Результат интеллектуальной деятельности: СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ЗАГОТОВКИ ЛОПАТКИ
Вид РИД
Изобретение
Настоящее изобретение относится к способу неразрушающего контроля тканой заготовки, такой как, например, заготовка лопатки вентилятора турбомашины.
В настоящее время, лопатки вентилятора выполняют путем тканья заготовки с последующим нагнетанием смолы внутрь заготовки. До нагнетания смолы, важно контролировать определенные параметры тканой заготовки, такие как, например, процентное содержание волокна и ориентация волокна.
С этой целью, как известно, создают сетку на наружной поверхности лопатки такой, как корытце или спинка лопатки, эта сетка образована посредством первых и вторых пересекающихся маркирующих нитей.
Для определения положения пересечений сетки, тканую заготовку помещают напротив кронштейна, несущего лазер подвижный в плоскости, параллельной горизонтальной плоскости по отношению к заготовке. Оператор последовательно перемещает лазер на различные пересечения сетки таким образом, что лазер освещает пересечения. Положения лазера и, следовательно, пересечений, таким образом, последовательно записаны.
На основе фактических измеренных положений пересечений, можно вывести информацию, относящуюся, к примеру, к объему волокон в различных зонах заготовки, разграниченной сеткой первых и вторых трассирующих нитей. Эти значения затем сравниваются с теоретическими значениями, что позволяет определить, корректно ли было осуществлено тканье, и имели ли операции, следующие за тканьем, такие как вырезание кромок заготовки, и предшествующие операции неразрушающего контроля, влияние на форму заготовки.
Тем не менее, эта технология требует много времени для проверки, и оказывается ненадежной, поскольку она зависит от наводки лазера, выполняемой вручную оператором. Кроме того, она позволяет измерять положение пересечений только в плоскости по существу параллельной плоскости перемещения лазера, она не принимает во внимание положение пересечений в зависимости от оси лазера и, следовательно, мало подходит для тканой заготовки лопатки вентилятора, которая не является плоской, и сильно изогнута в трех измерениях пространства.
Изобретение обеспечивает простое и экономичное решение этой проблемы, позволяя автоматизированный неразрушающий контроль заготовок вышеупомянутого типа.
С этой целью оно предлагает автоматизированный способ неразрушающего контроля тканой заготовки, предназначенной для изготовления части турбомашины и содержащей множество первых маркирующих нитей, пересекающихся со вторыми маркирующими нитями, первые и вторые нити имеют свойства отражения света отличные от свойств нитей заготовки и сотканы с нитями заготовки таким образом, чтобы образовать поверхностную сетку незаданной зоне заготовки, способ последовательно состоит в том, что:
a) размещают заготовку в заранее определенном положении таким образом, чтобы сетка первых и вторых маркирующих нитей была расположена, напротив, по меньшей мере, двух датчиков изображения, наведенных на сетку и имеющих оптические оси, образующие угол друг с другом;
b) освещают заданную зону заготовки и получают с каждого датчика изображений - изображения сетки первых и вторых маркирующих нитей;
c) определяют для каждого изображения координаты в системе координат изображения точек пересечения первых и вторых маркирующих нитей;
d) выводят фактическое положение в пространстве каждой точки пересечения первых и вторых маркирующих нитей на заготовке путем расчета триангуляции, используя координаты точки пересечения, рассмотренную в каждом из изображений, полученных с датчиков изображений и посредством фактических положений датчиков в пространстве и ориентации их соответствующих осей в пространстве;
e) сравнивают фактические положения точек пересечения первых и вторых маркирующих нитей с трехмерными теоретическими позициями этих же точек пересечения.
В соответствии с изобретением первые и вторые маркирующие нити имеют свойства отражения света, отличные от свойств нитей заготовки, что позволяет отличить нити заготовки по разнице контраста на изображениях, снятых на этапе b способа согласно данному изобретению.
В отличие от предшествующего уровня техники заготовка размещается на опоре, позволяющей поместить ее в заранее определенном положении по отношению к двум датчикам изображений. После этого, способ заключается в снятии нескольких изображений сетки заготовки и в автоматическом выведении положений пересечений сетки, образованной первыми и вторыми маркирующими нитями, без ручного вмешательства оператора, что повышает точность и повторяемость осуществляемых измерений.
И, наконец, использование двух датчиков изображения, оптические оси которых образуют угол один относительно другого, позволяет вывести с помощью триангуляции три координаты X, Y, Z в области каждого пересечения, что не было возможно на предшествующем уровне техники.
В предпочтительном варианте осуществления изобретения этап c состоит в том, что:
- определяют на каждом изображении контуры зон, соответствующих видимым частям первых и вторых маркирующих нитей;
- определяют для каждого изображения областей, содержащих вышеуказанные зоны, выровненные вдоль первых маркирующих нитей и области, содержащие вышеуказанные зоны, выровненные вдоль вторых маркирующих нитей;
- определяют в каждой вышеуказанной области изображения координат (xi, yi) центра или центра тяжести разных зон, соответствующих видимым частям первых и вторых маркирующих нитей и генерируют математическую кривую, такую как кривая NURBS, проходящая как можно лучше по этим координатам (xi, yi);
- определяют координаты точек пересечения между математическими кривыми, проходящими вдоль первых маркирующих нитей и кривыми, проходящими вдоль вторых маркирующих нитей.
