Результат интеллектуальной деятельности: СКЛЕИВАНИЕ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
Соединение путем склеивания традиционно используют в качестве способа соединения композитных структур, таких как структуры, применяемые в аэрокосмической промышленности. В настоящее время соединение путем склеивания композитных структур выполняют преимущественно с применением одного из трех способов: (1) совместное отверждение, (2) совместное склеивание и (3) вторичное склеивание.
«Совместное отверждение» включает соединение неотвержденных композитных деталей путем одновременного отверждения и склеивания, при этом композитные детали отверждаются вместе с адгезивом, в результате чего образуются химические связи. Однако такой способ трудно применять для склеивания неотвержденных препрегов для изготовления больших конструкционных деталей со сложными формами. Неотвержденные композиционные материалы, например препреги, являются липкими (т.е. клейкими на ощупь) и им не хватает жесткости, необходимой для самоподдержания. По существу, неотвержденные композиционные материалы с трудом поддаются обработке. Например, неотвержденные композиционные материалы трудно собрать и соединить на инструментах со сложными трехмерными формами.
«Совместное склеивание» включает соединение предварительно отвержденной композитной детали с неотвержденной композитной деталью путем склеивания, при этом адгезив и неотвержденная композитная деталь отверждаются в процессе склеивания. Предварительно отвержденный композиционный материал перед соединением путем склеивания обычно требует дополнительной стадии подготовки поверхности.
«Вторичное склеивание» представляет собой соединение предварительно отвержденных композитных деталей путем склеивания, при этом отверждению подвергается только адгезив. Как правило, такой способ склеивания требует подготовки поверхности каждой предварительно отвержденной композитной детали на поверхностях склеивания.
Правильная поверхностная обработка, необходимая для совместного склеивания и вторичного склеивания, является предварительным условием для достижения максимального уровня целостности клеевых швов в склеенных структурах. В общем, целостность клеевого шва относится к общему качеству и прочности склеенной поверхности раздела. Общепринятые способы совместного склеивания и вторичного склеивания перед соединением путем склеивания обычно включают поверхностную обработку композитных структур в соответствии с техническими требованиями производителя. Способы поверхностной обработки включают, но не ограничиваются ими, дробеструйную обработку, шлифование песком, нанесение внешнего слоя, грунтование и т.п. Перечисленные способы поверхностной обработки улучшают адгезию преимущественно за счет придания поверхности механической шероховатости. Шероховатая поверхность позволяет обеспечить лучшую адгезию вследствие механического сцепления на поверхности склеивания. Такое совместное склеивание или вторичное склеивание предварительно отвержденных композитных структур имеет ограничение, состоящее в том, что механизм склеивания возникает только за счет механического сцепления без образования химических связей, как при склеивании посредством совместного отверждения. При неправильном выполнении указанные способы поверхностной обработки могут стать причиной разрушения от потери сцепления при применении готовой склеенной структуры. Более того, при отсутствии образования химических связей на поверхности склеивания композитной склеенной конструкции оценка качества клеевого шва является решающим фактором, гарантирующим, что имело место правильное склеивание. К сожалению, оценка качества клеевого шва часто трудна и современные способы, известные в данной области техники для определения качества клеевого шва, не очень хорошо подходят для измерения и оценки всех потенциальных источников слабых связей.
В аэрокосмической промышленности для безопасного и надежного закрепления конструкционных материалов обычно используют адгезивы в сочетании с механическими крепежными средствами (например, заклепками, винтами и болтами). Конструкционные адгезивы редко используют в качестве единственного механизма для соединения деталей конструкций в самолете. Склеенные детали демонстрируют значительные преимущества по сравнению с деталями, соединенными с применением механических крепежных средств, включающие: облегченную массу, пониженные концентрации напряжений, долговечность, меньшее количество деталей и т.п. Несмотря на указанные преимущества, применение соединения путем склеивания ограничено, помимо прочего, сложностью оценки целостности клеевых швов. В настоящее время не существует неразрушающего способа измерения прочности склеивания соединенных деталей. Единственный способ измерения прочности склеенного соединения состоит в обнаружении предела прочности, который определяют путем разрушения соединения. По понятным причинам этот тип разрушающего испытания не является целесообразным в условиях промышленного производства, например, при сборке самолета. Более того, проверочное испытание большого числа образцов для определения средней допустимой нагрузки адгезива не гарантирует, что каждая в отдельности склеенная структура будет иметь ожидаемую прочность сцепления.
Для соответствия определенным требованиям авиационной сертификации в таких странах, как Соединенные Штаты, в настоящее время требуется конструкционная избыточность основных конструкций. Современные способы склеивания не способны удовлетворить указанным требованиям. В настоящее время в Соединенных Штатах применительно к основным конструкциям только соотвержденные структуры сертифицированы Федеральным авиационным управлением (FAA) и широко применяются в аэрокосмической промышленности. Таким образом, остается потребность в способе или технологии соединения путем склеивания, которую можно использовать в условиях производства в качестве способа создания надежных и высокопрочных химических связей при одновременном обеспечении отличной воспроизводимости качества клеевых швов. Кроме того, остается потребность в способе склеивания, который может соответствовать требованиям конструкционной избыточности (например, требованиям в Соединенных Штатах, изложенным FAA) без добавления дополнительных производственных стадий.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем изобретении предложен обогащенный смолой внешний слой, состоящий из тканого волокна, пропитанного смоляной матрицей, которая отличается от смоляной матрицы композитного препрега. Внешний слой выполнен таким образом, что его можно отвердить совместно с композитной подложкой (например, препрегом или выкладкой препрегов), при этом после удаления внешнего слоя на отвержденной поверхности полностью отвержденной композитной подложки остается тонкая сплошная пленка смолы внешнего слоя, причем указанная смола внешнего слоя является частично отвержденной. Пленка частично отвержденной смолы внешнего слоя образует поверхность, содержащую химически активные функциональные группы, способные к химическому взаимодействию с адгезивной смолой на последующей стадии склеивания. Предложенный внешний слой выполнен таким образом, что его можно нанести на различные композитные подложки, такие как препреги, для модифицирования их поверхностей и обеспечения улучшенных адгезионных и связующих свойств. По существу, внешний слой, описанный в настоящем документе, предлагает существенное изменение технологии склеивания по сравнению с текущим состоянием методологий в данной области техники.
Кроме того, в настоящем документе описан новый способ подготовки поверхности перед соединением путем склеивания. Такой способ подготовки поверхности включает нанесение обогащенного смолой внешнего слоя, описанного выше, на отверждаемую композитную подложку на смоляной основе, с последующим совместным отверждением. После совместного отверждения композитная подложка является полностью отвержденной, а матричная смола во внешнем слое остается частично отвержденной. После удаления внешнего слоя открывается шероховатая, способная к склеиванию поверхность с химически активными функциональными группами. Также описан способ склеивания композитной подложки с химически активной, способной к склеиванию поверхностью с другой композитной подложкой с образованием ковалентно-связанной структуры.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
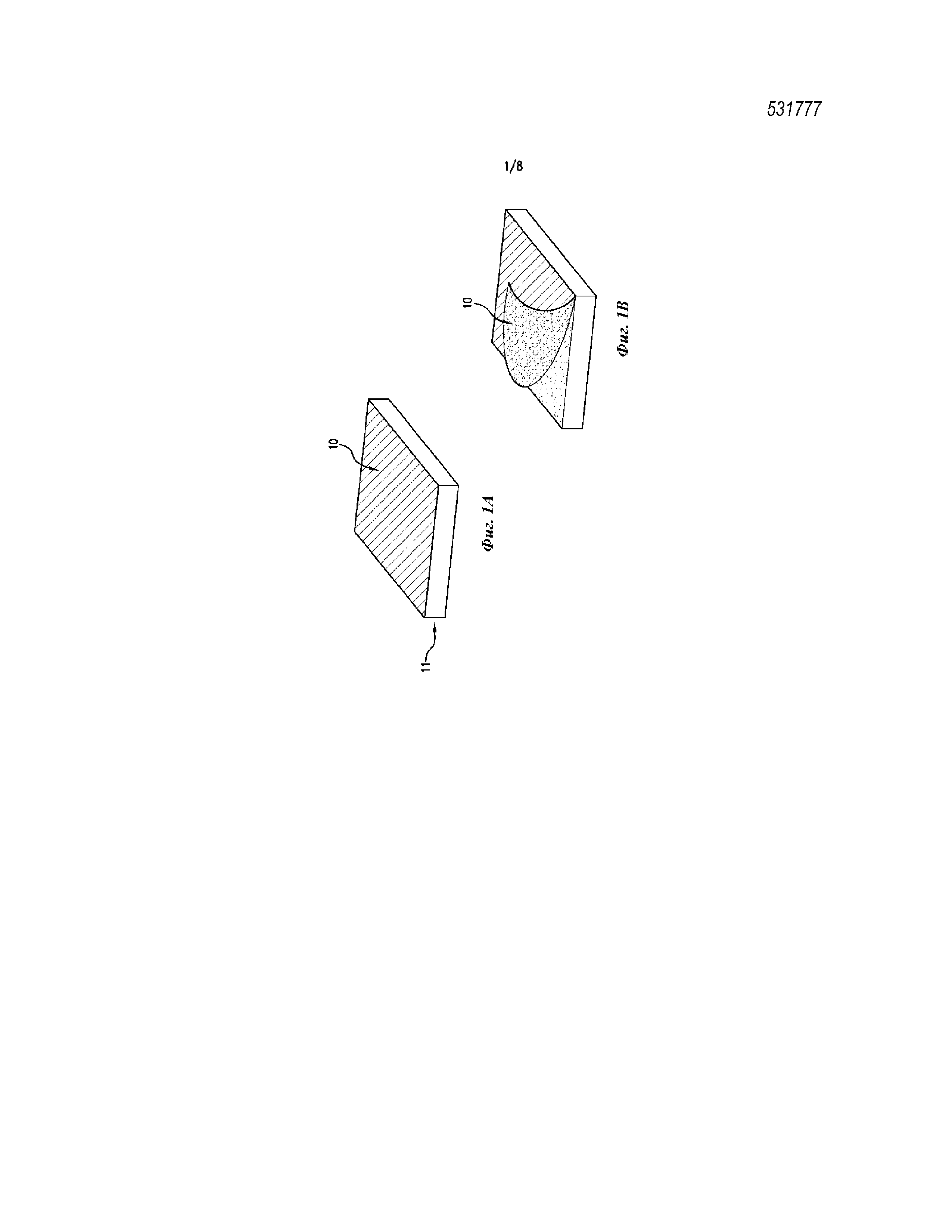
На Фиг. 1A-1C показан способ подготовки поверхности композитной подложки для соединения путем склеивания согласно одному из вариантов реализации настоящего изобретения.
