Результат интеллектуальной деятельности: Способ термической обработки быстрорежущих сталей с интерметаллидным упрочнением
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно, к термической обработке быстрорежущих сталей с интерметаллидным упрочнением, применяемых для режущего и штампового инструмента, работающего при повышенном разогреве.
Известен способ термической обработки быстрорежущих сталей с карбидным упрочнением, в частности стали Р6М5, заключающийся в том, что перед закалкой по стандартным режимам производят предварительную закалку с температуры 850°C и последующий отпуск при 560°C в течение одного часа (Демидов А.С. Повышение эксплуатационных характеристик сборных протяжек совершенствованием конструкции и технологии изготовления: автореф. … дис. канд. техн. наук / Демидов А.С. - Рубцовск: РИО Рубцовского индустриального института, 2003. - С. 15).
Известен способ термической обработки быстрорежущих сталей с карбидным упрочнением, в частности стали Р6М5, заключающийся в закалке с температуры 1225°C и последующем тройном отпуске при 540-560°C. Быстрорежущая сталь после данной термической обработки имеет твердость HRC 63, ударную вязкость - 470 кДж/м2 (Геллер Ю.А. Инструментальные стали / Ю.А. Геллер. - М.: Металлургия, 1975. - С. 376-377).
Общим недостатком описанных способов является пониженная стойкость быстрорежущих сталей с карбидным упрочнением, изготовленных с использованием данных процессов термической обработки, обусловленная низкими показателями твердости и ударной вязкости, которые резко снижаются при нагреве более 600°C, что не позволяет использовать стали с карбидным упрочнением для эксплуатации при повышенных температурах.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату (прототипом) является способ термической обработки быстрорежущей стали В3М12К23 с интерметаллидным упрочнением, заключающийся в закалке от 1200-1240°C с последующим отпуском при 580-610°C в течение 2,5 часов. Быстрорежущая сталь после данной термической обработки имеет твердость HRC 67, ударную вязкость 147 кДж/м2 (Бутыгин В.Б. Исследование инструментальных сталей и сплавов высокой теплостойкости с интерметаллидным упрочнением: автореф. … дис. канд. техн. наук / Бутыгин В.Б. - Москва: ХЭЗУ Миннефтепрома, 1975. - С. 24).
Недостатком описанного способа является пониженная стойкость быстрорежущей стали с интерметаллидным упрочнением, реализующей данный процесс термической обработки, обусловленная пониженной твердостью и ударной вязкостью.
В основе изобретения лежит техническая проблема обеспечения повышения стойкости быстрорежущей стали с интерметаллидным упрочнением, реализующей предложенный процесс термической обработки.
Решение этой технической проблемы достигается тем, что в способе термической обработки быстрорежущих сталей с интерметаллидным упрочнением, включающем закалку с температуры 1200-1240°C и отпуск при 590-600°C в течение двух часов, согласно изобретению предварительно производят закалку с температуры 850-860°C и последующий отпуск при 560-570°C в течение одного часа.
Повышение стойкости быстрорежущей стали с интерметаллидным упрочнением, реализующей предложенный процесс термической обработки, обусловлено повышением твердости и ударной вязкости стали (см. Таблицу).
Температура предварительной закалки, составляющая 850-860°C, является оптимальной, так как температура менее 850°C не приводит к увеличению плотности стали, потому что нет закрытия части микропор и дефектов, обуславливающих появление сжимающих напряжений, а при температуре более 860°C не реализуется магнитострикционный эффект.
Температура отпуска, составляющая 560-570°C, является оптимальной, так как при температуре менее 560°C дисперсионное твердение происходит не полностью, а температура более 570°C приводит к коагуляции интерметаллидной фазы, а следовательно, к снижению механических свойств.
Время отпуска после предварительной закалки, составляющее один час, является оптимальным, так как при отпуске менее одного часа не происходит полное выделение упрочняющей фазы, а отпуск более одного часа экономически нецелесообразен, так как в течение одного часа дисперсионное твердение происходит полностью.
Температура закалки, составляющая 1200-1240°C, является оптимальной, так как при температуре менее 1200°C не достигается полной растворимости легирующих элементов в аустените, а это может привести к снижению количества упрочняющей фазы, а при температуре более 1240°C происходит рост зерна аустенита, что снижает прочностные свойства.
