Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ИЗДЕЛИЯ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к магнитно-абразивной обработке деталей, и может быть использовано в станкостроении.
Сущность магнитно-абразивной обработки заключается в том, что порошковая ферромагнитная масса, уплотненная энергией магнитного поля, осуществляет абразивное воздействие на обрабатываемое изделие, в результате чего снижаются шероховатости на обрабатываемых поверхностях с одновременным повышением качественных характеристик поверхностного слоя изделия. Магнитно-абразивным способом можно успешно обрабатывать цилиндрические поверхности, наружные и внутренние, плоские, поверхности тел вращения с криволинейной образующей, винтовые и пр.
Существующие схемы магнитно-абразивной обработки отличаются по той роли, которую выполняет магнитное поле и каким образом осуществляется движение резания. Например, магнитное поле создает необходимые силы резания, движение резания обрабатываемого изделия сообщается электромеханическим приводом. По этой схеме деталь помещают в рабочий канал между полюсами магнитов, заполненный магнитно-абразивным порошком, удерживаемым в нем магнитным полем, что образует режущий инструмент, воспроизводящий форму обрабатываемой поверхности.
Для обеспечения высокой производительности операции финишной обработки необходимо сообщать изделию, кроме вращения и осцилляции, движение вокруг и вдоль собственной оси, дополнительное круговое движение по заданной орбите. В этом случае за цикл обработки (120-180 секунд) изделие совершает один полный оборот по рабочему каналу магнитной системы. Если снабдить приспособление, на котором укреплены при планетарном движении изделия, например, 12-ю шпинделями, то время обработки одного изделия составит 10-15 секунд (т.е. производительность повышается в 10-15 раз) и можно получить значительный экономический эффект по уменьшению расхода порошка, т.к. магнитно-абразивная обработка осуществляется в объеме кругового рабочего канала, а режущие способности порошка используются более полно.
Наиболее близким по технической сущности к заявляемому устройству является устройство для магнитно-абразивной обработки изделия, содержащее две немагнитные обоймы, напрессованные коаксиально на хвостовик, предназначенный для крепления в шпинделе круглого поворотного стола. В обоймах закреплены равномерно расположенные по окружности магнитные блоки, каждый блок состоит из постоянного магнита и полюсного наконечника Г-образной формы, изготовленного из магнитно-мягкого материала. Внутренняя поверхность Г-образного полюсного наконечника контактирует с нерабочим полюсом и боковой поверхностью постоянного магнита, рабочие поверхности полюсного наконечника и магнита ограничены боковой поверхностью кольцевого канала, образованного обоймами, являющимися магнитными системами. Магнитные блоки изолированы друг от друга изоляционными прокладками. Диаметры наружной и внутренней цилиндрических обойм выбирают таким образом, чтобы между рабочими полюсами магнитов коаксиально расположенных обойм образовался кольцевой рабочий канал [Авторское свидетельство №1371881, кл. В24В 31/10, опубликовано 07.02.1988].
К недостаткам известного устройства относятся неполное использование магнитной индукции постоянных магнитов, т.к. магнитная система устройства состоит из так называемых прямых магнитов, т.е. магнитов, не объединенных магнитопроводом, недостаточное качество обработанных изделий, а также сложность конструкции из-за полюсных наконечников в магнитных блоках и изоляционных прокладок между магнитными блоками.
В основу изобретения поставлена задача усовершенствования устройства для магнитно-абразивной обработки изделия, в котором выполнение обоймы из магнитно-мягкого материала, в виде магнитопровода, с выполненным в обойме кольцевым каналом, выполнение каждого магнитного блока из двух постоянных магнитов, полярности полюсов которых направлены противоположно друг другу, с расположением одного из магнитов блока на одной боковой стенке кольцевого канала, а другого магнита этого блока - на противоположной боковой стенке кольцевого канала, с образованием между магнитами каждого блока рабочего канала и, вместе с магнитопроводом, цельной магнитной системы, обеспечивают увеличение индукции магнитного поля в кольцевом рабочем канале, этим обеспечивается повышение производительности работы устройства и качества обрабатываемых изделий, упрощение конструкции и повышение прочности устройства.
Поставленная задача решается тем, что в устройстве для магнитно-абразивной обработки изделия, включающем обойму, кольцевой рабочий канал, в котором расположены равномерно по окружности магнитные блоки, согласно изобретению предусмотрены следующие отличия:
- обойма выполнена из магнитно-мягкого материала в виде магнитопровода;
- кольцевой канал выполнен в обойме;
- каждый магнитный блок состоит из двух постоянных магнитов, полярность полюсов которых направлена противоположно друг другу;
- один из магнитов каждого блока расположен на одной боковой стенке кольцевого канала, а другой магнит этого блока - на противоположной боковой стенке кольцевого канала, с образованием рабочего канала между магнитами блоков.