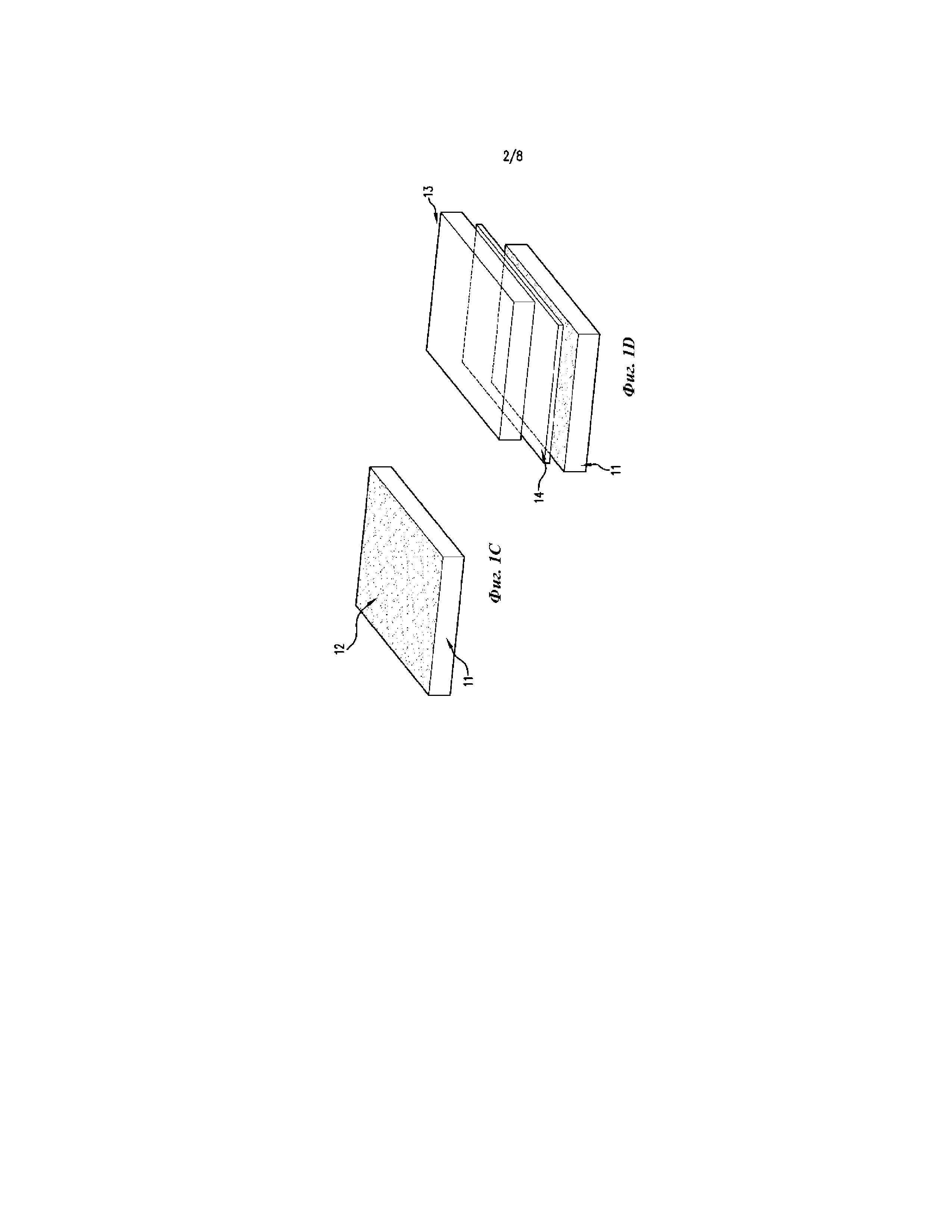
На Фиг. 1D-1E показано соединение путем склеивания композитных подложек после подготовки поверхности.
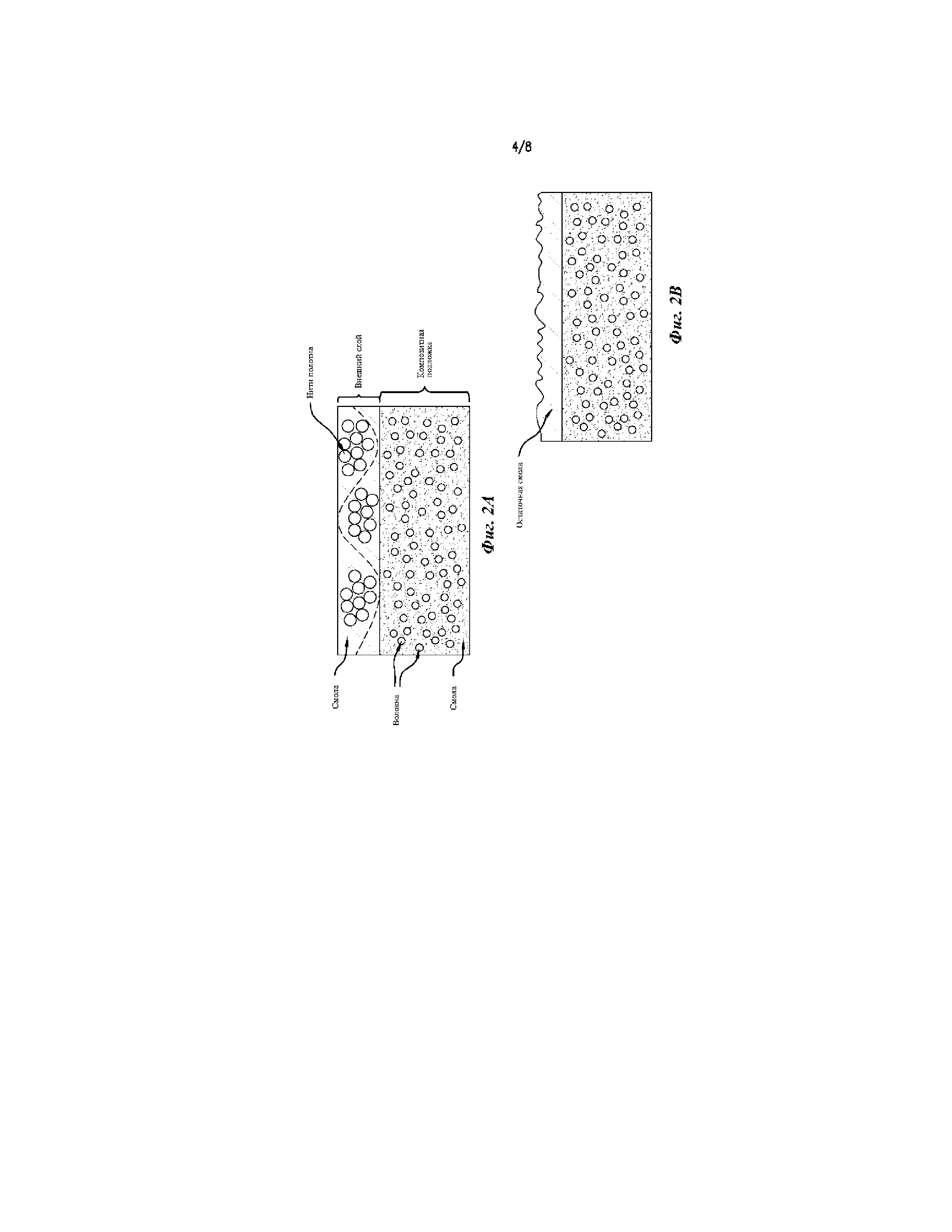
На Фиг.2A схематически показан обогащенный смолой внешний слой, ламинированный на армированную волокном композитную подложку.
На Фиг.2B схематически изображена композитная подложка, показанная на Фиг.2A, после совместного отверждения и удаления внешнего слоя.
