Результат интеллектуальной деятельности: СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ УЗКИХ КАНАЛОВ ДЕТАЛИ
Вид РИД
Изобретение
Изобретение относится к области комбинированной обработки и может быть использовано для отделочной обработки мелкоразмерных проточных каналов деталей различной формы, например щелевых каналов охлаждающих оболочек, имеющих нестабильную исходную микро- и макро-геометрию поверхности и неравномерные физико-механические свойства поверхностного слоя материала после предварительного формообразования.
Известен способ [1], применяемый при абразивно-экструзионной обработке деталей, имеющих канал цилиндрической формы, переходящей в конусную. В конусной части канала размещают выравнивающее устройство, имеющее форму конуса. Последнее обеспечивает постоянную площадь поперечного сечения образованного кольцевого зазора по всей длине конусной части. По каналу продавливают вязкоупругую абразивную смесь с обеспечением постоянства объемного расхода абразивной смеси. Такие действия способствуют повышению равномерности обработки канала по всей длине. Этот способ не может быть реализован в отверстиях малого диаметра, а также происходит неравномерный съем материала, увеличивающийся в меньших местах сечения отверстия.
Известен способ упрочняющей обработки внутренних поверхностей деталей [2], заключающийся в подаче на обрабатываемую поверхность шариков с наложением электрического поля, отличающийся тем, что обработку проводят в газожидкостной слабопроводящей среде при напряжении электрического поля 2-5 В в два этапа, причем на первом этапе на обрабатываемую поверхность под углом не более 60° подают микрошарики диаметром 150-200 мкм при давлении сжатого воздуха 0,2-0,4 МПа и времени обработки каждого участка поверхности 30 с, а на втором этапе - микрошарики диаметром около 50 мкм при давлении сжатого воздуха не более 0,3 МПа и времени обработки каждого участка поверхности 15 с. Данный способ не может быть реализован в отверстиях глубиной более 5 диаметров из-за экранирования и взаимного столкновения шариков в отверстии.
Наиболее близким к предлагаемому является способ струйной электрохимической обработки отверстий форсунки [3], включающий подачу токопроводящей жидкости через полый инструмент-катод и обрабатываемые отверстия, отличающийся тем, что первоначально подачу токопроводящей жидкости ведут без подключения тока к инструменту-катоду, регистрируют ее расход через каждое обрабатываемое отверстие, затем определяют отверстие с наибольшим расходом и заглушают все отверстия, после чего включают ток и последовательно открывают отверстия, расположенные за отверстием с наибольшим расходом, и через каждое из них осуществляют прокачку токопроводящей жидкости до достижения расхода, равного расходу через отверстие с наибольшим расходом. Использование совокупности вышеуказанных приемов при электрохимической обработке отверстий форсунок позволяет решить задачу доводки форсунок по равномерности распыла и исключения брака по этой характеристике. Недостатками этого способа являются невозможность обеспечить геометрическую форму отверстия с искаженной исходной формой сечения и глубокого отверстия ввиду неравномерности съема материала и неприменимости к каналам некруглой формы, а также множественные регистрации расхода по каждому отверстию каждой форсунки, что значительно удорожает процесс их доводки.
Предлагаемое изобретение направлено на повышение эксплуатационных показателей деталей с узкими каналами за счет получения стабильного микропрофиля поверхности и избирательное выравнивание микропрофиля поверхности в условиях ограниченного пространства комбинированной электрохимической обработки с добавлением абразива в токопроводящую рабочую жидкость, прокачиваемую одновременно через все каналы детали.
Сущность изобретения и последовательность осуществления способа поясняется чертежами.
На фиг. 1 показана схема комбинированной электрохимической обработки узких каналов детали с добавлением абразива. Сущность способа состоит в прохождении потока токопроводящей жидкости 5, содержащей абразив 3 низкой концентрации (2%) зернистостью М1-М3 одновременно через все каналы детали 1. На технологическую систему «токопроводящая жидкость-деталь» наложен ток низкого напряжения (8-10 В), и она выдерживается при определенном режиме времени до получения заданного расхода при постоянном давлении жидкости. Указанное стрелкой 2 направление потока токопроводящей жидкости с абразивом позволяет исправлять локальные погрешности формы 4, так как абразив активнее работает в местах уменьшения условного прохода и снимает материал именно в этих местах, нуждающихся в дополнительном снятии материала, выравнивая сечение всех каналов одной детали. Электрохимическое же воздействие интенсифицирует процесс механического снятия материала с микровыступов, сокращая время обработки.
При механическом контакте абразивного зерна с выступами снятие материала происходит за счет микрорезания и производительность процесса зависит от концентрации абразива, ориентации единичного абразива в момент взаимодействия с поверхностью, размеров гранул и профиля канала. Одновременное с механическим воздействием воздействие анодного растворения снижает усилие контакта за счет жидкостной и оксидной пленок между заготовкой и гранулой, а также вследствие анодного растворения вершин неровностей на поверхности в местах контакта с гранулой, что снижает сопротивление трения. Все каналы детали выполненны с минимальными чертежными размерами, позволяя удалять микровыступы в пределах допусков на размеры, чтобы не нарушать требования конструкторской документации.
