Результат интеллектуальной деятельности: Шихта порошковой проволоки
Вид РИД
Изобретение
Изобретение относится к сварочному производству, в частности к производству порошковой проволоки, и может быть использовано при наплавке рабочих поверхностей деталей металлургического оборудования, к которым предъявляются повышенные требования по твердости и износостойкости.
Известна шихта порошковой проволоки [1], преимущественно для механизированной износостойкой плазменной наплавки в азотсодержащих защитных газовых смесях, содержащая углерод, хром, молибден, вольфрам, ванадий, алюминий, железо и кремнефтористый натрий при соотношении компонентов, мас.%:
|
Недостатками данной шихты порошковой проволоки являются:
- пониженные механические свойства наплавленного металла, в частности износостойкость и твердость, за счет недостаточной легированности остаточного аустенита;
- плохая устойчивость горения дуги в связи с отсутствием в шихте элементов, облегчающих ионизацию в столбе дуги;
- низкое качество наплавленного металла в связи с порообразованием, связанным с повышенным содержанием водорода;
- возможность образования холодных трещин в процессе многослойной наплавки из-за недостаточного количества стабилизированного аустенита в процессе наплавки и повышенного содержания водорода;
- высокая стоимость процесса наплавки за счет использования дорогостоящих материалов в значительных количествах (хрома, вольфрама и молибдена).
Известна выбранная в качестве прототипа [2] шихта порошковой проволоки, содержащая углерод, хром, молибден, вольфрам, ванадий, алюминий и железо, которая дополнительно содержит никель и пыль электрофильтров алюминиевого производства при соотношении компонентов, мас.%:
|
Недостатками данной шихты порошковой проволоки являются:
- пониженные механические свойства наплавленного металла, в частности износостойкость и твердость, за счет недостаточной легированности остаточного аустенита;
- возможность образования холодных трещин в процессе многослойной наплавки из-за недостаточного количества стабилизированного аустенита в процессе наплавки;
- высокая стоимость процесса наплавки за счет использования в значительных количествах дорогостоящих материалов (чистый мелкодисперсный порошок хрома).
Техническими результатами изобретения являются:
- повышение механических свойств наплавленного металла, в частности износостойкости и твердости, за счет увеличения количества остаточного аустенита, карбонитридной фазы и эффекта дисперсионного твердения высоколегированного аустенита при отпуске;
- предотвращение образования холодных трещин в процессе многослойной наплавки за счет увеличения количества стабилизированного аустенита в процессе наплавки;
- снижение стоимости процесса наплавки за счет оптимизации состава шихты.
Для этого предлагается шихта порошковой проволоки, содержащая углерод, молибден, вольфрам, ванадий, алюминий, никель, пыль электрофильтров алюминиевого производства и железо, азотированный феррохром при соотношении компонентов, мас.%:
|
Заявляемые пределы подобраны эмпирическим путем исходя из качества, получаемого при наплавке металла, стабильности процесса наплавки, предотвращения образования холодных трещин и требуемых механических свойств (твердости и износостойкости).
Стойкость наплавленного металла против образования холодных трещин можно существенно повысить путем регулирования временных напряжений за счет соответствующего выбора химического состава наплавленного металла. От него зависят коэффициент линейного расширения, характер и объемный эффект структурных превращений. Заявляемая шихта порошковой проволоки дополнительно содержит азотированный феррохром, что позволяет повысить содержание азота в наплавленном металле в 1,5-2,0 раза с 0,02-0,04% при наплавке в азотсодержащей защитно-легирующей среде до 0,06-0,08%. Введение в состав наплавленного металла сильного стабилизатора аустенита азота повышает количество остаточного аустенита и уменьшает объемный эффект мартенситного превращения, что уменьшает вероятность образования холодных трещин.
Введение азотированного феррохрома в состав шихты позволяет увеличить количество остаточного аустенита и карбонитридной фазы. Получение наплавленного металла повышенной твердости и износостойкости достигается 3-4-кратным высокотемпературным отпуском остаточного аустенита при 560-580°C. При отпуске азот выделяется из мартенсита, переходя как в цементитный карбид, так и в карбиды легирующих элементов, и образует нерастворимые мелкодисперсные нитриды и карбонитриды. Азот, увеличивая количество карбонитридной фазы и устойчивость против обратимого разупрочнения, повышает твердость и износостойкость. Износостойкость улучшается из-за увеличения количества выделяющихся фаз-упрочнителей. Твердость наплавленного металла возрастает на 1-2 HRC, но при этом значительно повышается износостойкость.