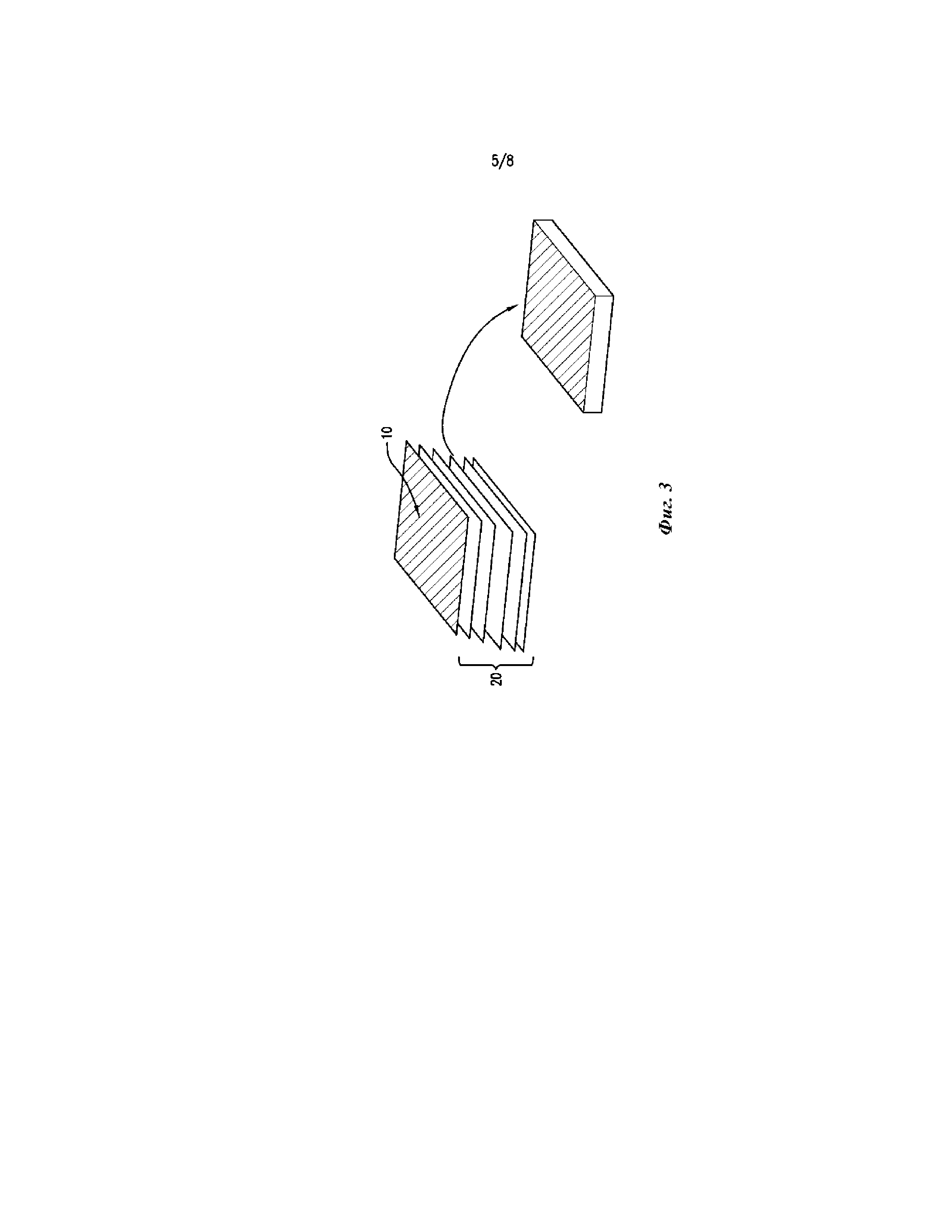
На Фиг.3 показано множество неотвержденных слоев препрега, уложенных вместе с обогащенным смолой внешним слоем, с последующим совместным отверждением, согласно одному из вариантов реализации настоящего изобретения.
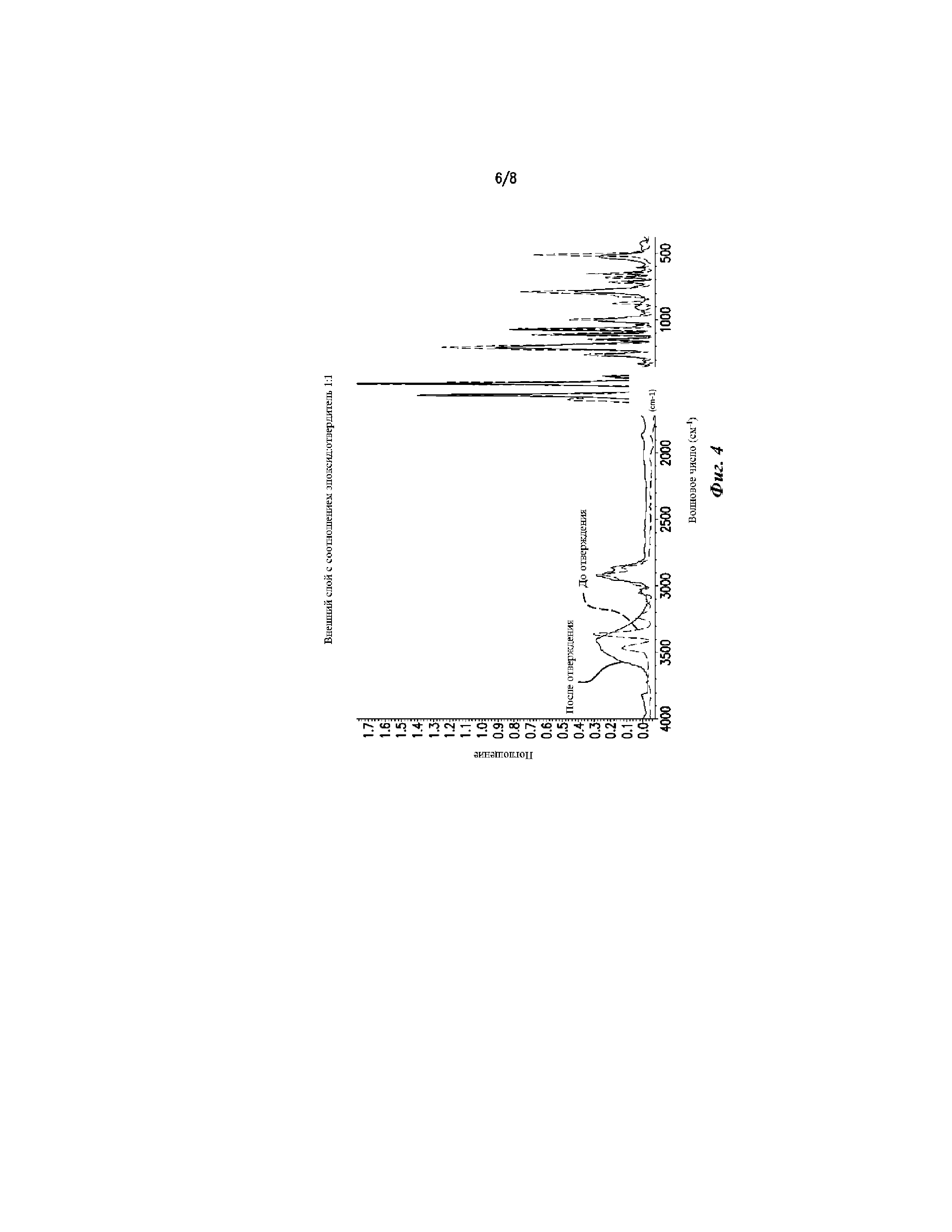
На Фиг.4 показан FT-IR спектр (инфракрасной спектроскопии с Фурье-преобразованием) внешнего слоя, содержащего эпоксид:отвердитель в соотношении 1:1.
