Результат интеллектуальной деятельности: ХОДОВАЯ ПРУЖИНА ЧАСОВ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к ходовой пружине часов и, в частности, к ходовой пружине, встраиваемой в корпус.
Уровень техники
Известно приваривание стяжки к ходовой пружине или пусковой пружине для ограничения перемещения пружины в ее корпусе при ее удлинении. Однако в силу того, что пружины, а в особенности пусковые пружины, имеют очень малые размеры, затрудняется изготовление стяжек таких малых размеров и их прикрепление к полосам таких малых размеров.
Раскрытие изобретения
Целью настоящего изобретения является устранение всех или части вышеупомянутых недостатков путем разработки способа упрощения этапов производства ходовых пружин малых размеров при существенном снижении объема отходов.
Для этой цели в соответствии с первым вариантом изобретение относится к ходовой пружине, включающей свернутую металлическую полосу, отличающейся тем, что ходовая пружина включает внешний виток, имеющий участок повышенной толщины между началом внешнего витка и перед свободным концом внешнего витка, который формирует стяжку, являющуюся единой деталью с полосой.
Отсюда понятно, что проблемы, вызванные малыми размерами стяжки, устраняются за счет использования конструкции в виде единой детали. Кроме того, стяжка всегда идеально устанавливается в заданное положение относительно полосы ходовой пружины.
В соответствии со вторым вариантом изобретение относится к ходовой пружине, включающей свернутую металлическую полосу, отличающуюся тем, что ходовая пружина включает внешний виток, имеющий участок повышенной толщины, составляющий единую деталь с полосой, между началом внешнего витка и перед свободным концом внешнего витка, который формирует основание, и тем, что по меньшей мере одна вторая полоса, формирующая стяжку, составляющую единое целое с полосой, идет от участка повышенной толщины, формирующего основание.
В соответствии с другими предпочтительными признаками изобретения:
- указанная по меньшей мере одна полоса сформирована относительно толщины и/или высоты участка повышенной толщины;
- указанная по меньшей мере одна вторая полоса имеет постоянную толщину и/или постоянную высоту;
- указанная по меньшей мере одна вторая полоса имеет непостоянную толщину и/или непостоянную высоту;
- толщина участка повышенной толщины является повышенной относительно толщины и/или высоты полосы;
- участок повышенной толщины включает постоянную толщину и/или постоянную высоту;
- участок повышенной толщины имеет непостоянную толщину и/или непостоянную высоту;
- ходовая пружина включает внутренний виток с проушиной и/или крючком и/или цангой, являющейся частью полосы;
- ходовая пружина сформирована на основе сплава никеля и фосфора.
Кроме того, изобретение относится к часам, отличающимся тем, что они включают ходовую пружину по любому из предыдущих вариантов.
И, наконец, изобретение относится к способу изготовления ходовой пружины, включающему следующие этапы:
a) формирование формы на подложке;
b) электролитическое формование в форме свернутой металлической полосы, включающей внешний виток, имеющий участок повышенной толщины между началом внешнего витка и перед свободным концом внешнего витка, который формирует стяжку, составляющую единую деталь с полосой;
c) отделение полосы от формы и формирование подложки для формирования ходовой пружины.
Таким образом, понятно, что в данном случае больше нет отдельных этапов изготовления и закрепления стяжки на ходовой пружине. И действительно, стяжка непосредственно формируется одновременно с полосой ходовой пружины.
В соответствии с другими предпочтительными признаками изобретения:
- форма формируется при помощи фотолитографии;
- форма включает несколько уровней, расположенных один поверх другого;
- этапы а) и b) повторяются перед этапом с) для формирования нескольких уровней, расположенных один поверх другого.