Для проведения комбинированной обработки щелевых каналов в установку для электрохимической доводки встраивают систему для замера расходных характеристик. Сущность работы такой технологической системы заключается в следующем:
- для проведения комбинированной обработки заполняют магистраль токопроводящей жидкостью с добавлением абразива, подают напряжение на деталь и рабочую жидкость, включают установку для комбинированной обработки;
- в процессе комбинированной электрохимической обработки с добавлением абразива автоматически производят замер общего расхода токопроводящей жидкости через проточные каналы при постоянном давлении прокачивания, не отключая напряжение и не прекращая подачи абразива,
- время обработки ограничивается автоматически по достижении заданного расхода. По достижении заданного расхода установка отключается, и проводят промывку системы;
Последовательность работы установки, представленной на фиг. 2, состоит в следующем. Перед началом электрохимической обработки с добавлением абразивного наполнителя производят настройку установки. Для этого обрабатываемую деталь помещают в устройство для комбинированной обработки 6, вентили 9 переводят в положение I, включают насос 12, подается токопроводящая жидкость из емкости 14 при достижении необходимого напора, который отслеживают по манометру 7. Для проведения комбинированной обработки вентили 9 переводят в положение II, включают насос 11, соединяя магистраль с емкостью токопроводящей жидкости с добавлением абразива 13, и включают установку для комбинированной обработки 6, снимают показатели с расходомера 10. По достижении заданного расхода установка 6 отключается автоматически, стендовые вентили 9 переводят в положение I и проводят промывку и очистку системы, используя фильтр 8. Включение насосов 11 и 12, переключение вентилей 9 происходят автоматизировано при помощи пульта управления 15; на пульте также отображаются параметры давления и расхода.
Замер расхода проходящей через каналы токопроводящей жидкости с добавлением абразива в процессе комбинированной обработки позволяет контролировать массовый расход токопроводящей жидкости и при достижении нужного показателя прекращать обработку. Это обеспечивает получение каналов с точным заранее установленным расходом. Сочетание в одном процессе двух видов воздействий: механикоабразивного и электрохимического с одновременным замером расхода токопроводящей жидкости с добавлением абразива позволяет одновременно обеспечивать требуемую геометрическую форму сечения всех каналов детали, необходимую шероховатость и заданный расход. За счет изменения концентрации абразива и напряжения тока можно управлять процессом формирования микрогеометрии поверхности с заданными характеристиками.
Пример осуществления способа. Цилиндр с каналами охлаждения шириной 4 мм и высотой 1,2 мм и исходной шероховатостью поверхностей каналов 5-7 мкм был обработан по вышеописанной схеме на следующих режимах комбинированной обработки: напряжение U=8 В, анодная плотность тока 0,1 А/м2, концентрация абразива 2% зернистостью М1-М3, время 12 с при постоянном давлении прокачивания жидкости 1×0,20 МПа.
В качестве рабочей жидкости использовали слабо проводящую техническую воду. Повторной операции доводки не потребовалось.
Шероховатость поверхности в щелевых каналах цилиндра составила 1,2-1,4 мкм, наклеп поверхностного слоя 3,3÷3,4%, стабильность расходных характеристик на рабочих давлениях согласно конструкторской документации по каналам одной детали 1-1,5%, в партии деталей 2-3%, что отвечает заданным техническим требованиям разработчика к каналам проточных деталей
Источники информации
1. Патент РФ №2469832. Способ абразивно-экструзионной обработки канала с цилиндрической и конусной частями / Авт. Левко В.А., Пшенко Е.Б., 2012 г.
2. Патент РФ на изобретение №2491155. Способ упрочняющей обработки внутренних поверхностей деталей / Авт. Сухочев Г.А., Небольсин Д.М., Смольянникова Е.Г., 2013 г.
3. Патент РФ на изобретение №2162394. Способ доводки форсунок / Авт. Смоленцев В.П.; Смоленцев Г.П.; Смоленцев Е.В.; Дорофеев А.А.; Коптев И.Т., 2001 г.
