Результат интеллектуальной деятельности: СПОСОБ ПОВЫШЕНИЯ ЖЕСТКОСТИ МЕТАЛЛИЧЕСКОЙ УСИЛИВАЮЩЕЙ ДЕТАЛИ И МЕТАЛИЧЕСКАЯ УСИЛИВАЮЩАЯ ДЕТАЛЬ ТУРБОМАШИНЫ
Вид РИД
Изобретение
Настоящее изобретение касается способа повышения жесткости металлической усиливающей детали турбомашины, выполненной соединением двух частей, например, диффузионной сваркой. Для уменьшения веса и стоимости лопаток вентилятора турбомашины последние обычно выполняют из композитного материала. Лопатки вентилятора должны противостоять напряжениям и значительным ударам, вызываемым скоростью их вращения и столкновениями с частицами или посторонними телами, способными проникнуть в поток воздуха. Для этого композитные лопатки защищены на уровне их передних и/или задних кромок металлическими усиливающими деталями, приклеенными на лопасти лопаток.
Документ ЕР 1574270-А1, принадлежащий Заявителю, описывает способ изготовления усиливающих деталей диффузионной сваркой и суперпластическим формованием SPF/DB (Super Plasting Forming/Diffusion Bonding), включающий операции:
- сварки двух листов между собой диффузионной сваркой для получения заготовки, при этом часть листов покрыта антидиффузионным составом для исключения сварки в определенных зонах;
- изгиба и скручивания заготовки,
- надувания заготовки для ее суперпластического формирования,
- разрезания заготовки для получения усиления.
Этот способ не позволяет точно контролировать внутреннюю форму полости усиления. В частности, зоны соединения листов образуют зоны концентрации напряжений и инициирования разрыва, разрушающего усиление.
Существует необходимость улучшения механической прочности усиливающей детали для защиты лопаток из композитного материала от попадания внутрь тяжелых посторонних предметов, таких как птицы, без значительного увеличения массы усиливающей детали.
Задачей изобретения является, в частности, простое, эффективное и экономичное решение этой проблемы.
Для решения задачи предлагается способ повышения жесткости металлической усиливающей детали, предназначенной для установки на передней или задней кромке композитной лопатки вентилятора турбореактивного или турбовинтового двигателя самолета, выполненной соединением двух частей, включающий следующие операции:
- выполняют по меньшей мере одну полость в каждой из соединительных поверхностей двух частей детали,
- укладывают по меньшей мере частично усилительные средства удлиненной формы в упомянутой полости,
- соединяют два металлических усилительных листа детали диффузионной сваркой.
Установка усилительных средств в детали позволяет улучшить ее механические характеристики без значительного увеличения ее массы. Предпочтительно усилительные средства содержат, по меньшей мере, пучок усилительных волокон, окруженных оболочкой для удержания и защиты волокон.
Оболочка позволяет удержать волокна в нужном положении полости и исключить их разрыв при соединении двух частей.
В соответствии с характеристикой изобретения волокна являются керамическими, например, из карбида кремния.
Оболочка и детали могут быть металлическими, например, из сплава на основе титана, а волокна могут быть покрыты металлическим материалом, например сплавом на основе титана.
Предпочтительно покрытие волокон, оболочки и двух деталей выполнено из одного материала, а обе детали соединены диффузионной сваркой таким образом, что после диффузии деталь представляет собой гомогенную металлическую основу, в которую вставлены усилительные волокна.
В соответствии с вариантом осуществления изобретения оболочка выполнена путем тканья волокон, которые имеют ту же природу, что и волокна усиления либо иную природу.
Перед установкой в упомянутую полость одной из частей средства усиления могут быть отформованы для принятия формы этой полости. Это облегчает установку на место средств усиления в полости перед соединением частей.
Для облегчения установки пучка волокон в оболочку сечение пучка волокон может быть меньше или равно 95% сечения оболочки. Изобретение может использоваться для других деталей турбомашины, таких как, например, кожухи с усиленными зонами.
