Результат интеллектуальной деятельности: УСТРОЙСТВО СПИРАЛЬНОЙ НАМОТКИ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ ДЛЯ ПРОИЗВОДСТВА КОМПОЗИТНОЙ АРМАТУРЫ
Вид РИД
Изобретение
Изобретение относится к технологическим линиям для изготовления арматурных элементов для армирования строительных конструкций, а именно к устройствам спиральной намотки обмоточного жгута при изготовлении композитной арматуры.
Композитную арматуру получают из стекловолоконного ровинга с нескольких катушек, который пропитывают двухкомпонентной эпоксидной смолой. Затем ровинги собирают в пучок (от количества ровингов зависит диаметр композитной арматуры). Полученный пучок обматывают спиральной намоткой обмоточным жгутом, что формирует жгут фиксированного диаметра, который далее тянут в полимеризационную камеру, затем композитная арматура остужается, сушится, режется на участки необходимой длины и сматывается в удобные бухты. Такая упаковка композитной арматуры придает ей компактность в складировании и транспортировке.
Из уровня техники известна технологическая линия для изготовления композитной арматуры, включающая последовательно установленные шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, узел спиральной намотки, узел предотвращения скрутки волокон, полимеризационные камеры, тянущее устройство, узлы резки и сматывания, причем каждый из двух узлов спиральной намотки состоит из двух катушек обмоточного жгута, расположенных на диске, который установлен на втулке, на цилиндрической поверхности которой выполнены продольные Т-образные пазы различной длины, причем количество пазов соответствует количеству катушек обмоточного жгута. Продольная составляющая Т-образных пазов размещена на цилиндрической поверхности втулки, ориентирована параллельно оси втулки и берет начало с одного из торцов втулки, она предназначена для заправки обмоточного жгута. Размер Т-образного паза определяется шагом спиральной обмотки арматуры. (Патент РФ №2389853, МПК Е04С 5/07, опубл. 20.05.2010.)
Недостатком данной технологической линии является шум и вибрации узла намотки из-за установки катушек с обмоточным жгутом по обе стороны арматуры, небольшая длина композитной арматуры на выходе из-за малого объема паковки с обмоточным жгутом и низкая производительность из-за частых остановок линии на установку новых паковок и заправку обмоточных жгутов.
Техническим результатом заявляемого решения является устранение указанных недостатков, а именно: увеличение длины композитной арматуры за счет увеличения объема паковок с обмоточным жгутом на двух катушках и непрерывности намотки обмоточного жгута при одновременном повышении качества композитной арматуры путем уменьшения утла подъема витков обмоточного жгута при одновременном снижении шума и вибрации узла намоточного механизма технологической линии и снижении количества остановок линии, что ведет к повышению производительности.
Поставленная задача достигается тем, что в устройстве спиральной намотки технологической линии для производства композитной арматуры, включающей последовательно установленные шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, устройство спиральной намотки из двух узлов, установленных друг за другом и каждый из которых включает катушку обмоточного жгута с нитеводителем, полимеризационные камеры, тянущее устройство, узлы резки и сматывания, причем каждый узел спиральной намотки выполнен в виде трубы круглого сечения с отверстием для продвижения жгута и длиной не менее полутора длин катушки обмоточного жгута, которая установлена в подшипниках, с одной стороны через цепную передачу труба соединена с приводом электродвигателя, а на противоположном конце трубы размещен нитеводитель с глазком на расстоянии С от оси трубы, где Rmax≤С≤Rmax+50, где Rmax - максимальный радиус паковки обмоточного жгута, а катушка обмоточного жгута закреплена соосно с основной трубой на подшипниках, установленных на наружной поверхности трубы с возможностью свободного вращения, и жестко соединена с полумуфтой с возможностью соединения с другой полумуфтой, расположенной на основной трубе, причем основные трубы узлов намотки расположены на расстоянии С≤Н≤С+20 мм друг от друга.
Существенными отличиями созданного устройства является взаимное расположение деталей каждого из узлов намотки, а именно: при известности элементов устройства только их совокупное использование и взаимное расположение обеспечивает достижение заявляемого технического результата.
Устройство спиральной намотки технологической линии для производства композитной арматуры состоит из двух одинаковых узлов спиральной намотки, включающих основные трубы 1 и 17, расположенные на одной оси с расстоянием между ними Н в пределах С+20 мм ≥Н≥С, где С - расстояние от глазка нитеводителя до оси основной трубы.
