Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение касается способа изготовления волокнистой заготовки путем укладки пучков упрочняющих волокон на поверхность и/или на уложенные на поверхность пучки упрочняющих волокон. Изобретение касается также способа изготовления конструктивного элемента из волокнистого композитного материала с использованием изготовленной таким образом волокнистой заготовки.
В частности в области авиационной и космической промышленности, а также, например, в области машиностроения или в автомобильной промышленности в возрастающей мере применяются конструктивные элементы из волокнистых композитных материалов. Волокнистые композитные материалы, по сравнению с металлом, часто обладают преимуществом более низкого веса и/или более высоких прочностей. Объемная доля упрочняющих волокон и, в частности, также ориентация упрочняющих волокон имеют решающее влияние на нагрузочную способность конструктивных элементов, прежде всего в отношении их жесткости и их прочности. Впрочем, такого рода высоко нагружаемые материал и конструктивные элементы все же должны обладать возможностью оптимального по стоимости изготовления, чтобы быть экономически привлекательными.
Для изготовления таких конструктивных элементов из композитного материала в промежуточном этапе сначала из упрочняющих волокон изготавливаются так называемые волокнистые заготовки («преформы»). При этом речь идет о текстильных полуфабрикатах в виде двух- или трехмерных образований из упрочняющих волокон, при этом форма может уже практически соответствовать форме окончательного конструктивного элемента. В вариантах осуществления таких волокнистых заготовок, которые по существу состоят только из упрочняющих волокон и у которых еще по меньшей мере в значительной степени отсутствует требуемый для изготовления конструктивных элементов компонент матрицы, в следующих этапах в волокнистую заготовку посредством вливания или впрыска, также с применением вакуума, вводится надлежащий матричный материал. Затем происходит отверждение матричного материала, как правило, при повышенных температурах и давлениях, с получением готового конструктивного элемента. При этом известными способами вливания или впрыска матричного материала являются так называемый Liquid Molding (способ LM) - заливка жидкостью - или родственные ему способы, такие как, например, Resin Transfer Molding (RTM) - трансферное формование, Vakuum Assisted Resin Transfer Molding (VARTM) - трансферное формование под вакуумом, Resin Film Infusion (RFI) - пропитка пленочными связующими, Liquid Resin Infusion (LRI) - пропитка жидкой смолой - или Resin Infusion Flexible Tooling (RIFT) - пропитка смолой с помощью мембраны. Применяемый для изготовления волокнистых заготовок волокнистый материал может быть также уже предварительно пропитан, например, небольшими количествами полимерного материала, т.е. связующего материала, для улучшения фиксации упрочняющих волокон в волокнистой заготовке. Такого рода предварительно пропитанные нити описываются, например, в WO 2005/095080.
Известны также способы, при которых конструктивные элементы из композитного материала изготавливаются из волокнистых заготовок, которые уже имеют достаточное для конструктивного элемента из композитного материала содержание матричного материала. В этих случаях эти волокнистые заготовки, например, в форме с применением повышенного давления и/или повышенной температуры могут подвергаться прямому прессованию с получением конструктивного элемента. Альтернативно вместо применения формы возможно также применение вакуумного мешка, в который вводится волокнистая заготовка и после подачи вакуума и, как правило, при повышенной температуре прессуется с получением конструктивного элемента. Достаточное для конструктивного элемента содержание матричного материала может достигаться, например, когда волокнистая заготовка изготавливается из пучков упрочняющих волокон, которые были изготовлены из препрегов с соответствующим содержанием матрицы. Альтернативно при укладке, например, пучков упрочняющих волокон для образования волокнистой заготовки дополнительный матричный материал может, например, напыляться при укладке.
Для изготовления волокнистых заготовок из пучков упрочняющих волокон часто применяются автоматизированные процессы, в которых пучки волокон посредством управляемых укладочных головок или устройств для укладки волокон укладываются на или, соответственно, в соответствующие формы, при этом укладка может также осуществляться путем напыления пучков волокон на или соответственно в формы. Как правило, при этом к укладочным головкам подводится бесконечная нить из упрочняющих волокон, которая затем в укладочной головке или, соответственно, в устройстве для укладки волокон посредством надлежащих режущих устройств подвергается поперечному разделению на желаемую длину пучка. Такого рода укладочные головки, снабженные устройством поперечного разделения жгутов волокон, описываются, например, в WO 2011/045171 или US-A 3011257.
Волокнистые заготовки могут, например, изготавливаться таким образом, что коротко нарезанные упрочняющие волокна вместе со связующим материалом напыляются на адаптированный к конфигурации желаемой волокнистой заготовки, воздухопроницаемый экран и диспергируются, и при подаче вакуума удерживаются на экране, пока после охлаждения связующего материала не будет достигнута достаточная устойчивость заготовки. Такого рода способ описывается, например, в WO 98/22644. В способе WO 98/22644 упрочняющие волокна предпочтительно в виде коротко нарезанных волокон располагаются в случайном, изотропном порядке и ориентации. В соответствии с примерами WO 98/22644 достигаются объемные доли волокон только в пределах приблизительно до 15 об.%, и при этом из-за низких объемных долей волокон только сравнительно небольшие прочности конструктивных элементов относительно толщины.