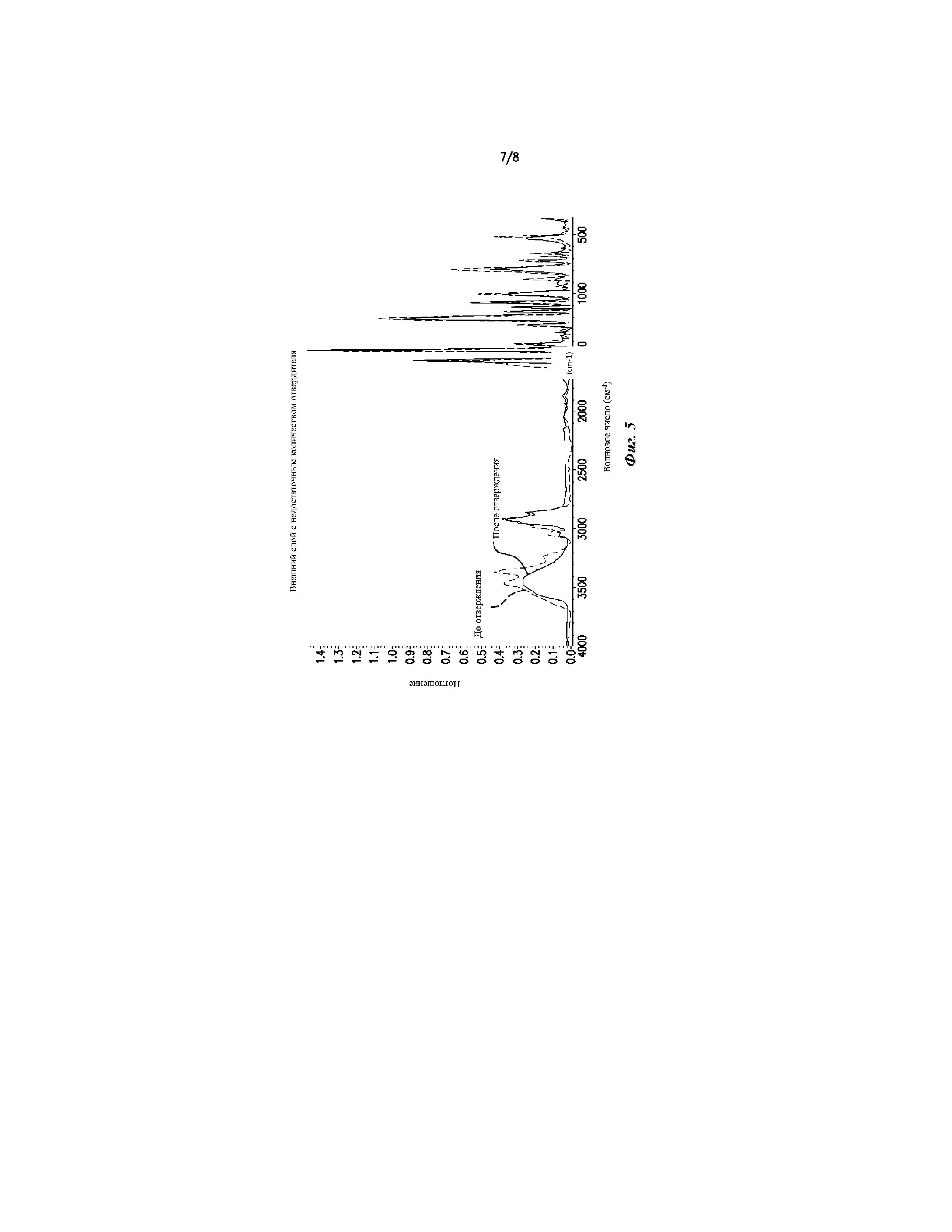
На Фиг.5 показан FT-IR спектр внешнего слоя, содержащего отвердитель в недостаточном количестве.
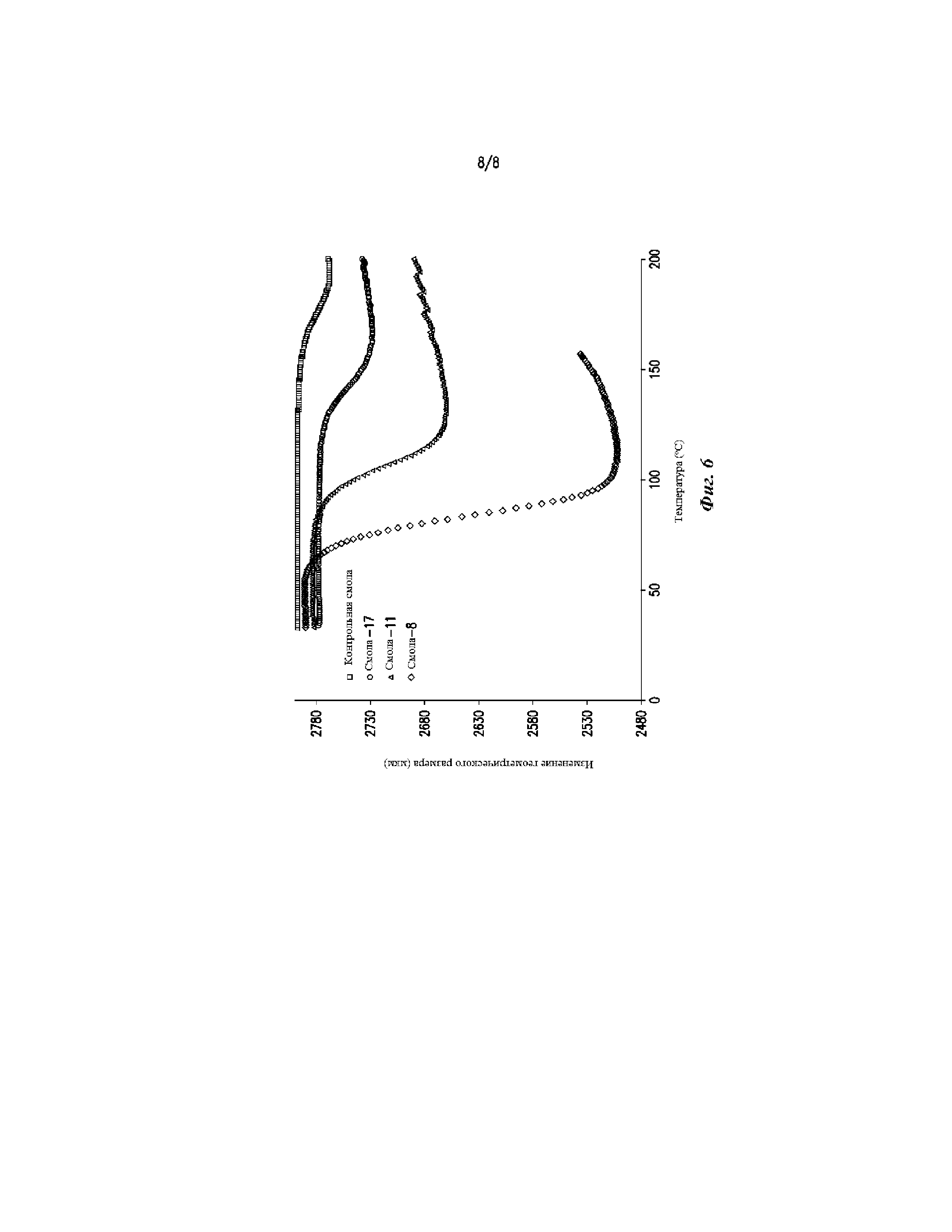
Фиг.6 представляет собой график, на котором приведены результаты термомеханического анализа (TMA) различных систем внешнего слоя согласно одному из примеров.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Новый способ подготовки поверхности, описанный в настоящем документе, позволяет создать химически активную поверхность композиционного материала, способную образовывать химические связи с другой подложкой при применении адгезива на основе смолы. Одно из преимуществ такого способа склеивания состоит в том, что химическая связь образуется между поверхностью композиционного материала и адгезивом, что приводит к появлению более сильной связи между композитными подложками. Другое преимущество предложенного способа состоит в том, что указанный способ минимизирует влияние загрязнения на поверхностях склеивания композитных подложек. Кроме того, такой способ склеивания можно использовать в промышленном масштабе, при этом он не требует существенного изменения инфраструктуры, применяемой в настоящее время в промышленности.
Способ склеивания, описанный в настоящем документе, предлагает подход к обеспечению сертифицируемого способа склеивания путем создания химически активных функциональных групп на поверхности, предназначенной для склеивания, что приводит к образованию соотвержденных структур. Следовательно, такой новый способ склеивания, описанный в настоящем документе, обеспечивает возможность соответствия требованиям конструкционной избыточности, таким как требования в Соединенных Штатах, изложенные FAA, без добавления дополнительный производственных стадий.
Упомянутую выше химически активную поверхность композиционного материала получают путем применения обогащенного смолой внешнего слоя. На Фиг.1A-1C показано, как применяют обогащенный смолой внешний слой для создания способной к склеиванию поверхности с химически активными функциональными группами. Как показано на Фиг.1A, отверждаемый внешний слой 10 сначала ламинируют на наружную поверхность неотвержденной или отверждаемой композитной подложки 11. Неотвержденная/отверждаемая композитная подложка состоит из армирующих волокон, вымоченных или пропитанных неотвержденной или отверждаемой матричной смолой, содержащей одну или более термореактивных смол. Отверждаемый внешний слой 10 состоит из тканного полотна, вымоченного или пропитанного отверждаемой матричной смолой, которая отличается от неотвержденной/отверждаемой матричной смолы композитной подложки. Матричная смола внешнего слоя 10 также содержит одну или более термореактивных смол; однако она составлена таким образом, что при одних и тех же условиях отверждения смола внешнего слоя отверждается только частично, тогда как композитная подложка 11 отверждается полностью. Далее, совместное отверждение внешнего слоя 10 и композитной подложки 11 выполняют путем нагревания при повышенной температуре(ах) в течение предварительно определенного периода времени до полного отверждения композитной подложки 11, при этом внешний слой 10 отверждается только частично. В результате совместного отверждения матричная смола внешнего слоя перемешивается и взаимодействует с матричной смолой композиционного материала. Реологические свойства и кинетику отверждения смолы внешнего слоя контролируют для обеспечения требуемой степени перемешивания смоляной матрицы внешнего слоя и смоляной матрицы композитной подложки для максимизирования совместного отверждения смоляной матрицы, гарантируя тем самым, что после совместного отверждения на поверхности останется достаточное количество смолы внешнего слоя. После совместного отверждения внешний слой (в том числе содержащуюся в нем ткань) снимают (Фиг.1B) с получением шероховатой способной к склеиванию поверхности 12 с химически активными функциональными группами (Фиг.1C). Шероховатую, способную к склеиванию поверхность 12 обеспечивают за счет тонкой пленки частично-отвержденной смолы внешнего слоя, которая остается на композитной подложке 11 после удаления внешнего слоя.