Расстояние Н выбирают из следующих соображений. Точка набегания обмоточного жгута отстоит от координаты нитеводителя с глазком на расстоянии L=С tgα,
где С - расстояние от глазка нитеводителя до оси основной трубы, мм;
α - угол подъема витков спирали, град.
Исходя из предельного значения угла подъема витков α=45°, получаем L=C.
Таким образом, Н≥С. С другой стороны увеличение расстояния Н между узлами I и II нежелательно и приводит к увеличению свободной длины жгута 2 и к увеличению его прогиба (поперечного перемещения) при работе. Поэтому ограничиваем расстояние Н величиной Н≤С+20 мм.
Следовательно, С≤Н≤С+20 мм.
На Фиг. 1 представлено схемное решение устройства спиральной намотки технологической линии для производства композитной арматуры,
где
I и II - узлы спиральной намотки;
1, 17 - основная труба;
2 – жгут;
3, 4 18, 19 - подшипники для основной трубы;
5, 20 - механическая передача;
6, 21 – двигатели;
7, 22 – катушки;
8, 9 23, 24 - подшипники для катушки с обмоточным жгутом;
10, 25 - нитеводители с глазком;
11, 29 - паковки обмоточного жгута;
12 - обмоточный жгут.
Муфта состоит из двух полумуфт:
13, 26 - полумуфты жестко соединенные с катушкой;
14, 27 - полумуфты соединенные с основной трубой 1, 17 шпоночным соединением с возможностью осевого перемещения вдоль оси основной трубы 1, 17;
15, 28 – переключатели;
16 - подача обмотки жгута на катушку.
Каждый из узлов спиральной намотки, например узел 1, технологической линии для производства композитной арматуры состоит из основной трубы 1 с внутренним диаметром не менее 22 мм, которая закреплена в подшипниках 3, 4 и внутри которой расположен жгут 2, например, из стекловолокна. Труба 1 приводится во вращательное движение через механическую передачу 5 от электродвигателя 6.
Катушка 7 закреплена на подшипниках 8, 9 с возможностью вращения относительно трубы 1. На трубе 1 жестко установлен нитеводитель 10 с глазком. Расстояние С от глазка нитеводителя до оси трубы определено зависимостью Rmax≤С≤Rmax+50 мм, где Rmax - максимальный радиус паковки 11.
Каждый из узлов содержит муфту, установленную со стороны противоположной нитеводителю с глазком 10 относительно катушки 7 с паковкой 11 обмоточного жгута 12, состоящую из полумуфты 13, соединенной с катушкой 7, и полумуфты 14, соединенной с основной трубой 1 шпоночным соединением с возможностью осевого перемещения посредством переключателя 15. Переключатель 15 может находиться в двух положениях. Первое положение: полумуфты 13, 14 находятся в зацеплении и при этом катушка 7 жестко соединена с основной трубой 1. Второе положение: полумуфта 14 выведена из зацепления полумуфты 13, что обеспечивает свободное вращение катушки 7 относительно основной трубы 1.16 - подача обмотки жгута на катушку.
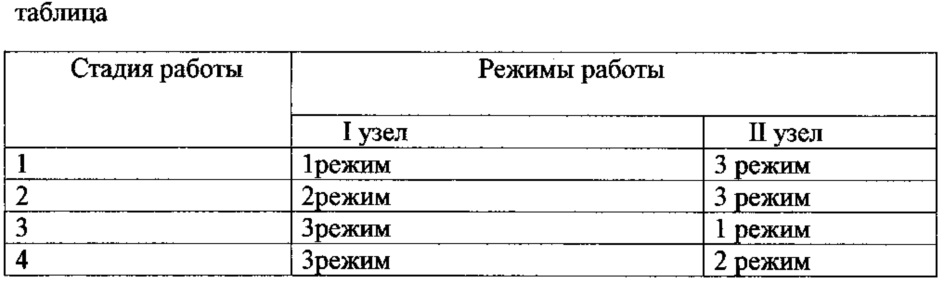
Работа каждого из двух узлов спиральной намотки технологической линии для производства композитной арматуры включает 3 режима, а цикл работы устройства протекает в 4 стадии (см. табл.)
1 режим. Намотка обмоточного жгута на катушку.
Подачу 16 обмоточного жгута 12 на катушку 7 (22) для образования паковки 11 (29) осуществляют с радиусом паковки, не превосходящим величину С, где С - расстояние от глазка нитеводителя 10 (25) до оси основной трубы 1 (17).