В соответствии с одним из вариантов осуществления изобретения контуры зон, соответствующих видимым частям первых и вторых маркирующих нитей, определяют с помощью динамического определения порога в зависимости от их формы и уровня отражения света относительно остальной части изображения.
В одном варианте осуществления изобретения центр каждой зоны видимой части первых и вторых маркирующих нитей определяют путем приравнивания каждой зоны к эллипсу. Итак, предполагается, что видимые части маркирующих нитей все имеют по существу эллиптическую форму, что имеет место в случае тканья первых и вторых маркирующих нитей с нитями заготовки, приводящего к чередующемуся прохождению выше и ниже нитей заготовки.
Предпочтительно, этапы b и c повторяют n раз, а следующие этапы, то есть этапы d и е, инициируют в зависимости от расчета критерия желаемой точности измерения координат каждого пересечения.
В практическом варианте осуществления изобретения критерий точности состоит в расчете типового отклонения по координатам каждого пересечения в каждом изображении, этапы, следующие за этапами b и c, инициируют для типового отклонения ниже заданного порога.
В одном из вариантов осуществления изобретения число n больше или равно 10.
В случае турбомашины, заготовка может быть заготовкой лопатки вентилятора и сетка первых и вторых маркирующих нитей может быть сформирована на спинке или корытце лопатки.
Согласно другой особенности изобретения заготовка соткана из углеродных нитей и маркирующие нити выполнены объединением стеклянных нитей и углеродных нитей, стеклянные нити являются более светлыми, чем углеродные.
Предпочтительно, заготовка устанавливается на опоре, приспособленной для поддержки заготовки в заранее определенном положении, а затем перемещается напротив датчиков изображений, расположенных внутри корпуса со стенками, поглощающими световые лучи и размещающими средства освещения заготовки.
В практическом варианте осуществления изобретения датчики изображений имеют разрешение 10 Мп и фокусное расстояние около 8,5 мм.
Другие преимущества и характеристики изобретения станут очевидными при прочтении следующего описания, приведенного в качестве не ограничивающего примера и со ссылкой на прилагаемые чертежи, на которых:
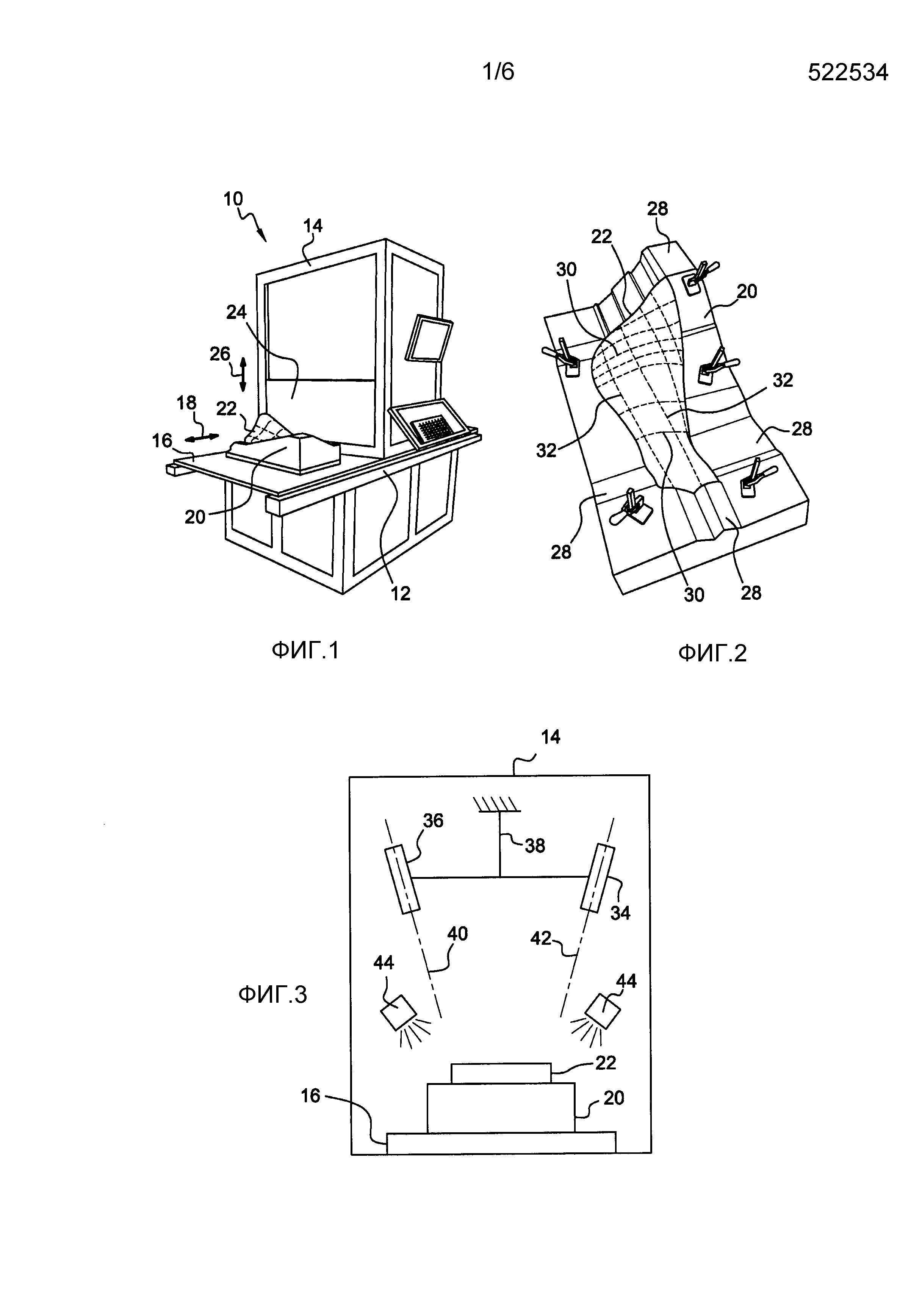
- Фиг. 1 представляет собой схематический вид в перспективе устройства неразрушающего контроля для осуществления способа в соответствии с изобретением;
- Фиг. 2 представляет собой схематический вид в перспективе тканой заготовки лопатки вентилятора, установленной на опоре в заранее определенном положении;
- Фиг. 3 представляет собой схематическое изображение внутренней части корпуса устройства с фиг. 1;
- Фиг. 4 иллюстрирует основные этапы способа в соответствии с изобретением;
- Фиг. 5-13 представляют различные математические методы обработки, применяемые к изображениям заготовки, эти фигуры схематически показывают полученные изображения и контраст был намеренно инвертирован для удобства представления, так что отражающие элементы показаны черным, и наоборот.