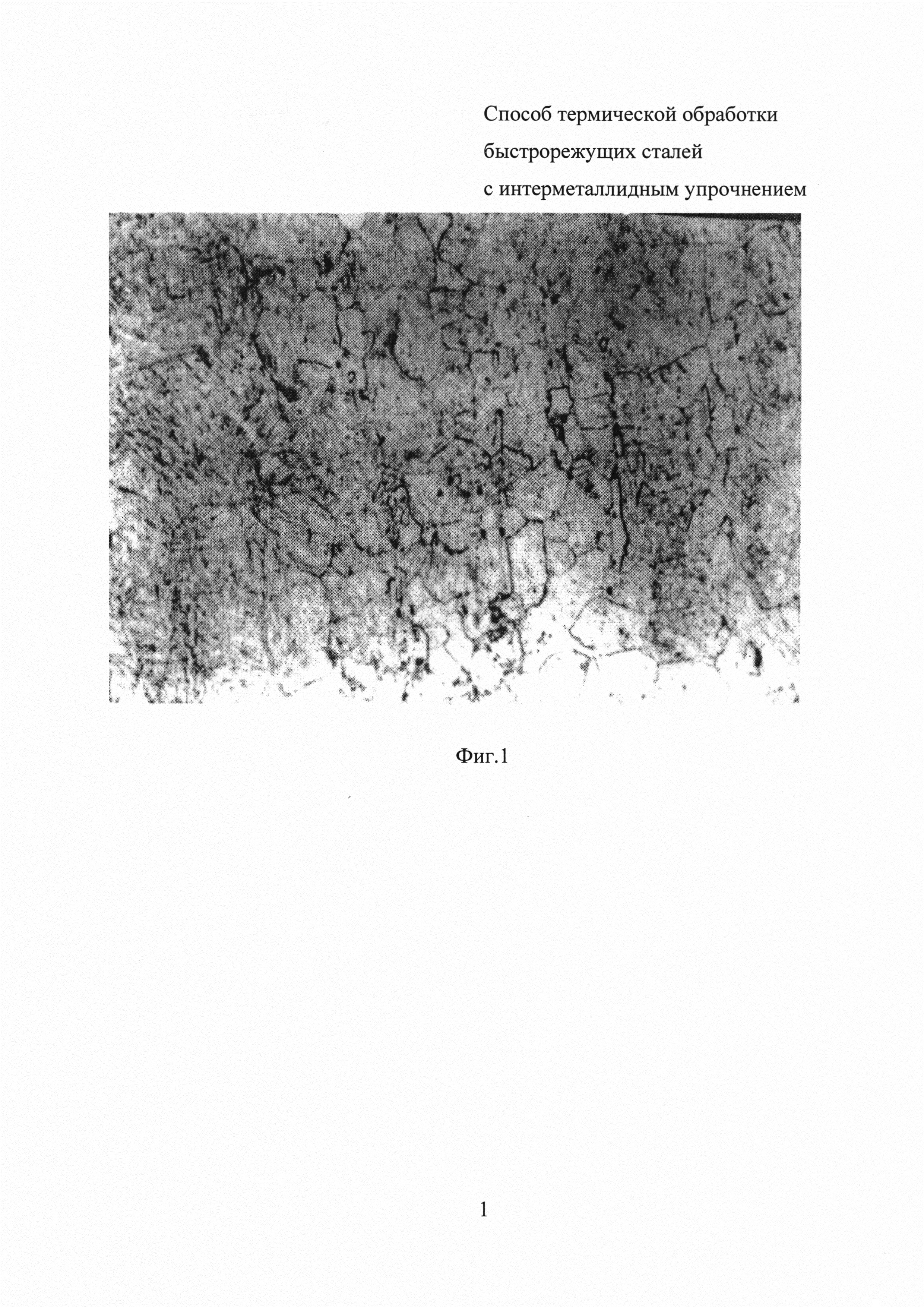
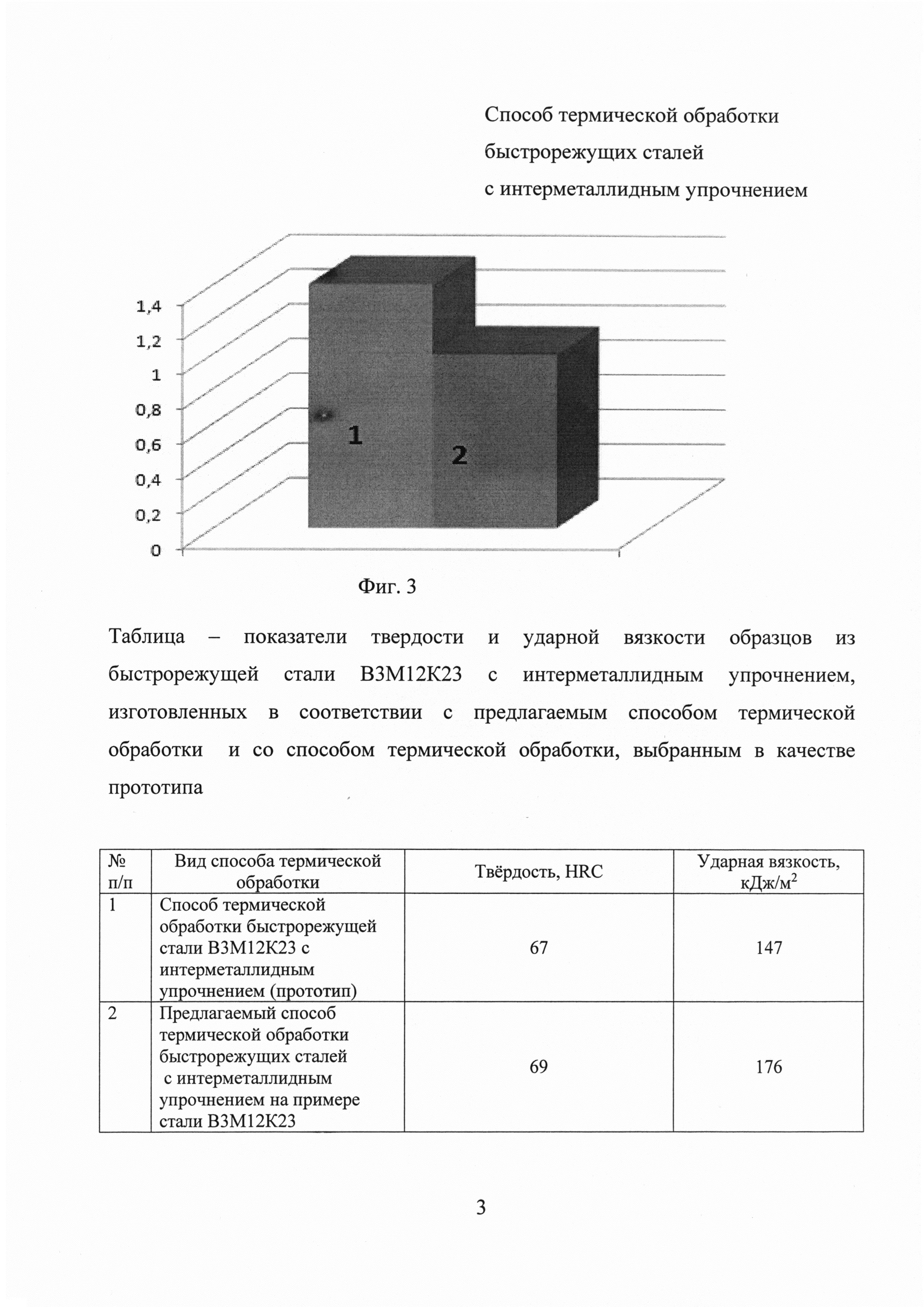
Способ термической обработки быстрорежущих сталей с интерметаллидным упрочнением поясняется фигурой 1, на которой представлена микроструктура стали В3М12К23 после предварительной закалки с температуры 850°C, отпуска при температуре 560°C в течение одного часа и последующей закалки с температуры 1210°C; фигурой 2, на которой представлена микроструктура стали В3М12К23 после предварительной закалки с температуры 850°C, отпуска при температуре 560°C в течение одного часа, последующей закалки с температуры 1210°C и отпуска при температуре 600°C в течение 2 часов; фигурой 3, на которой приведен сравнительный анализ стойкости образцов из быстрорежущей стали В3М12К23 с интерметаллидным упрочнением, изготовленных в соответствии с предлагаемым способом термической обработки и в соответствии со способом термической обработки, выбранным в качестве прототипа, после цикла испытаний при нагрузке 490 Н; таблицей, в которой приведены показатели твердости и ударной вязкости образцов из быстрорежущей стали В3М12К23 с интерметаллидным упрочнением, изготовленных в соответствии с предлагаемым способом термической обработки, и в соответствии со способом термической обработки, выбранным в качестве прототипа.
Кроме того, на фигуре 3 цифрой 2 обозначена стойкость образца из быстрорежущей стали В3М12К23 с интерметаллидным упрочнением, изготовленного в соответствии с предлагаемым способом термической обработки, а цифрой 1 - стойкость образца из быстрорежущей стали В3М12К23 с интерметаллидным упрочнением, изготовленного в соответствии со способом термической обработки, выбранным в качестве прототипа.
