Результат интеллектуальной деятельности: УСТРОЙСТВО КОНТРОЛЯ СВАРНОГО УЧАСТКА И СПОСОБ ЕГО КОНТРОЛЯ
Вид РИД
Изобретение
Предпосылки создания изобретения
1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству контроля сварного участка и способу его контроля, и относится к контрольному устройству, которое контролирует сварочное состояние сварного участка, образованного во время времени, когда множество обрабатываемых деталей сваривают лазерным лучом, например, и способу его контроля.
2. Описание предшествующего уровня техники
[0002] Когда два стальных листа кладут один на другой, и выполняют их сварку лазерным лучом, оценку качества выполняют на сварном участке, образованном сваркой лазерным лучом. В качестве примера такой оценки качества на сварном участке, образованном сваркой лазерным лучом, в публикации японской патентной заявки No. 2008-87056 (JP 2008-87056 А) описана технология выполнения оценки качества сварки лазерным лучом с использованием отраженного света лазерного луча.
[0003] В системе определения качества сварки лазерным лучом описанной в JP 2008-87056 А, луч АИГ-лазера (лазер на алюминоиттриевом гранате) излучается лазерным факелом, например, и отраженный свет лазера принимается первым светоприемным выходным средством, расположенном с верхней стороны в направлении по диагонали вперед относительно направления ведения сварки. Кроме того, сварочный свет, включающий в себя свет паров (шлейф) и отраженный свет лазера, принимается вторым светоприемным выходным средством в направлении, коаксиальном направлению излучения лазерного луча. Отраженный свет лазера и сварочный свет, которые принимаются одновременно в двух заданных направлениях, преобразуются в электрические сигналы в соответствии с их относительной интенсивностью. Эта система определяет качество сварки на основе сигнальной интенсивности электрических сигналов или ее изменения.
[0004] В соответствии с системой определения качества сварки лазерным лучом, описанной в JP 2008-87056 А, отраженный свет лазера и сварочный свет принимают одновременно в двух заданных направлениях, отличных друг от друга, и относительная интенсивность их светоприемного сигнала сравнивается с порогом, установленным соответствующим образом. Таким образом, можно определить возникновение любого из следующих разнообразных типов плохой сварки: усадка при сварке (незаполнение), когда сварной валик не заполняет зазор между стальными листами, несоединенный сварной шов, когда верхний и нижний стальные листы не соединены из-за избыточно большого зазора между стальными листами, заниженный сварной шов, когда валик сходным образом занижен из-за избыточно большого зазора между стальными листами, ванна расплава, когда валик непредумышленно исчезает из-за колебаний теплового баланса, а также дырчатый сварной шов.
[0005] Тем не менее в системе определения качества сварки лазерным лучом, описанной в JP 2008-87056 А, в случае, когда лазерный факел находится на расстоянии от обрабатываемых деталей (стальных листов), например, электрические сигналы, полученные от принятого отраженного света лазера и сварочного света, становятся слабыми. За счет этого точность определения плохой сварки может уменьшиться. В частности, при заниженном сварном шве, когда валик занижен сваркой лазерным лучом, эти изменения электрических сигналов, вызванные плохой сваркой, уменьшаются. Это может привести к тому, что плохую сварку в обрабатываемых деталях нельзя будет обнаружить с точностью. Кроме того, известно, что свет паров, вызванный плавлением и испарением обрабатываемых деталей, и свет теплового излучения, излученный из ванны расплава обрабатываемых деталей, меняется в соответствии с температурой обрабатываемой детали, и электрические сигналы, полученные от принятого отраженного света лазера и сварочного света, и порог для определения качества сварки лазерным лучом, меняются в соответствии с температурой обрабатываемой детали. В следствие этого, в случае, когда температура обрабатываемой детали широко колеблется при сварке лазерным лучом, точность определения плохой сварки обрабатываемых деталей может дополнительно снизиться.
Сущность изобретения
[0006] Настоящее изобретение обеспечивает создание устройства контроля сварного участка, которое способно с точностью проконтролировать сварочное состояние сварного участка обрабатываемых деталей при удаленной сварке, когда сварка выполняется так, что обрабатываемые детали расположены на расстоянии от лазерного факела, а также способ его контроля.
[0007] Первый объект изобретения относится к устройству для сварки деталей с контролем состояния сварного участка, которое контролирует сварочное состояние сварочного участка, образованного в то время, когда осуществляется сварка множества обрабатываемых деталей. Устройство для сварки деталей с контролем состояния сварного участка содержит: излучающий узел, который излучает сварочный лазерный луч вдоль зоны сварки, расположенной в обрабатываемых деталях, с тем, чтобы сварить обрабатываемые детали, или излучает контрольный лазерный луч вдоль зоны сканирования, расположенной в ванне расплава обрабатываемых деталей, которые расплавляются сварочным лазерным лучом, светопринимающий узел, который принимает отраженный световой луч, включающий в себя, по меньшей мере, один из отраженного света сварочного лазерного луча или контрольного лазерного луча, излученных излучающим узлом, при этом отраженный свет отражается от ванны расплава обрабатываемых деталей, света паров, вызванного плавлением и испарением обрабатываемых деталей, и света теплового излучения, излученного из ванны расплава обрабатываемых деталей, а также контрольный узел, который контролирует сварочное состояние сварного участка обрабатываемых деталей на основе изменения интенсивности отраженного светового луча, принятого светопринимающим узлом в то время, когда сварочный лазерный луч излучается вдоль зоны сварки или в то время, когда контрольный лазерный луч излучается вдоль зоны сканирования.
[0008] В соответствии с вышеуказанным объектом, сварочное состояние сварного участка обрабатываемых деталей контролируется на основе изменения интенсивности отраженного светового луча, принятого светопринимающим узлом в то время, когда сварочный лазерный луч излучается вдоль зоны сварки или в то время, когда контрольный лазерный луч излучается вдоль зоны сканирования.
Соответственно, в случае удаленной сварки, когда сварка выполняется таким образом, что излучающий узел пространственно удален от обрабатываемых деталей, например, даже если электрический сигнал, полученный от отраженного светового луча и принимаемый светопринимающим узлом, является слабым, или даже если интенсивность отраженного светового луча, принятого светопринимающим узлом, меняется в соответствии с изменением температуры обрабатываемой детали, можно с точностью проконтролировать сварочное состояние сварного участка, образованного в обрабатываемых деталях.
[0009] Кроме того, согласно вышеуказанному объекту, излучающий узел может излучать сварочный лазерный луч несколько раз вдоль одной и той же зоны сварки, или может излучать контрольный лазерный луч несколько раз вдоль одной и той же зоны сканирования. Контрольный узел может контролировать сварочное состояние сварного участка обрабатываемых деталей на основе периодичности изменения интенсивности отраженного светового луча в то время, когда сварочный лазерный луч излучается вдоль одной и той же зоны сварки, или в то время, когда контрольный лазерный луч излучается вдоль одной и той же зоны сканирования.
[0010] В соответствии с вышеуказанным объектом, сварочное состояние сварного участка обрабатываемых деталей контролируется на основе периодичности изменения интенсивности отраженного светового луча в то время, когда сварочный лазерный луч излучается несколько раз вдоль одной и той же зоны сварки, или то время, когда контрольный лазерный луч излучается несколько раз вдоль одной и той же зоны сканирования. Соответственно, даже если электрический сигнал, полученный от отраженного светового луча в то время, когда сварочный лазерный луч излучается вдоль зоны сварки или в то время, когда контрольный лазерный луч излучается вдоль зоны сканирования, является слабым, или даже если электрический сигнал, полученный от отраженного светового луча, включает в себя шум, можно ограничить снижение точности контроля из-за шума, содержащегося в отраженном луче света, или подобного. В результате, можно повысить точность контроля сварочного состояния сварного участка.
[0011] Кроме того, согласно вышеуказанному объекту, период сканирования сварочного лазерного луча в то время, когда сварочный лазерный луч излучается вдоль одной и той же зоны сварки, или период сканирования контрольного лазерного луча в то время, когда контрольный лазерный луч излучается вдоль одной и той же зоны сканирования, может быть такой же, что и уникальный период изменения интенсивности отраженного светового луча, который получают, когда сварочное состояние сварного участка нормальное.
[0012] Уровень жидкости ванны расплава, образованной в обрабатываемых деталях с помощью излучения сварочного лазерного луча, вибрирует на той же частоте, что и уникальная частота ванны расплава. Поэтому, даже если сварочное состояние сварного участка нормальное, интенсивность отраженного светового луча, принятого светопринимающим узлом, периодически меняется. В соответствии с вышеуказанным объектом, период сканирования сварочного лазерного луча или контрольного лазерного луча является тем же самым, что и тот уникальный период изменения интенсивности отраженного светового луча, который получают, когда сварочное состояние сварного участка нормальное. Соответственно, можно легко отличить то периодическое изменение интенсивности отраженного светового луча, вызванное излучением сварочного лазерного луча, от изменения интенсивности отраженного светового луча, принятого светопринимающим узлом, что делает возможным с точностью выделить то изменение интенсивности отраженного светового луча, которое вызвано плохой сваркой. Это делает возможным дополнительно увеличить точность контроля сварочного состояния сварного участка обрабатываемых деталей.
[0013] Следует отметить, что период сканирования сварочного лазерного луча или контрольного лазерного луча представляет собой время, в течение которого сварочный лазерный луч или контрольный лазерный луч один раз сканирует зону сварки или зону сканирования, имеющую заданную длину, в случае, когда сварочный лазерный луч излучается несколько раз вдоль одной и той же зоны сварки, или контрольный лазерный луч излучается несколько раз вдоль одной и той же зоны сканирования. То есть период сканирования представляет собой время, полученное путем деления длины зоны сварки, облученной сварочным лазерным лучом, на скорость сканирования сварочного лазерного луча, или время, полученное путем деления длины зоны сканирования, облученной контрольным лазерным лучом, на скорость сканирования контрольного лазерного луча.
[0014] Кроме того, согласно вышеуказанному объекту, контрольный узел может контролировать сварочное состояние сварного участка обрабатываемых деталей, выполняя преобразование Фурье или дифференцирование для интенсивности отраженного светового луча.
[0015] В соответствии с вышеуказанным объектом, преобразование Фурье или дифференцирование выполняется для такой интенсивности отраженного светового луча, которая включает в себя периодическое изменение интенсивности, вызванное излучением сварочного лазерного луча. Таким образом, можно легко выделить то периодическое изменение интенсивности отраженного светового луча, которое вызвано излучением сварочного лазерного луча, из изменения интенсивности отраженного светового луча, что делает возможным с точностью выделить то изменение интенсивности отраженного светового луча, которое вызвано плохой сваркой. Это делает возможным еще более повысить точность контроля сварочного состояния сварного участка обрабатываемых деталей.
[0016] Кроме того, второй объект изобретения относится к способу для сварки деталей с контролем состояния сварного участка, который контролирует сварочное состояние сварного участка, образованного в то время, когда сваривают множество обрабатываемых деталей. Способ для сварки деталей с контролем состояния сварного участка включает в себя осуществление излучения сварочного лазерного луча вдоль зоны сварки, расположенной в обрабатываемых деталях, с тем, чтобы сварить обрабатываемые детали, или осуществление излучения контрольного лазерного луча вдоль зоны сканирования, расположенной в ванне расплава обрабатываемых деталей, которые расплавляются сварочным лазерным лучом, осуществление приема отраженного светового луча, включающего в себя, по меньшей мере, один из отраженного света сварочного лазерного луча или контрольного лазерного луча, которые отражаются от ванны расплава обрабатываемых деталей, света паров, вызванный плавлением и испарением обрабатываемых деталей, и света теплового излучения, излученный из ванны расплава обрабатываемых деталей, а также осуществление контроля сварочного состояния сварного участка обрабатываемых деталей на основе изменения интенсивности отраженного светового луча, принятого в то время, когда сварочный лазерный луч излучают вдоль зоны сварки, или в то время, когда контрольный лазерный луч излучают вдоль зоны сканирования.
[0017] В соответствии с вышеуказанным объектом, сварочное состояние сварного участка обрабатываемых деталей контролируется на основе изменения интенсивности отраженного светового луча, принятого во время, когда сварочный лазерный луч излучается вдоль зоны сварки или во время, когда контрольный лазерный луч излучается вдоль зоны сканирования. Соответственно, в случае удаленной сварки, когда сварка выполняется таким образом, что излучающий узел лазера находится на расстоянии от обрабатываемых деталей, например, даже если электрический сигнал, полученный от принятого отраженного светового луча, является слабым, или даже если интенсивность принятого отраженного светового луча меняется в соответствии с изменением температуры обрабатываемой детали, можно с точностью проконтролировать сварочное состояние сварного участка, образованного в обрабатываемых деталях.
[0018] Как понятно из вышеприведенного описания, первый и второй объекты изобретения имеют такую простую конфигурацию, что в случае сварки множества обрабатываемых деталей, сварочное состояние сварного участка обрабатываемых деталей контролируется на основе изменения интенсивности отраженного светового луча, принятого в то время, когда сварочный лазерный луч излучается вдоль зоны сварки или в то время, когда контрольный лазерный луч излучается вдоль зоны сканирования. Соответственно, даже если электрический сигнал, полученный от отраженного светового луча, является слабым, или даже если интенсивность отраженного светового луча меняется в соответствии с изменением температуры обрабатываемой детали, можно с точностью проконтролировать сварочное состояние сварного участка обрабатываемых деталей.