Краткое описание чертежей
Прочие признаки и преимущества станут очевидны из нижеследующего описания, приводимого в качестве не накладывающей ограничений иллюстрации, со ссылками на прилагаемые чертежи, на которых:
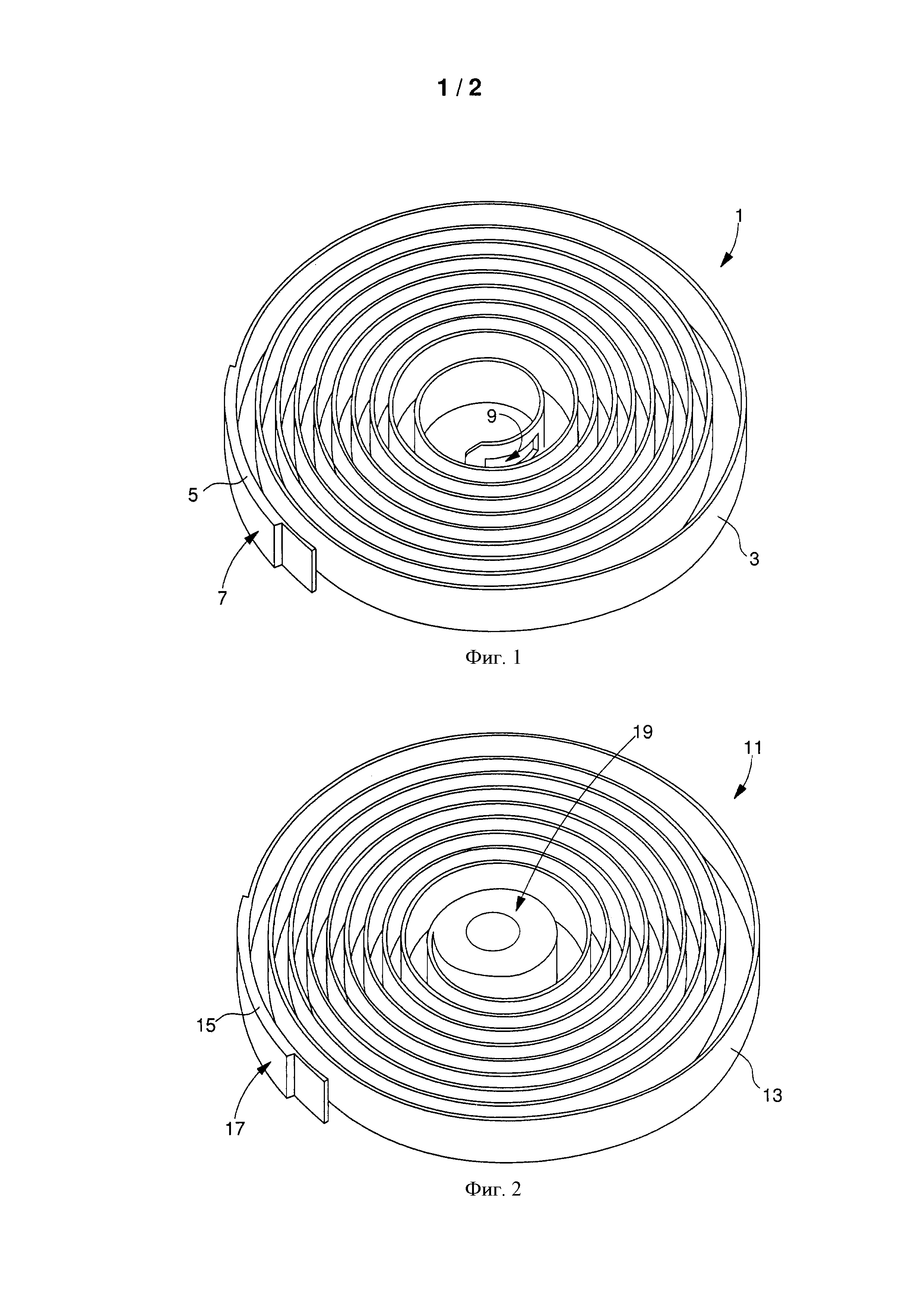