Способ термической обработки быстрорежущих сталей с интерметаллидным упрочнением осуществляется следующим образом.
Сначала производят закалку с температуры 850-860°C и последующий отпуск при 560-570°C в течение одного часа. Затем осуществляют закалку с температуры 1200-1240°С и отпуск при 590-600°C в течение двух часов.
Пример выполнения способа
Предварительно производилась закалка образца размерами 10×10×55 мм быстрорежущей стали В3М12К23 с интерметаллидным упрочнением с температуры 850°C и отпуск в течение 1 часа при 560°C. Затем осуществлялась закалка этого образца с температуры 1210°C с последующим отпуском при 600°C в течение 2 часов.
Также производилась термическая обработка образца размерами 10×10×55 мм быстрорежущей стали В3М12К23 с интерметаллидным упрочнением согласно способу, выбранному в качестве прототипа.
Далее следовал комплекс механических испытаний. Измерение твердости производили по методу Роквелла алмазным конусом при нагрузке 1,47 кН. Испытания на ударный изгиб проводились по ГОСТ 9454-78, используя копер марки ПСВО-30, с максимальной нагрузкой удара 150,0 Дж на образцах 10×10×55 мм с концентратором напряжения U (тип 1 ГОСТ 9454-78). Температура испытания комнатная. Для определения действительного размера зерна производили травление. Для рассмотрения использовали оптический микроскоп МИМ-7. Износостойкость определяли в условиях сухого трения на машине трения СМЦ-2 по схеме "диск-колодка".
Микроструктура стали В3М12К23 на различных этапах предлагаемой термической обработки: предварительная закалка с температуры 850°C, отпуск при температуре 560°C в течение одного часа и последующая закалка с температуры 1210°C; предварительная закалка с температуры 850°C, отпуск при температуре 560°C в течение одного часа, последующей закалки с температуры 1210°C и отпуск при температуре 600°C в течение 2 часов имеет вид, изображенный на фигурах 1 и 2 соответственно. Представленные металлографические исследования шлифов окончательной закалочной структуры, изображенные на фигурах 1 и 2, свидетельствуют о наличии зерна балла 10-11, что говорит о достаточно хорошем наличии мелкозернистых структур после термической обработки по предлагаемому способу, что является показателем эффективности данной термической обработки.
Как следует из таблицы, твердость HRC и ударная вязкость образцов из быстрорежущей стали В3М12К23 с интерметаллидным упрочнением, изготовленных в соответствии с предлагаемым способом термической обработки, возрастают на HRC 2 и 29 кДж/м2 соответственно по сравнению с твердостью HRC и ударной вязкостью образцов из быстрорежущей стали В3М12К23 с интерметаллидным упрочнением, изготовленных в соответствии со способом термической обработки, выбранным в качестве прототипа.
Как показано на фигуре 3, приведенные данные испытаний износа по весовому принципу (при нагрузке 490 Н на машине трения СМЦ-2) образцов из стали В3М12К23, обработанных по режиму прототипа, относительно образцов, обработанных по предлагаемому способу, имеют больший износ (на 0,4 грамма), что свидетельствует об увеличении стойкости стали В3М12К23, реализующей процесс термической обработки по предлагаемому способу, в 1,2 раза по сравнению со стойкостью стали В3М12К23, реализующей процесс термической обработки, выбранный в качестве прототипа.
Улучшение механических свойств быстрорежущей стали с интерметаллидным упрочением, реализующей предлагаемый способ термической обработки, объясняется тем, что с использованием предлагаемого способа происходит реализация магнитострикционного эффекта, обуславливающего перекрытие микродефектов и обеспечивающего большую ударную вязкость структурам отпуска.
Таким образом, предлагаемое изобретение позволяет обеспечить повышенную стойкость быстрорежущей стали с интерметаллидным упрочнением за счет повышения твердости и ударной вязкости.