Совместное отверждение внешнего слоя 10 и композитной подложки 11 можно выполнить при температуре в диапазоне от комнатной температуры до 375°F (191°C) в течение от 1 часа до 12 часов при давлениях в диапазоне от 0-80 psi (0-0,55 МПа). Кроме того, совместное отверждение можно провести в автоклаве или с помощью способа без применения автоклава, в котором не применяют внешнее давление.
Отвержденную композитную подложку 11 со способной к склеиванию поверхностью 12 можно соединить с другой композитной подложкой 13 с помощью пленки 14 адгезива на основе отверждаемой смолы, расположенной между подложками и в контакте со способной к склеиванию поверхностью 12, как показано на Фиг.1D. Пленка 14 адгезива на основе смолы находится в неотвержденном или частично отвержденном состоянии и содержит химические функциональные группы, способные взаимодействовать с химически активными функциональными группами на способной к склеиванию поверхности 12. В ходе последующей термической обработки, применяемой для воздействия на процесс склеивания, указанные функциональные группы взаимодействуют друг с другом с образованием химических или ковалентных связей.
Композитная подложка 13 может представлять собой отвержденную композитную подложку, которая была подвергнута такой же операции по подготовке поверхности внешнего слоя, которая описана для композитной подложки 11, для получения аналогичной способной к склеиванию поверхности с химически активными функциональными группами. Далее соединенные композитные подложки 11 и 13 подвергают термической обработке при повышенной температуре(ах) для отверждения адгезива, получая в результате ковалентно-связанную структуру 15 (Фиг.1E) - этот процесс называют вторичным склеиванием. Адгезивную пленку 14 можно нанести на любую из двух или обе поверхности, выбранные из способной к склеиванию поверхности 12 композитной подложки 11 и способной к склеиванию поверхности композитной подложки 13.
Альтернативно, способную к склеиванию поверхность композитной подложки 13 можно получить с применением других известных способов поверхностной обработки, таких как пескоструйная обработка, дробеструйная обработка, получение поверхности сухого внешнего слоя и т.п. «Сухой внешний слой» представляет собой сухое тканое полотно (без смолы), обычно выполненное из нейлона, стекла или полиэфира, которое наносят на поверхность склеивания композитной подложки с последующим отверждением. После отверждения сухой внешний слой удаляют для высвобождения текстурированной поверхности склеивания.
Согласно другому варианту реализации изобретения композитная подложка 13 находится в неотвержденном состоянии при ее соединении с отвержденной композитной подложкой 11. В таком случае неотвержденная композитная подложка 13 и пленка 14 отверждаемого адгезива отверждаются одновременно на последующей стадии нагревания - такой процесс называют совместным склеиванием.
При совместном склеивании или вторичном склеивании композитных подложек согласно способам, описанным в настоящем документе, образуются химические или ковалентные связи между реакционноспособными фрагментами, присутствующими в адгезиве на основе смолы и химически активными функциональными группами на способной к склеиванию поверхности композитной подложки, полученной из обогащенного смолой внешнего слоя. В результате, ковалентно-связанная структура по существу не имеет поверхности раздела адгезив-композиционный материал. Присутствие химически активных функциональных групп на способной к склеиванию поверхности, описанной в настоящем документе, позволяет оптимизировать последующий процесс склеивания путем повышения прочности склеивания между склеенными подложками и улучшения надежности склеивания. Кроме того, ковалентно-связанная структура более устойчива к загрязнению, чем склеенные структуры, полученные с помощью общепринятых способов совместного склеивания или вторичного склеивания.
Термины «отверждать» и «отверждение», применяемые в настоящем документе, включают полимеризацию и/или сшивание полимерного материала, выполняемое путем смешивания базовых компонентов, нагревания при повышенных температурах, воздействия ультрафиолетовым излучением и радиацией. В настоящем документе «полностью отвержденный» относится к 100% степени отверждения. В настоящем документе «частично отвержденный» относится к степени отверждения, меньшей чем 100%.
Смола внешнего слоя может содержать один или более отверждающих агентов (или отвердителей) или может не содержать никакого отверждающего агента. Согласно вариантам реализации изобретения, в которых смола внешнего слоя содержит отверждающий агент, степень отверждения частично отвержденного внешнего слоя после совместного отверждения с композитной подложкой может составлять от 10% до 75% от полного отверждения, например, от 25% до 75% или от 25% до 50%. Согласно вариантам реализации изобретения, в которых смола внешнего слоя не содержит отверждающего агента, внешний слой после совместного отверждения с композитной подложкой обычно остается неотвержденным, за исключением поверхности раздела композиционный материал-внешний слой.
Степень отверждения термореактивной смоляной системы можно определить с помощью дифференциальной сканирующей калориметрии (DSC). В процессе отверждения термореактивная смоляная система подвергается необратимой химической реакции. Когда компоненты в смоляной системе отверждаются, смолой выделяется тепло, которое контролируют с помощью прибора DSC. Тепло, выделяющееся при отверждении, можно использовать для определения процентного отверждения смоляного материала. В качестве примера, следующий простой расчет может предоставить такую информацию:
% отверждения = [Δ Hнеотвержденного материала - ΔHотвержденного материала]/ [ΔHнеотвержденного материала] ×100%
Внешний слой
Обогащенный смолой внешний слой согласно настоящему изобретению состоит из ткани, пропитанной отверждаемой матричной смолой, и содержит смолу в количестве по меньшей мере 20% по массе в расчете на общую массу внешнего слоя, в зависимости от конкретного типа ткани, подвергаемой пропитыванию. Согласно некоторым вариантам реализации изобретения содержание смолы составляет от 20% до 80% по массе, предпочтительно от 20% до 50%. Согласно одному из вариантов реализации изобретения обогащенный смолой внешний слой, описанный в настоящем документе, содержит в расчете на общую массу внешнего слоя: от 20% масс. до 80% масс. термоотверждающейся матричной смолы, от 2% масс. до 20% масс. отверждающего агента(ов) и от 5% масс. до 40% масс. дополнительных модификаторов или наполнителей.
На Фиг.2A схематически показан обогащенный смолой внешний слой, ламинированный на армированную волокном композитную подложку. На Фиг.2B схематически показана композитная подложка с остаточным слоем смолы внешнего слоя, оставшейся после совместного отверждения и удаления внешнего слоя. Линия разрушения при снятии внешнего слоя находится на поверхности раздела волокно-смола, а не внутри ткани. Смоляную композицию внешнего слоя и переплетение ткани выбирают таким образом, чтобы после удаления внешнего слоя на поверхности композитной подложки не оставалось порванных волокон. Вследствие неполного отверждения смола внешнего слоя, оставшаяся на поверхности композитной подложки после отверждения, предпочтительно имеет более низкую температуру стеклования (Tg), чем температура смоляной матрицы композиционного материала. Более низкая Tg смолы также позволяет смоле на поверхности внешнего слоя подвергаться вязкому течению во время последующей стадии склеивания, что тем самым создает условия, в которых смола внешнего слоя может смешиваться с адгезивной смолой.
Согласно одному из вариантов реализации изобретения матричную смолу внешнего слоя получают из отверждаемой смоляной композиции, содержащей: одну или более термореактивных смол; по меньшей мере один отверждающий агент; и необязательно, добавки, модификаторы и наполнители. Согласно другому варианту реализации изобретения смоляная композиция внешнего слоя содержит одну или более термореактивных смол, но не содержит отверждающего агента.
Подходящие термореактивные смолы включают, но не ограничиваются ими, эпоксидные смолы, фенольные смолы, фенолы, цианатные эфиры, бисмалеимиды, бензоксазины, полибензоксазины, полибензоксазоны, их комбинации и их предшественники.
Особенно подходящими являются многофункциональные эпоксидные смолы (или полиэпоксиды), содержащие множество эпоксидных функциональных групп на молекулу. Полиэпоксиды могут представлять собой насыщенные, ненасыщенные, циклические или ациклические, алифатические, ароматические или гетероциклические полиэпоксидные соединения. Примеры подходящих полиэпоксидов включают полиглицидиловые эфиры, которые получают с помощью реакции эпихлоргидрина или эпибромгидрина с полифенолом в присутствии щелочи. Поэтому подходящие полифенолы представляют собой, например, резорцин, пирокатехин, гидрохинон, бисфенол A (бис(4-гидроксифенил)-2,2-пропан), бисфенол F (бис(4-гидроксифенил)метан), фтор-4,4’-дигидроксибензофенон, бисфенол Z (4,4’-циклогексилиденбисфенол) и 1,5-гидроксинафталин. Другие подходящие полифенолы в качестве основы для полиглицидиловых эфиров представляют собой известные продукты конденсации фенола и формальдегида или ацетальдегида типа новолачной смолы.