Фиг. 1 - схема ходовой пружины в соответствии с первым вариантом осуществления изобретения;
Фиг. 2 - схема ходовой пружины в соответствии со вторым вариантом осуществления изобретения;
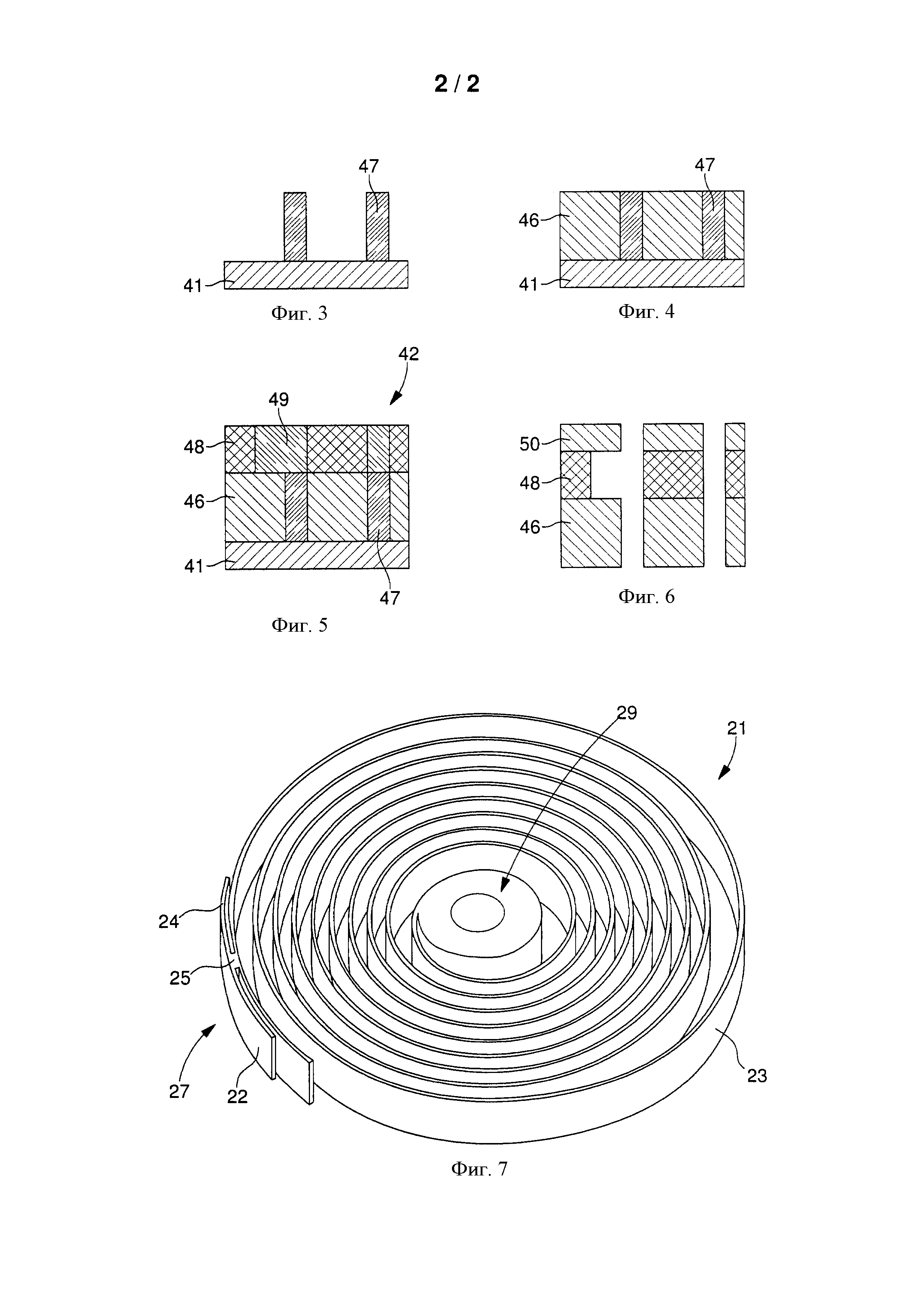