Краткое описание чертежей
[0019] Признаки, преимущества, а также техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, в которых одинаковыми ссылочными позициями обозначены одинаковые элементы, и где:
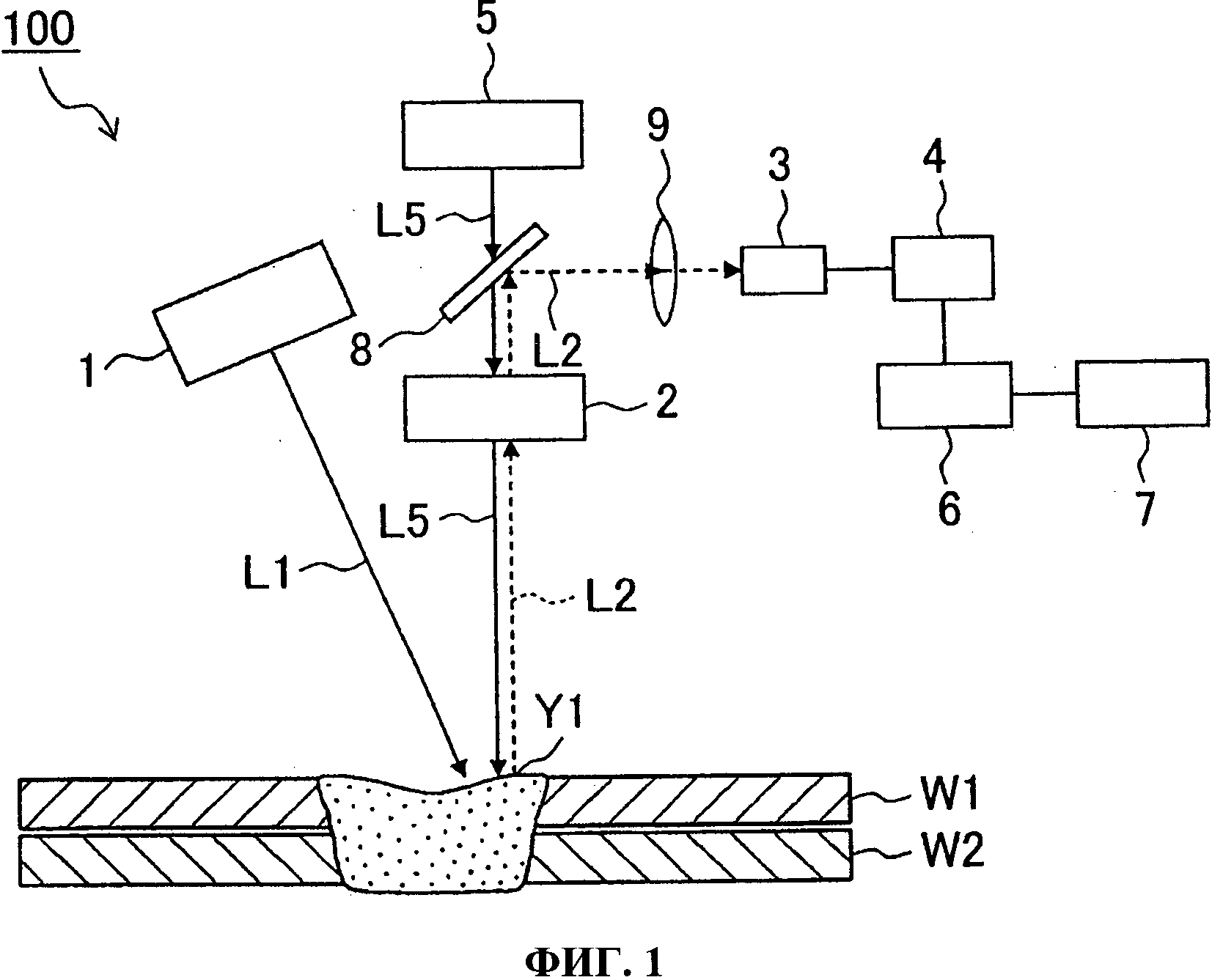
Фиг. 1 представляет собой диаграмму общей конфигурации, схематически иллюстрирующую общую конфигурацию варианта осуществления 1 устройства контроля сварного участка по настоящему изобретению;
Фиг. 2 представляет собой вид сверху для описания формы излучения сварочного лазерного луча из сварочного излучающего узла контрольного устройства, как показано на фиг. 1;
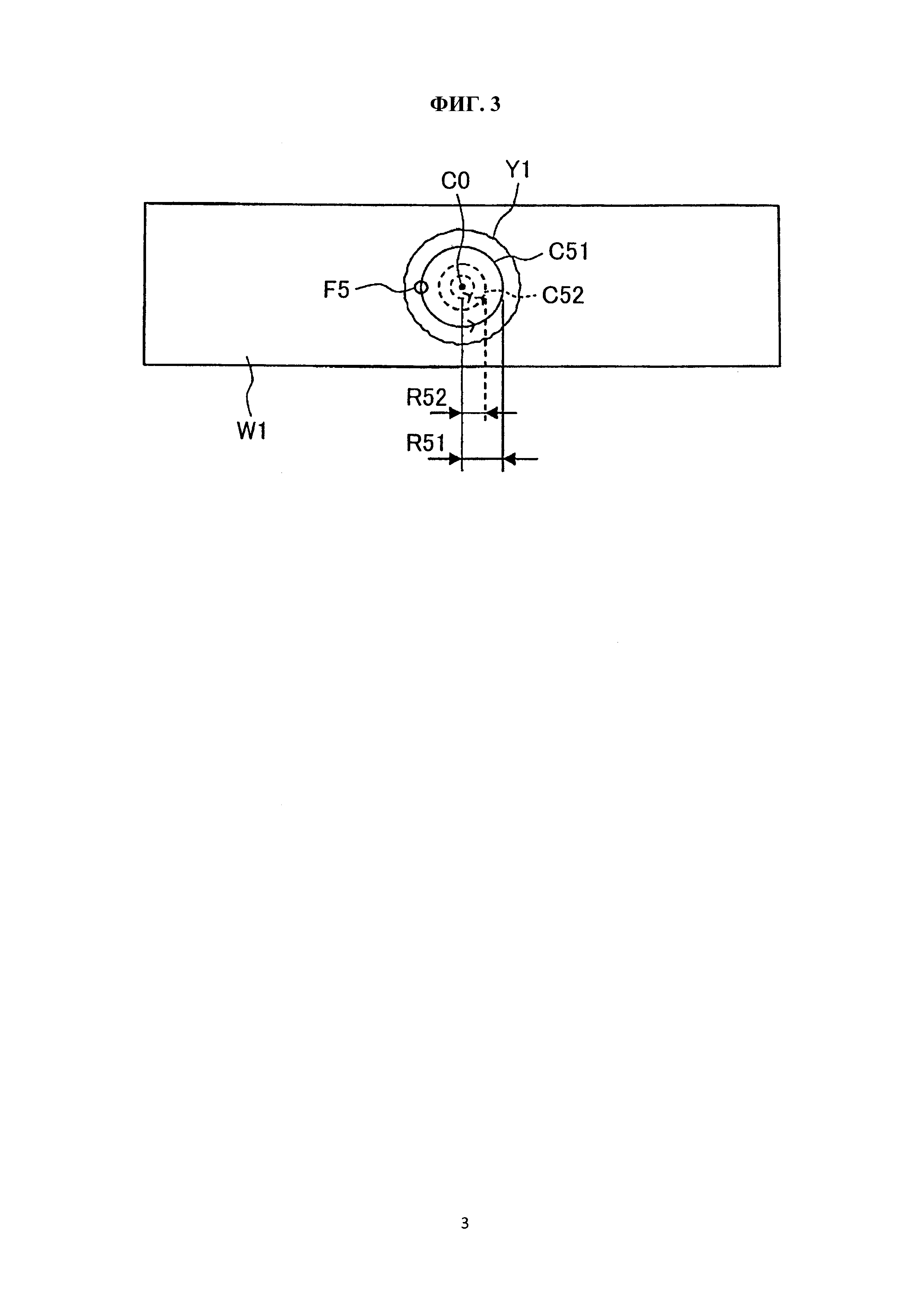
Фиг. 3 представляет собой вид сверху для описания формы излучения контрольного лазерного луча из контрольного излучающего узла контрольного устройства, как показано на фиг. 1;
Фиг. 4 представляет собой вид, иллюстрирующий пример интенсивности отраженного светового луча во временной последовательности;
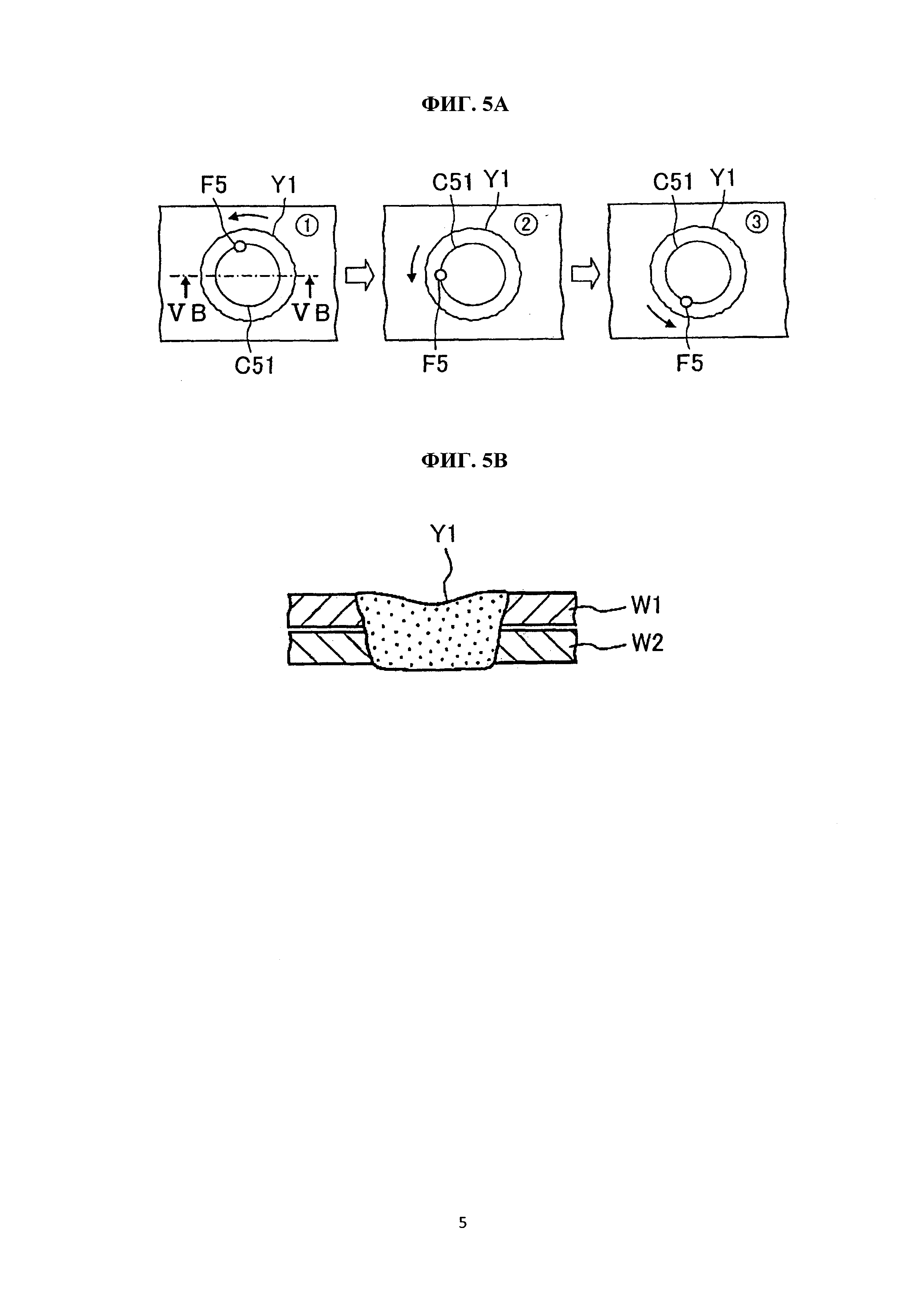
Фиг. 5А представляет собой вид сверху для описания взаимосвязи между ванной расплава и фокусной точкой контрольного лазерного луча в случае, когда сварочное состояние сварного участка нормальное;
Фиг. 5В представляет собой вид, взятый по стрелке VB-VB на фиг. 5А;
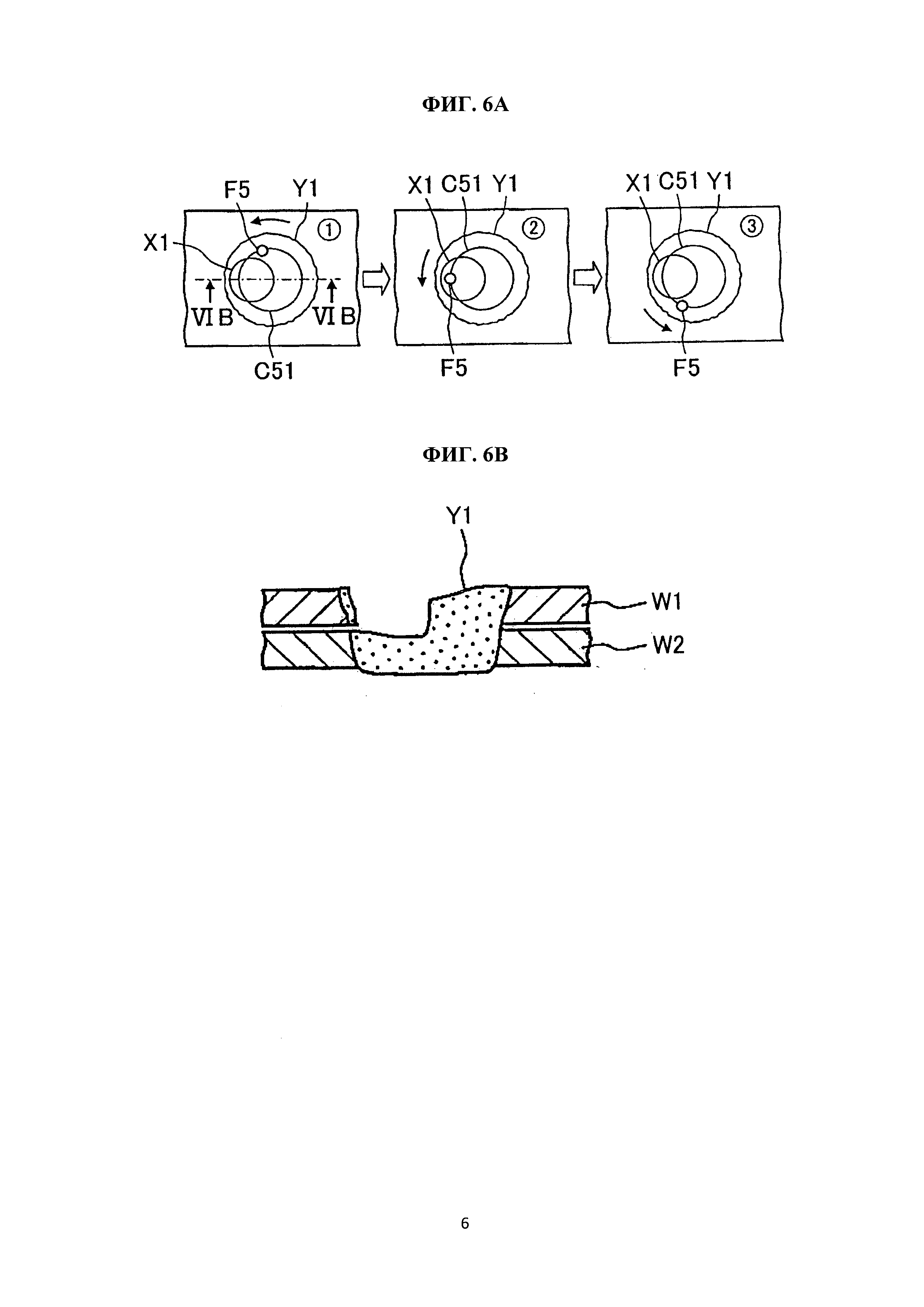
Фиг. 6А представляет собой вид для описания взаимосвязи между ванной расплава и фокусной точкой контрольного лазерного луча в случае, когда сварочное состояние сварного участка является плохим;
Фиг. 6В представляет собой вид, взятый по стрелке VIB-VIB на фиг. 6А;
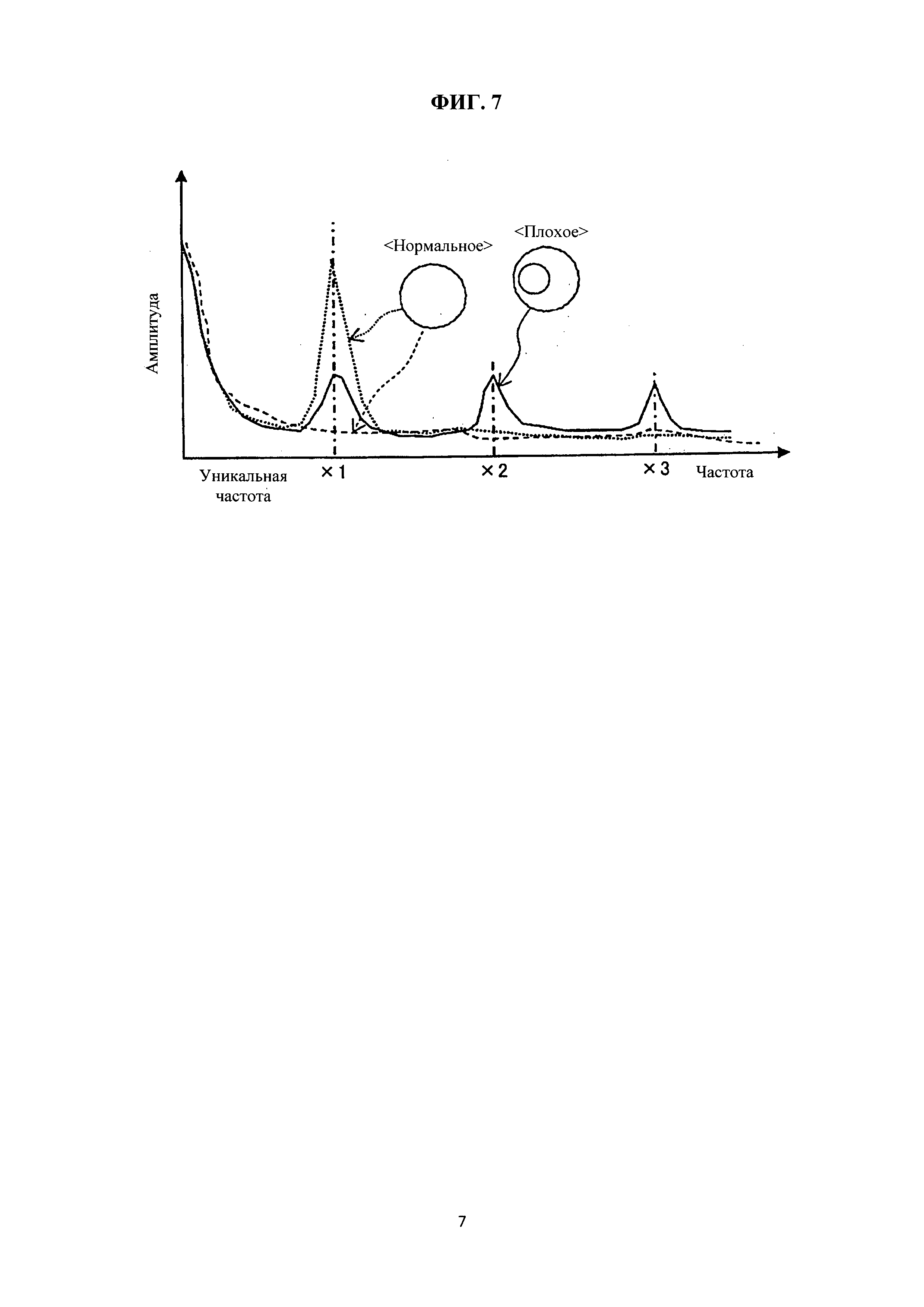
Фиг. 7 представляет собой вид, иллюстрирующий пример взаимосвязи между частотой и амплитудой отраженного светового луча;