Для изготовления шихты порошковой проволоки использовали феррохром низкоуглеродистый азотированный марок ФХН400А и ФХН600А, содержащий не менее 60-65% хрома и не менее 4,0-6,0% азота (ГОСТ 4757-91). Изменение содержания феррохрома в составе заявляемой шихты производилось с учетом получения высококачественного наплавленного металла (стабильное горение дуги, хорошее формирование, плотный наплавленный металл без трещин, пор и неметаллических включений), при этом учитывалось содержание остальных компонентов. Порошковая проволока изготавливалась из стальной холоднокатаной ленты 08кп (оболочка) размером 15×0,8 мм. Шихта перемешивалась в специальном приспособлении для получения однородной массы. Порошковая проволока прокаливалась для удаления влаги при температуре 250-350°C. Коэффициент заполнения составлял 0,32-0,33, диаметр готовой проволоки - 3,7 мм. Порошковой проволокой с предложенной шихтой производилась плазменная наплавка заготовок рабочих валков с диаметром рабочей части 150 мм, длиной 425 мм. Наплавка производилась в азотсодержащей защитно-легирующей среде на следующих режимах:
|
Наплавка производилась с регулируемым низкотемпературным подогревом выше температуры начала фазовых превращений и составляла 200-250°C.
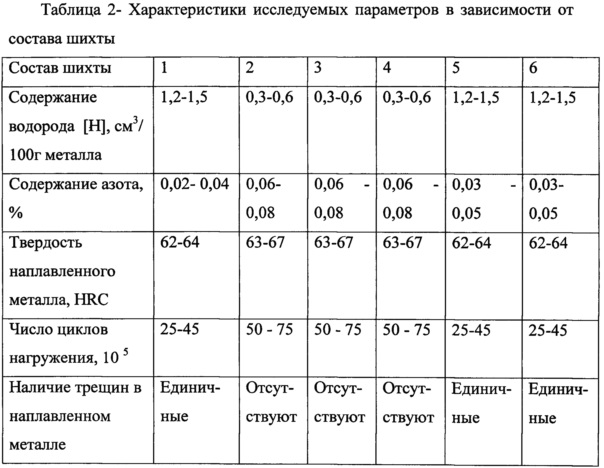
В процессе наплавки проводилась экспертная оценка стабильности горения дуги, качества формирования наплавленного металла. Наличие трещин в процессе наплавки оценивали визуально, после наплавки наличие трещин, пор и неметаллических включений оценивали ультразвуковым и магнитопорошковым методами, а также на металлографических шлифах. Содержание водорода и азота в наплавленном металле определялось методом вакуум-нагрева на установке Баталина и на эксхалографе ЕАН-220 фирмы «Бальцерс». Содержание водорода находилось в пределах 0,3-0,6 см3/100 г наплавленного металла при допустимом содержании водорода в высоколегированном наплавленном металле до 2 см3/100 г металла. Твердость наплавленного металла контролировалась непосредственно после наплавки и после проведения четырехкратного часового отпуска при температуре 580°C. Твердость наплавленного металла после наплавки составляла 52-56 HRC, после четырехкратного часового отпуска при 580°C возрастала до 63-67 HRC. Дефекты (трещины, поры и неметаллические включения) при наплавке порошковой проволокой с шихтой заявляемого состава, содержащей азотированный феррохром, не обнаружены.
