Результат интеллектуальной деятельности: Способ и устройство для лазерной резки материалов
Вид РИД
Изобретение
Изобретение относится к области технологических процессов, в частности к способам и устройствам лазерной резки материалов, и может быть использовано для резки неметаллических материалов, в том числе из сапфира, керамики, полупроводниковых и стеклообразных материалов, что может найти применение в технологии изготовления изделий из этих материалов.
Известен способ резки прозрачных неметаллических материалов [1], в котором резка осуществляется путем фокусирования импульсного лазерного излучения на поверхности и в толще образца, и формирования дефекта в точке фокусировки, а затем приложения механического усилия к поверхности образца для разделения образца на разрезаемые элементы, при этом используют импульсное лазерное излучение, достаточное для образования пробоя в зоне фокуса, каждый раз перемещая точку фокуса по линии реза на расстояние, определяемое 50% перекрытием дефектов до двукратного расстояния между дефектами.
Недостатком способа является резка путем формирования в материале микротрещин и последующего приложения механического усилия для разделения материала на разрезаемые элементы, что не позволяет осуществлять резку по произвольному профилю. Кроме этого устройство для осуществления данного способа требует использования сложной фокусирующей системы, состоящей из коллимирующей оптики (телескопической системы), дихроичного поворотного зеркала и фокусирующего микрообъектива, имеющего возможность микроперемещения в вертикальном направлении, также сложной системы управления фокусировкой.
Известен так же способ и устройство лазерной обработки материалов [2], включающий фокусирование излучения твердотельного лазера на обрабатываемом материале и настройку параметров пучка лазерного излучения в соответствии с заданным соотношением между шириной зоны устойчивости резонатора и величиной оптической силы тепловой линзы, наведенной в активном элементе излучением накачки, осуществляемую с помощью подбора радиусов кривизны полностью отражающего и выходного зеркал резонатора и расстояний между зеркалами резонатора.
Недостатком данного аналога является обеспечение настройки параметров лазерного пучка только для одного фиксированного режима обработки материала, так как при изменении мощности накачки лазера величина тепловой линзы в его активном элементе меняется и резонатор может выйти за пределы области устойчивости, кроме этого обработка материала в данном способе осуществляется только с одной стороны, что не позволяет обрабатывать материалы большой толщины.
Известен способ лазерной пробивки сквозного отверстия в неметаллической пластине [3]. Способ заключается в облучении поверхности пластины импульсным лазером с заданной длиной волны, зависящей от коэффициента поглощения материала пластины и ее толщины, при этом исходный пучок лазерного излучения делят на два пучка с помощью диэлектрического зеркала с коэффициентом отражения 0,5 на длине волны лазера, которые соосно воздействуют на обе поверхности пластины с плотностью энергии, необходимой для абляции материала пластины на требуемую глубину отверстия. Устройство для осуществления способа содержит импульсный лазер, телескопический преобразователь диаметра пучка, состоящий из собирающей и рассеивающей линз, диэлектрическое зеркало с коэффициентом отражения 0,5 на длине волны лазера, осуществляющее разделение пучка лазера на два пучка в направлении луча лазера и перпендикулярном к нему направлению, а также зеркал, направляющих разделенные пучки лазерного излучения на обе поверхности обрабатываемой пластины.
Недостатками аналога являются двукратная потеря мощности излучения лазера при его разделении на два пучка, а одновременное воздействие на обе поверхности объекта ограничивает возможности выбора технологических режимов резки лицевой и обратной стороны объекта.