На фиг. 1 схематически показано устройство для осуществления способа неразрушающего контроля тканой заготовки лопатки вентилятора, предлагаемое в контексте изобретения, это устройство 10 состоит из рамы 12, несущую корпус 14 параллелепипедной формы и пластину 16, подвижную в горизонтальном направлении 18 между первым положением, в котором она находится вне корпуса 14, и вторым положением, где она находится внутри корпуса 14 (фиг. 3). Подвижная пластина 16 несет опору 20, на которой заготовка 22 лопатки размещена в заранее определенном положении. Корпус 14 содержит панель 24, подвижную в поступательном движении, вдоль направления 26 перпендикулярного горизонтальному направлению 18 и открывающей отверстие, через которое пластина 16 перемещается для вхождения внутрь корпуса 14 (фиг. 1).
Фиг. 2 показывает опору 20 тканой заготовки лопатки. Опора содержит несколько выступов 28, рассчитанных и распределенных таким образом 20, чтобы позиционировать заготовку в заранее определенном положении на опоре 20. Выступы 28 опоры не допускают, чтобы заготовка 22 лопатки, которая имеет определенную гибкость, деформировалась и, таким образом, позволяют гарантировать, что операция неразрушающего контроля будет выполняться на заготовке 22 лопатки, сформированной в трех измерениях в не деформированном состоянии.
Заготовка 22 лопатки состоит из множества первых маркирующих нитей 30, пересекающихся со вторыми маркирующими нитями 32, и сотканными с нитями заготовки на поверхности спинки заготовки лопатки вентилятора таким образом, чтобы образовать сетку. Первые и вторые маркирующие нити 30, 32 имеют свойства отражения света, отличные от свойств нитей лопатки таким образом, чтобы сделать хорошо видимой сетку первых и вторых маркирующих нитей по сравнению с нитями заготовки. В представленном примере маркирующие нити 30, 32 белого цвета, а нити заготовки черного цвета.
Фиг. 3 представляет опору 20 и заготовку 22 внутри корпуса 14, в котором размещены средства съемки изображения, состоящие из, по меньшей мере, двух датчиков 34, 36 изображений, установленных на опоре 38 на известном расстоянии друг от друга и оси 40, 42 которых образуют известный угол друг с другом. Заготовка 22 лопатки расположена на опоре 20 таким образом, что два датчика 30, 38 изображений наведены на сетку первых и вторых маркирующих нитей 30, 32. Корпус 14 также размещает средства 44 освещения сетки заготовки 22 лопатки.
Как показано на фиг. 1, корпус 14 состоит из стенок непроницаемых для световых лучей и поглощающих световые лучи, которые могли бы быть отражены к стенам опорой 20, заготовкой 22 или любым другим элементом корпуса таким, как датчики 34, 36 изображений. Таким образом, можно хорошо контролировать интенсивность света, посланного к заготовке 22 лопатки и ограничить отражения на стенках корпуса. Также ограничивается свет извне.