Способ комбинированной обработки узких каналов деталей, включающий электрохимическую обработку узких каналов деталей при одновременном прокачивании через все каналы токопроводящей жидкости, содержащей не более 2% абразива зернистостью М1-М3, при этом в процессе обработки производят замер расхода жидкости, проходящей через каналы, а электрохимическую обработку осуществляют при напряжении 8-10 В и постоянном давлении прокачиваемой токопроводящей жидкости до достижения заданного расхода жидкости.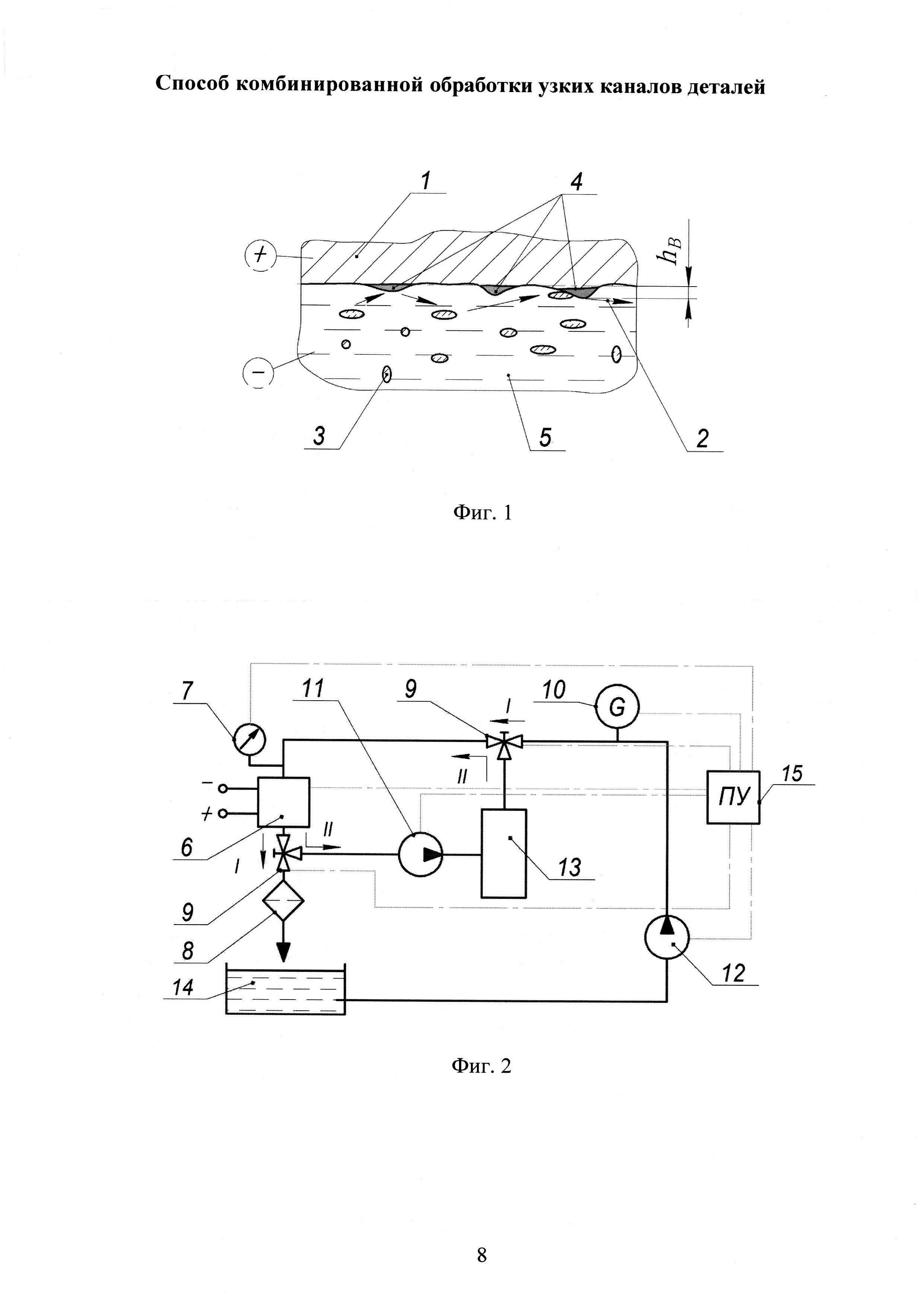
Установка для очистки воздуха
Конденсационная камера
Способ подачи пара в конденсационную камеру
Закрылок самолета короткого взлета и посадки
Способ электрохимической обработки отверстий форсунки из токопроводящего материала
Установка для наводораживания тонкопленочных композитов в водородной плазме и способ наводораживания тонкопленочных композитов в водородной плазме с ее помощью
Способ термоэрозионной обработки
Способ очистки газового потока и устройство для его реализации
Способ очистки газового потока и устройство для его реализации
Статор электрогенератора
Способ разделения интегральных схем "по надежности"
Способ тепловизионной диагностики радиоэлектронных элементов на печатной плате
Способ формирования "виртуальных" каналов приема сигналов
Способ повышения надежности микроэвм
Способ комбинированного разделения металлов
Способ выращивания планарных нитевидных кристаллов полупроводников
Способ дозирования энергии при импульсном брикетировании металлической стружки
Вибрационная установка
Способ измерения деформаций
Способ определения свойств деформирования