Примеры подходящих эпоксидных смол включают диглицидиловые эфиры бисфенола A или бисфенола F, например, EPON™ 828 (жидкая эпоксидная смола), D.E.R. 331, D.E.R. 661 (твердые эпоксидные смолы), которые можно приобрести в компании Dow Chemical Co.; триглицидиловые эфиры аминофенола, например, ARALDITE® (АРАЛЬДИТ) MY 0510, MY 0500, MY 0600, MY 0610 от компании Huntsman Corp. Дополнительные примеры включают новолачные эпоксидные смолы на основе фенола, коммерчески доступные в виде DEN 428, DEN 431, DEN 438, DEN 439 и DEN 485 от компании Dow Chemical Co; новолачные эпоксидные смолы на основе крезола, коммерчески доступные в виде ECN 1235, ECN 1273 и ECN 1299 от компании Ciba-Geigy Corp.; углеводородные новолачные эпоксидные смолы, коммерчески доступные в виде TACTIX® (ТАКТИКС) 71756, TACTIX® 556 и TACTIX® 756 от компании Huntsman Corp.
Смоляная композиция внешнего слоя предпочтительно представляет собой однокомпонентную систему, которая должна отверждаться при повышенной температуре и, следовательно, она содержит один или более отверждающих агентов. Такие отверждающие агенты способны осуществлять сшивание или отверждение выборочных компонентов смоляной композиции внешнего слоя при нагревании до температуры выше комнатной температуры. Для цели, описанной в настоящем документе, количество отверждающих агентов выбирают таким образом, что предпочтительно имеется от примерно 0,1 до примерно 1 эквивалента отверждающего агента на один эквивалент молекулы эпоксида, более предпочтительно, от 0,1 до 0,5. Точное отношение отверждающего агента к эпоксиду выбирают таким образом, чтобы после совместного отверждения с композитной подложкой осталось оптимальное количество химически активных поверхностных функциональных групп. Подходящие отверждающие агенты для смолы внешнего слоя могут включать, но не ограничиваются ими, алифатические и ароматические амины, комплексы трифторида бора, гуанидины, дициандиамид, бисмочевины (например, 2,4-толуол-бис-(диметилмочевина), 4,4’-метилен-бис-(фенилдиметилмочевина)) и диаминодифенилсульфон, (например, 4,4’-диаминодифенилсульфон или 4,4’-DDS). Можно использовать один или более отверждающих агентов и общее количество отверждающего агента(ов) может составлять от 2% до 20% по массе в расчете на общую массу смоляной композиции.
К смоляной композиции внешнего слоя также можно добавлять неорганические наполнители в форме частиц (например, порошка) в качестве компонента, модифицирующего реологические свойства, для регулирования потока смолистой композиции и предотвращения в ней агломерации. Подходящие неорганические наполнители включают, но не ограничиваются ими, коллоидальный диоксид кремния, тальк, слюду, карбонат кальция, оксид алюминия, измельченный или осажденный мел, кварцевый порошок, оксид цинка, оксид кальция и диоксид титана. При наличии, количество наполнителей в смоляных композициях внешнего слоя может составлять от 0,5% до 40% по массе, предпочтительно от 1 до 10% по массе, более предпочтительно от 1 до 5% по массе в расчете на общую массу смоляной композиции.
Обогащенный смолой внешний слой можно получить путем нанесения смоляной композиции, описанной выше, на тканое полотно таким образом, чтобы полностью пропитать нити в ткани, используя общепринятые способы покрытия растворителями или способы нанесения покрытий из расплава. Затем влажный внешний слой оставляют сохнуть, при необходимости, для уменьшения содержания летучих компонентов, предпочтительно, до менее 2% по массе. Высушивание можно выполнить путем воздушной сушки при комнатной температуре на протяжении ночи с последующей сушкой в печи при 140-170°F (от примерно 60°С до примерно 77°С) или путем сушки в печи при повышенной температуре при необходимости уменьшения времени высушивания. Впоследствии высушенный обогащенный смолой внешний слой можно защитить путем нанесения на противоположные стороны удаляемой прокладочной бумаги или синтетических пленок (например, полиэфирных пленок). Такую прокладочную бумагу или синтетические пленки необходимо удалять перед применением внешнего слоя для склеивания поверхностей.
Согласно одному из вариантов реализации изобретения отношение термореактивной смолы (смол) и отверждающего агента(ов) в композиции смолы внешнего слоя регулируют таким образом, что композиция содержит недостаточное количество отверждающего агента(ов), необходимое для взаимодействия с 100% термореактивной смолы (смол) и, таким образом, вследствие такого недостаточного количества в конце заранее установленного цикла отверждения будут оставаться непрореагировавшие или несшитые функциональные группы из термореактивного смоляного материала. Например, если в заранее установленном цикле отверждения для достижения 100% степени отверждения необходимо количество X отверждающего агента, для обеспечения частичного отверждения в смоляной композиции внешнего слоя можно использовать количество, меньшее, чем X, например, до 80% X, предпочтительно от 25% до 50% X. Термореактивный смоляной материал содержит непрореагировавшие/несшитые функциональные группы, которые являются источником химически активных функциональных групп для способной к склеиванию поверхности, описанной выше.
Композитные подложки
В этом контексте композитные подложки относятся к композиционным материалам на основе армированной волокном смолы, в том числе к препрегам или выкладкам препрегов (таким как материалы, используемые для изготовления композитных структур для авиационно-космической техники). В настоящем документе термин «препрег» относится к слою волокнистого материала (например, однонаправленным жгутам или ленте, нетканому мату или слою ткани), который был пропитан отверждаемой матричной смолой. Матричная смола в композитных подложках может быть в неотвержденном или частично отвержденном состоянии. Армированный волокнами материал может быть в форме слоя тканого или нетканого полотна или однонаправленной ленты. «Однонаправленная лента» относится к слою армирующих волокон, которые расположены в одном и том же направлении. В настоящем документе термин «выкладка препрегов» относится к множеству слоев препрегов, которые были уложены путем послойного размещения.
Наслаивание слоев препрега можно осуществить вручную или посредством автоматизированного процесса, такого как автоматизированная выкладка ленты (ATL). Слои препрега внутри выкладки можно расположить в выбранной ориентации относительно друг друга. Например, выкладки препрегов могут содержать слои препрегов, имеющие однонаправленные конфигурации волокна, при этом волокна ориентированы под выбранным углом θ, например, под углом 0°, 45° или 90°, относительно наибольшего геометрического размера выкладки, такого как длина. Следует также понимать, что согласно некоторым вариантам реализации изобретения препреги могут иметь любую комбинацию конфигураций волокон, например, однонаправленно расположенные волокна, многонаправленные волокна и плетеные ткани.
Согласно одному из вариантов реализации изобретения (показанному на Фиг.3), множество неотвержденных слоев 20 препрега можно расположить вместе с отверждаемым, обогащенным смолой внешним слоем 10, описанным выше, в качестве наружного слоя, с последующим совместным отверждением и удалением внешнего слоя для получения способной к склеиванию поверхности с химически активными функциональными группами, как описано выше со ссылкой на Фиг. 1A-1C. В качестве примеров, количество слоев препрега может составлять от 2 до 100 слоев или от 10 до 50 слоев.
Препреги можно изготовить путем вымачивания или пропитывания непрерывных волокон или тканного полотна матричной смоляной системы с получением гибкого и липкого листового материала. Такой процесс часто называют процессом препрегирования. Для достижения оптимальных рабочих характеристик, необходимых для предполагаемого применения препрегов, можно указать точную спецификацию волокон, их ориентацию и состав смоляной матрицы. Объем волокон на квадратный метр также можно установить согласно требованиям.
При препрегировании армирующие волокна пропитывают матричной смолой контролируемым способом и затем замораживают для подавления полимеризации смолы. Далее замороженные препреги транспортируют и хранят в замороженном состоянии до тех пор, пока не появится необходимость их применения. При изготовлении композитных деталей из препрегов препреги размораживают до комнатной температуры, разрезают на куски нужного размера и собирают на пресс-форме. После сборки на месте препреги закрепляют и отверждают под давлением для обеспечения требуемой объемной доли волокон с минимальным количеством пустот.
Термин «пропитывать» относится к введению материала отверждаемой матричной смолы в армирующие волокна для частичного или полного инкапсулирования волокон смолой. Матричная смола для получения препрегов может иметь форму смоляных пленок или жидкостей. Кроме того, перед склеиванием матричная смола находится в отверждаемом/неотвержденном состоянии. Пропитку можно облегчить путем применения тепла и/или давления.
В качестве примера, способ пропитывания может включать:
(1) Непрерывное перемещение волокон через (обогреваемую) баню с композицией расплавленной пропитывающей матричной смолы для полного или по существу полного увлажнения волокон; или
(2) Прессование верхней и нижней смоляных пленок впритык к непрерывным, однонаправленным волокнам, расположенным параллельно или в слое ткани.
Армирующие волокна в композитных подложках (например, препрегах) могут иметь форму рубленных волокон, непрерывных волокон, нитей, жгутов, пучков, листов, прядей и их комбинаций. Непрерывные волокна могут также принимать любую конфигурацию, выбранную из однонаправленной (расположены в одном направлении), разнонаправленной (расположены в разных направлениях), нетканой, тканой, вязаной, прошитой, намотанной и плетенной конфигураций, а также структур закрученного мата, войлочного мата и мата из рубленных волокон. Плетеные волокнистые структуры могут содержать множество плетеных жгутов, при этом каждый жгут состоит из множества нитей, например, тысячей нитей. Согласно дополнительным вариантам реализации изобретения такие жгуты могут удерживаться в нужном положении за счет перекрестных переплетений, уточных трикотажных переплетений или небольшого количества связующей смолы, такой как термопластическая смола.