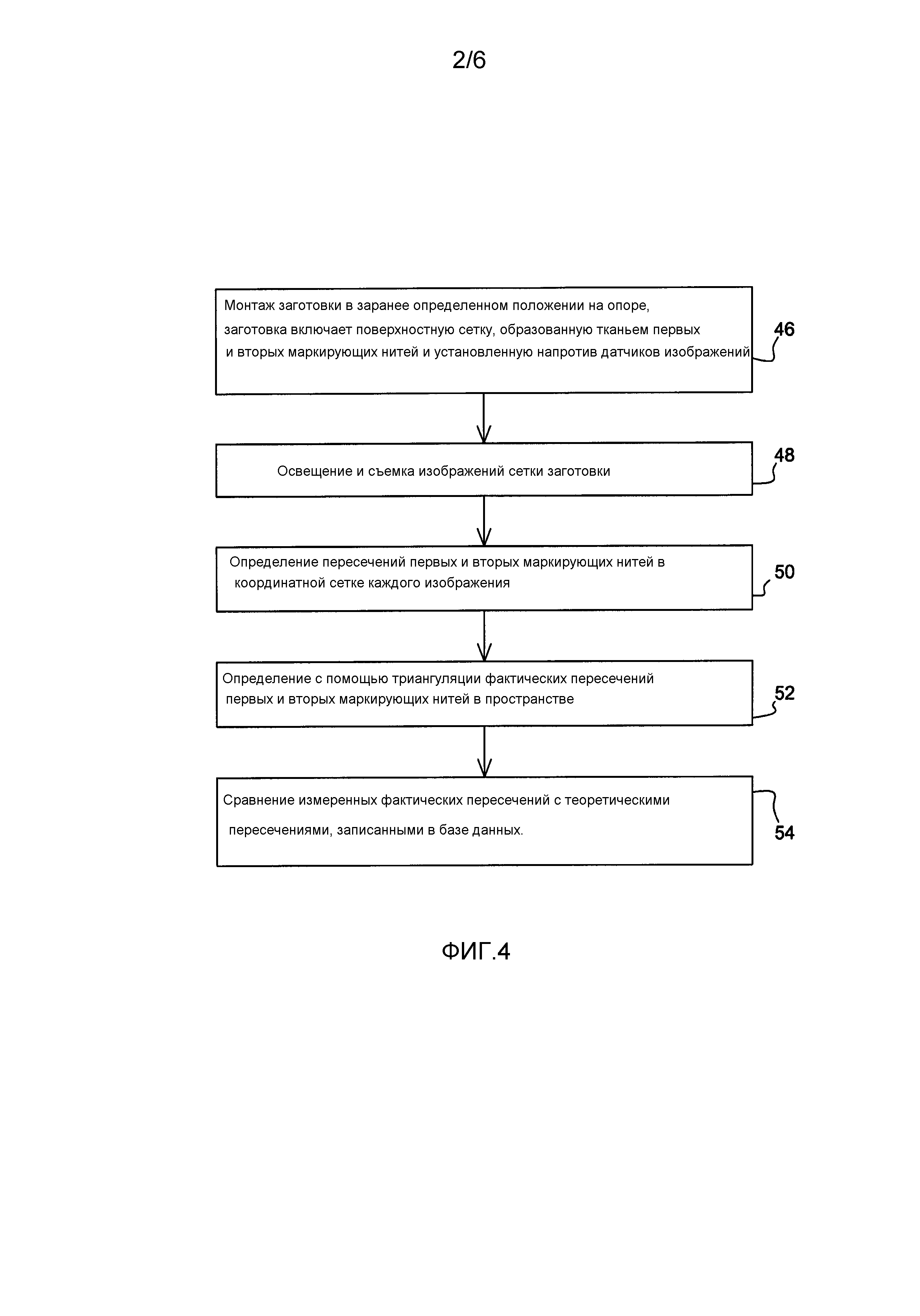
В последующем описании будет одновременно сделана ссылка к фиг. 4, иллюстрирующей основные последовательные этапы способа неразрушающего контроля в соответствии с изобретением и впоследствии к фиг. 5-13, демонстрирующим изображения обработок, примененных к изображениям, полученным с датчиков изображений.
На первом этапе 46, оператор позиционирует заготовку на опоре 20 в заранее определенном положении по отношению к датчикам 34, 36 изображений.
На втором этапе 48, способ состоит затем в освещении сетки первых и вторых маркирующих нитей 30, 32 заготовки с помощью средств освещения и в съемке изображения этой сетки каждым датчиком 34, 36 изображений.
На третьем этапе 50, способ состоит в определении пересечений первых и вторых маркирующих нитей 30, 32 в системе координат каждого изображения. С этой целью, несколько математических обработок применяются к изображениям, снятым датчиками 34, 36, и описаны ниже со ссылкой на фиг. 5-13.