В этом режиме переключатель 15 (28) находится в положении, когда полумуфты 13, 14 (26, 27) находятся в зацеплении. При этом вращение от двигателя 6 (21) через механическую передачу 5, (20) передается на основную трубу 1 (17) и через полумуфты 13, 14 (26, 27) на катушку 7 (22) с паковкой 11 (29). В результате обмоточный жгут 12 наматывается на катушку 7 (22) до достижения заданного радиуса намотки Rmax. После чего двигатель 6 останавливают.
2 режим. Подготовка к рабочему режиму.
В этом режиме обмоточная нить 12 заправлена в глазок нитеводителя 10 (25), полумуфты 13, 14 (26, 27) выведены из зацепления переключателем 15, (28). Устройство готово к выполнению 3 режима.
3 режим. Работа обмоточного узла.
В режиме 3 полумуфты 13, 14 (26, 27) выведены из зацепления. Жгут 2 движется внутри основной трубы 1 (7) с постоянной скоростью. Основная труба 1 (7) вместе с закрепленным на ней нитеводителем с глазком 10 (25) приводится во вращение от электродвигателя 6 (21) через механическую передачу, например цепную 5 (20). Обмоточный жгут 12 сматывается с наружной поверхности паковки 11 (29), проходит через глазок нитеводителя 10 (25) и обматывается вокруг жгута 2.
В процессе работы устройства жгут 2 движется внутри основной трубы 1 (17) с постоянной скоростью V, а основная труба 1 (17) вращается вместе с закрепленным на ней нитеводителем с глазком 10 (25) с угловой скоростью ω.
Обмоточный жгут 12 обматывается вокруг движущегося жгута 2, образуя на его поверхности спираль, которая характеризуется диаметром спирали d, шагом витков спирали h и углом подъема витков спирали α. Диаметр спирали d равен диаметру жгута 2. Шаг витков h получают из соотношения

где
h - шаг витков спирали, мм,
V - скорость движения жгута 2, мм/сек,
ω - угловая скорость вращения основной трубы 1 (17), рад/сек.
Угол подъема витков спирали α определяют из выражения
где
α - угол подъема витков спирали, град,
d - диаметр спирали, мм.
Таким образом, изменяя соотношения между V и ω, получают различные значения шага витков спирали h или для заданных значений V (из технологических требований) и h (исходя из требований к композитной арматуре) получают необходимую угловую скорость вращения основной трубы 1 (17)
Обмоточный жгут 12 обматываясь вокруг жгута 2 движется через глазок нитеводителя 10 (25) со скоростью Vж, которая определяется сложением продольной скорости и окружной скорости обмоточного жгута
где Vж - скорость потребления обмоточного жгута, мм/сек.
Обмоточный жгут 12 проходя через глазок нитеводителя 10 (25) со скоростью Vж увлекает за собой паковку 11 (29) с катушкой 7 (22) и сообщает ей дополнительную угловую скорость относительно основной трубы 1 (17)
где
ωдоп - угловая скорость катушки 7 (22) с паковкой 11 (29) относительно основной трубы 1 (17), рад/сек,
Vж - скорость потребления жгута, мм/сек,
R - радиус паковки 11 (29), мм.
Таким образом, полная угловая скорость катушки 7 (22) с паковкой 11 (29) составит:
ωпак=ω+ωдоп,
где ωпак - угловая скорость катушки 7 (22) с паковкой 11 (29), рад/сек.
Работа устройства спиральной намотки жгута происходит последовательно в 4 стадии.
В технологической линии при изготовлении композитной арматуры после прохождения пучка из ровингов через формовочный узел последний поступает в узел спиральной намотки с постоянной скоростью.
На первой стадии спиральная намотка жгута 2 производится II узлом, а I узел находится в режиме 1, когда происходит наматывание обмоточного жгута 12 на катушку 7.
По достижении радиуса паковки в I узле максимального значения Rmax устройство переходит на 2 стадию. При этом спиральная обмотка жгута 2 продолжает производиться II узлом нитеводителем с глазком 25 вокруг жгута 2 образуя спираль на поверхности жгута 2, проходя участок Н (расстояние между узлом I и II), а узел I переходит на режим 2 подготовки к рабочему режиму.