Фиг. 3-6 - схемы последовательных этапов способа изготовления ходовой пружины по изобретению;
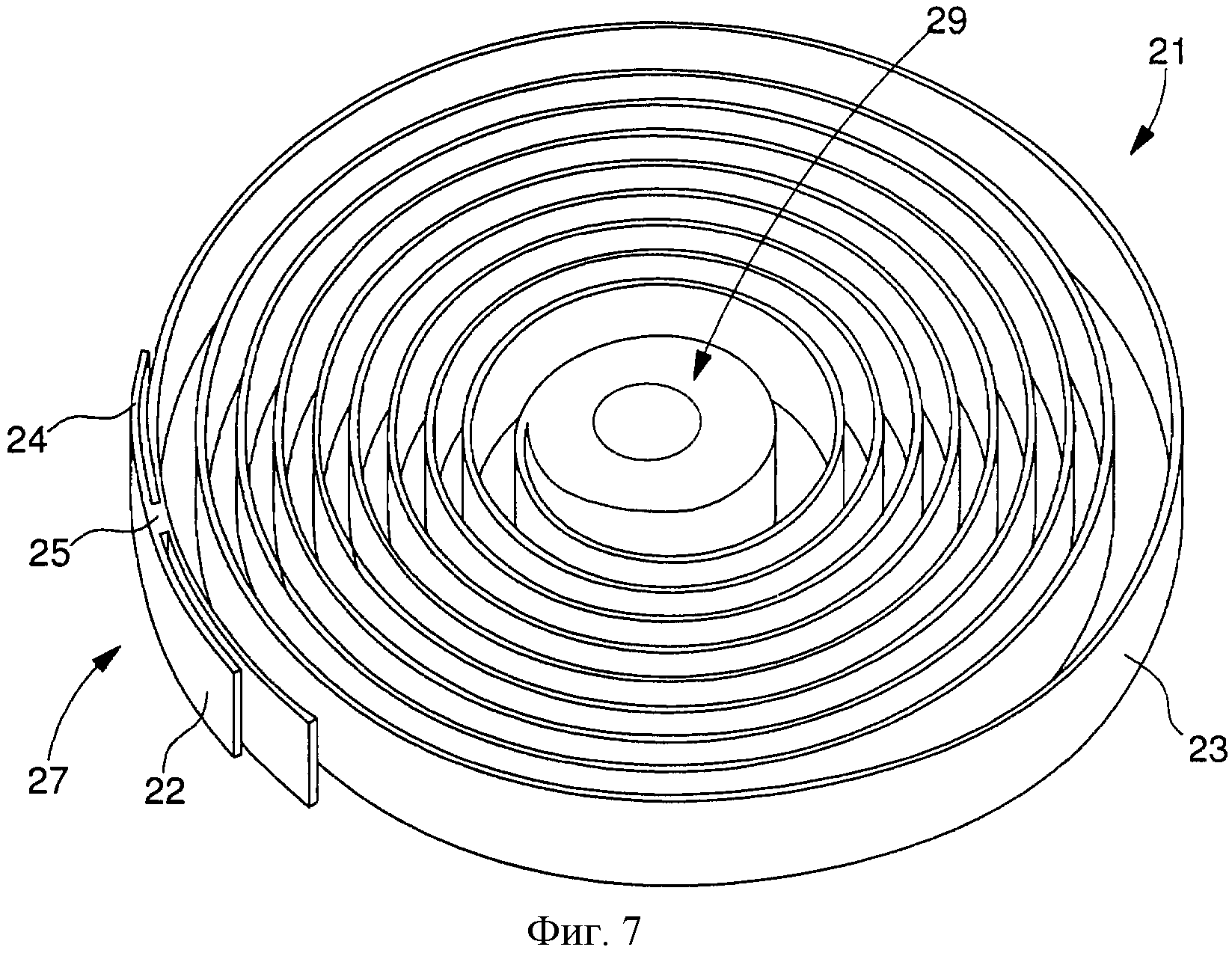
Фиг. 7 - схема ходовой пружины в соответствии с третьим вариантом осуществления изобретения.