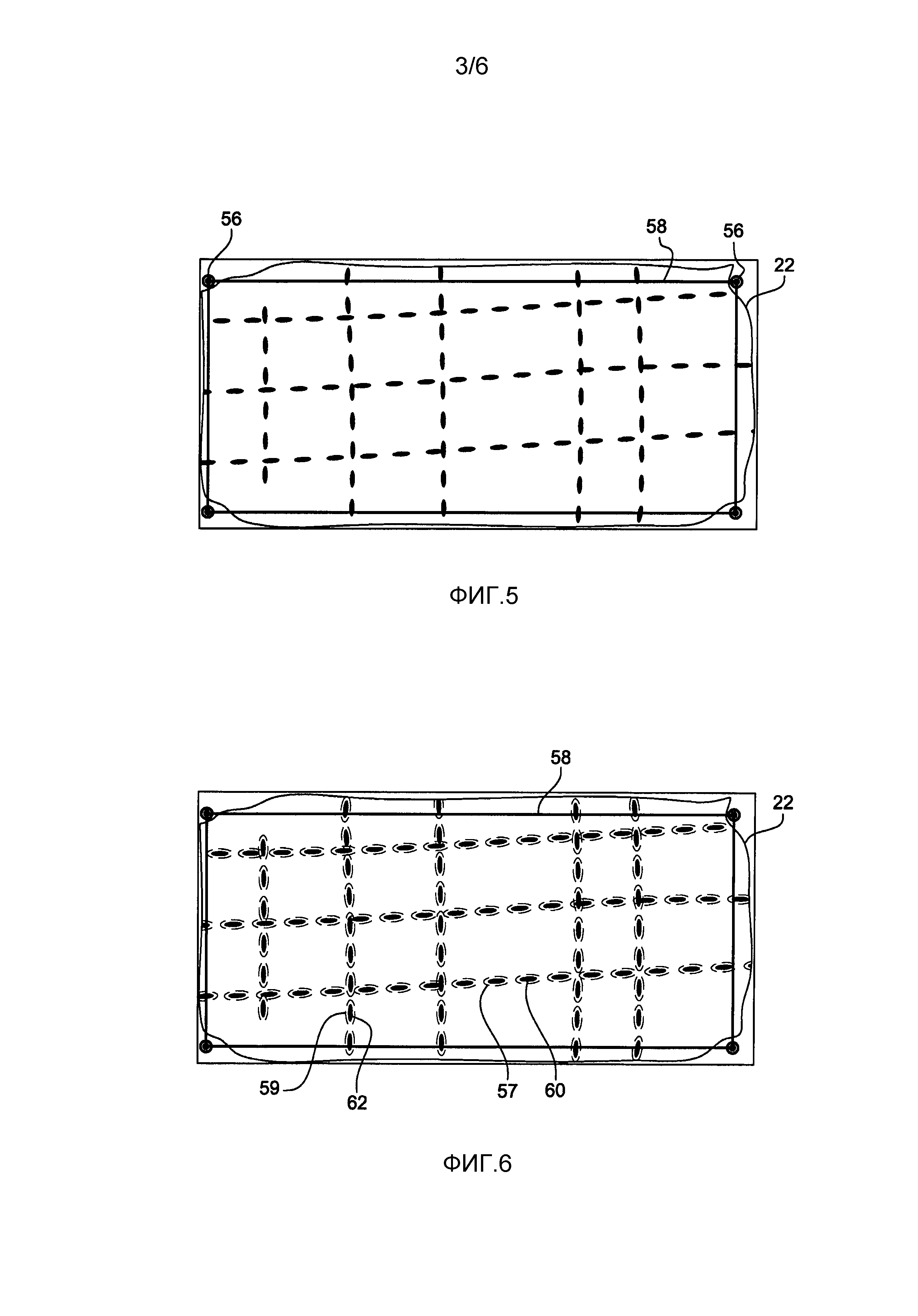
Во-первых, для каждого изображения, на основании систем координат 56, определяется рабочая зона 58 содержащая сетку (фиг. 5). Эти системы координат на изображении получены с помощью элементов, отражающих свет, образованных на опоре 20.
Фильтр для удаления шума и низких частот изображения применяется к каждой рабочей зоне 58 каждого изображения таким образом, чтобы повысить контраст видимых частей первых и вторых маркировочных нитей 30, 32 относительно фона изображения. Этот тип фильтрации математической морфологией хорошо известен специалистам в данной области и не требует особого описания.
Затем определяют контуры 57, 59 областей, соответствующих видимым частям первых и вторых маркирующих нитей, с помощью динамического определения порога в зависимости от формы и уровня отражения света видимых частей 60, 62 по отношению к остальной части изображения (Фиг. 6). Этот тип определения порога, известный специалистам в данной области техники, предназначен для изолирования пикселей изображения в соответствии с заданной формой, контуром и уровнем серого по отношению к фону изображения. Этот тип фильтра также основывается на частоте идентификации пикселей маркирующих нитей и их уровней серого.
В частности, из-за тканья первых и вторых маркирующих нитей 30, 32 с нитями заготовки, ведущего к чередующемуся прохождению маркирующих нитей над и под нитями заготовки, видимые части 60, 62 первых и вторых маркирующих нитей 30, 32, то есть части, расположенные выше нитей заготовки, как правило, имеют эллиптическую форму и, следовательно, эта информация может быть использована в качестве параметра распознавания для обнаружения видимых частей первых и вторых маркирующих нитей в пределах каждого изображения.
Тогда можно определить, для каждой видимой части 60, 62 маркирующей нити 30, 32, координаты xi, yi центра эллипса.