Изобретение касается, кроме того, металлической усиливающей детали турбомашины, полученной вышеуказанным способом, причем указанная металлическая усиливающая деталь содержит усилительные средства, расположенные на сердцевине детали в полостях соединительных поверхностей двух металлических усилительных листов детали. В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
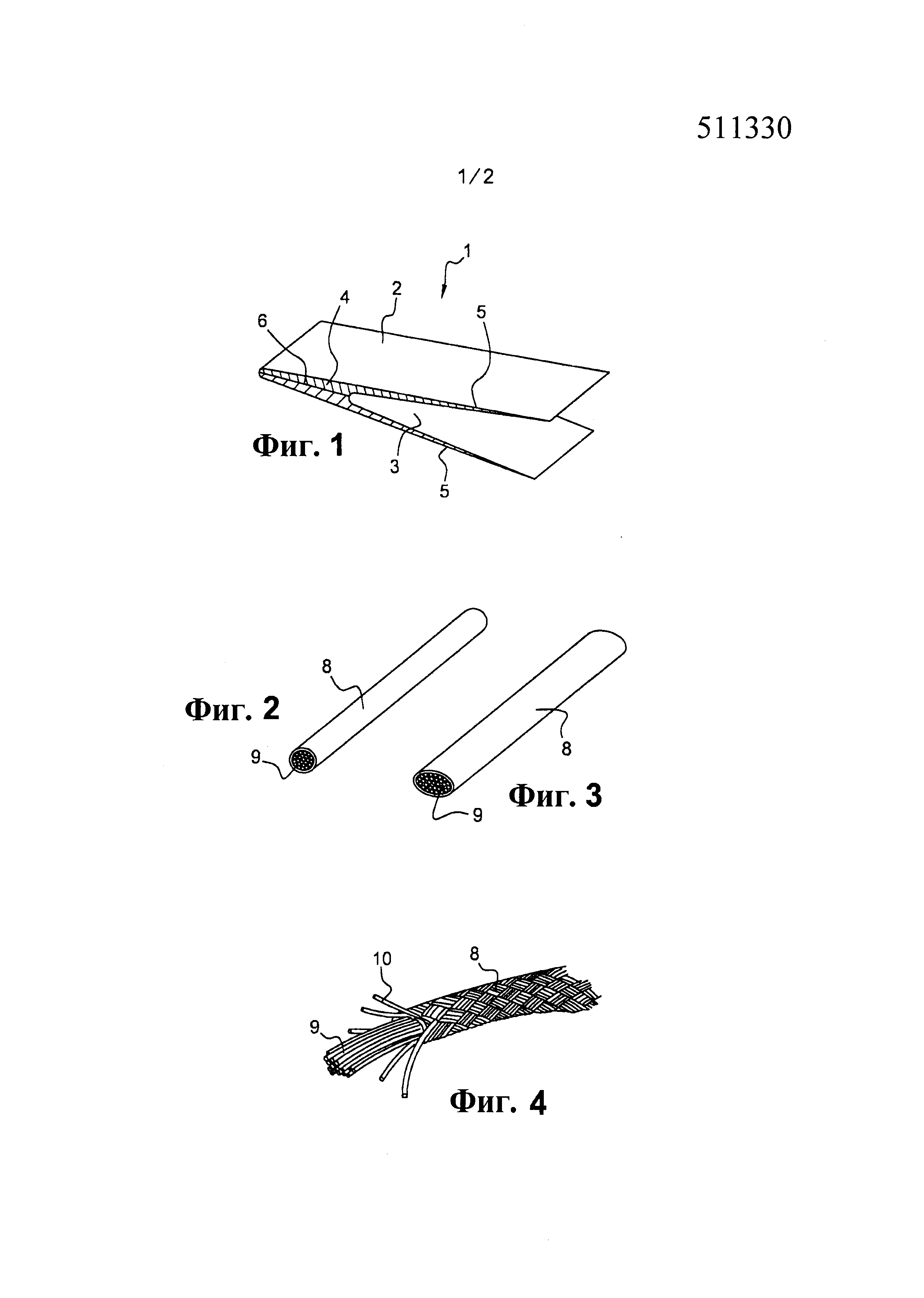
- фиг. 1 изображает вид в изометрии части усиливающей детали, устанавливаемой на передней кромки или задней кромки лопатки турбомашины, выполненной соединением двух листов по известному уровню техники;
- фиг. 2-4 схематично изображают виды части усилительных средств в соответствии с тремя вариантами осуществления изобретения,
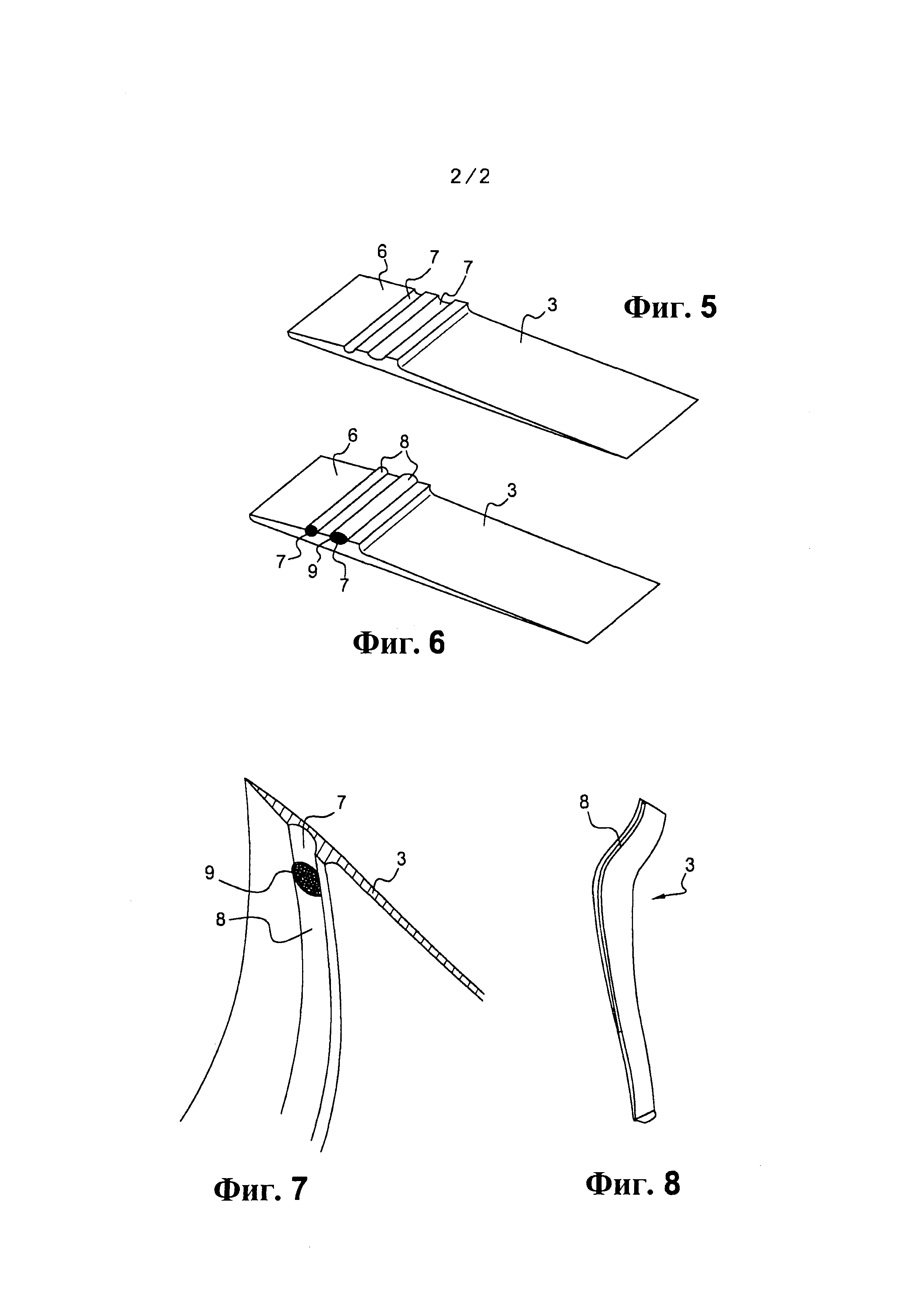
- фиг. 5 изображает вид в изометрии части одного из листов по изобретению перед установкой усилительных средств,
- фиг. 6 изображает вид, соответствующий фиг. 5, после установки усилительных средств,
- фиг. 7 изображает вид в изометрии части одного из листов, в которую вставлены усилительные средства,
- фиг. 8 схематично изображает вид листа, в который вставлены усилительные средства.
Фиг. 1 изображает металлическую усиливающую деталь 1 из известного уровня техники, выполненную путем соединения двух листов 2, 3. Усиливающая деталь 1 предназначена для установки на передней кромке или на задней кромке композитной лопатки вентилятора турбореактивного двигатель или турбовинтового двигателя самолета. Усиливающая деталь 1 имеет профилированную форму и содержит спереди массивную часть 4, продолженную двумя губками 5, предназначенными для наложения и приклеивания соответственно на внутреннюю поверхность и спинку лопатки вентилятора из композитного материала. Лопатки вентилятора из композитного материала выполнены обычным способом типа RTM ("Resin Transfer Moulding").