Осуществление изобретения
Изобретение относится к ходовой пружине, такой как пружина для механизма хода или пуска часов. Очевидно, что изобретение может применяться и в других устройствах, в которых требуется ходовая пружина, например в автоматических устройствах.
В первом варианте осуществления изобретения, показанном на Фиг. 1, ходовая пружина 1 включает свернутую металлическую полосу 3. Кроме того, полоса 3 включает участок 5 повышенной толщины на одной части внешнего витка, формирующий стяжку 7, являющуюся единой деталью с полосой 3. Как показано на Фиг. 1, участок 5 повышенной толщины проходит в радиальном направлении по существу без изменения толщины к наружной стороне ходовой пружины 1, т.е. внутренняя сторона внешнего витка может по-прежнему скользить по внешней стороне остальной части полосы 3. Кроме того, участок 5 повышенной толщины сформирован между началом внешнего витка и перед свободным краем внешнего витка, т.е. свободный конец внешнего витка включает по существу такое же сечение, что и остальной неутолщенный внешний виток. Отсюда понятно, что проблемы, вызванные малыми размерами стяжки 7, устраняются за счет использования конструкции в виде единой детали. Кроме того, стяжка 7 всегда идеально устанавливается в требуемое положение относительно полосы 3 ходовой пружины 1.
В примере, показанном на Фиг. 1, полоса 3 ходовой пружины 1 также включает на своем внутреннем витке проушину 9, являющуюся частью полосы 3 и предназначенную для взаимодействия, например, с крючком сердечника. Такая архитектура, как будет разъяснено ниже, обеспечивает большую точность как размеров отверстия проушины 9, так и ее размещения на внутреннем витке полосы 3.
Во втором варианте осуществления изобретения, показанном на Фиг. 2, ходовая пружина 11 включает свернутую металлическую полосу 13. Кроме того, полоса 13 включает участок 15 повышенной толщины на одной части внешнего витка, формирующий стяжку 17, являющуюся единой деталью с полосой 13. Как показано на Фиг. 2, участок 15 повышенной толщины проходит в радиальном направлении по существу без изменения толщины к наружной стороне ходовой пружины 11, т.е. внутренняя сторона внешнего витка может по-прежнему скользить по внешней стороне остальной части полосы 13. Кроме того, участок 15 повышенной толщины сформирован между началом внешнего витка и перед свободным краем внешнего витка, т.е. свободный конец внешнего витка включает по существу такое же сечение, что и остальной неутолщенный внешний виток. Отсюда понятно, что проблемы, вызванные малыми размерами стяжки 17, устраняются за счет использования конструкции в виде единой детали. Кроме того, стяжка 17 всегда идеально устанавливается в требуемое положение относительно полосы 13 ходовой пружины 11.
В примере, показанном на Фиг. 2, полоса 13 ходовой пружины 11 также включает на своем внутреннем витке цангу 19, являющуюся частью полосы 13 и предназначенную для взаимодействия с сердечником или, в более общем случае, с осью вращения. Такая архитектура, как будет разъяснено ниже, обеспечивает большую точность, как размеров отверстия цанги 19, так и ее размещения на внутреннем витке полосы 13.
На Фиг. 3-6 показаны последовательные основные этапы способа изготовления при помощи электролитического формования ходовой пружины 1, 11 по изобретению. Предпочтительно способ включает первый этап, состоящий в установке подложки 41, которая включает электропроводящий верхний слой. Данный слой может быть получен путем осаждения электропроводящего материала на изоляционный материал или путем формирования подложки из электропроводящего материала.