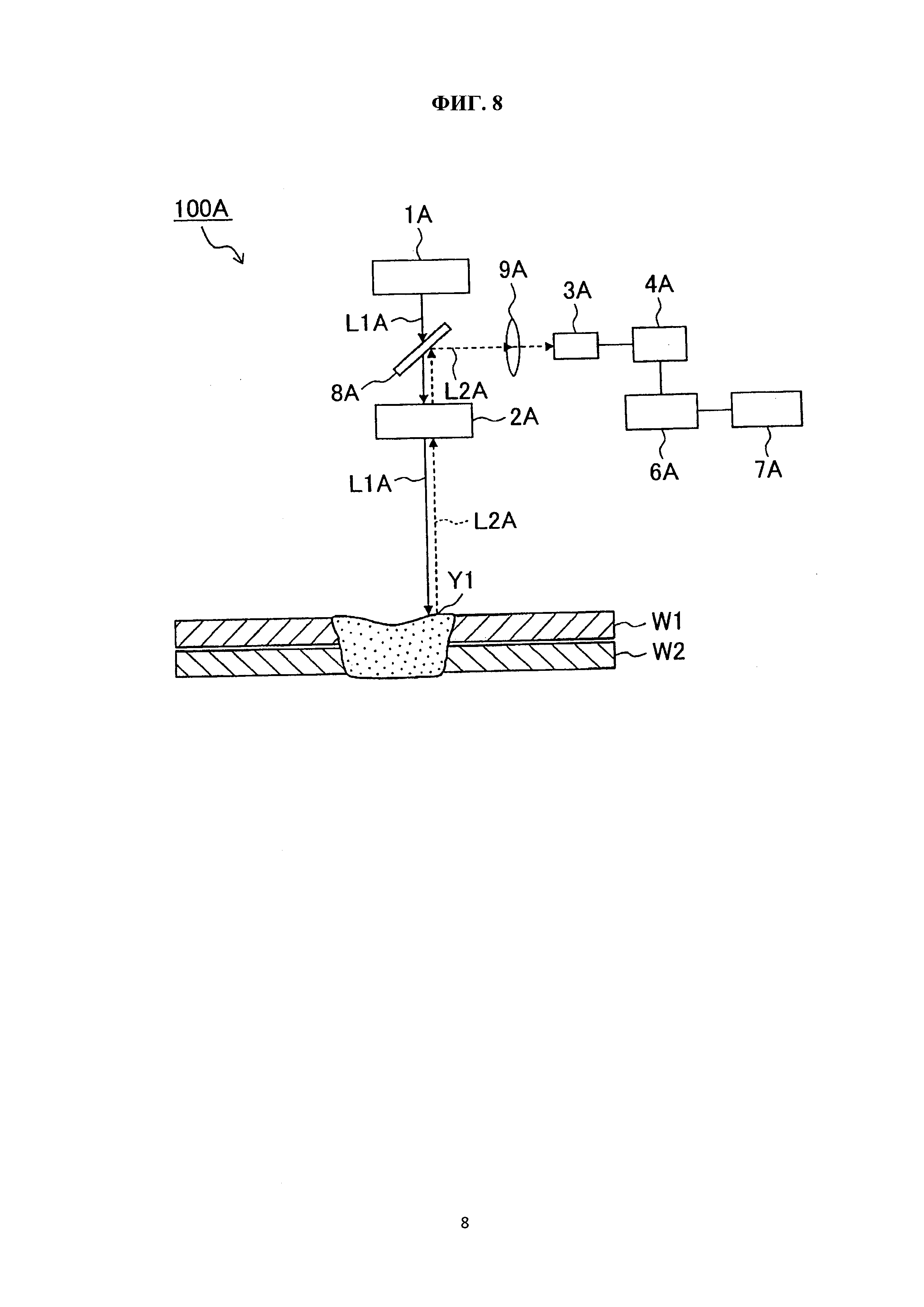
Фиг. 8 представляет собой диаграмму общей конфигурации, схематически иллюстрирующую общую конфигурацию варианта осуществления 2 устройства контроля сварного участка по настоящему изобретению;
Фиг. 9А представляет собой вид сверху, укрупняющий и иллюстрирующий сварной участок контрольного образца в соответствии с примером 1;
Фиг. 9В представляет собой вид, взятый по стрелке IXB-IXB с фиг. 9А;
Фиг. 9С представляет собой вид, иллюстрирующий интенсивность отраженного светового луча в контрольном образце в соответствии с примером 1 во временной последовательности;
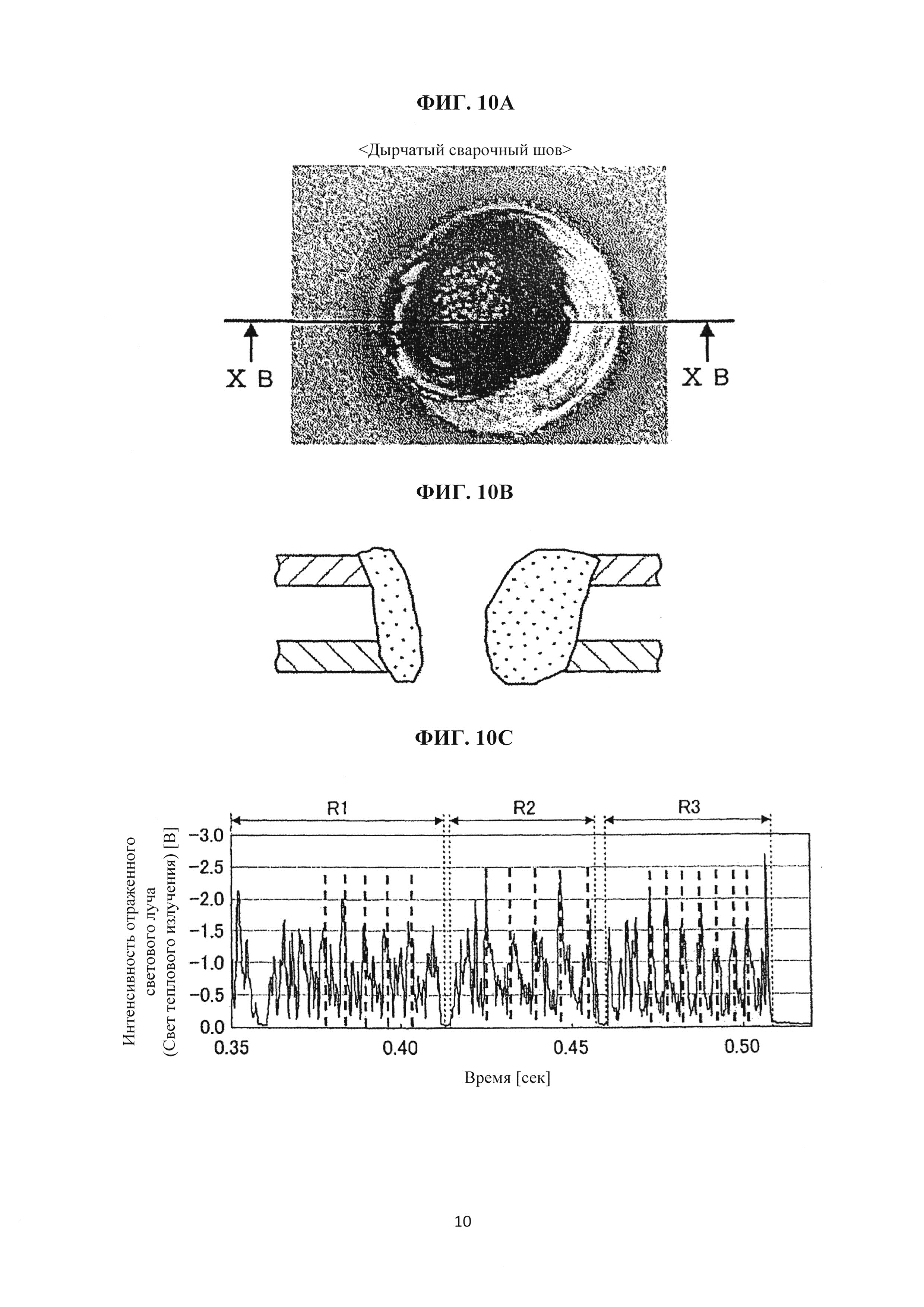
Фиг. 10А представляет собой вид сверху, укрупняющий и иллюстрирующий сварной участок контрольного образца в соответствии с примером 2;
Фиг. 10В представляет собой вид, взятый по стрелке ХВ-ХВ с фиг. 10А;
Фиг. 10С представляет собой вид, иллюстрирующий интенсивность отраженного светового луча в контрольном образце в соответствии с примером 2 во временной последовательности;
Фиг. 11А представляет собой вид сверху укрупняющий и иллюстрирующий сварной участок контрольного образца в соответствии с примером 3;
Фиг. 11В представляет собой вид, взятый по стрелке XIB-XIB с фиг. 11А;
Фиг. 11С представляет собой вид, иллюстрирующий интенсивность отраженного светового луча в контрольном образце в соответствии с примером 3 во временной последовательности;
Фиг. 12 представляет собой вид, иллюстрирующий взаимосвязь между частотой и амплитудой в отраженных световых лучах контрольных образцов в соответствии с примерами 1-3; и
Фиг. 13 представляет собой вид, иллюстрирующий другие примеры взаимосвязи между частотой и амплитудой в отраженных световых лучах контрольных образцов в соответствии с примерами 1-3.