Каждый усилительный лист 1 содержит соединительную поверхность 6, предназначенную для наложения на поверхность идентичного соединения другого листа в процессе их соединения. Когда оба металлических усилительных листа 2, 3 выполнены из одного материала, например из сплава титана, и соединены между собой диффузионной сваркой, материал одного из листов может диффундировать в другой лист, и наоборот, таким образом, что плоскость соединения двух листов после соединения невидима или мало заметна.
Хотя только малая часть усиления 1 представлена на фиг. 1, усиливающая деталь простирается по всей длине лопатки (которая обычно составляет от 0,5 до 1 метра) и принимает форму профиля последней. Хотя такая лопатка может быть изогнута и скручена, усиливающая деталь 1 должна совмещаться с передней кромкой или задней кромкой соответствующей лопатки.
Изобретение направлено на улучшение механических характеристик усиливающей детали 1.
Для этого полости 7 выполнены, например, механической обработкой или штамповкой в поверхностях соединения 6 листов 2, 3 усиливающей детали на большей части длины листов 2, 3 (см. фиг. 5-7). Эти полости 7 выполнены в зонах, предназначенных для образования после соединения массивной части 4 усиливающей детали 1.
Одна или несколько полостей 7 могут быть выполнены в каждой из соединительных поверхностей металлических усилительных листов 2, 3 усиливающей детали, при этом полости 7 расположены напротив одни других после соединения упомянутых металлических усилительных листов 2, 3.
Усиливающая деталь 1 дополнительно содержит одну или несколько оболочек 8, внутрь которых вставлены один или несколько пучков волокон 9, при этом система предназначена для того, чтобы принимать форму одной или нескольких полостей 7 перед введением в одну или несколько полостей 7 металлических усилительных листов 2, 3 усиливающей детали.
На фиг. 5-6 части усиливающей детали, выполненные в виде металлических усилительных листов 2, 3, являются, по существу, плоскими. Эти металлические усилительные листы 2, 3 включают изогнутые зоны или части, изображенные на фиг. 7 и 8. Сечение оболочки 8 может быть, например, кольцевым (фиг. 2) или овальным (фиг. 3), при этом внутренний диаметр оболочки 8 составляет от 3 до 12 мм.
Волокна 9, оболочка 8 и полости 7 простираются вдоль усиливающей детали 1 по длине, составляющей от 0,5 до 1 м.
Волокна 9 выполнены из керамики, например карбида кремния (SiC), и покрыты сплавом на основе титана, например, способом нанесения покрытия, известным, в частности, из документа WO-A1-2010/136687. Оболочка 8 и металлические усилительные листы 2, 3 усиливающей детали также выполнены из сплава на основе титана. Эти элементы, например, изготовлены из TA6V, Т40 или TA3V2.5.
В качестве варианта, оболочка 8 выполнена тканьем волокон 10 той же природы, что и волокна усиления 9 или иной природы. Волокна 10, служащие для тканья оболочки 8, выполнены из сплава на основе титана или из карбида кремния.
Сечение пучка волокон 9 выбирают меньшим или равным 95% сечения оболочки 8, так чтобы пучок мог быть легко вставлен внутрь оболочки 8 .
По мере размещения одной или нескольких оболочек в одной или нескольких соответствующих полостях 7 одного 3 из металлических усилительных листов 2, 3 усиливающей детали волокна удерживаются в оболочке 8, причем оба металлических усилительных листа 2, 3 могут быть соединены между собой их соединительными плоскостями 6. Оболочки 8, таким образом, вставляются в полости 7 другого листа 7. Целостность волокон 9 сохраняется оболочками 8, которые их защищают и удерживают в процессе соединения.
При этом соединении оба металлических усилительных листа 2, 3 усиливающей детали свариваются между собой диффузионной сваркой, при этом соединение может быть также выполнено изостатическим прессованием в горячем состоянии вокруг сердечника. Эти способы известны из предшествующего уровня техники и в данном случае не рассматриваются. В частности, в документе ЕР 1574270, принадлежащем Заявителю, описан способ изготовления усиливающей детали, включающий операцию диффузионной сварки.
В процессе диффузионной сварки титан, имеющийся в покрытии волокон 9, в одной или нескольких оболочках 8 и в металлических усилительных листах 2, 3 усиливающей детали, диффундирует из одного элемента в другой таким образом, что после диффузии усиливающая деталь 1 содержит гомогенную металлическую основу, в которую вставлены волокна 9. Это придает усилению 1 механические свойства, повышенные примерно на 50% по сравнению с механическими свойствами усиливающей детали из известного уровня техники.
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала
Герметизирующее устройство для масляной камеры турбореактивного двигателя
Способ получения мартенситной стали со смешанным упрочнением
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала

