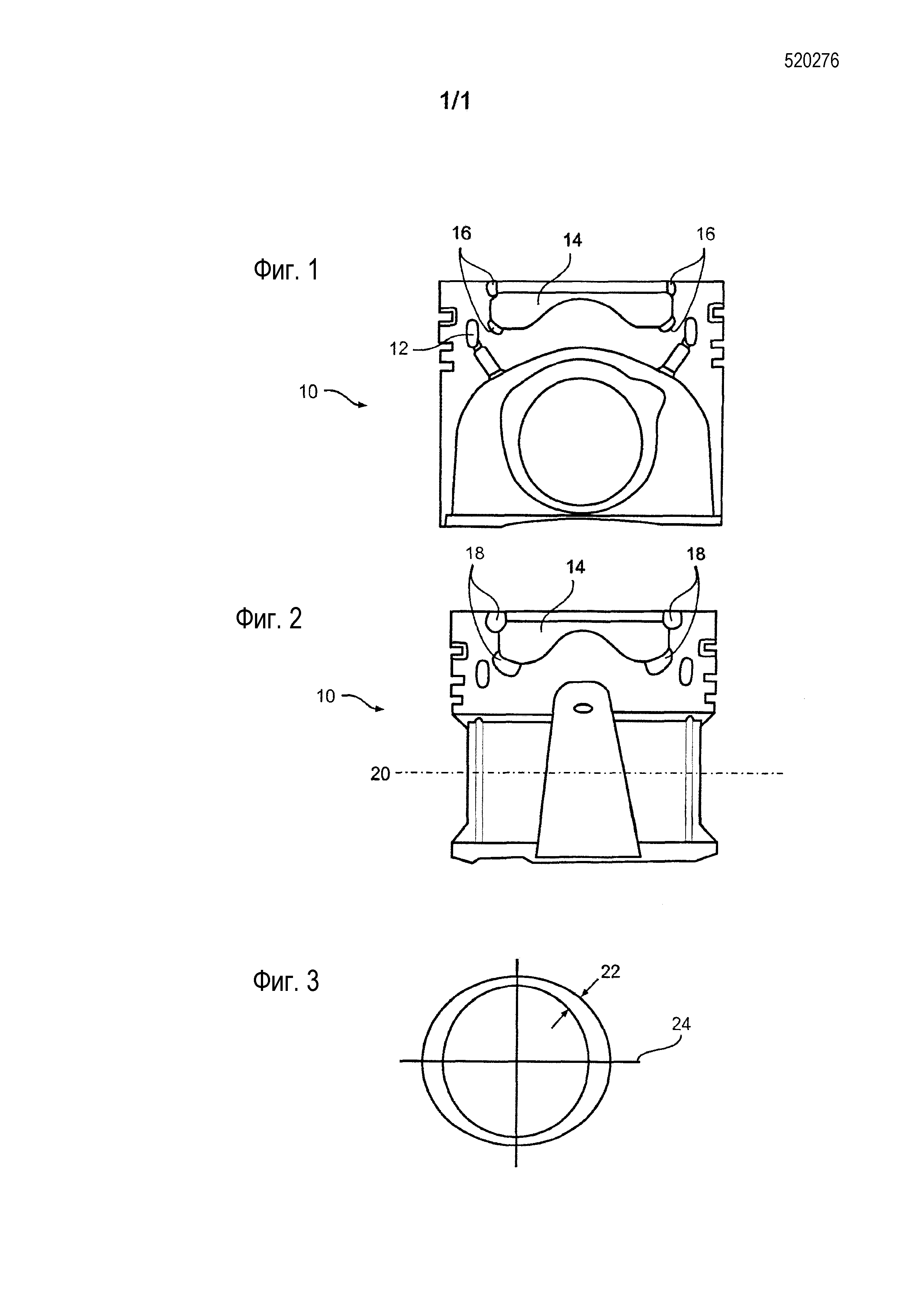
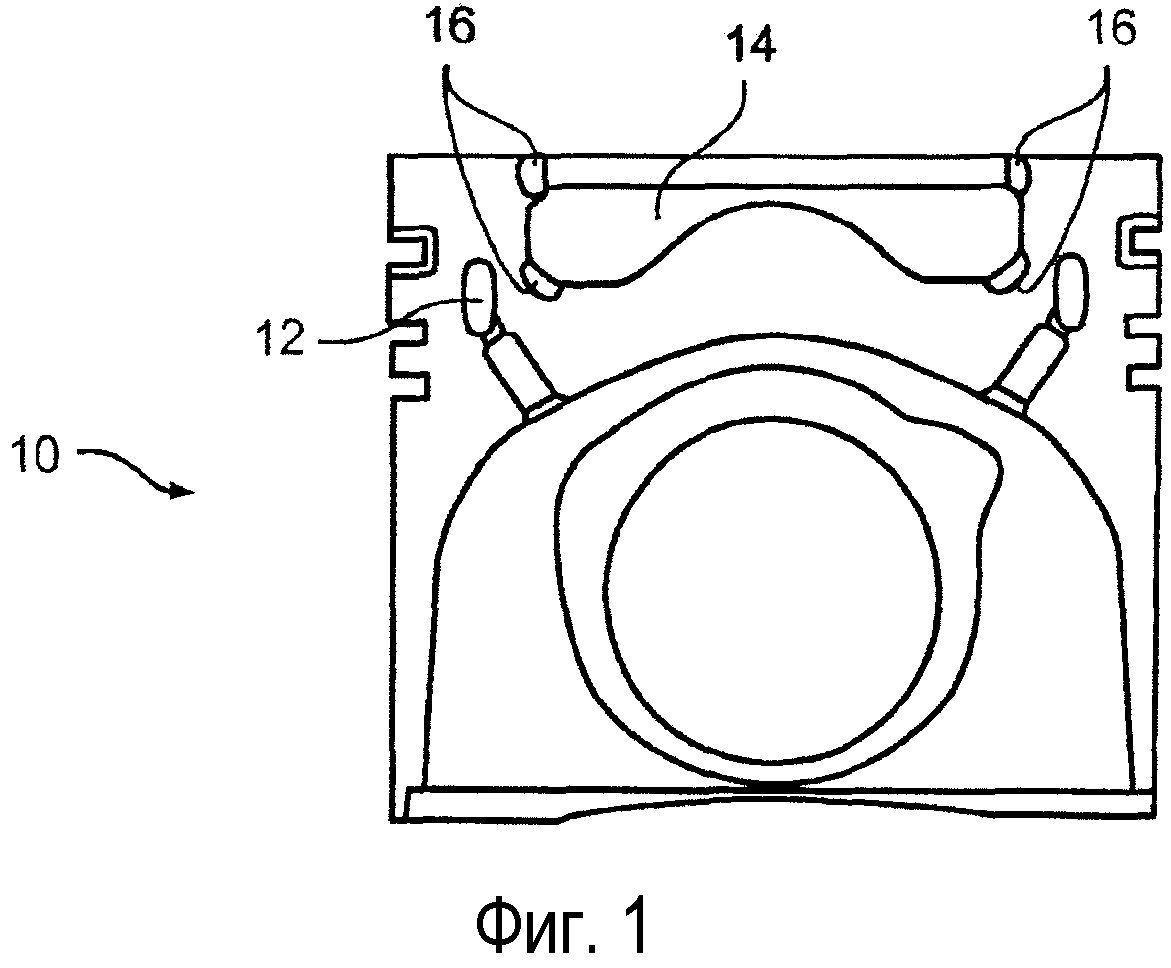
фиг. 1 - вид сечения поршня перпендикулярно оси поршневого пальца;
фиг. 2 - вид сечения поршня по оси поршневого пальца; и
фиг. 3 - изображение глубины оплавления по периметру.
На фиг. 1 в сечении перпендикулярно оси поршневого пальца изображен поршень 10, который в качестве примера имеет канал 12 охлаждения и полость 14 камеры сгорания. Поз.16 обозначены те области, в которых для повышения нагрузочной способности была выполнена обработка оплавлением с определенной глубиной.
При сравнении с фиг. 2 получается, что эти области 18 в плоскости сечения, которая содержит ось 20 поршневого пальца, выполнены глубже. Другими словами, оплавленная зона распространяется в более глубокие области, начиная от поверхности. Благодаря этому в особенно нагруженных областях вокруг плоскости, которая содержит ось поршневого пальца, достигается особая нагрузочная способность.
На фиг. 3 показан предпочтительный характер изменения глубины 22 оплавления по периметру. Глубина 22 оплавления является предпочтительно наибольшей в области плоскости 24, которая содержит ось поршневого пальца, а перпендикулярно ей наименьшей, при этом переходы между вышеназванными экстремумами выполнены градуированным образом.
Способ и устройство для изготовления поршня для двигателя внутреннего сгорания, а также поршень для двигателя внутреннего сгорания
Износостойкий антифрикционный лак для покрытия поршня двигателя
Поршень для применения в двигателях внутреннего сгорания
Устройство для отливки поршня для двигателя внутреннего сгорания и способ изготовления отлитого поршня для двигателя внутреннего сгорания
Облегченная конструкция поршня дизельного двигателя
Способ и устройство для изготовления поршня для двигателя внутреннего сгорания, а также поршень для двигателя внутреннего сгорания
Износостойкий антифрикционный лак для покрытия поршня двигателя
Поршень для применения в двигателях внутреннего сгорания
Устройство для отливки поршня для двигателя внутреннего сгорания и способ изготовления отлитого поршня для двигателя внутреннего сгорания