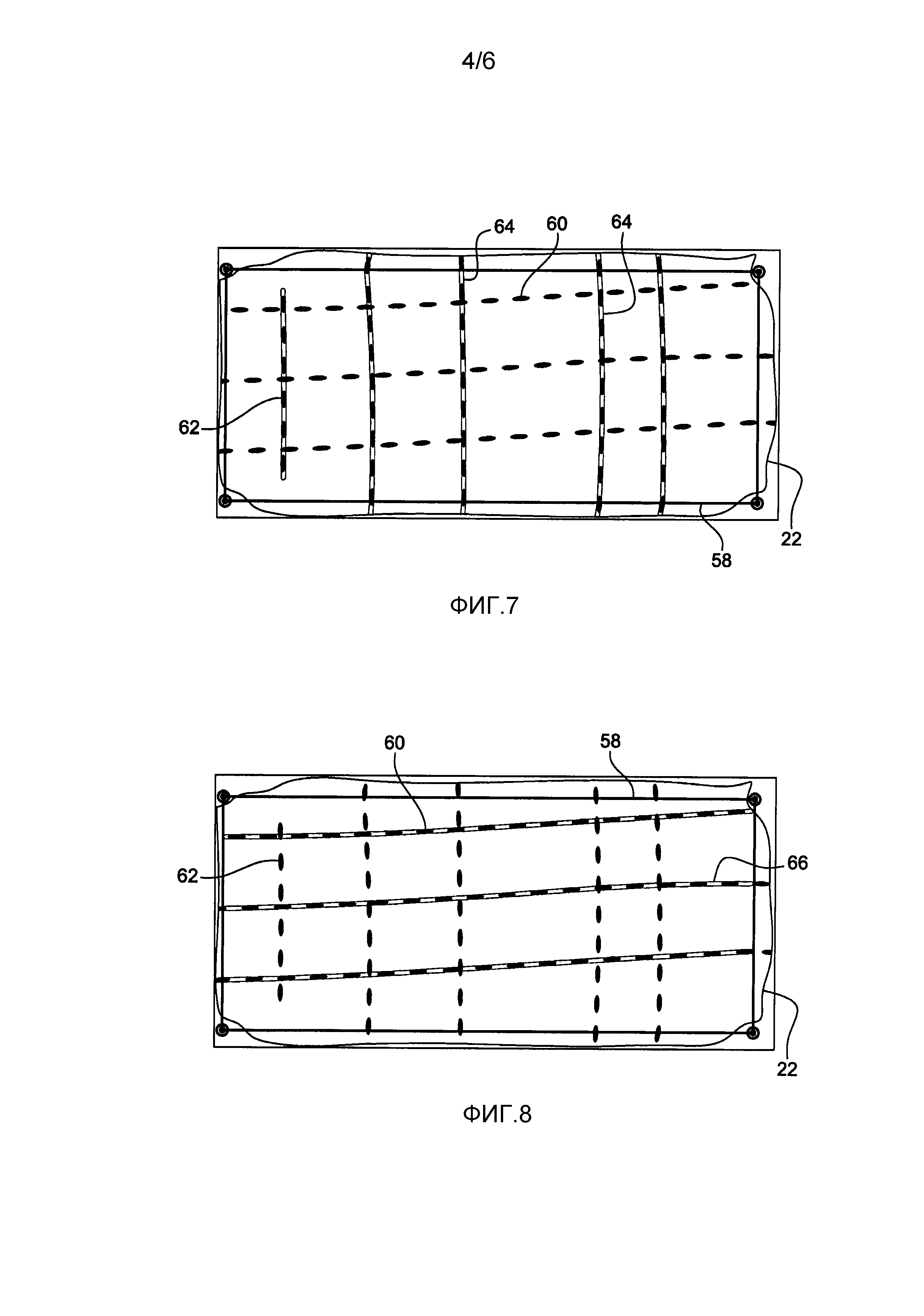
Затем определяют области 64 изображения, содержащие видимые части маркирующих нитей, выровненные вдоль первых маркирующих нитей 30 (фиг. 7) и зоны 66, содержащие видимые части, выровненные вдоль вторых маркирующих нитей 32 (фиг. 8).
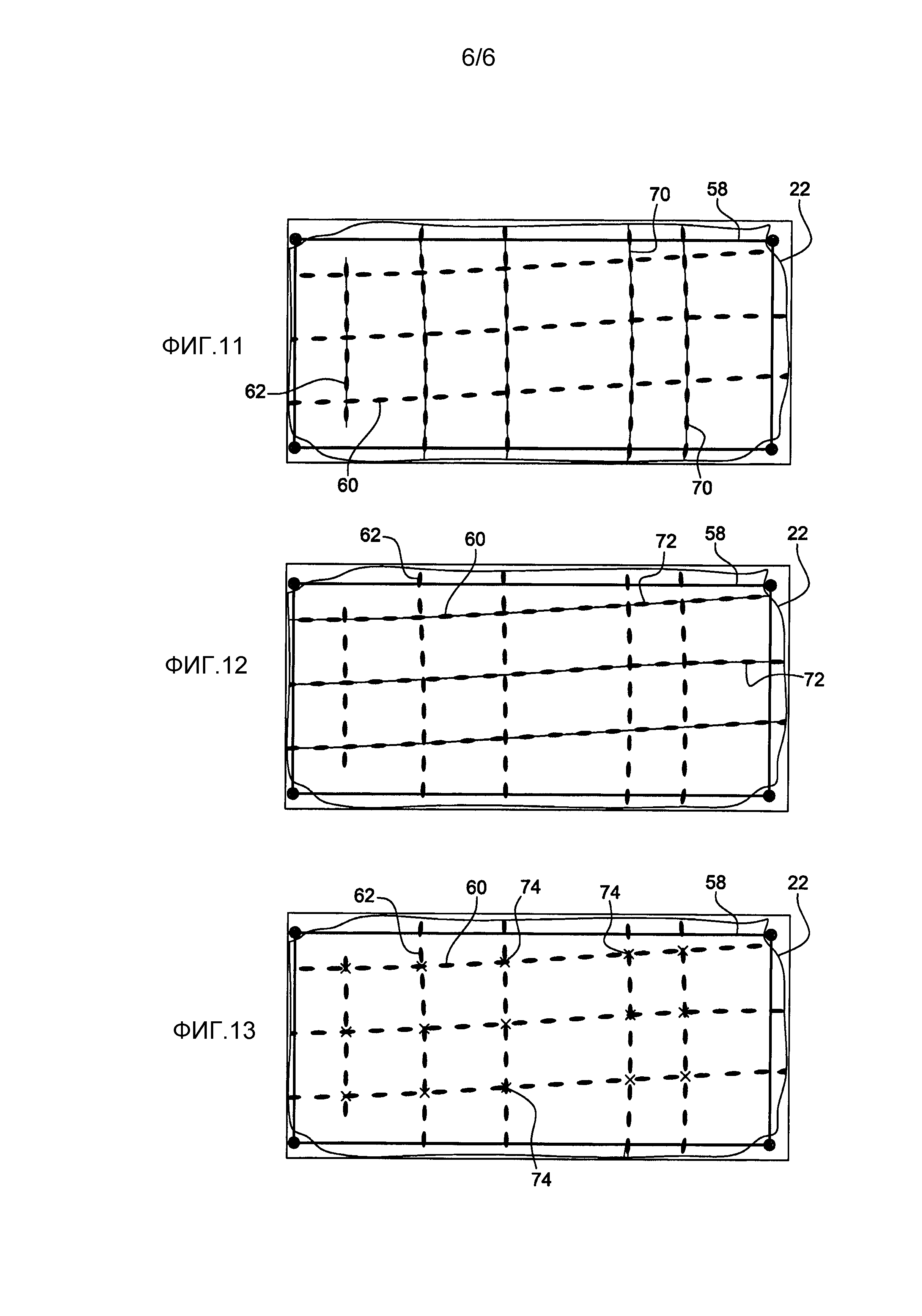
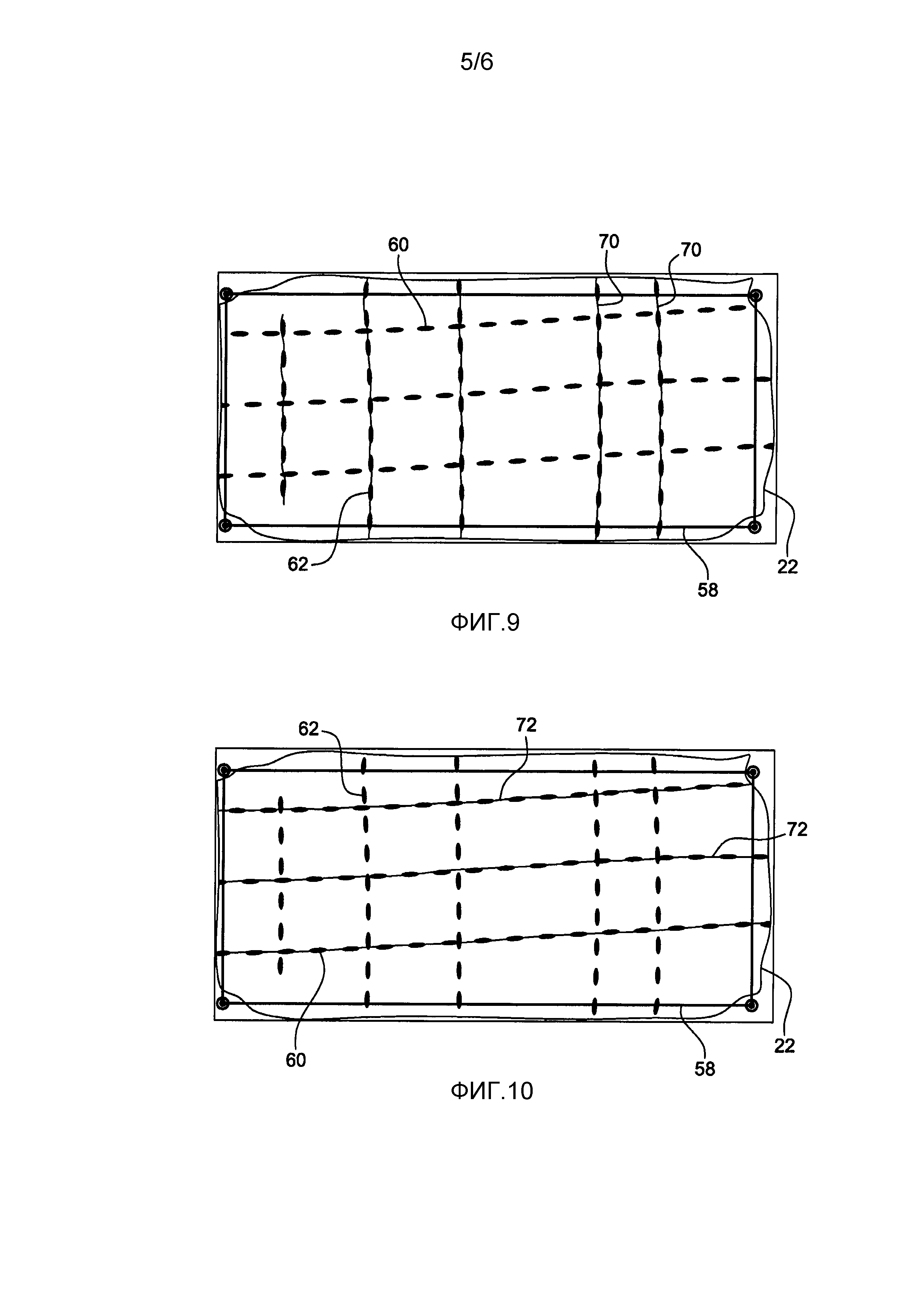
В каждой ограниченной таким образом области 64, 66, затем определяют математическую кривую, такую как кривая NURBS, проходящая как можно более точно по координатам xi, yi, соответствующим центру видимых частей, лежащих в этой области 64, 66. Фиг. 9 представляет математические кривые 70, полученные в областях 64, направленных в соответствии с первыми маркирующими нитями 30 и фиг. 10 представляет математические кривые 72, полученные в областях 66, направленных в соответствии со вторыми маркирующими нитями 32.