Способ термической обработки быстрорежущих сталей с интерметаллидным упрочнением, включающий закалку с температуры 1200-1240°C и отпуск при 590-600°C в течение двух часов, отличающийся тем, что предварительно производят закалку с температуры 850-860°С и отпуск при 560-570°С в течение одного часа.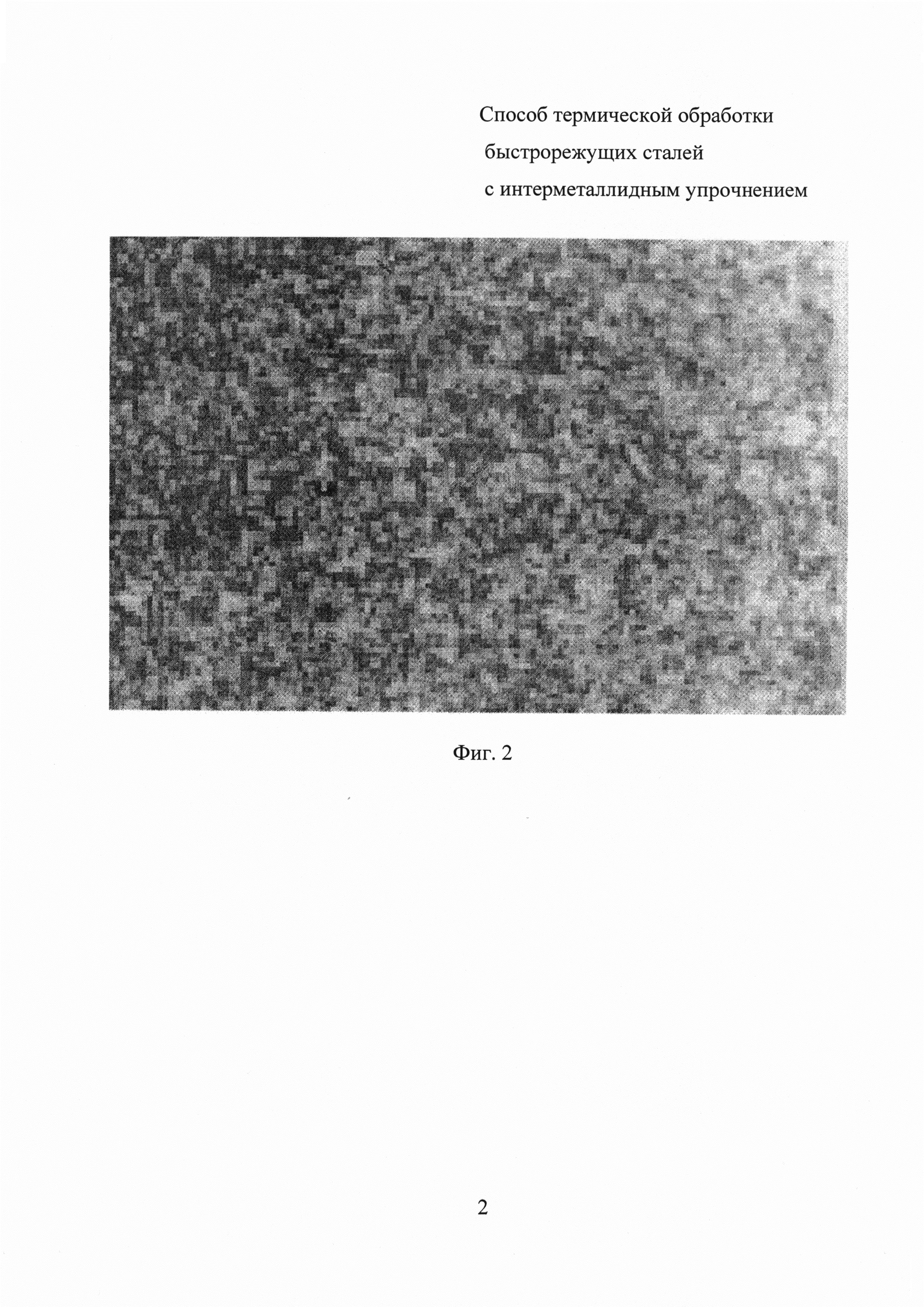
Комплекс для измерительного контроля сварных стыковых соединений
Творожный продукт
Многоступенчатый каталитический нейтрализатор отработавших газов дизеля
Муфта
Способ удаления наноса, преимущественно с крыш, предотвращения его накопления и устройство для его осуществления
Способ экспрессного определения суммарного содержания антоцианов
Прибор контроля потребления электрической энергии в сети низкого напряжения
Способ накатывания фасок на стержневых изделиях
Машина для междурядной и приствольной обработки почвы
Способ получения композиционного материала преимущественно рассекателя для барботационной установки
Электрогенераторная установка для микрогэс
Мобильная машина с повышенными эксплуатационными свойствами
Устройство для снижения опасности электромагнитных излучений
Шариковый бессепараторный подшипник качения
Шариковый бессепараторный подшипник качения
Шлюзовый питатель
Способ выделения тренда нестационарного процесса с адаптацией интервалов аппроксимации
Способ воспламенения рабочей смеси в цилиндрах газодизельного двигателя внутреннего сгорания