Подробное описание вариантов осуществления
[0020] Далее описаны варианты осуществления устройства для сварки деталей с контролем наличия дефектов сварного участка (далее также - устройство контроля сварного участка) и способа сварки деталей с контролем наличия дефектов сварного участка (далее также - способ контроля сварного участка) в соответствии с настоящим изобретением, со ссылкой на чертежи.
Вариант осуществления 1 устройства для сварки деталей с контролем состояния сварного участка
[0021] Сначала описан вариант осуществления 1 устройства для сварки деталей с контролем состояния сварного участка настоящего изобретения со ссылкой на фиг. 1-3.
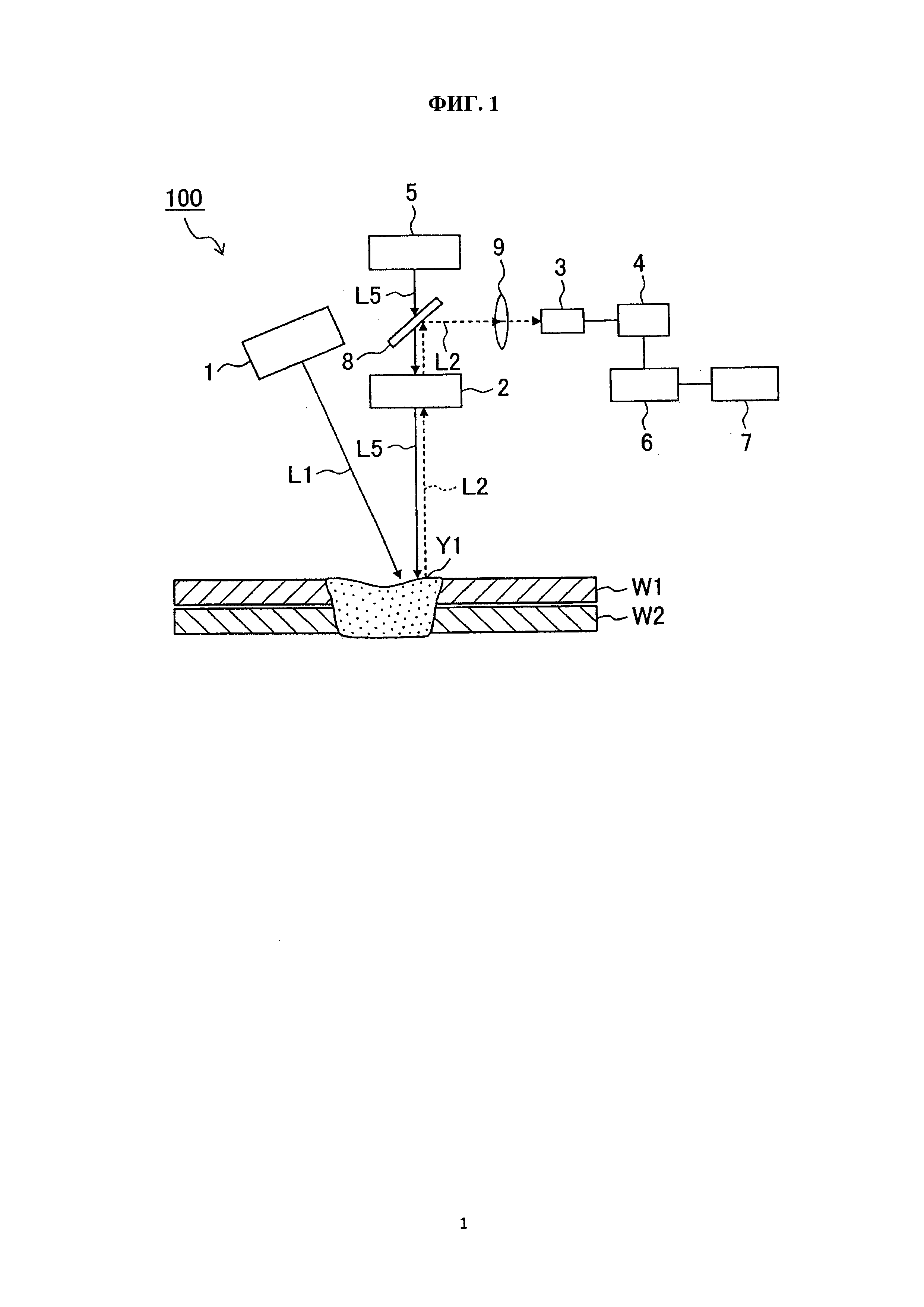
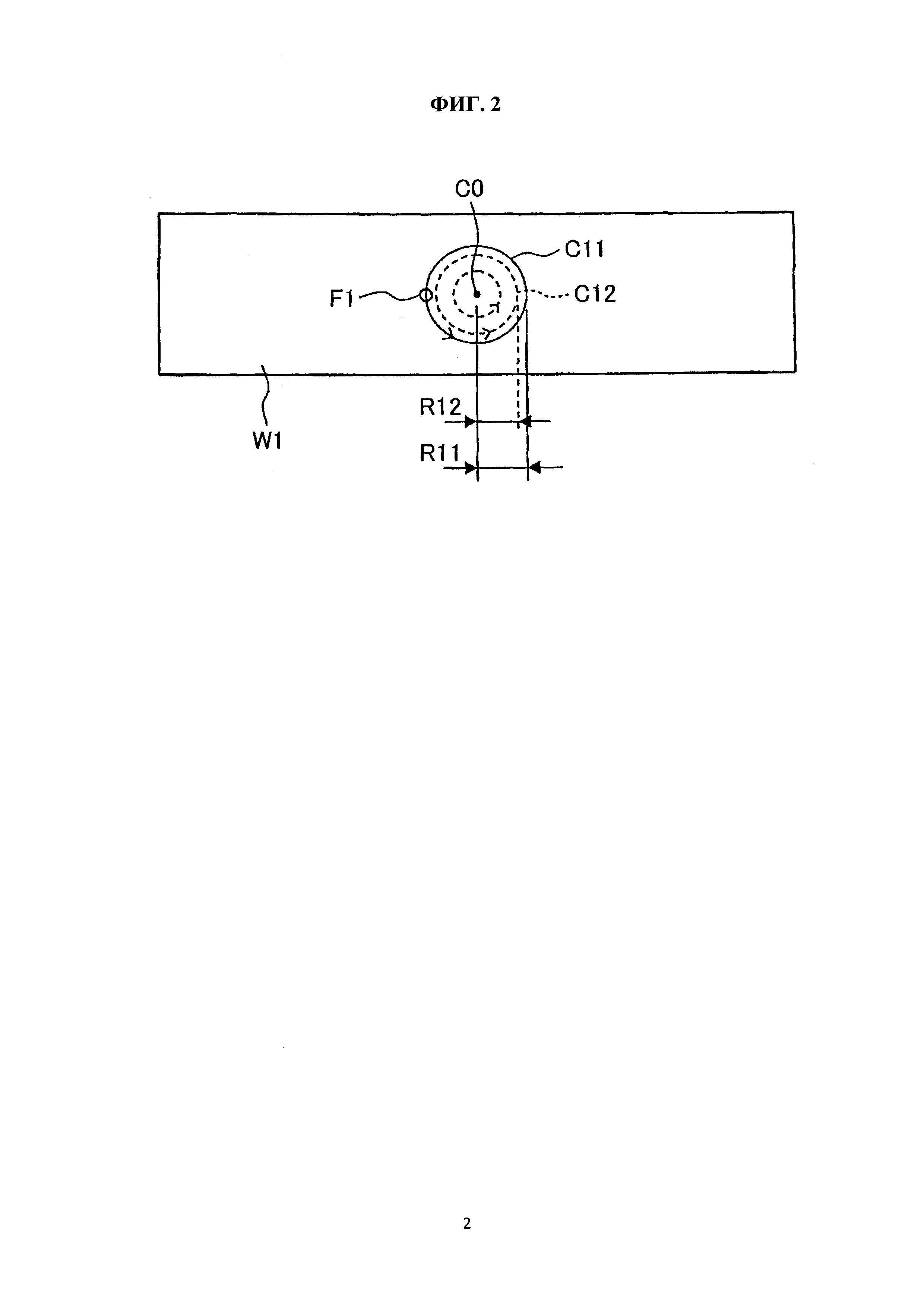
[0022] Фиг. 1 представляет собой диаграмму общей конфигурации, схематически иллюстрирующую общую конфигурацию варианта осуществления 1 устройства контроля сварного участка по настоящему изобретению. Кроме того, фиг. 2 представляет собой вид сверху для описания формы излучения сварочного лазерного луча из сварочного излучающего узла контрольного устройства, как показано на фиг. 1, а фиг. 3 представляет собой вид сверху для описания формы излучения контрольного лазерного луча из контрольного излучающего узла контрольного устройства.
[0023] Контрольное устройство 100, проиллюстрированное на фиг. 1, главным образом образовано сварочным излучающим узлом 1, контрольным излучающим узлом 5, светоприемным узлом 2 (далее также - светопринимающий узел), преобразующим участком 3, усилителем 4, контрольным узлом 6 и ЭЛТ (электронно-лучевой трубкой) 7.