Известен так же способ и устройство для резки подложки с использованием двойного лазерного облучения [4], который выбран в качестве прототипа. Способ включает в себя резку подложки двумя лазерными лучами, первый луч фокусируется на верхнем слое подложки, второй - на нижней. Точки фокусировки лучей смещены так, что при резке второй луч следует по пути первого. Длину волны и других параметров лучей лазеров выбирают таким образом, чтобы в точках фокусировки лазерного луча происходила абляция материала соответствующего слоя подложки. Устройство содержит механизм перемещения подложки в направлении реза, два лазера с оптической системой фокусировки лучей, луч первого лазера фокусируется на верхнем слое подложки, второго - на нижней. Точки фокусировки оптических систем первого и второго лазера смещены в направлении реза, так что за резом первого лазера следует рез второго. Устройство также предполагает размещение лазеров по разные стороны от подложки и рез подложки с лицевой и обратной стороны, также использование одного лазера для формирования двух пучков, путем разделения излучения лазера на два пучка с помощью диэлектрического зеркала с коэффициентом отражения 0,5 на длине волны лазера.
Недостатками прототипа являются использование для резки двух лазеров, а также двукратная потеря мощности при использовании разделения излучения одного лазера на два пучка с помощью диэлектрического зеркала, кроме этого для оптимизации резки лицевой и обратной стороны параметры лазеров должны быть индивидуально подобраны для каждого вида материала.
Задачей предлагаемого технического решения является повышение энергетической эффективности и оптимизация параметров лазерной резки различных неметаллических материалов.
Поставленная задача решается благодаря тому, что в способе лазерной резки материалов, заключающемся в том, что излучение лазера фокусируют на лицевую и обратную сторону объекта с помощью фокусирующих систем с плотностью энергии, достаточной для абляции материала, выполняют рез с обеих сторон объекта, предусмотрены следующие отличия, излучение лазера модулируют по частоте и скважности, фокусируют поочередно на лицевую и обратную сторону объекта, при фокусировании пучка на лицевую сторону объекта выполняют лицевой рез, при фокусировании пучка на обратную сторону объекта выполняют рез по траектории лицевого реза, при этом максимальную скорость резки устанавливают пропорционально отношению произведения длины волны излучения лазера, фокуса фокусирующей системы и частоты лазера к удвоенному значению разрешающей способности фокусирующей системы, а частоту следования импульсов лазера устанавливают как отношение двойной величины заданной скорости резки к произведению значений расходимости излучения и фокуса фокусирующей системы.
В устройстве лазерной резки материалов, содержащем лазер, двухкоординатный стол для крепления объекта, первую фокусирующую систему, вторую фокусирующую систему, предусмотрены следующие отличия, что между лазером и фокусирующими системами дополнительно установлены частотно-импульсный модулятор, сдвижное зеркало с приводом зеркала, первая система поворотных зеркал, вторая система поворотных зеркал, блоки управления модулятором и лазером, а также блок синхронизации излучения лазера и модулятора, блок синхронизации соединен с блоками управления лазером и модулятором, блок управления модулятором соединен с блоком управления двухкоординатным столом.
Кроме этого, устройство лазерной резки материалов отличается тем, что лазер выполнен в виде импульсного лазера на парах меди с телескопическим неустойчивым резонатором, выходное зеркало которого выполнено в виде мениска с просветленными сторонами с центральной зеркальной областью, максимальный диаметр которой не превышает 0,1 от диаметра лазерного пучка.
Между совокупностью существенных признаков заявляемого решения и достигаемым техническим результатом существует причинно-следственная связь, а именно в два раза по сравнению с прототипом повышается энергетическая эффективность резки при использовании одного лазера для резки объекта с лицевой и обратной стороны, а также за счет использования телескопического резонатора достигается дифракционная расходимость излучения лазера, что в совокупности с модулированием лазерного излучения обеспечивает высокую скорость и качество резки различных неметаллических материалов.
Техническое решение позволяет с высокой энергетической эффективностью проводить качественный высокопроизводительный процесс фигурной резки неметаллических пластин из различных материалов - сапфира, керамики, полупроводниковых и стеклообразных материалов, что может найти применение в технологии изготовления изделий на их основе, широко применяемых в приборостроении, микроэлектронике, LED-технологии и других отраслях науки и техники.