Волокнистые материалы включают, но не ограничиваются ими, стекло (в том числе электрическое или E-стекло), углерод, графит, арамид, полиамид, полиэтилен (PE) с высоким модулем упругости, полиэфир, поли-п-фенилен-бензоксазол (PBO), бор, кварц, базальт, керамику и их комбинации.
Для изготовления высокопрочных композиционных материалов, таких как материалы для применения в авиационно-космической промышленности и автоматизации, предпочтительно, чтобы армирующие волокна имели предел прочности при растяжении больше 3500 MPa.
В целом, матричная смола композитных подложек аналогична матричной смоле внешнего слоя. Такая смола содержит одну или более термореактивных смол в качестве основного компонента в комбинации с незначительными количествами добавок, таких как отверждающие агенты, катализаторы, сомономеры, агенты для регулирования реологических свойств, усилители клейкости, модификаторы реологических свойств, неорганические или органические наполнители, термопластические или эластомерные добавки, повышающие ударную прочность, стабилизаторы, ингибиторы, пигменты/красители, антипирены, реакционноспособные разбавители и другие добавки, хорошо известные специалистам в данной области техники для модифицирования свойств смоляной матрицы перед отверждением или после него.
Термореактивные смолы, подходящие для матричной смолы композитных подложек, представляют собой смолы, описанные выше со ссылкой на матричную смолу внешнего слоя.
Подходящие эпоксидные смолы для матричной смолы композитных подложек включают полиглицидиловые производные ароматического диамина, ароматического первичного моноамина, аминофенолов, многоатомных фенолов, многоатомных спиртов, поликарбоновых кислот. Примеры подходящих эпоксидных смол включают полиглицидиловые эфиры бисфенолов, такие как бисфенол A, бисфенол F, бисфенол S и бисфенол K; и полиглицидиловые эфиры новолачных эпоксидных смол на основе крезола и на основе фенола.
Добавление отверждающего агента(ов) и/или катализатор(ов) может увеличить скорость отверждения и/или понизить температуры отверждения матричной смолы. Отверждающий агент для термореактивных смол выбирают соответствующим образом из известных отверждающих агентов, например, гуанидинов (в том числе замещенных гуанидинов), мочевин (в том числе замещенных мочевин), меламиновых смол, гуанамина, аминов (в том числе первичных и вторичных аминов, алифатических и ароматических аминов), амидов, ангидридов (в том числе ангидридов поликарбоновых кислот) и их смесей.
Добавки, повышающие ударную прочность, могут включать термопластические и эластомерные полимеры и полимерные частицы, такие как резиновые частицы типа ядро-оболочка, полиимидные частицы, полиамидные частицы и т.п.
Неорганические наполнители могут включать коллоидальный диоксид кремния, кварцевый порошок, оксид алюминия, пластинчатые наполнители, такие как слюда, тальк или глину (например, каолин).
Адгезив
Адгезив для склеивания композитных подложек представляет собой отверждаемую композицию, подходящую для совместного отверждения с неотвержденными или отверждаемыми композитными подложками. Отверждаемая адгезивная композиция может содержать одну или более термореактивных смол, отверждающий агент(ы) и/или катализатор(ы) и необязательно, добавки, повышающие ударную прочность, наполнители, агенты, регулирующие расход, красители и т.п. Термореактивные смолы включают, но не ограничиваются ими, эпоксид, ненасыщенную полиэфирную смолу, бисмалеимид, полиимид, цианатный эфир, фенольную смолу и т.п.
Эпоксидные смолы, которые можно использовать для получения отверждаемой адгезивной композиции, включают многофункциональные эпоксидные смолы, содержащие множество эпоксидных групп на молекулу, такие как смолы, описанные для матричной смолы внешнего слоя и композитной подложки.
Отверждающие агенты могут включать, например, гуанидины (в том числе замещенные гуанидины), мочевины (в том числе замещенные мочевины), меламиновые смолы, гуанамин, амины (в том числе первичные и вторичные амины, алифатические и ароматические амины), амиды, ангидриды и их смеси. Особенно подходящими являются латентные отверждающие агенты на основе амина, которые можно активировать при температуре выше 160°F (примерно 71°C), предпочтительно выше 200°F (примерно 93°C), например, 350°F (примерно 177°C). Примеры подходящих латентных отверждающих агентов на основе амина включают дициандиамид (DICY), гуанамин, гуанидин, аминогуанидин и их производные. Особенно подходящим латентным отверждающим агентом на основе амина является дициандиамид (DICY).
Ускорители отверждения можно использовать в сочетании с латентным отверждающим агентом на основе амина для ускорения реакции отверждения между эпоксидными смолами и отверждающим агентом на основе амина. Подходящие ускорители отверждения могут включать алкил- и арилзамещенные мочевины (в том числе ароматическую или алициклическую диметилмочевину); бисмочевины на основе толуолдиамина или метилендианилина. Примером бисмочевины является 2,4-толуол-бис(диметилмочевина). Например, в качестве ускорителя отверждения можно использовать дициандиамид в комбинации с замещенной бисмочевиной.
Добавки, повышающие ударную прочность, могут включать термопластические или эластомерные полимеры и полимерные частицы, такие как резиновые частицы типа ядро-оболочка (CSR). Подходящие термопластические полимеры включают полиарилсульфоны, содержащие или не содержащие реакционноспособные функциональные группы. Пример полиарилсульфона с функциональными группами включает, например, coполимер полиэфирсульфона и полиэфирэфирсульфона (PES-PEES) с концевыми функциональными аминогруппами. Подходящие эластомерные полимеры включают бутадиен-нитрильный сополимер с концевыми карбоксильными группами (CTBN) и акрилонитрилбутадиеновый эластомер с концевыми аминогруппами (ATBN). Примеры частиц CSR включают частицы, которые можно приобрести под торговым названием Kane Ace® (Кейн Ейс), такие как MX 120, MX 125 и MX 156 (все содержат 25% масс. частиц CSR, диспергированных в жидкой эпоксидной смоле на основе бисфенола A).
Неорганические наполнители могут быть в форме частиц, например, порошка, хлопьев, и могут включать коллоидальный диоксид кремния, кварцевый порошок, оксид алюминия, слюду, тальк и глину (например, каолин).
ПРИМЕРЫ
Следующие примеры приведены для иллюстрирования некоторых аспектов настоящего изобретения. В описанных ниже примерах количества, приведенные в таблицах, даны в весовых частях («pbw»), если не указано иное.
Пример 1
На основе составов, приведенных в таблице 1, были приготовлены четыре отверждаемые смоляные смеси для внешнего слоя. Смоляные смеси, обозначенные как смола-17, смола-11, смола-8, были приготовлены с применением того же состава, что смоляная смесь, обозначенная как контрольная смола, но количество отверждающего агента 4,4’-диамино-дифенилсульфона (4,4’-DDS) было изменено от 20,9 частей до 17 pbw, 11,3 pbw, 8,3 pbw, соответственно.
Таблица 1
|
Смоляную смесь перемешивали, используя процесс в расплаве, с последующим нанесением каждой из описанных выше смоляных смесей на тканый материал на основе полиэфира от компании Porcher Industries (Porcher 8115). Далее полученные слои пропитанной смолой ткани использовали в качестве материалов внешнего слоя.
Каждый из полученных материалов внешнего слоя укладывали вручную вместе с 10 слоями CYCOM 977-2 (препрега, содержащего углеродные волокна, пропитанные эпоксидной матричной смолой, который можно приобрести в компании Cytec Engineered Materials), при этом внешний слой образовал наружную оболочку. Затем неотвержденный слоистый материал отверждали путем нагревания при 350°F (примерно 177°С) в течение 3 часов при 80 psi (примерно 0,55 МПа). После отверждения внешний слой (содержащий ткань) удаляли ручным способом с получением отвержденного композиционного изделия со способной к склеиванию поверхностью. Контрольный внешний слой был полностью отвержден и по существу не обеспечил функциональные группы на поверхности склеивания, но другие внешние слои сформировали частично отвержденные поверхности, содержащие непрореагировавшие эпоксидные функциональные группы. Затем отвержденное композиционное изделие со способной к склеиванию поверхностью соединяли (посредством вторичного склеивания) с другим идентичным композиционным изделием с помощью адгезива FM 309-1 на основе эпоксидной смолы (который можно приобрести в компании Cytec Engineered Materials). Адгезив на основе эпоксидной смолы был неотвержденным и содержал аминовый отверждающий агент, который обеспечивал функциональные аминогруппы. Вторичное склеивание выполняли путем нагревания со скоростью 3°F (примерно 1,7°С) в минуту до 350°F (примерно 177°С) и выдерживания в течение 90 минут при 40 psi (примерно 0,28 МПа).
Составы внешнего слоя, приведенные в таблице 1, были получены таким образом, что содержание отверждающего агента 4,4’-DDS варьировало для выборочного регулирования количества непрореагировавших, эпоксидных функциональных групп, оставшихся после совместного отверждения со слоями препрега. Как было очевидно, при понижении количества 4,4’-DDS в составе внешнего слоя в процессе совместного отверждения со слоями препрега потреблялось меньшее количество эпоксидных групп, что, тем самым, позволяло сохранить эпоксидные функциональные группы, которые впоследствии могут взаимодействовать с функциональными группами адгезива.