[0024] Чтобы сварить две обрабатываемые детали (т.е., стальные листы) W1, W2, уложенные друг на друга или расположенные на небольшом расстоянии друг от друга, сварочный излучающий узел 1 излучает сварочный лазерный луч (т.е., АИГ-лазер, имеющий заданную длину волны L1), на обрабатываемые детали W1, W2. Более конкретно, как показано на фиг. 2, сварочный излучающий узел 1 вращает фокусную точку F1 сварочного лазерного луча L1 несколько раз вдоль по имеющей по существу круглую форму зоне сварки С11, имеющей радиус R11, расположенной на обрабатываемой детали W1, с тем, чтобы излучить сварочный лазерный луч L1 несколько раз в зоне сварки С11. После этого сварочный излучающий узел 1 перемещает фокусную точку F1 сварочного лазерного луча L1 внутрь зоны сварки С11, и вращает фокусную точку F1 сварочного лазерного луча L1 несколько раз вдоль по имеющей по существу круглую форму зоне сварки С12, которая имеет радиус R12 меньший, чем радиус R11, и которая коаксиальна зоне сварки C11, с тем, чтобы излучить сварочный лазерный луч L1 несколько раз в зоне сварки С12. При повторении этого этапа излучения сварочного лазерного луча L1, в обрабатываемых деталях W1, W2 образуется сварной участок в целом круглой формы, таким образом, соединяя обрабатываемые детали W1, W2 сваркой (именуемой также лазерной винтовой сваркой). Следует отметить, что центр С0 зоны сварки С11 или зоны сварки С12 представляет собой сварочный центр сварного участка, образованного в обрабатываемых деталях W1, W2.
[0025] В то же время, посредством излучения сварочного лазерного луча L1 из сварочного излучающего узла 1, ванна Y1 расплава, где расплавляются обрабатываемые детали W1, W2, образуется с правой и левой сторон сварочного лазерного луча L1 и позади сварочного лазерного луча L1 в направлении перемещения сварочного лазерного луча L1. В варианте осуществления 1, поскольку сварочный лазерный луч L1 излучается вдоль по имеющим по существу круглую форму зонам сварки С11, С12, как описано выше, в обрабатываемых деталях W1, W2 образуется ванна Y1 расплава, имеющая в целом круглую форму.
[0026] Как показано на фиг. 1, контрольный излучающий узел 5 излучает контрольный лазерный луч L5 на ванну Y1 расплава, находящуюся в расплавленном состоянии, через оптическую систему 8 и светопринимающий узел 2. Более конкретно, как показано на фиг. 3, контрольный излучающий узел 5 вращает фокусную точку F5 контрольного лазерного луча L5 несколько раз обычно на постоянной скорости вдоль по имеющей по существу круглую форму зоне сканирования С51, имеющей радиус R51, расположенной внутри наружного края ванны Y1 расплава, с тем, чтобы излучить контрольный лазерный луч L5 несколько раз в зоне сканирования С51. После этого контрольный излучающий узел 5 перемещает фокусную точку F5 контрольного лазерного луча L5 внутри зоны сканирования С51, и вращает фокусную точку F5 контрольного лазерного луча L5 несколько раз вдоль по имеющей по существу круглую форму зоне сканирования С52, которая имеет радиус R52 меньший, чем радиус R51, и которая коаксиальна зоне сканирования С51, с тем, чтобы излучить контрольный лазерный луч L5 несколько раз в зоне сканирования С52. При повторении этого этапа излучения контрольного лазерного луча L5, контрольный излучающий узел 5 излучает контрольный лазерный луч L5 по всей имеющей в целом круглую форму ванне Y1 расплава, образованной в обрабатываемых деталях W1, W2. Следует отметить, что центр зон сканирования С51, С52 расположен, например, на вышеупомянутом центре С0 зон сварки С11, С12.
[0027] Как показано на фиг. 1, когда контрольный лазерный луч L5 излучается из контрольного излучающего узла 5 на ванну Y1 расплава, светопринимающий узел 2 принимает ответное световое излучение из зоны сварки L2 (далее также - отраженный световой луч), включающий в себя отраженный свет контрольного лазерного луча L5, который отражается от ванны Y1 расплава обрабатываемых деталей W1, W2, свет паров (свет плазмы), вызванный плавлением и испарением обрабатываемых деталей W1, W2, свет теплового излучения (инфракрасный свет), излученный из ванны Y1 расплава обрабатываемых деталей W1, W2, и т.п.
[0028] Преобразующий участок 3 преобразует в электрический сигнал отраженный световой луч L2, принятый светопринимающим узлом 2 и собранный через оптическую систему 8 и конденсорную линзу 9, и выдает электрический сигнал на усилитель 4. Усилитель 4 усиливает интенсивность сигнала электрического сигнала, выданного из преобразующего участка 3, и передает его на контрольный узел 6.
[0029] Контрольный узел 6 выполняет процессинг сигнала на электрическом сигнале, передаваемом из усилителя 4, и контролирует сварочное состояние сварного участка, образованного в обрабатываемых деталях W1, W2. Более конкретно, когда контрольный лазерный луч L5 излучается на ванну Y1 расплава из контрольного излучающего узла 5 несколько раз вдоль зон сканирования С51, С52, контрольный узел 6 определяет изменение интенсивности отраженного светового луча L2, принятого светопринимающим узлом 2. Затем контрольный узел 6 контролирует сварочное состояние сварного участка, образованного в обрабатываемых деталях W1, W2 на основе периодичности изменения интенсивности. Кроме того, контрольный узел 6 передает на ЭЛТ 7 результат процессинга сигнала на электрическом сигнале, передаваемом из усилителя 4. ЭЛТ 7 отображает результат процессинга сигнала, передаваемого из контрольного узла 6.
Вариант осуществления 1 способа для сварки деталей с контролем состояния сварного участка
[0030] Далее будет описан вариант осуществления 1 способа контроля сварного участка настоящего изобретения с использованием устройства контроля 100 сварного участка, проиллюстрированного на фиг. 1, со ссылкой на фиг. 4-7.
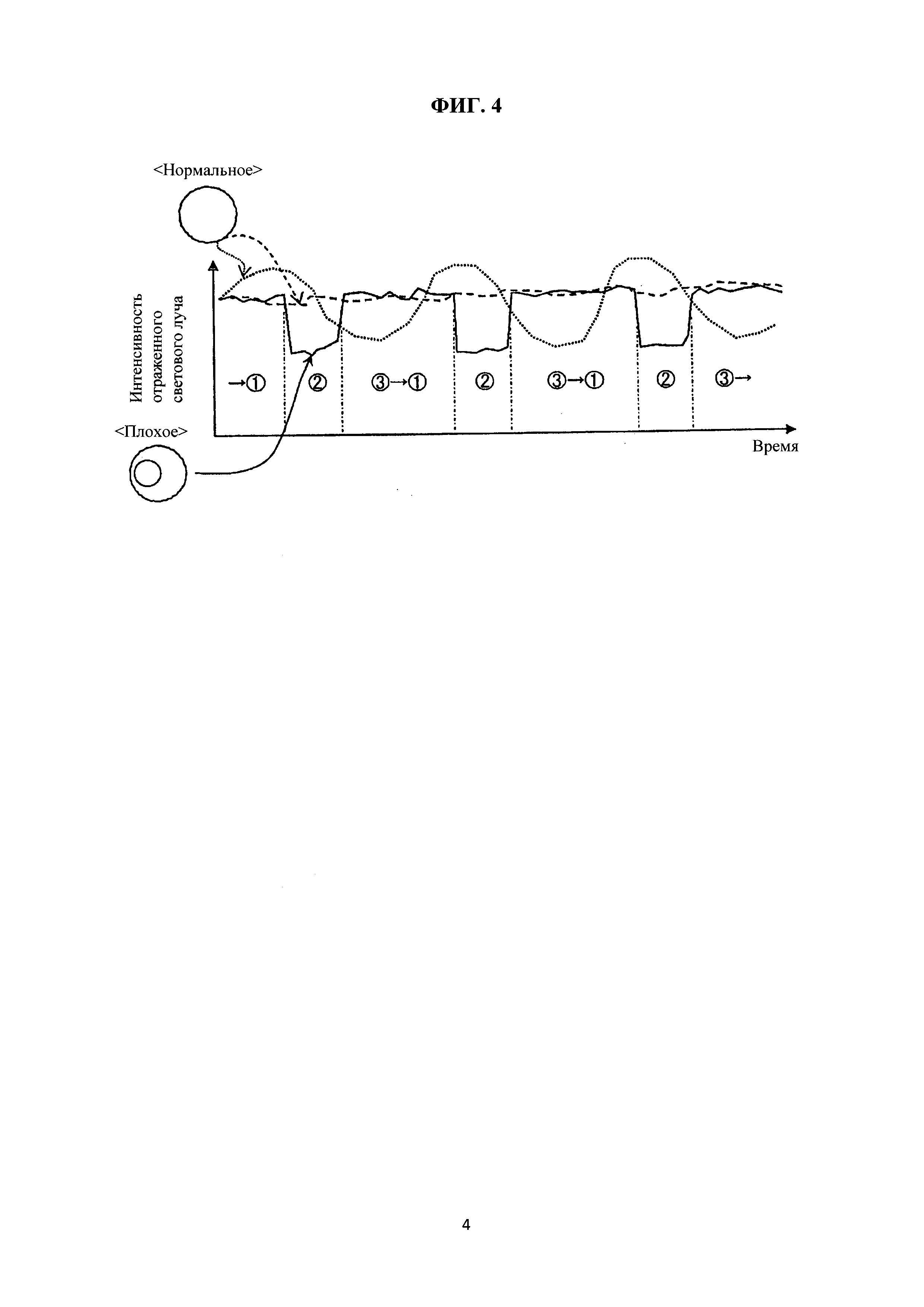
[0031] Фиг. 4 представляет собой вид, иллюстрирующий во временной последовательности пример той интенсивности отраженного светового луча, который передается на контрольный узел 6 контрольного устройства, показанного на фиг. 1. Кроме того, фиг. 5 представляет собой вид сверху для описания взаимосвязи между ванной расплава и фокусной точкой контрольного лазерного луча в случае, когда сварочное состояние сварного участка нормальное, а фиг. 5В представляет собой вид, взятый по стрелке VB-VB с фиг. 5А. Кроме того, фиг. 6 представляет собой вид сверху для описания взаимосвязи между ванной расплава и фокусной точкой контрольного лазерного луча в случае, когда сварочное состояние сварного участка плохое, а фиг. 6В представляет собой вид, взятый по стрелке VIB-VIB с фиг. 6А. Кроме того, фиг. 7 представляет собой вид, иллюстрирующий пример взаимосвязи между частотой и амплитудой отраженного светового луча, на которой выполняется процессинг сигнала контрольным узлом 6.
[0032] Как показано на фиг. 5А и 5В, в случае, когда сварочное состояние сварного участка нормальное (в случае, когда обрабатываемые детали W1, W2 сварены нормально), когда фокусная точка F5 контрольного лазерного луча L5 вращается несколько раз вдоль по имеющей по существу круглую форму зоне сканирования С51, расположенной на ванне Y1 расплава, с тем, чтобы излучить контрольный лазерный луч L5 несколько раз в зоне сканирования С51, считается, что изменения интенсивности отраженного света контрольного лазерного луча L5, который отражается от обрабатываемых W1, W2, света паров, света теплового излучения, и пр. являются относительно небольшими. За счет этого, как показано ломаной линией с фиг. 4, изменение интенсивности отраженного светового луча L2, принятого светопринимающим узлом 2, и передаваемого на контрольный узел 6 через преобразующий участок 3 и усилитель 4, является относительно небольшим.
[0033] С другой стороны, как показано на фиг. 6А-6В, в случае, когда сварочное состояние сварного участка является плохим (т.е., в случае одно-компонентного заниженного сварочного шва, в котором утоплен сварной валик на одной из обрабатываемых деталей), когда фокусную точку F5 контрольного лазерного луча L5 поворачивают несколько раз вдоль по имеющей по существу круглую форму зоне сканирования С51, расположенной на ванне Y1 расплава с тем, чтобы излучить контрольный лазерный луч L5 несколько раз в зоне сканирования С51, плохой сварной участок X1 находится в зоне сканирования С51 контрольного лазерного луча L5, и, таким образом, интенсивность того отраженного света контрольного лазерного луча L5, который отражается от обрабатываемых деталей Wl, W1, значительно меняется в части зоны сканирования С51. Ввиду этого, как показано сплошной линией на фиг. 4, интенсивность отраженного светового луча L2, принятого светопринимающим узлом 2 и передаваемого на контрольный узел 6 через преобразующий участок 3 и усилитель 4, меняется в части одного периода сканирования контрольного лазерного луча L5 (т.е., периода, в течение которого контрольный лазерный луч L5 однажды проходит по периоду сканирования С5), и периодически меняется каждый период сканирования контрольного лазерного луча L5.
[0034] В соответствии со способом контроля варианта осуществления 1, такая периодичность изменения интенсивности отраженного светового луча L2 определяется контрольным узлом 6. Таким образом, даже если электрический сигнал, полученный от отраженного светового луча L2, является слабым или даже если интенсивность отраженного светового луча L2 меняется в соответствии с изменением температуры обрабатываемой детали, например, можно проконтролировать существует или нет плохой сварочный участок X1 внутри наружного края ванны Y1 расплава, то есть возникла или нет плохая сварка в сварном участке, образованном в обрабатываемых деталях W1, W2. В частности, в варианте осуществления 1, контрольный лазерный луч L5 излучается на ванну Y1 расплава вдоль по имеющим по существу круглую форму зонам сканирования С51, С52. Ввиду этого, можно проконтролировать, имеется или нет плохой сварной участок X1, отклоняющийся от центра сварки С0, внутри наружного края ванны Y1 расплава, или можно проконтролировать имеется или нет плохой сварочный участок X1 имеющий некруглую форму, например, форму эллипса или в целом многоугольную форму, внутри наружного края ванны Y1 расплава.
[0035] Далее, преобразование Фурье выполняется для интенсивности (см. фиг. 4) отраженного светового луча L2, передаваемого на контрольный узел 6. В этом случае, как показано на фиг. 7, когда сварочное состояние сварного участка нормальное, пик амплитуды не определяется на особой частоте (см. прерывистую линию на фиг. 7), и когда сварочное состояние сварного участка плохое, пики амплитуд определяются на особых частотах (три частоты на фиг. 7) (см. непрерывную линию на фиг. 7). Таким образом, выполняя преобразование Фурье для интенсивности отраженного светового луча L2, можно легко определить то изменение интенсивности отраженного светового луча, которое вызвано плохим сварочным состоянием сварного участка. Это делает возможным с большей точностью проконтролировать, имеется или нет плохая сварка в сварном участке, образованном в обрабатываемых деталях W1, W2.
[0036] В то же время, уровень жидкости ванны Y1 расплава, образованной в обрабатываемых деталях W1, W2 с помощью излучения сварочного лазерного луча L1, периодически вибрирует, и автором (авторами) настоящего изобретения обнаружено, что даже в случае, когда сварочное состояние сварного участка нормальное, интенсивность отраженного светового луча L2 периодически меняется. То есть считается, что одна из частот, при которой пики амплитуд определены на фиг. 7, является особой частотой (далее также - уникальная частота) для изменения интенсивности отраженного светового луча L2, причем уникальную частоту получают, когда сварочное состояние сварного участка нормальное.
[0037] Ввиду этого, когда контрольный лазерный луч L5 излучается вдоль по имеющим по существу круглую форму зонам сканирования С51, С52, находящимся на ванне Y1 расплава, скорость сканирования контрольного лазерного луча L5 регулируется, например, так, чтобы период сканирования контрольного лазерного луча L5 (т.е. период, в течение которого контрольный лазерный луч L5 один раз проходит по зоне сканирования С51 или зоне сканирования С52) соответствовал уникальному периоду изменения интенсивности отраженного светового луча L2. Этим обеспечивается то, что изменение интенсивности отраженного светового луча L2, передаваемой на контрольный узел 6, которую получают, когда сварочное состояние сварного участка нормальное, имеет форму в целом синусоидной кривой (точечная линия на фиг. 4). Затем, выполняя преобразование Фурье для такой интенсивности отраженного светового луча L2, которую получают, когда сварочное состояние сварного участка нормальное, можно выделить уникальную частоту того изменения интенсивности отраженного светового луча L2, которую получают, когда сварочное состояние сварного участка нормальное, из частот, на которых определены пики амплитуд на фиг. 7 (пунктирная линия на фиг. 7). Следует отметить, что можно также выделить периодичность изменения интенсивности отраженного светового луча L2, выполняя дифференцирование интенсивности отраженного светового луча L2, вместо преобразования Фурье.
[0038] Когда контрольный лазерный луч L5 излучается вдоль зон сканирования С51, С52, в этот уникальный период изменения интенсивности отраженного светового луча L2, полученный, когда сварочное состояние сварного участка обрабатываемых деталей W1, W2 нормальное, можно выделить из частот, при которых пики амплитуд определены на фиг. 7, ту уникальную частоту изменения интенсивности отраженного светового луча L2, которую получают, когда сварочное состояние сварного участка нормальное, что делает возможным выделение только той частоты, которая вызвана плохим сварочным состоянием сварного участка, например. Ввиду этого, можно дополнительно с большей точностью проконтролировать, существует или нет плохой сварной участок X1 внутри наружного края ванны Y1 расплава, то есть возникла или нет плохая сварка в сварном участке, образованном в обрабатываемых деталях W1, W2.
[0039] Кроме того, в соответствии с вариантом осуществления 1, контрольный лазерный луч L5 излучается вдоль зон сканирования С51, С52, находящихся на ванне Y1 расплава, образованной с помощью излучения сварочного лазерного луча L1. Затем сварочное состояние сварного участка контролируется на основе изменения интенсивности отраженного светового луча L2, принятого светопринимающим узлом 2 в то время, когда контрольный лазерный луч L5 излучается вдоль зон сканирования С51, С52. Соответственно, например, даже в случае, когда состояние излучения сварочного лазерного луча L1 меняется или в случае, когда фокусное расстояние сварочного лазерного луча расположено на дистанции от положения возникновения плохого сварного участка X1, можно соответствующим образом отрегулировать состояние сканирования контрольного лазерного луча L5 (зона сканирования, скорость сканирования, и пр.). Это делает возможным с точностью проконтролировать сварочное состояние сварного участка, образованного в обрабатываемых деталях.
Вариант осуществления 2 устройства для сварки деталей с контролем состояния сварного участка
[0040] Далее будет описан вариант осуществления 2 устройства для сварки деталей с контролем состояния сварного участка по настоящему изобретению со ссылкой на фиг. 8.
[0041] Фиг. 8 представляет собой диаграмму общей конфигурации, схематически иллюстрирующую общую конфигурацию варианта осуществления 2 устройства контроля сварного участка настоящего изобретения. Контрольное устройство 100 варианта осуществления 2, как показано на фиг. 8, отличается от контрольного устройства 100 варианта осуществления 1, как показано на фиг. 1, тем, что сварочное состояние сварного участка контролируется с использованием отраженного света сварочного лазерного луча, излученного из сварочного излучающего узла. Другая конфигурация в целом такая же, что у контрольного устройства 100 варианта осуществления 1, Соответственно, составные части, аналогичные таковым в варианте осуществления 1, имеют одинаковые ссылочные позиции, что и таковые в варианте осуществления 1, и их подробное описание опущено.
[0042] Контрольное устройство 100А, проиллюстрированное на фигуре, главным образом образовано сварочным излучающим узлом 1A, светопринимающим узлом 2А, преобразующим участком 3А, усилителем 4А, контрольным узлом 6А, и ЭЛТ 7А.
[0043] Чтобы сварить две обрабатываемые детали W1, W2, положенные одна на другую, или расположенные на небольшом расстоянии одна от другой, сварочный излучающий узел 1A излучает сварочный лазерный луч L1A на две обрабатываемые детали W1, W2 через оптическую систему 8А и светопринимающий узел 2А. С помощью излучения сварочного лазерного луча L1A из сварочного излучающего узла 1A, ванна Y1 расплава, где расплавляются обрабатываемые детали W1, W2, образуется с правой и левой стороны сварочного лазерного луча L1A и позади сварочного лазерного луч L1A в направлении перемещения сварочного лазерного луча L1A.
[0044] Светопринимающий узел 2А принимает отраженный световой луч L2A, включающий в себя отраженный свет сварочного лазерного луча L1A, излученного из сварочного излучающего узла 1A, при этом отраженный свет отражается от ванны Y1 расплава обрабатываемых деталей W1, W2, свет паров (свет плазмы) вызванный плавлением и испарением обрабатываемых деталей W1, W2, свет теплового излучения (инфракрасный свет), излученный из ванны Y1 расплава обрабатываемых деталей W1, W2, и пр.
[0045] Преобразующий участок 3А преобразует в электрический сигнал отраженный луч света L2A, принятый светопринимающим узлом 2А, конденсированный через оптическую систему 8А и конденсорную линзу 9А, и выдает электрический сигнал на усилитель 4А. Усилитель 4A усиливает интенсивность сигнала электрического сигнала, выданного из преобразующего участка 3А, и передает его на контрольный узел 6А.
[0046] Контрольный узел 6А выполняет процессинг сигнала на электрическом сигнале, передаваемом из усилителя 4А, и контролирует сварочное состояние сварного участка, образованного в обрабатываемых деталях W1, W2. Более конкретно, контрольный узел 6А определяет изменение интенсивности отраженного светового луча L2A, принятого светопринимающим узлом 2А в то время, когда сварочный лазерный луч L1A излучается из сварочного излучающего узла 1А вдоль зоны сварки. Затем контрольный узел 6А контролирует сварочное состояние сварного участка, образованного в обрабатываемых деталях W1, W2 на основе периодичности изменения интенсивности. Кроме того, контрольный узел 6А передает на ЭЛТ 7А, результат процессинга сигнала на электрическом сигнале, передаваемом из усилителя 4А. ЭЛТ 7А отображает результат процессинга сигнала, передаваемого из контрольного узла 6А.
[0047] Аналогично варианту осуществления 1, описанному выше, в случае, когда сварочное состояние сварного участка нормальное, изменение интенсивности отраженного светового луча L2A, принятого светопринимающим узлом 2А в то время, когда сварочный лазерный луч L1A излучается вдоль зоны сварки, является относительно небольшим, и в случае, когда сварочное состояние сварного участка плохое, изменение интенсивности относительно большое. В соответствии с вариантом осуществления 2, такая периодичность изменения интенсивности отраженного светового луча L2A определяется контрольным узлом 6А. Таким образом, даже если электрический сигнал, полученный от отраженного светового луча L2A, является слабым, или даже если интенсивность отраженного светового луча L2A меняется в соответствии с изменением температуры обрабатываемой детали, например, можно проконтролировать, имеется или нет плохой сварочный участок X1 внутри наружного края ванны Y1 расплава, то есть образовалась или нет плохая сварка в сварном участке, образованном в обрабатываемых деталях W1, W2.
[0048] Кроме того, аналогично варианту осуществления 1, сварочный лазерный луч L1A излучают вдоль зоны сварки в тот уникальный период изменения интенсивности отраженного светового луча L2A, который получают, когда сварочное состояние сварного участка обрабатываемых деталей W1, W2 нормальное. Соответственно, можно отделить ту уникальную частоту изменения интенсивности отраженного светового луча L2A, которую получают, когда сварочное состояние сварного участка нормальное, от особых частот, на которых определены амплитудные пики при выполнении преобразования Фурье для интенсивности отраженного светового луча L2A, что делает возможным выделить только частоту, вызванную плохим сварочным состоянием сварного участка, например. Ввиду этого, можно дополнительно с большей точностью проконтролировать имеется или нет плохой сварной участок X1 внутри наружного края ванны Y1 расплава, то есть образовалась или нет плохая сварка в сварном участке, образованном в обрабатываемых деталях W1, W2.
[0049] Следует отметить, что вариант осуществления 1, описанный выше, относится к варианту осуществления, в котором центр зоны сканирования контрольного лазерного луча установлен на центр зоны сварки сварочного лазерного луча. Тем не менее можно установить центр зоны сканирования контрольного лазерного луча в соответствующее положение в ванне расплава, образованной с помощью излучения сварочного лазерного луча.
[0050] Кроме того, варианты осуществления, описанные выше, относятся к варианту осуществления, в котором зона сварки сварочного лазерного луча и зона сканирования контрольного лазерного луча имеют в целом круглую форму. Тем не менее зона сварки сварочного лазерного луча и зона сканирования контрольного лазерного луча могут иметь форму замкнутой цепи, форму эллипса или многоугольную форму, изогнутую или линейную форму с заданной длиной, или подобную. Кроме того, в случае, когда часть сварного участка, в которой легко может возникнуть плохая сварка, является предсказуемой, предпочтительно, чтобы зона сварки сварочного лазерного луча и зона сканирования контрольного лазерного луча проходили через эту часть.
[0051] Кроме того, вышеуказанные варианты осуществления относятся к варианту осуществления, в котором сварочный лазерный луч и контрольный лазерный луч излучаются на обрабатываемые детали, зафиксированные в заданном положении. Тем не менее положения фокусов сварочного лазерного луча и контрольного лазерного луча могут быть зафиксированы, и сварка лазерным лучом может быть выполнена на обрабатываемых деталях в то время, когда обрабатываемые детали соответствующим образом перемещаются. В качестве альтернативного варианта, сварка лазерным лучом может быть выполнена на обрабатываемых деталях тогда, когда обрабатываемые детали и положения фокусов сварочного лазерного луча и контрольного лазерного луча перемещаются относительно друг друга.
Эксперимент на контрольных образцах для оценки взаимосвязи между изменением интенсивности отраженного светового луча и сварочным состоянием сварного участка, и его результаты
[0052] Автором (авторами) настоящего изобретения изготовлены три типа контрольных образцов (примеры 1-3), имеющие различные сварочные состояния, и выполнено измерение интенсивности отражения светового луча от каждого из контрольных образцов с тем, чтобы оценить взаимосвязь между изменением интенсивности отраженного светового луча и сварочным состоянием соответствующего сварного участка.
Способ изготовления контрольного образца и способ измерения интенсивности отраженного светового луча от контрольного образца
[0053] Сначала далее в целом описан способ изготовления контрольного образца и способ измерения интенсивности отраженного светового луча от контрольного образца. Две обрабатываемые детали, каждая из которых изготовлена из стали SCGA440, имеющей толщину 0,7 мм, были положены одна на другую, и сварочный лазерный луч (с выходной мощностью 1000 Вт и на скорости сканирования 80 м/мин) был излучен несколько раз на обрабатываемые детали вдоль по имеющей по существу круглую форму зоне сварки с тем, чтобы образовать сварной участок по существу круглой формы, имеющий радиус приблизительно 2,2 мм. После этого контрольный лазерный луч (с выходной мощностью 1000 Вт и на скорости сканирования 80 м/мин) был излучен так, чтобы пройти шесть раз вдоль по имеющей по существу круглую форму зоне сканирования, имеющей радиус приблизительно 1,5 мм, с тем, чтобы пройти через ванну расплава, образованную в обрабатываемых деталях с помощью излучения сварочного лазерного луча. Затем фокусную точку контрольного лазерного луча переместили приблизительно только на 0,5 мм, и контрольный лазерный луч был излучен так, чтобы пройти десять раз вдоль по имеющей по существу круглую форму зоне сканирования, имеющей радиус приблизительно 1,0 мм. В то же время, отраженный световой луч, включающий в себя отраженный свет сварочного лазерного луча, который был отражен от ванны расплава обрабатываемых деталей, свет паров, вызванный плавлением и испарением обрабатываемых деталей, свет теплового излучения, излученный из ванны расплава обрабатываемых деталей, и подобные, был принят, и отраженный световой луч, включающий в себя отраженный свет контрольного лазерного луча, который был отражен ванной расплава обрабатываемых деталей, свет паров, свет теплового излучения, и подобные был принят. Отраженный световой луч, принятый таким образом, был преобразован в электрический сигнал, и интенсивность данного сигнала была измерена. Следует отметить, что, в отраженном световом луче, в частности, интенсивность сигнала света паров (света плазмы), вызванных плавлением и испарением обрабатываемых деталей, в ходе этого эксперимента была измерена.
Результаты оценки взаимосвязи между изменением интенсивности отраженного светового луча и сварочным состоянием сварного участка в соответствии с контрольным образцом
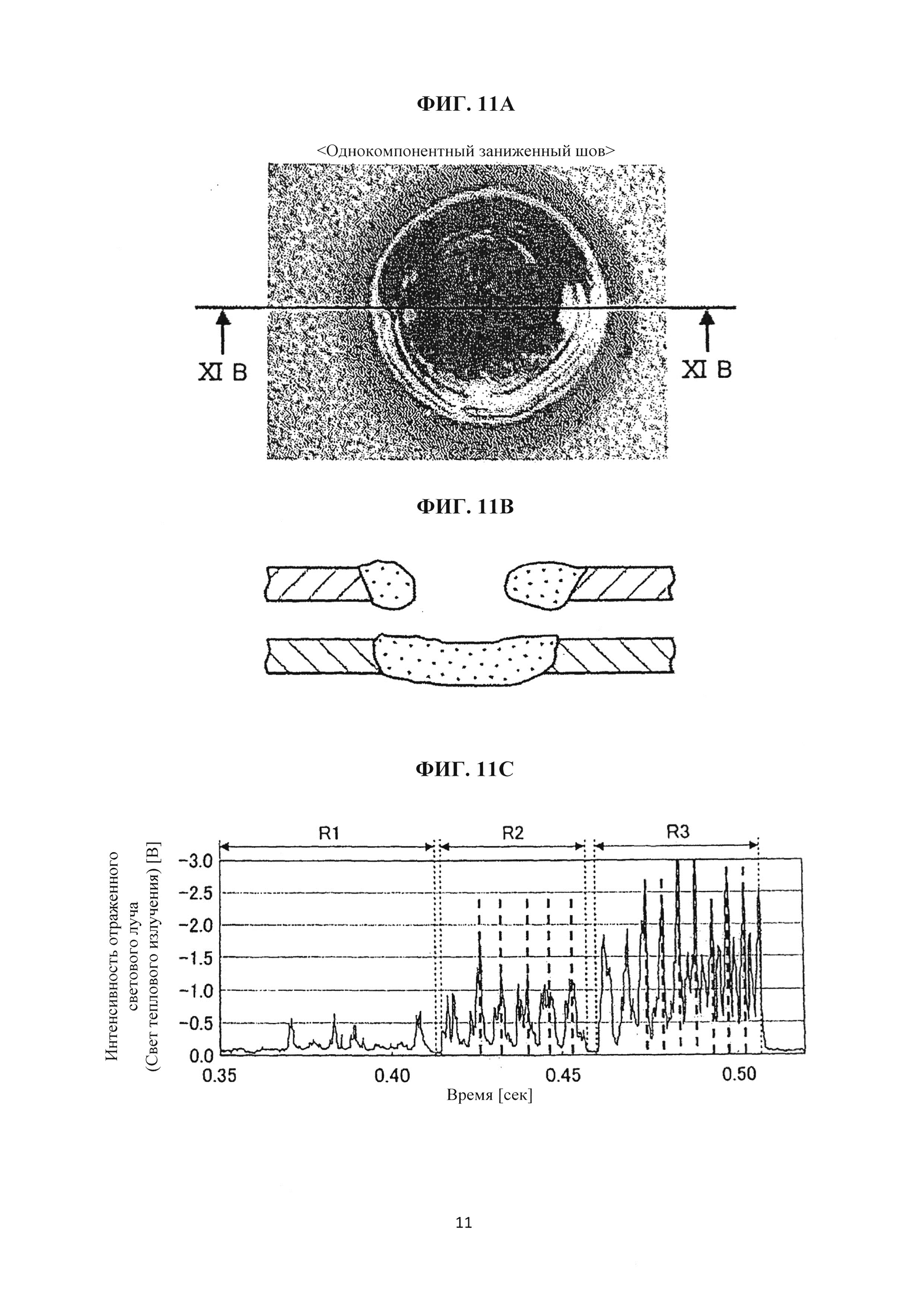
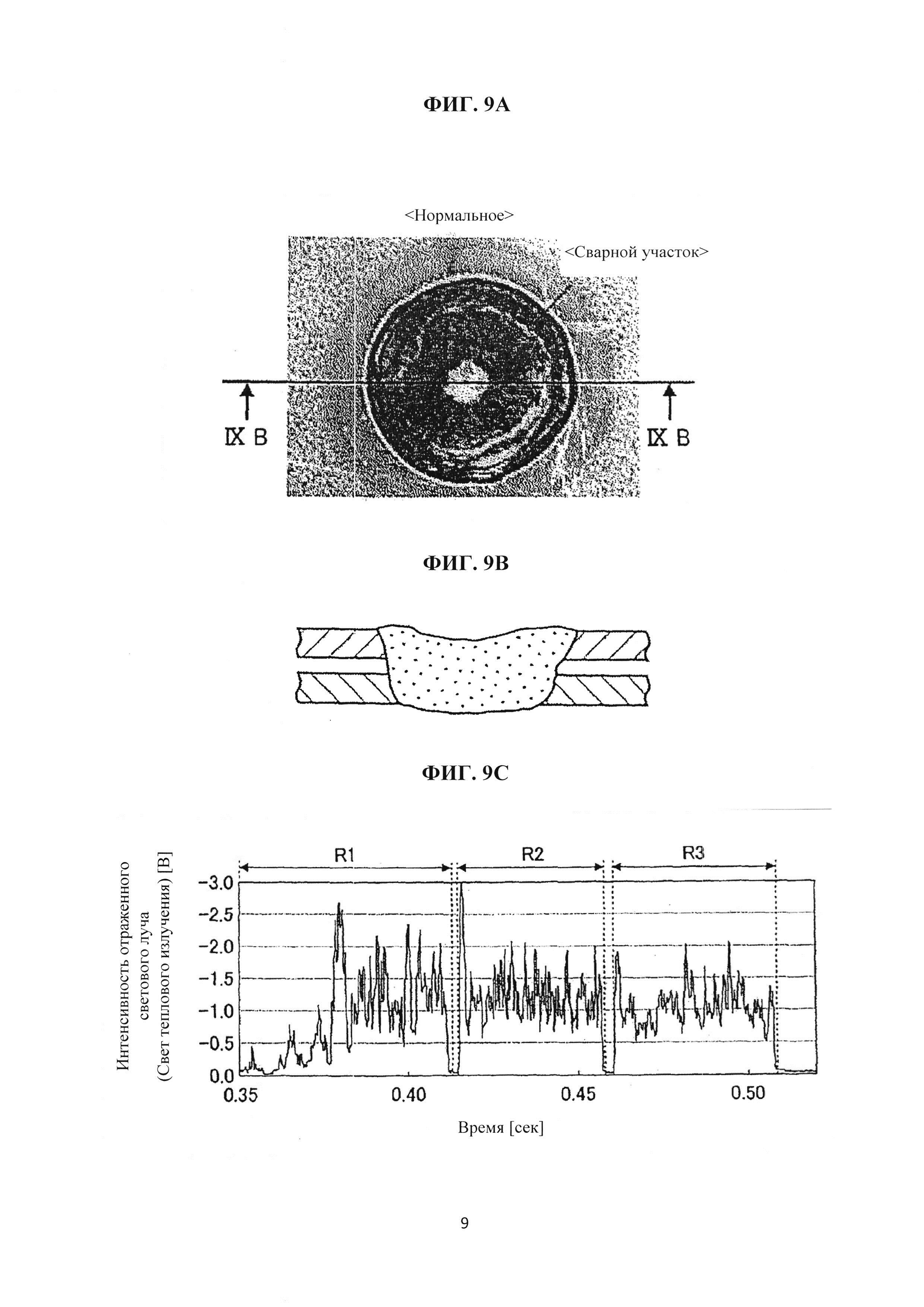
[0054] Фиг. 9А представляет собой вид сверху, укрупняющий и иллюстрирующий сварной участок контрольного образца в соответствии с примером 1, фиг. 9В представляет собой вид, взятый по стрелке IXB-IXB с фиг. 9А, и фиг. 9С представляет собой вид, иллюстрирующий интенсивность отраженного светового луча в контрольном образце в соответствии с примером 1 во временной последовательности. Далее, фиг. 10 представляет собой вид сверху, укрупняющий и иллюстрирующий сварной участок контрольного образца в соответствии с примером 2, фиг. 10В представляет собой вид, взятый по стрелке ХВ-ХВ с фиг. 10А, и фиг. 10С представляет собой вид, иллюстрирующий интенсивность отраженного светового луча в контрольном образце в соответствии с примером 2 во временной последовательности. Кроме того, фиг. 11A представляет собой вид сверху, укрупняющий и иллюстрирующий сварной участок контрольного образца в соответствии с примером 3, фиг. 11В представляет собой вид, взятый по стрелке XIB-XIB с фиг. 11А, и фиг. 11С представляет собой вид, иллюстрирующий интенсивность отраженного светового луча контрольного образца в соответствии с примером 3 во временной последовательности.
[0055] Как показано на фиг. 9А-9С, в контрольном образце примера 1 (сварочное состояние нормальное), не обнаружено периодичности в изменении интенсивности отраженных световых лучей, измеренных в зоне R1 (0,35 до приблизительно 0,41 сек), в которой сварочный лазерный луч был излучен, в зоне R2 (приблизительно от 0,41 до приблизительно 0,46 сек), в которой контрольный лазерный луч был излучен вдоль зоны сканирования, имеющей радиус приблизительно 1,5 мм, и в зоне R3 (приблизительно 0,46 до приблизительно 0,51 сек), в которой контрольный лазерный луч был излучен вдоль зоны сканирования, имеющей радиус приблизительно 1,0 мм.
[0056] Тем временем, как показано на фиг. 10А-10С, в контрольном образце примера 2 (дырчатый сварной шов, в котором две обрабатываемые детали были расплавлены и занижены), была найдена периодичность в изменении интенсивности отраженных световых лучей, измеренных в зоне R1, в которой был излучен сварочный лазерный луч, и в зонах R2, R3, в которых был излучен контрольный лазерный луч.
[0057] Кроме того, как показано на фиг. 11А-11C, в контрольном образце примера 3 (однокомпонентный заниженный сварной шов, в котором одна из двух обрабатываемых деталей была расплавлена и занижена), не было обнаружено периодичности в изменении интенсивности отраженного светового луча, измеренной в зоне R1, в которой был излучен сварочный лазерный луч, однако периодичность была обнаружена в изменении интенсивности отраженных световых лучей, измеренных в зонах R2, R3, в которых был излучен контрольный лазерный луч.