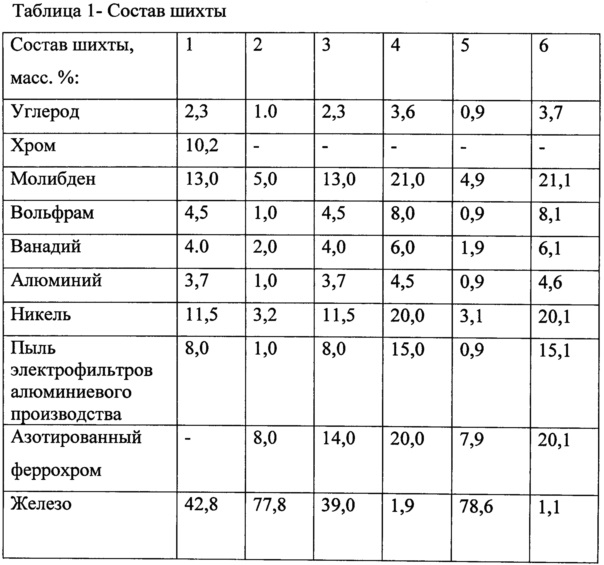
Эффективность работоспособности образцов при ускоренных испытаниях на лабораторной установке оценивалась по величине износа, которая определялась по потере массы (ΔQ) образцов в процессе работы до появления первых дефектов (трещин и сколов). На лабораторной установке испытывались шесть варианта дисков, вырезанных из наплавленных заготовок. В качестве наплавочного материала использовали порошковые проволоки, состав шихты которых приведен в таблице 1. Скорость вращения испытуемых образцов составляла 1000 об/мин, а нагрузка в зоне контакта - 1000 МПа, что соответствовало режимам прокатки в реальных производственных условиях. Стойкость до разрушения образцов, наплавленных по первому варианту (прототип), составляет (25-45)*105 циклов нагружения против (50-75)*105 циклов нагружения у образцов, изготовленных с применением шихты заявляемого состава. Потери в весе в зависимости от числа циклов нагружения у образцов с заявляемой шихтой снизились также в 1,5-2,0 раза.
Исследовались 6 вариантов составов шихты (таблица 1) порошковой проволоки, мас.%: 1 - прототип; 2 - нижний предел заявляемой шихты; 3 - среднее содержание состава заявляемой шихты; 4 - верхний предел заявляемой шихты; 5 - нижний заграничный состав; 6 - верхний заграничный состав.
Влияние изменения химического состава на технологические свойства и механические характеристики наплавленного металла приведено в таблице 2. В строке 3 указана твердость наплавленного металла после высокотемпературного отпуска.
Использование заявляемого состава шихты порошковой проволоки по сравнению с базовым составом (прототип) позволяет:
1. Повысить качество наплавленного металла за счет снижения предотвращения образования холодных трещин.
2. Повысить твердость наплавленного металла до HRC 65-67.
3. Повысить износостойкость в 1,5-2,0 раза.
4. Снизить себестоимость изготовления порошковой проволоки за счет оптимизации ее состава.
Источники информации
1. А.с. СССР 623486, кл. В23К 35/36.
2. Патент РФ №2492981, кл. В23К 35/36.
Устройство для электровзрывной обработки поверхности материалов
Композиционный электрически взрываемый проводник для электровзрывного напыления покрытий или электровзрывного легирования поверхности металлов и сплавов
Способ электровзрывного напыления композитных покрытий системы, tib-cu на медные контактные поверхности
Шихта порошковой проволоки
Способ электровзрывного напыления композиционных покрытий системы al-tib на алюминиевые поверхности
Способ электровзрывного напыления композиционных износостойких покрытий системы tic-mo на поверхности трения
Способ нанесения электроэрозионностойких покрытий на основе углеродистого молибдена, молибдена и меди на медные электрические контакты
Способ нанесения электроэрозионностойких покрытий на основе диборида титана и меди на медные электрические контакты
Способ нанесения электроэрозионностойких покрытий на основе молибдена и меди на медные электрические контакты
Способ нанесения электроэрозионностойких покрытий на основе вольфрама и меди на медные электрические контакты
Способ электровзрывного напыления композиционных износостойких покрытий системы tic-mo на поверхности трения
Флюс для сварки и наплавки
Образец для испытания на прочность при нагреве прямым пропусканием тока
Шихта порошковой проволоки
Способ нанесения износостойких покрытий на основе диборида титана и никеля на стальные поверхности
Способ нанесения износостойких покрытий на основе диборида титана и молибдена на стальные поверхности
Способ нанесения электроэрозионностойких покрытий на основе вольфрама, меди и никеля на медные электрические контакты
Способ нанесения электроэрозионностойких покрытий на основе молибдена, меди и никеля на медные электрические контакты
Способ нанесения электроэрозионностойких покрытий на основе хрома, карбидов хрома и меди на медные электрические контакты
Флюс для сварки и наплавки