Затем выполняется сглаживание математических кривых 70, 72 (Фиг. 11 и 12), для устранения аберраций кривизны на математических кривых, и затем определяются координаты точек пересечения 74 между математическими кривыми, лежащими вдоль первых и вторых маркирующих нитей 30, 32 (фиг. 13). Эти пересечения обозначим l(xcapteur1, ycapteur1), для заданного пересечения l в системе координат изображения, полученного с первого датчика 34, и l(xcapteur2, ycapteur2) для того же пересечения в системе координат изображения, полученного со второго датчика 36.
Таким образом, для каждого изображения, полученного с каждого датчика изображений, известны координаты всех точек пересечения первых и вторых маркирующих нитей 30, 32 в системе координат, связанной с датчиком 34, 36.
На четвертом этапе 52, способ заключается в выведении фактических координат X, Y и Z в пространстве каждой точки пересечения l с помощью расчета триангуляции с помощью координат точки в изображении, полученном с первого датчика xcapteur1, ycapteur1, координат точки в изображении, полученном со второго датчика xcapteur2, ycapteur2 и фактических положений датчиков 34, 36 в пространстве и ориентации их соответствующих осей 40, 42 в пространстве (Фиг. 4).
Наконец, на пятом этапе 54, фактические положения точек пересечения первых и вторых маркирующих нитей 30, 32 сравниваются с теоретическими трехмерными положениями этих же точек пересечения, содержащимися в базе данных, что позволяет вывести правильно или нет соткана заготовка 22.
В конкретном варианте осуществления настоящего изобретения третий этап 50 способа осуществляется на n изображениях с первого датчика 34 изображений и n изображений, полученных со второго датчика 36 изображений. Таким образом, для данного пересечения I сетки первых и вторых маркирующих нитей, получают 2n пар координатных точек xi,j, yi,j где i соответствует i-му изображению, снятому датчиком j, причем i лежит между 1 и n, а j принимает значение 1, обозначающее первый датчик изображений, и значение 2, обозначающее второй датчик изображений.
Первая совокупность из n пар точек xi,1, yi,1 соответствует координатам точки I сетки в системе координат изображений, полученных с первого датчика 34, и вторая совокупность из n пар точек xi,2, yi,2 соответствует координатам точки I в координатной сетке изображений, полученных со второго датчика 36.
Для каждой точки I, измеренной с первой камеры, проверяют, что типовое отклонение между значениями xi,1 меньше, чем первый заданный порог и типовое отклонение между значениями yi,1 меньше, чем второй заданный порог.
Та же операция выполняется с координатами точки I xi,2 и yi,2, полученными со второй камеры.
Первый порог и второй порог могут быть идентичными и, например, равными значению 0,75 пикселей. В практическом варианте устройства, один пиксель соответствует примерно 0,2 мм.
Число n изображений преимущественно больше или равно 10.
В одном из вариантов осуществления изобретения средства 44 освещения являются электролюминесцентными диодами, сила света которых откалибрована, чтобы оптимизировать контраст между первыми и вторыми маркирующими нитями 30, 32 и нитями заготовки.
Датчики 34, 36 изображений являются фотографическими аппаратами с матрицей фотодетекторов типа CCD или CMOS, имеющей, например, разрешение 10 мегапикселей и фокусное расстояние около 8,5 мм.
Первые и вторые маркирующие нити 30, 32 выполнены, например, путем объединения стеклянных нитей и углеродных нитей. Заготовка изготовлена, например, путем тканья из углеродных нитей. Стеклянные нити светлее, чем углеродные нити.
В одном из варианта осуществления изобретения можно использовать количество датчиков изображений больше 2, ось каждого датчик, образует ненулевой угол с осью другого датчика, оси датчиков ориентированы в сторону сетки заготовки. Использование нескольких датчиков позволяет улучшить точность обнаружения пересечений первых и вторых маркировочных нитей на заготовке, имея изображения, снятые под разными углами обзора.
Способ в соответствии с изобретением может быть использован для неразрушающего контроля любого типа тканых заготовок, имеющих поверхностную сетку такую, как описано выше, и не ограничивается заготовками лопаток вентилятора. В частности, он может быть использован с заготовками, такими как те, что используются для изготовления корпусов или межлопастных платформ.
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала
Герметизирующее устройство для масляной камеры турбореактивного двигателя
Способ получения мартенситной стали со смешанным упрочнением
Способ изготовления массивной детали
Устройство уменьшения шума взаимодействия струи/пилона в турбореактивных двигателях
Способ и устройство для электролитического осаждения покрытия
Способ неразрушающего контроля и устройство для осуществления способа
Термическая обработка мартенситной нержавеющей стали после переплавки под слоем шлака
Способ изготовления никелевых суперсплавов типа inconel 718
Способ изготовления металлического элемента жесткости лопатки турбомашины
Компрессор и газотурбинный двигатель с оптимизированным коэффициентом полезного действия
Способ изготовления изделия из композиционного материала