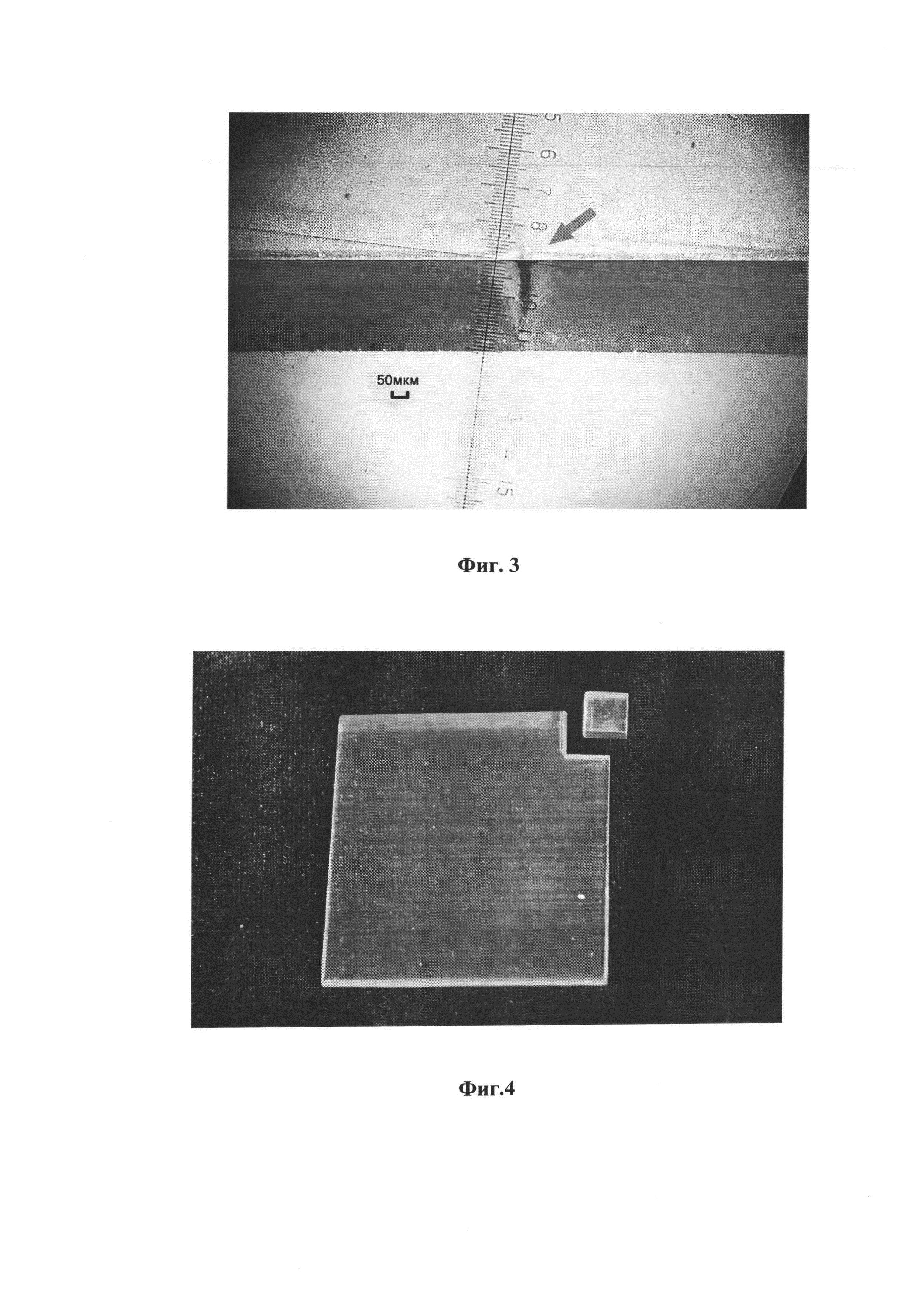
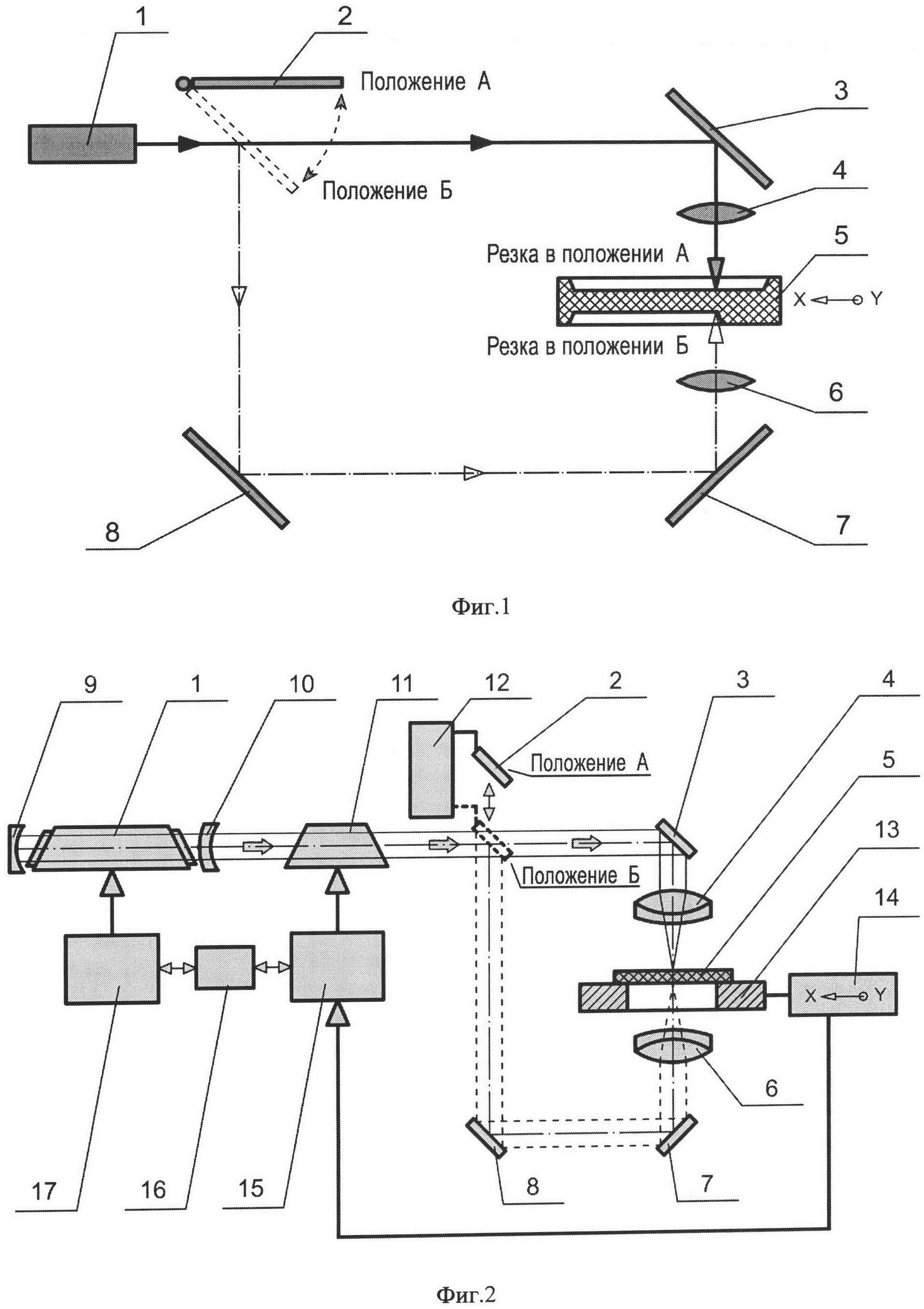
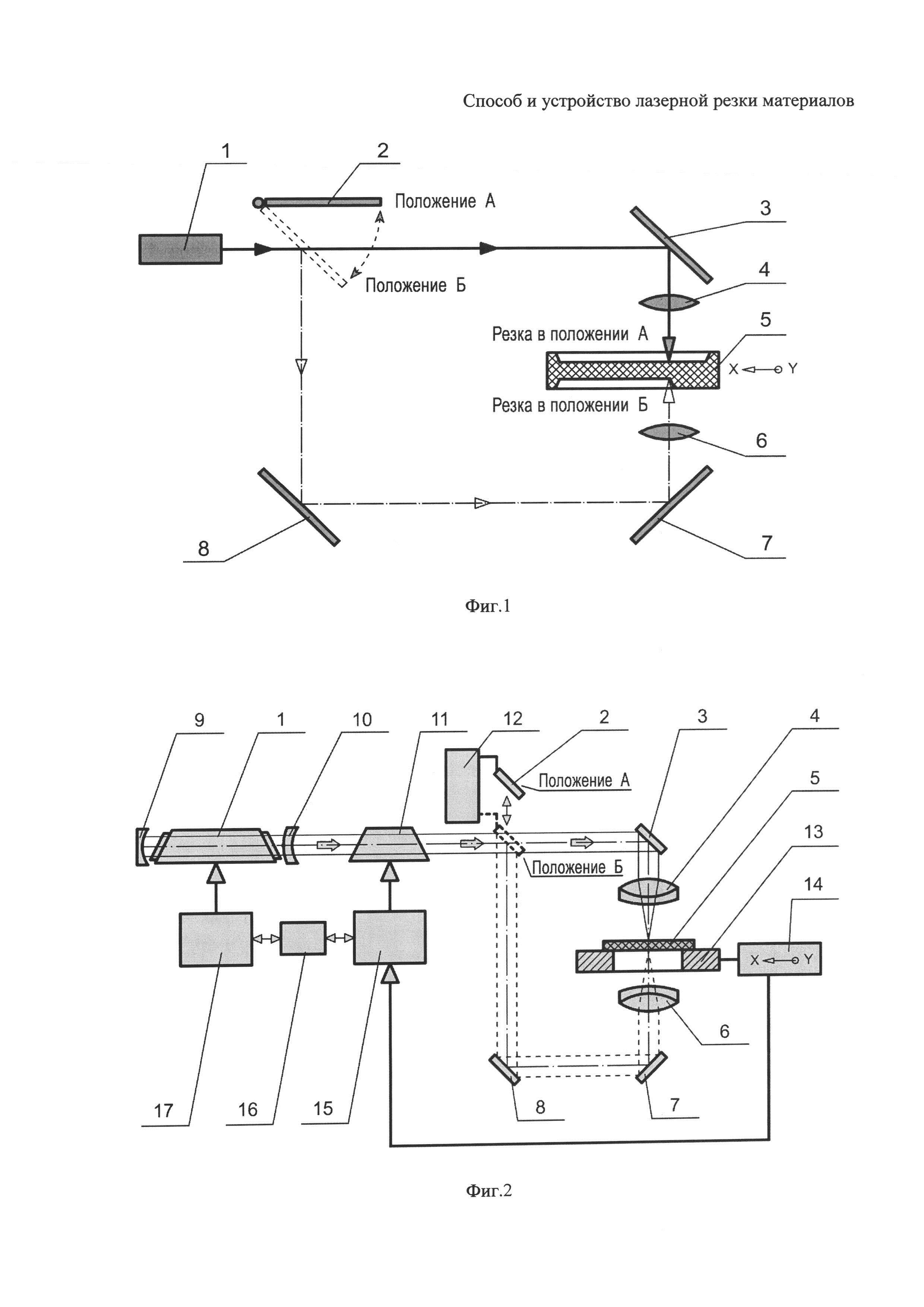
Техническая сущность предложенного решения поясняется рисунками, на которых: фиг. 1 содержит пример формирования лазерного излучения на лицевую и обратную стороны объекта, фиг. 2 содержит схему устройства, фиг. 3 и фиг. 4 содержат фотографии полученных результатов резки сапфировой подложки.