Кроме того, магнитные блоки образуют, вместе с магнитопроводом, цельную магнитную систему преимущественно С-образной формы.
Сущность изобретения поясняется чертежами, где на
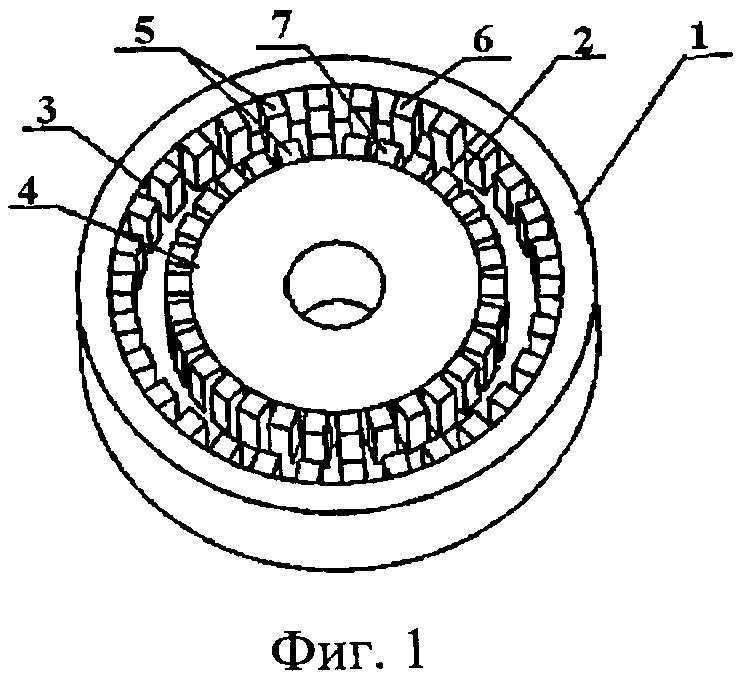
Фиг. 1 изображен общий вид устройства;
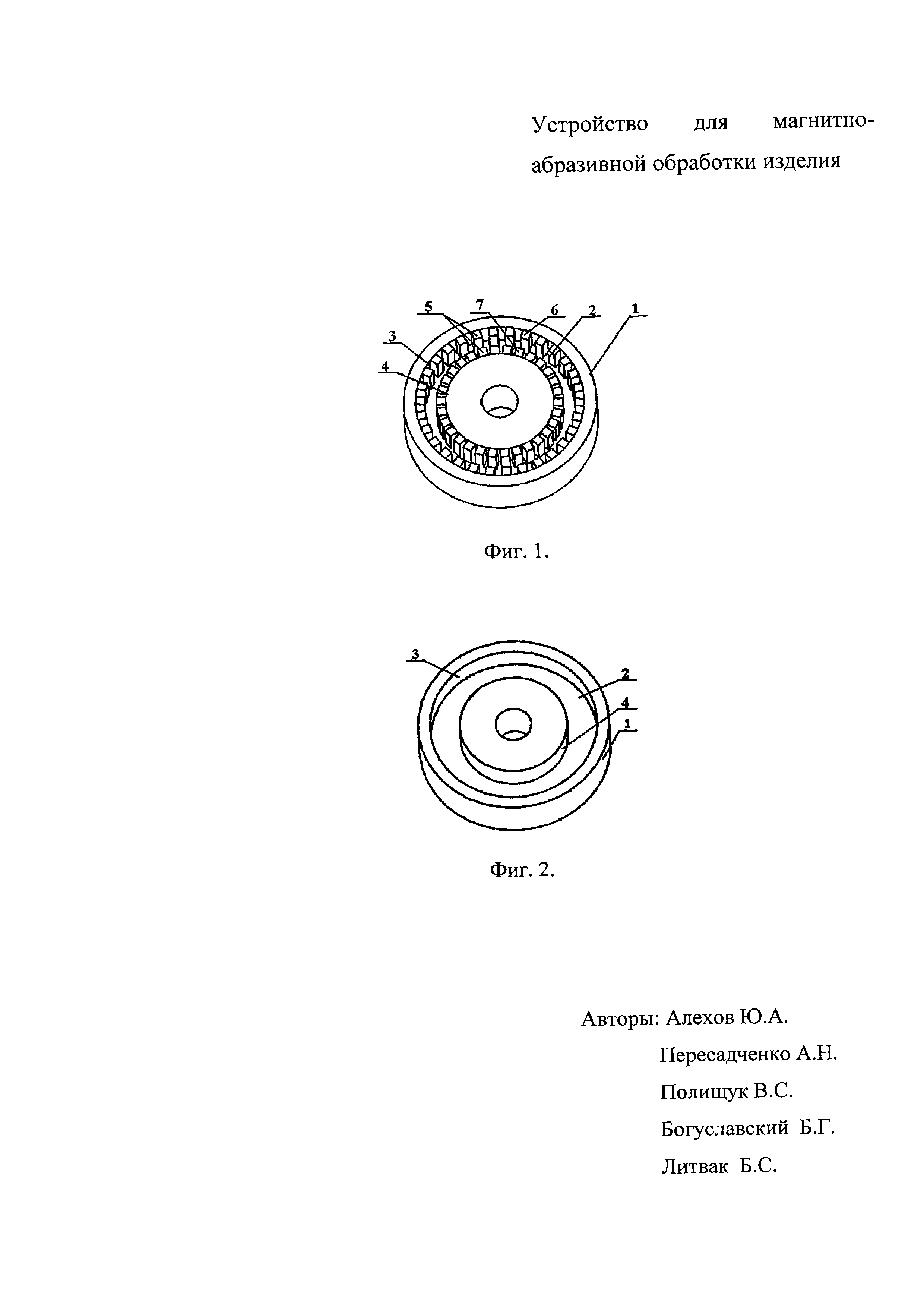
Фиг. 2 - обойма (магнитопровод) с кольцевым каналом (вид сверху);
Устройство для магнитно-абразивной обработки изделия включает обойму 1, выполненную из магнитно-мягкого материала в виде цельного магнитопровода, в обойме 1 выполнен кольцевой канал 2 с боковой наружной стенкой 3 и боковой внутренней стенкой 4, магнитные блоки 5, каждый блок 5 состоит из двух постоянных магнитов 6, 7, магнит 6 расположен на стенке 3 канала 2, а магнит 7 - на стенке 4 канала 2, при этом в каждой паре магнитов 6, 7 блоков 5 полярности полюсов направлены противоположно друг другу, причем полярность полюсов магнитов 6, расположенных на стенке 3 канала 2, одинаковая, а полярность полюсов магнитов 7, расположенных на противоположной стенке 4 канала 2, противоположная, при этом между магнитами 6, 7 каждого блока образовано рабочее пространство канала 2, в котором обрабатывается изделие. Все блоки 5 соединены магнитопроводом - обоймой 1, образуя цельную магнитную систему преимущественно С-образной формы.
Устройство работает следующим образом.
Рабочее пространство кольцевого канала 2 обоймы 1, между магнитами 6, 7 блоков 2, заполняют магнитно-абразивным порошком. Закрепленное в приспособлениях изделие (не показано) опускают в рабочее пространство кольцевого канала 2, при этом зерна магнитно-абразивного порошка уплотняются в магнитном поле, созданном постоянными магнитами 6, 7, ориентируясь своей большей осью вдоль образованных магнитных силовых линий, и прижимаются своими острыми гранями к обрабатываемой поверхности изделия. При включении дополнительных электродвигателей, изделие вращается вокруг оси кольцевого канала 2 и вокруг собственной оси, а также выполняет осциллирующее движение в вертикальной плоскости. Изменяя направление вращения изделий, установленных в приспособлениях, и число оборотов электродвигателей, получают равномерное или одинаковое вращение нескольких изделий, регулируют скорость их движений относительно канала 2, а следовательно, изменяют режимы обработки.