Когда на катушке 22 узла II заканчивается обмоточный жгут 12, устройство переходит на 3 стадию работы, а именно: оператор заправляет обмоточный жгут 12 в нитеводитель с глазком 10 узла I и обмотка жгута начинает выполняться узлом I. При этом возможно получение участка композитной арматуры, на котором обмотка выполнена двумя обмоточными жгутами с I и II узлов, что не снижает качества получаемой арматуры. При этом II узел переходит в 1 режим работы, когда происходит наматывание обмоточного жгута 12 на катушку 22.
По достижении радиуса паковки 29 во II узле максимального значения Rmax устройство переходит на 4 стадию работы. При этом обмотка жгута 2 обмоточным жгутом 12 осуществляется намоточным узлом I, намоточный узел II работает на 2 режиме.
Переход с 4 стадии работы механизма на 1 стадию происходит следующим образом.
Когда на катушке 7 узла I остается 6-10 витков обмоточного жгута 12, оператор заправляет обмоточный жгут 12 в зону обмотки и включает узел II в режим 3 обмотки жгута. После того как на катушке 7 узла I заканчивается обмоточный жгут 12, узел I переходит в 1 режим работы.
После чего цикл обмотки повторяется.
Таким образом, процесс работы узла спиральной намотки технологической линии для изготовления композитной арматуры происходит непрерывно и не требует остановки линии, что ведет к увеличению длины композитной арматуры при намотке, а следовательно, повышению производительности.
В отличие от прототипа заявляемое устройство позволяет производить однозаходную обмотку, что приводит к уменьшению угла подъема витков обмоточного жгута 2, как следствие, к увеличению усилия вырывания арматуры. Кроме того, расположение паковки с обмоточным жгутом соосно с основной трубой позволяет снизить динамические нагрузки и, как следствие, уменьшить шум и вибрации механизма. Кроме этого, соосное расположение паковки с обмоточным жгутом позволяет формировать паковку большего радиуса, что увеличивает периоды времени между переключениями со стадии на стадию и уменьшить тем самым время обслуживания технологической линии.
Устройство спиральной намотки технологической линии для производства композитной арматуры, включающей последовательно установленные шпулярник с бобинами ровингов, выравнивающее устройство, камеру отжига, пропиточную ванну с натяжным устройством, отжимное устройство, формовочный узел, устройство спиральной намотки из двух узлов, установленных друг за другом и каждый из которых включает катушку обмоточного жгута с нитеводителем, полимеризационные камеры, тянущее устройство, узлы резки и сматывания, отличающееся тем, что каждый узел спиральной намотки выполнен в виде трубы круглого сечения для продвижения жгута и длиной не менее полутора длин катушки обмоточного жгута, установленной в подшипниках, с одной стороны через цепную передачу труба соединена с приводом электродвигателя, а на противоположном конце трубы размещен нитеводитель с глазком на расстоянии С от оси трубы, где Rmax≤С≤Rmax+50, где Rmax - максимальной радиус паковки обмоточного жгута, а катушка обмоточного жгута закреплена соосно с основной трубой на подшипниках, установленных на наружной поверхности трубы с возможностью свободного вращения, и жестко соединена с полумуфтой с возможностью соединения с другой полумуфтой, расположенной на основной трубе, причем основные трубы узлов намотки расположены на расстоянии Н друг от друга в пределах С≤Н≤C+20 мм, где С - расстояние от глазка нитеводителя до оси основной трубы.
Композитная стеклопластиковая арматура (варианты)
Устройство подкрутки нитей ровинга несущего стержня композитной арматуры и технологическая линия для изготовления композитной арматуры с устройством подкрутки
Устройство скрутки сердечника композитной арматуры и технологическая линия для изготовления композитной арматуры с устройством скрутки сердечника композитной арматуры
Устройство спиральной обмотки композитной арматуры и технологическая линия для изготовления композитной арматуры с устройством спиральной обмотки композитной арматуры
Фильтрующий элемент
Композитная стеклопластиковая арматура (варианты)
Устройство подкрутки нитей ровинга несущего стержня композитной арматуры и технологическая линия для изготовления композитной арматуры с устройством подкрутки
Устройство скрутки сердечника композитной арматуры и технологическая линия для изготовления композитной арматуры с устройством скрутки сердечника композитной арматуры
Устройство спиральной обмотки композитной арматуры и технологическая линия для изготовления композитной арматуры с устройством спиральной обмотки композитной арматуры
Фильтрующий элемент