Фиг. 1 содержит:
1 - лазер;
2 - сдвижное зеркало;
3 - зеркало лицевого пучка;
4 - фокусирующий объектив лицевого пучка;
5 - обрабатываемый объект;
6 - фокусирующий объектив оборотного пучка;
7, 8 - зеркала обратного пучка.
Первый цикл резки (резка лицевой стороны объекта) осуществляется при выведении зеркала 2 в положение А. При этом излучение лазера 1 отражается от зеркала 3 и фокусируется объективом 4 на лицевой стороне объекта 5. В результате лазерного воздействия происходит удаление верхнего слоя объекта. При перемещении объекта 5 по заданной траектории реза и с заданной скоростью, модулированным лазерным излучением на лицевой стороне объекта выполняют лицевой рез начальной глубины.
Второй цикл обработки (резка обратной стороны объекта) осуществляется при введении зеркала 2 в положение Б. При этом излучение лазера 1 отражается от зеркал 2, 7, 8 и фокусируется объективом 6 на обратной стороне объекта 5. При перемещении объекта 5 по траектории лицевого реза, на обратной стороне объекта модулированным лазерным излучением выполняют рез, повторяющий траекторию реза на лицевой стороне объекта.
Глубина реза, в частности сапфира, при воздействии одного импульса с энергией более 1 mJ, диаметром лазерного пятна на объекте 50 мкм, составляет более 200 мкм. При необходимости резки объектов большей толщины циклы обработки с лицевой и обратной стороны объекта повторяют до образования сквозного реза, меняя при этом фокусировку объективов 4 и 6.
Для обеспечения высокопроизводительной и качественной резки материалов необходимо иметь скорость перемещения объекта, обеспечивающую заданное перекрытие лазерных пятен в плоскости резки.
Скорость резки зависит от ряда параметров, в том числе разрешающей способности фокусирующей оптической системы ω и диаметра пятна лазерной обработки D.
Разрешающая способность фокусирующей оптической системы определяется соотношением:

где λ - длина волны лазерного излучения;
β - расходимость излучения лазера.
Диаметр пятна лазерной обработки на поверхности объекта определяется соотношением:

где F - фокус объектива фокусирующей системы.
Максимальная скорость лазерной резки реализуется при максимальной частоте следования импульсов используемого лазера и нулевом перекрытии пятен обработки на объекте. То есть за время между импульсами объект должен переместиться на расстояние, равное диаметру пятна обработки. Это справедливо для большой разницы между длительностью импульса и скважностью, в частности, для лазеров с длительностью импульса в наносекундном диапазоне и частоте следования импульсов в килогерцовом диапазоне. Такие параметры характерны для твердотельных лазеров с модулированной добротностью (DPSS) и для лазеров на парах меди, используемых для микрообработки, в частности для прецизионной резки различных неметаллических материалов.
Для таких лазеров можно считать:

где fmax - максимальная частота следования импульсов используемого лазера.
Используя соотношения 1, 2, 3, получаем максимальную скорость обработки.

где λ - длина волны лазерного излучения;
fmax - максимальная частота данного лазера.
В предложенном способе частоту лазерного излучения модулируют в зависимости от заданной скорости резки так, чтобы сохранить оптимальную степень перекрытия пятен обработки при любой скорости. Для этого частоту следования импульсов устанавливают как отношение двойной величины заданной скорости резки к произведению значения расходимости излучения (βуст) и значения фокуса фокусирующей системы (F):

Данное соотношение получено на основании формул 2, 3 и условии 50% перекрытия пятен лазерной обработки при перемещении объекта по заданной траектории с заданной скоростью и определяет частоту следования импульсов в зависимости от скорости резки, обеспечиваемой механической системой управления траекторией реза, а также расходимости излучения лазера и фокусного расстояния оптической системы фокусировки.