Основные этапы электролитического формования заключаются в формировании формы с последующим заполнением формы материалом, например, при помощи гальванопластики. Данный тип электролитического формования известен под аббревиатурой L.I.G.A., полученной по первым буквам немецкого названия «röntgenLIthographie, Galvanoformung & Abformung» («рентгенолитография, гальванопластика и формование»). Существует несколько типов процессов L.I.G.A., отличающихся тем формируется ли форма с несколькими слоями между каждым процессом гальванопластики, либо форма формируется целиком, а только затем заполняется. В целях разъяснения представленная ниже технология включает формирование каждого уровня, т.е. формировании одного уровня формы с последующим его заполнением перед переходом на следующий уровень. Безусловно, возможно применение любого типа процесса электролитического формования, обеспечивающего формирование состоящей из одной детали ходовой пружины, имеющей по меньшей мере один уровень, как относящихся к процессам типа L.I.G.A, так и не относящихся к ним.
Как показано на Фиг. 3 и 4, на первой фазе из смолы формируется первый уровень 47 формы 42 посредством, например, фотолитографии, как показано на Фиг. 3. Формируется по меньшей мере одна полость, форма которой соответствует конструкции будущей ходовой пружины 1, 11, т.е. пружины со встроенной стяжкой 7, 17 и, возможно, с цангой 19. Затем заполняется первый уровень при помощи электроосаждения металлического материала 46. Безусловно, в случае второго варианта осуществления изобретения одного уровня будет достаточно для формирования будущей ходовой пружины 11 со встроенной стяжкой 17 и, возможно, с цангой 19.
В случае первого варианта осуществления изобретения при необходимости формования нескольких слоев, в частности проушины 9, как показано на Фиг. 5, аналогично тому, как это делается на первой фазе, на второй и третьей фазе, проводится формирование второго и третьего уровня, например, также посредством фотолитографии смолы.
На втором этапе формируется по меньшей мере одно углубление, форма которого соответствует второй форме, т.е. с добавлением материала на будущую полую проушину 9, и которое сообщается с указанной по меньшей мере одной полостью первого уровня 47. Затем заполняется второй уровень при помощи электроосаждения металлического материала 48.
И на завершающем этапе аналогично тому, как это делается на третьей фазе, формируется по меньшей мере, одна вторая полость, форма которой соответствует, например, первой форме первого уровня, т.е. форме полосы 3 со встроенной стяжкой 7, которая сообщается с указанной по меньшей мере одной полостью первого уровня и углублением второго уровня. Затем заполняется третий уровень при помощи электроосаждения металлического материала 50.
После этого только остается отделить ходовую пружину 1, 11 на уровне или уровнях, сформированных таким образом, от подложки 41 и смол 47, 49, как показано на Фиг. 6, для установки ходовой пружины 1, 11, например в часы.
Предпочтительно по изобретению металлический материал 46, 48, 50 осаждается в виде сплава никеля и фосфора (NiP12), в котором фосфор обычно составляет по существу 12%. Применение данного типа сплава для изготовления ходовой пружины было признано удовлетворительным, поскольку он имеет модуль упругости около 90 ГПа и предел упругости около 1700 МПа.
Таким образом, понятно, что в данном случае отсутствуют отдельные этапы изготовления и закрепления стяжки 7, 17 ходовой пружины 1, 11. И действительно, стяжка 7, 17 непосредственно формируется одновременно с полосой 3, 13 ходовой пружины 1, 11. В зависимости от требуемых вариантов осуществления изобретения данное преимущество также распространяется на любые цанги 19 или проушины 9.
Таким образом, очевидно, что уровень брака становится гораздо более удовлетворительным за счет исключения выпуска некачественных стяжек и некачественного крепления стяжки к полосе ходовой пружины. И, наконец, стяжка 7, 17, проушина 9 и/или цанга 19 структурно всегда идеально размещаются в требуемом положении относительно полосы 3, 13.
Безусловно, данное изобретение не ограничивается проиллюстрированным примером, но может подвергаться различным модификациям, и для него могут создаваться различные варианты, которые могут разрабатывать специалисты в данной области техники. В частности, узел проушина 9 - крючок между ходовой пружиной 1 и сердечником корпуса - может быть выполнен зеркально. Таким образом, очевидно, что ходовая пружина 1 может быть снабжена крюком вместо проушины 9.