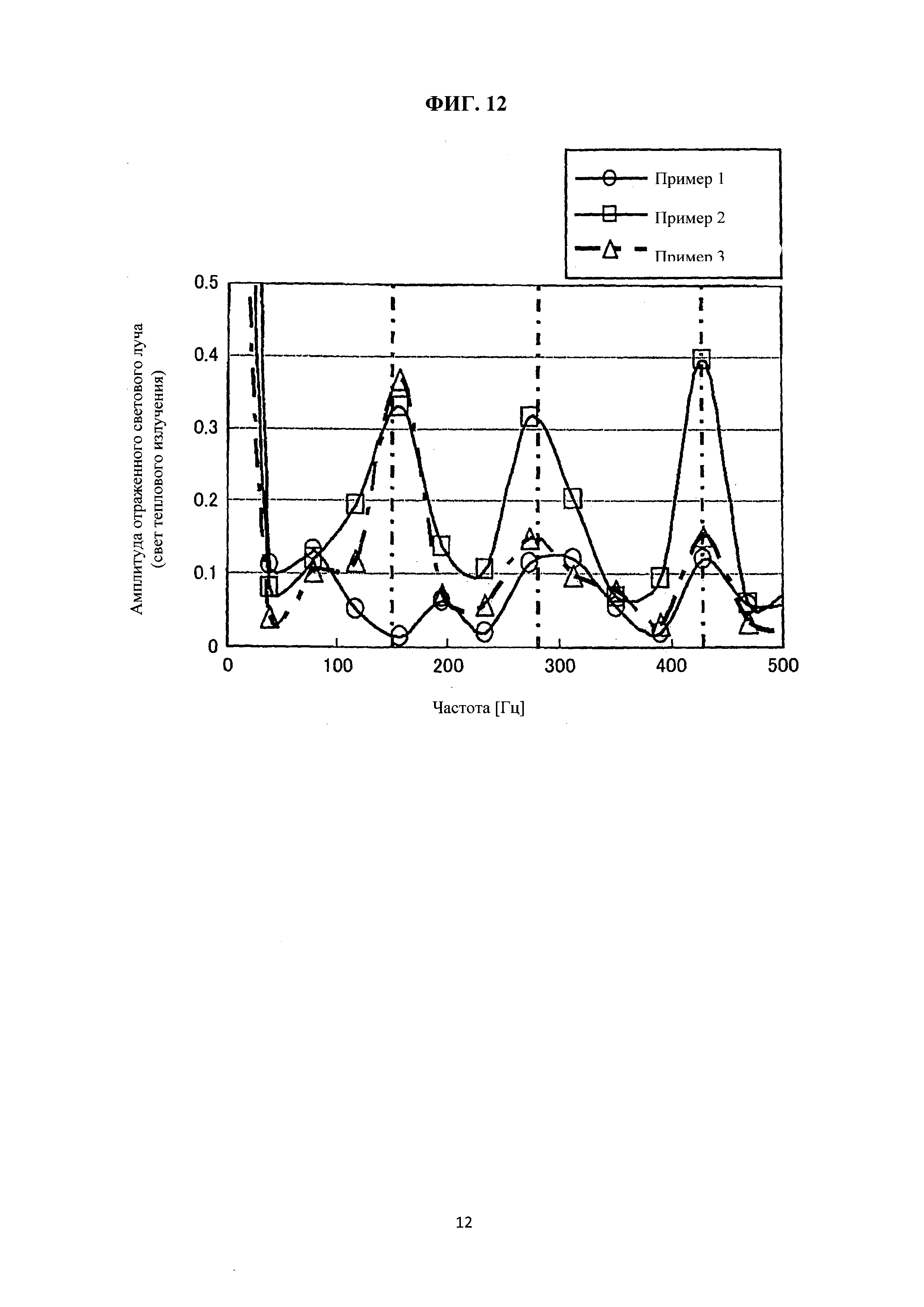
[0058] Кроме того, фиг. 12 представляет собой вид, иллюстрирующий взаимосвязь между частотой и амплитудой во время, когда быстрое преобразование Фурье было выполнено для интенсивности отраженного светового луча, измеренной в зоне R2 (приблизительно 0,41 до приблизительно 0,46 сек), в которой контрольный лазерный луч был излучен на контрольный образец в соответствии с каждым из примеров 1-3.
[0059] Как показано на фиг. 12, в контрольном образце примера 1 (сварочное состояние нормальное), большой пик амплитуды не был обнаружен. Тем не менее в контрольном образце примера 2 (дырчатый сварной шов), большие пики амплитуд были обнаружены на частотах, кратных приблизительно 141 Гц, и в контрольном образце примера 3 (однокомпонентный заниженный сварной шов), большой пик амплитуды был обнаружен на частоте приблизительно 141 Гц. Следует отметить, что частота (приблизительно 141 Гц), на которой пики амплитуд были обнаружены в контрольных образцах примеров 2 и 3, в целом соответствует частоте сканирования (1/(1,5 мм × 2 × 3.14/(80000 мм/60 сек)) Гц) контрольного лазерного луча при скорости сканирования 80 м/мин в то время, когда контрольный лазерный луч был излучен вдоль зоны сканирования, имеющей радиус приблизительно 1,5 мм.
[0060] Этим экспериментальным результатом было продемонстрировано следующее: посредством простого и удобного способа определения периодичности изменения интенсивности отраженного светового луча, принятого в то время, когда сварочный лазерный луч излучается вдоль зоны сварки или в то время, когда контрольный лазерный луч излучается вдоль зоны сканирования, можно с точностью проконтролировать сварочное состояние сварного участка, включающее в себя плохую сварку, такую как, например, усадку при сварке, при которой сварной валик не заполняет зазор между обрабатываемыми деталями, несоединенный сварной шов, в котором обрабатываемые детали не соединяются одна с другой, заниженный сварной шов, когда занижен валик, расплавленный сварной шов, в котором случайным образом исчезает валик из-за колебаний теплового баланса, дырчатый сварной шов, и подобную.
[0061] Кроме того, автором (авторами) настоящего изобретения было также обнаружено, что уровень жидкости ванны расплава, образованной в обрабатываемых деталях с помощью излучения сварочного лазерного луча, периодически вибрирует, и даже в случае, когда сварочное состояние сварного участка нормальное, интенсивность отраженных световых лучей, измеренных в зоне R1, в которой излучается сварочный лазерный луч, и в зонах R2, R3, в которых излучается контрольный лазерный луч, периодически меняется.
[0062] Ввиду этого, автор (авторы) настоящего изобретения рассчитали уникальную частоту ванны расплава на основе поверхностного натяжения и плотности обрабатываемых деталей в расплавленном состоянии, размера и толщины ванны расплава, образованной в обрабатываемых деталях, и т.д. Скорость сканирования контрольного лазерного луча была отрегулирована так, чтобы период сканирования контрольного лазерного луча, был согласован с уникальным периодом изменения интенсивности отраженных световых лучей, рассчитанным из уникальной частоты ванны расплава, и контрольный лазерный луч был излучен на обрабатываемые детали.
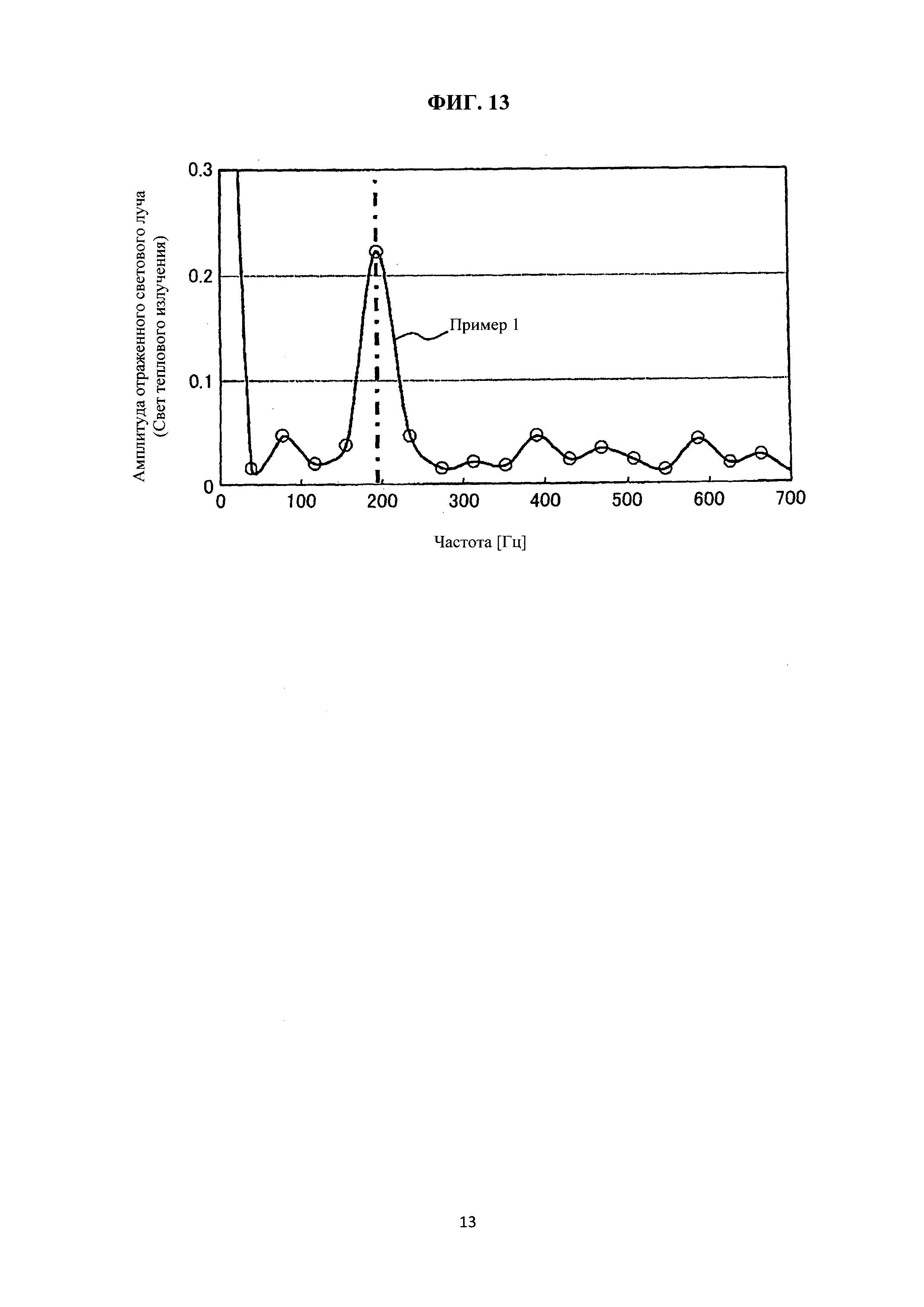
[0063] Фиг. 13 представляет собой вид, иллюстрирующий взаимосвязь между частотой и амплитудой во время, когда контрольный лазерный луч был излучен на ванну расплава в примере 1 (сварочное состояние нормальное), в уникальный период изменения интенсивности отраженного светового луча, и быстрое преобразование Фурье было выполнено для интенсивности отраженного светового луча (в частности, свету теплового излучения, излученного из ванны расплава обрабатываемых деталей), измеренной в зоне R2.
[0064] Как показано на фиг. 13, даже в случае, когда сварочное состояние сварного участка было нормальным, когда быстрое преобразование Фурье было выполнено для интенсивности отраженного светового луча, измеренной в зоне R2, большой пик амплитуды был обнаружен на особой частоте (приблизительно 195 Гц).
[0065] В данном экспериментальном результате, когда сварочный лазерный луч или контрольный лазерный луч излучается в этот уникальный период изменения интенсивности отраженного светового луча, которую получают, когда сварочное состояние сварного участка нормальное, и быстрое преобразование Фурье выполняется для интенсивности измеренного отраженного светового луча, представляется возможным выделить уникальную частоту (т.е., приблизительно 195 Гц) изменения интенсивности отраженного светового луча в случае, когда сварочное состояние сварного участка нормальное. В результате, продемонстрировано, что может быть определена только частота, вызванная плохим сварочным состоянием сварного участка, и сварочное состояние сварного участка может быть с точностью проконтролировано.
[0066] Таким образом, варианты осуществления настоящего изобретения описаны со ссылкой на чертежи, однако конкретные конфигурации настоящего изобретения не ограничены вышеописанными вариантами осуществления. Даже если есть изменения в конструкции и подобном в рамках объема и концепции настоящего изобретения, они включаются в настоящее изобретение.
Устройство управления разрядкой для вторичной батареи
Устройство дифференциала
Устройство для очистки выхлопного газа двигателя внутреннего сгорания
Устройство управления амортизацией колебаний в транспортном средстве и транспортное средство, оснащенное устройством управления амортизацией колебаний
Контроллер для двигателя внутреннего сгорания
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство регулирования теплообмена транспортного средства
Гибридное транспортное средство
Тормозное устройство транспортного средства, подавляющее чрезмерное скольжение колеса в ходе торможения
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство управления разрядкой для вторичной батареи
Устройство дифференциала
Устройство для очистки выхлопного газа двигателя внутреннего сгорания
Устройство управления амортизацией колебаний в транспортном средстве и транспортное средство, оснащенное устройством управления амортизацией колебаний
Контроллер для двигателя внутреннего сгорания
Система очистки выхлопных газов двигателя внутреннего сгорания
Устройство регулирования теплообмена транспортного средства
Гибридное транспортное средство
Тормозное устройство транспортного средства, подавляющее чрезмерное скольжение колеса в ходе торможения
Система очистки выхлопных газов двигателя внутреннего сгорания