Устройство для лазерной резки материалов приведено на фиг. 2, где:
1 - лазер;
2 - сдвижное зеркало;
3 - поворотное зеркало лицевого пучка (первая система поворотных зеркал);
4 - фокусирующий объектив лицевого пучка (первая фокусирующая система);
6, 7 - поворотные зеркала обратного пучка (вторая система поворотных зеркал);
8 - фокусирующий объектив обратного пучка (вторая фокусирующая система);
9 - глухое сферическое зеркало резонатора лазера;
10 - выходное зеркало резонатора лазера;
11 - частотно-импульсный модулятор;
12 - привод сдвижного зеркала;
13 - двухкоординатный стол;
14 - блок управления двухкоординатным столом;
15 - блок управления модулятором;
16 - блок синхронизации лазера и модулятора;
17 - блок управления лазером.
В устройстве использован импульсный лазер на парах меди в видимом диапазоне спектра, средней мощностью 20 Вт, длительностью импульса 20 нс, частотой 16 кГц, диаметр пучка 14 мм, который является наиболее оптимальным для данного процесса. Для получения расходимости лучше 0,3 мрад, лазер 1 оснащен телескопическим неустойчивым резонатором с глухим сферическим зеркалом 9 и выходным зеркалом 10, выполненным в виде мениска, с просветленными сторонами и с центральной зеркальной областью размером не более 0,1 от диаметра пучка. Фокусы обоих зеркал резонатора совмещены.
Излучение лазера 1 проходит через частотно-импульсный модулятор 11, который в широком диапазоне способен изменять интенсивность излучения лазерного луча, направляемого на зону обработки за счет изменения частоты и скважности лазерного излучения.
При обработке лицевой стороны объекта зеркало 2 посредством привода 12 выведено из лазерного пучка (положение А). При этом излучение лазера 1 отражается от зеркала 3 и фокусируется объективом 4 на лицевой стороне объекта 5. После этого с помощью двухкоординатного стола 13 производится перемещение обрабатываемого объекта 5 по заданной траектории реза при одновременном воздействии модулированного лазерного излучения. В результате на объекте формируется рез с лицевой стороны объекта.
После этого привод 12 вводит зеркало 2 в положение Б и начинается обработка объекта с обратной стороны. При этом излучение лазера 1 отражается от зеркал 2, 6, 7 и фокусируется объективом 8 на обратной стороне объекта, который перемещается на двухкоординатном столе 13 по траектории лицевого реза. Описанные циклы обработки повторяют до получения сквозного реза.
Блок управления лазером 17 и блок управления модулятором 15 связаны между собой блоком синхронизации 16, который позволяет управлять частотой и скважностью лазерного луча с помощью модулятора 11, используя информацию о скорости движения координатного стола, поступающую от системы управления координатным столом 14.
На фиг. 3 приведено сечение лицевого реза сапфировой пластины, полученное с применением предлагаемого устройства. За один цикл обработки на лицевой поверхности пластины образуется рез глубиной 200 мкм и шириной около 20-30 мкм.
На фиг. 4 приведен результат резки прямоугольного элемента сапфировой пластины толщиной 2 мм полученный с применением данного устройства. Данный образец получен при скорости перемещения координатного стола 100 мм в секунду и пяти поочередных циклов обработки лицевой и обратной стороны объекта.
Использование предложенного способа и устройства для его реализации позволяет осуществлять высокопроизводительную резку различных неметаллических материалов, в том числе сапфира, керамики и стекла заданной траектории с оптимальным управлением параметрами резки.
Источники информации
1. Патент РФ 2226183;
2. Патент США №6285705;
3. Патент РФ 2582849;
4. Патент США 2003/0006221 – прототип.
Способ формирования лазерного излучения в системе генератор-усилитель на парах металлов
Активный элемент лазера на парах металлов и способ его изготовления
Способ возбуждения импульсов лазерной системы генератор-усилитель на самоограниченных переходах
Способ и устройство проецирования изображения с лазерным усилением яркости
Способ формирования лазерного излучения в системе генератор-усилитель на парах металлов
Активный элемент лазера на парах металлов и способ его изготовления
Способ возбуждения импульсов лазерной системы генератор-усилитель на самоограниченных переходах
Способ и устройство проецирования изображения с лазерным усилением яркости