Использование предлагаемого устройства позволит значительно повысить его производительность и качество обрабатываемых изделий, уменьшить расход дорогостоящего магнитно-абразивного порошка, упростить конструкцию, повысить прочность устройства.
Способ производства бесшовных труб размером 325×31-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 325×16-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства передельных труб размером 132,1х18 мм для изготовления муфт из коррозионно-стойкого сплава марки хн30мдб-ш
Установка для магнитно-абразивной обработки изделия сложной формы
Способ изготовления изделия и устройство для его осуществления
Способ штамповки с обкаткой и устройство для его осуществления
Способ получения закругленной кромки детали, устройство для его осуществления и боек, используемый в этом устройстве
Способ изготовления лезвия режущего инструмента и заготовка лезвия режущего инструмента
Способ производства бесшовных труб размером 325×31-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 325×16-30 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства передельных труб размером 132,1х18 мм для изготовления муфт из коррозионно-стойкого сплава марки хн30мдб-ш
Установка для магнитно-абразивной обработки изделия сложной формы
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами
Трубопрокатная установка для прокатки бесшовных горячедеформированных труб большого и среднего диаметров
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами
Способ производства труб повышенного качества из коррозионно-стойкой стали марки 08х18н10т-ш для объектов атомной энергетики
Способ производства слитков-заготовок электрошлаковым переплавом из труднодеформируемых марок стали и сплавов и прокатки из них товарных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами и передельных труб для последующего переката на станах хпт