Кроме того, из описания способа изготовления понятно, что изготовление ходовой пружины подобной пружине 21, показанной на Фиг. 7, больше не представляет сложности. Так, в третьем варианте осуществления изобретения, показанном на Фиг. 7, ходовая пружина 21 включает свернутую металлическую полосу 23. Полоса 23 включает участок 25 повышенной толщины поверх одной части внешнего витка, формирующий стяжку 17, являющуюся единой деталью с полосой 23. Кроме того, полоса 23 ходовой пружины 21 также включает на своем внутреннем витке цангу 29, являющуюся частью полосы 23 и предназначенную для взаимодействия, например, с сердечником или, в более общем случае, с осью вращения.
Как показано на Фиг. 7, участок 25 повышенной толщины проходит в радиальном направлении по существу без изменения толщины к наружной стороне ходовой пружины 21, т.е. внутренняя сторона внешнего витка может по-прежнему скользить по внешней стороне остальной части полосы 23. Участок 25 повышенной толщины сформирован между началом внешнего витка и перед свободным краем внешнего витка, т.е. свободный конец внешнего витка включает по существу такое же сечение, что и остальной неутолщенный внешний виток.
Кроме того, участок 25 повышенной толщины формирует основание для по меньшей мере одной второй полосы 22, 24, формирующей стяжку 27, являющуюся единой деталью с полосой 23. В примере, показанном на Фиг. 7, указанная по меньшей мере одна вторая полоса 22, 24 по меньшей мере частично повторяет внешнюю форму внешнего витка ходовой пружины 21. Таким образом, предпочтительно по изобретению указанная по меньшей мере одна вторая полоса 22, 24 может, например, проходить вдоль половины внешнего витка. Указанная по меньшей мере одна вторая полоса 22, 24 может также включать несколько вторых полос 22, 24, проходящих вдоль секции, и/или направления, и/или траектории, которые могут совпадать или не совпадать с участком 25 повышенной толщины, формирующим ее основание. В примере, показанном на Фиг. 7, например, видно, что участок 25 повышенной толщины, формирующий основание, включает две вторых полосы 22, 24 одинаковой толщины и высоты, но имеющих разные длины, идущие вдоль одного направления, но в противоположные стороны.
Также понятно, что возможно формирование нескольких участков 5, 15, 25 повышенной толщины на одной полосе 3, 13, 23 без усложнения производства ходовой пружины 1, 11, 21.
Кроме того, участок 5, 15, 25 повышенной толщины не следует ограничивать участком, имеющим толщину, большую, чем толщина полосы 3, 13, 23, но он также может иметь большую толщину и/или высоту. Таким образом, в качестве примера участок повышенной толщины может иметь большую высоту, обеспечивающую выборочный упор участка в барабан или в крышку корпуса.
И, наконец, в более общем случае различные элементы 5, 7, 9, 15, 17, 19, 22, 24, 27, 29 каждой ходовой пружины 1, 11, 21 могут комбинироваться друг с другом.
Цельная стабилизирующая деталь и способ ее производства
Составной микромеханический компонент из кремния с металлом и способ изготовления компонента
Способ изготовления биметаллической микроструктуры
Способ изготовления многослойных металлических элементов с помощью процессов, использующих ультрафиолетовое излучение
Способ изготовления микромеханического компонента
Система шестерен для часов
Устройство для радиального зажима детали в часах
Устройство для радиального зажима детали в часах
Способ изготовления металлической микроструктуры и микроструктура, полученная указанным способом
Термокомпенсированная пружина и способ ее изготовления
Цельная стабилизирующая деталь и способ ее производства
Составной микромеханический компонент из кремния с металлом и способ изготовления компонента
Способ изготовления биметаллической микроструктуры
Способ изготовления многослойных металлических элементов с помощью процессов, использующих ультрафиолетовое излучение
Способ изготовления микромеханического компонента
Система шестерен для часов
Устройство для радиального зажима детали в часах
Устройство для радиального зажима детали в часах
Способ изготовления металлической микроструктуры и микроструктура, полученная указанным способом
Термокомпенсированная пружина и способ ее изготовления