Механические свойства склеенных структур и их характеристики
Были определены механические характеристики склеенных структур, полученных выше, путем испытания материала на вязкость разрушения G1c, выполненного согласно ASTM D5528. Результаты определения G1c приведены в таблице 2.
Таблица 2
|
Результаты, приведенные в таблице 2, показывают, что склеенные структуры, полученные с применением материалов частично отвержденного внешнего слоя (смолы-17, смолы-11 и смолы-8), обеспечивают в результате более высокую прочность склеивания по сравнению со структурой, полученной с применением полностью отвержденного внешнего слоя (изготовленного из контрольной смолы). Более важно, в системах, содержащих частично отвержденный внешний слой, характер разрушения стал более когезивным, что является желательным типом разрушения.
Пример 2
Удерживание активных функциональных групп на поверхности частично отвержденного внешнего слоя было продемонстрировано путем исследования материалов внешнего слоя с помощью инфракрасной спектроскопии с Фурье-преобразованием (FT-IR). Спектроскопия FT-IR представляет собой полезный спектроскопический инструмент для определения характеристик функциональных групп и позволяет идентифицировать структурные компоненты материалов. Внешний слой получали из смоляной композиции с недостатком отвердителя (т.е. отверждающего агента), и контрольный внешний слой получали из смоляной композиции с соотношением эпоксид:отвердитель 1:1. Композиции внешнего слоя приведены в таблице 3.
Таблица 3
|
Каждый внешний слой укладывали со слоями препрега и совместно отверждали, как описано в примере 1. На Фиг.4 показаны FT-IR спектры материала контрольного внешнего слоя, содержащего достаточное количество отвердителя для полного отверждения термореактивной смолы, содержащейся в указанном слое, и на Фиг.5 показаны FT-IR спектры материала внешнего слоя, в котором имелся отвердитель в недостаточном количестве, так что не вся термореактивная смола была израсходована во время совместного отверждения, что привело к формированию частично отвержденного внешнего слоя. Пик при приблизительно 914 см-1 представляет собой характеристическую полосу, которую приписывают валентному колебанию оксиранового кольца. Высота поглощения или высота пика представляет собой индикатор количества эпоксидных групп, присутствующих в данном материале. Как можно видеть на Фиг.5, частично отвержденный внешний слой содержит более высокое количество эпоксидных функциональных групп после совместного отверждения.
Присутствие поверхностных активных функциональных групп, полученных таким образом, имеет преимущество, состоящее в обеспечении химических связей на поверхности раздела подложка-адгезив по сравнению с традиционными структурами, полученными путем вторичного склеивания. Следовательно, способ, предложенный в настоящем изобретении, обеспечивает возможность вторичного склеивания композиционных материалов с получением соотвержденных структур. Улучшение такого способа склеивания состоит в том, что он обеспечивает надежность и конструкционную избыточность склеенным структурам.
Пример 3
Составы внешнего слоя, описанные в примере 1, были изучены с помощью термомеханического анализа (TMA) для определения температуры стеклования. На Фиг.6 показаны результаты исследования и продемонстрировано, что Tg поверхности смолы внешнего слоя можно контролировать путем модификации отношений компонентов в составе.
Пример 4
На основе составов, приведенных в таблице 4, были приготовлены две отверждаемые смоляные смеси для внешнего слоя, обозначенные как смола-12 и смола-6. Смоляные смеси были приготовлены с применением процесса в расплаве с последующим нанесением каждой из описанных выше смоляных смесей на тканый материал на основе полиэфира от компании Porcher Industries (Porcher 8115). Далее полученные слои пропитанной смолой ткани использовали в качестве материалов внешнего слоя.
Таблица 4
|
Каждый из полученных материалов внешнего слоя укладывали вручную вместе с 10 слоями CYCOM 977-2, при этом внешний слой образовал наружную оболочку. Затем неотвержденный слоистый материал отверждали путем нагревания при 350 °F (примерно 177°С) в течение 3 часов при 80 psi (примерно 0,55 МПа). Для сравнения, другую выкладку препрега получали аналогичным способом, за исключением того, что обогащенный смолой внешний слой, полученный, как описано выше, заменяли сухим внешним слоем на основе полиэфирной ткани (Porcher 8115). После отверждения каждый внешний слой удаляли ручным способом с получением отвержденного композиционного изделия со способной к склеиванию поверхностью. Затем отвержденное композиционное изделие со способной к склеиванию поверхностью соединяли (посредством вторичного склеивания) с другим идентичным композиционным изделием с помощью адгезива FM 309-1 на основе эпоксидной смолы. Адгезив на основе эпоксидной смолы был неотвержденным и содержал аминовый отверждающий агент, который обеспечивал функциональные аминогруппы. Вторичное склеивание выполняли путем нагревания со скоростью 3°F (примерно 1,7°С) в минуту до 350°F (примерно 177°С) и выдерживания в течение 90 минут при 40 psi (примерно 0,28 МПа).
Кроме того, была получена соотвержденная контрольная структура путем укладки двух 10-слойных стопок материала препрега CYCOM 977-2, размещения адгезива FM 309-1 между указанными стопками препрега и совместного отверждения путем нагревания в течение 90 минут при 350°F (примерно 177°С) при 80 psi (примерно 0,55 МПа).
Механические свойства склеенных структур и их характеристики
Механические характеристики склеенных структур, полученных в указанном примере, были определены путем испытания материала на вязкость разрушения G1c, выполненного согласно ASTM D5528. Результаты определения G1c приведены в таблице 5.
Таблица 5
|
Пример 5
4-слойный слоистый материал препрега CYCOM 977-2 укладывали вместе с внешним слоем на основе смолы-6, описанной выше в примере 4, в качестве наружной оболочки. Затем неотвержденный слоистый материал отверждали путем нагревания при 350°F (примерно 177°С) в течение 3 часов при 80 psi (примерно 0,55 МПа), при этом в конце цикла отверждения внешний слой на основе смолы-6 оставался частично отвержденным. Затем после удаления внешнего слоя отвержденный композиционный слоистый материал с пленкой частично отвержденного остаточного внешнего слоя склеивали с полученным подобным образом отвержденным слоистым материалом (также содержащим пленку частично отвержденного остаточного внешнего слоя), при этом обработанные внешним слоем поверхности были обращены друг к другу, а между ними находился адгезив FM 309-1 на основе эпоксидной смолы. Адгезив на основе эпоксидной смолы был неотвержденным и содержал аминовый отверждающий агент, который обеспечивал функциональные аминогруппы. Во время склеивания соединенную конструкцию также приклеивали к 2” × 2” (5,08 см × 5,08 см) алюминиевым крепежным блокам. Конструкцию целиком помещали в вакуумный мешок и отверждали в автоклаве путем нагревания со скоростью 3°F (примерно 1,7°С) в минуту до 350°F (примерно 177°С) и выдерживали в течение 90 минут при 40 psi (примерно 0,28 МПа). Затем отвержденный слоистый материал испытывали на испытательной машине марки «Инстрон» путем растяжения при натяжении поверхности для оценки механики разрушения при повреждении.
Контрольные слоистые материалы были изготовлены аналогичным способом согласно описанной выше процедуре как для получения панели, изготовленной путем вторичного склеивания и применения сухого внешнего слоя для замены внешнего слоя на основе смолы-6, описанной выше, так и для получения соотвержденной панели, изготовленной путем отверждения конструкции целиком в одну стадию (но без применения внешнего слоя).
В таблице 6 показаны результаты испытания на растяжение, перпендикулярное к плоскости, отвержденных слоистых материалов и продемонстрирована эффективность внешнего слоя на основе смолы-6. Кроме того, была проведена оценка влияния внешнего слоя на основе смолы-6 на свойства поверхности раздела путем анализа характера разрушения для определения, влияет ли внешний слой неблагоприятным образом на склеиваемость. Из анализа разрушенного образца можно заключить, что слабым местом конструкции был препрег. Полученные результаты ясно демонстрируют, что применение внешнего слоя на основе смолы-6 обеспечивает надежную поверхность склеивания, которая усиливает конструкционную прочность.
Таблица 6
|
Проводящий облицовочный материал для композитных структур
Повышение жесткости частицами для увеличения вязкости разрушения
Склеивание композитных материалов
Конструирование поверхности термопластических материалов и оборудования
Ингибирующие коррозию микрогели и содержащие их нехроматированные композиции грунтовочного покрытия
Сухой волокнистый материал для дальнейшей пропитки смолой
Способ формирования формованной заготовки
Композиционные материалы из термореактивной смолы, содержащие межслойные повышающие ударопрочность частицы
Многофункциональные бензоксазины и композиционные материалы, включающие указанные соединения
Полиакрилонитрильные (пан) полимеры c низким индексом полидисперсности (ипд) и получаемые из них углеродные волокна
Проводящий облицовочный материал для композитных структур
Повышение жесткости частицами для увеличения вязкости разрушения
Склеивание композитных материалов
Конструирование поверхности термопластических материалов и оборудования
Ингибирующие коррозию микрогели и содержащие их нехроматированные композиции грунтовочного покрытия
Сухой волокнистый материал для дальнейшей пропитки смолой
Способ формирования формованной заготовки
Композиционные материалы из термореактивной смолы, содержащие межслойные повышающие ударопрочность частицы