Чтобы достичь более высоких объемных долей волокон в преформах или, соответственно, изготовленных из них конструктивных элементах, в соответствии с вариантами осуществления WO 2012/072405 предпочтительно укладывать коротко нарезанные волокна в виде пучков упрочняющих волокон, причем эти пучки волокон предпочтительно имеют длину в пределах от 10 до 50 мм. Кроме того, с точки зрения наиболее высоки возможных объемных долей волокон и вместе с тем достижимых механических свойств предпочтительно, если пучки имеют наименьшее возможное количество филаментов упрочняющих волокон, при этом особенно предпочтительным является количество от 1000 до 3000 филаментов. Таким образом возникает практически изотропный материал, имеющий в направлениях своей протяженности практически изотропные механические свойства. Одновременно этот материал вследствие относительно небольших разметов пучка не имеет или имеет только небольшие области с повышенной долей смолы и при этом сниженной долей упрочняющих волокон, которые могут приводить к слабым местам в конструктивном элементе. Легко можно понять, что применение пучков упрочняющих волокон, имеющих такие низкие титры, т.е. такие низкие количества филаментов, приводит к повышенным затратам, в частности также из-за использования относительно дорогостоящих исходных материалов. Но с другой стороны, применение пучков волокон, имеющих грубые титры, т.е. пучков волокон, имеющих большое количество филаментов упрочняющих волокон, хотя и является более дорогостоящим, однако, как указывалось, реализация высоких объемных долей волокон при этом невозможна или возможна только с трудом.
Поэтому существует потребность в автоматизируемом способе изготовления волокнистой заготовки, посредством которого возможно оптимальное по стоимости изготовление волокнистых заготовок при достижении высоких объемных долей волокон в волокнистых заготовках или соответственно изготовленных из них конструктивных элементах из композитного материала.
Поэтому задачей настоящего изобретения является предложить такого рода способ изготовления волокнистой заготовки.
Предлагаемая изобретением задача решается с помощью способа изготовления волокнистой заготовки путем укладки пучков упрочняющих волокон на поверхность и/или на уложенные на поверхность пучки упрочняющих волокон, причем этот способ включает в себя этапы:
- подвод по меньшей мере одного бесконечного, имеющего форму ленточки жгута упрочняющих волокон, снабженных связующим, причем этот по меньшей мере один жгут имеет ширину жгута по меньшей мере 5 мм и концентрацию связующего в пределах от 2 до 70 вес. % относительно веса имеющего форму ленточки жгута;
- расправление указанного по меньшей мере одного бесконечного, имеющего форму ленточки жгута в расположенном на укладочной головке расправочном узле и транспортировка указанного по меньшей мере одного жгута в направлении транспортировки посредством расположенного на укладочной головке первого транспортировочного устройства к расположенному на укладочной головке устройству продольного разделения;
- при этом стабилизация указанного по меньшей мере одного жгута в направлении поперек к направлению транспортировки;
- разрезание указанного по меньшей мере одного жгута в устройстве продольного разделения по его продольной протяженности посредством по меньшей мере одного разделительного элемента на две или более частей жгута;
- транспортировка частей жгута посредством расположенного на укладочной головке второго транспортировочного устройства к расположенному на укладочной головке узлу поперечного разделения;
- разрезание частей жгута посредством узла поперечного разделения на пучки упрочняющих волокон определенной длины; и
– укладка пучков упрочняющих волокон на поверхность и/или на уложенные на поверхность пучки упрочняющих волокон и фиксация пучков упрочняющих волокон на поверхности и/или на уложенных на поверхность пучках упрочняющих волокон для образования волокнистой заготовки, при этом между укладочной головкой и поверхностью устанавливается относительное движение для укладки пучков упрочняющих волокон на поверхность с учетом нагрузки.
Посредством предлагаемого изобретением способа возможно оптимальное по стоимости изготовление волокнистых заготовок из пучков упрочняющих волокон, т.е. из пучков из упрочняющих волокон с низким количеством филаментов упрочняющих волокон при реализации высоких объемных долей волокон в волокнистой заготовке или соответственно изготовленном из нее конструктивном элементе из волокнистого композитного материала. При этом в качестве исходного материала могут применяться бесконечные, имеющие форму ленточек жгуты, например, в виде оптимальных по стоимости, имеющих грубые титры нити из упрочняющих волокон. Такие имеющих грубые титры нити из упрочняющих волокон посредством устройства продольного разделения могут сначала разделяться на несколько частей жгута по протяженности составляющих нити филаментов упрочняющих нитей, причем тогда отдельные части жгута имеют более низкое количество филаментов по сравнению с исходной нитью.
В качестве применяемых в предлагаемом изобретением способе упрочняющих волокон, которые образуют указанный по меньшей мере один имеющий форму ленточки жгут, используются предпочтительно углеродные, стеклянные или арамидные волокна или смеси этих волокон между собой или с термопластичными волокнами. Особенно предпочтительными являются углеродные волокна.
В одном из предпочтительных вариантов осуществления указанный по меньшей мере один бесконечный, имеющий форму ленточки жгут упрочняющих волокон, снабженных связующим, представляет собой филаментную нить, имеющую количество филаментов по меньшей мере 12000, которая расправлена в форме ленточки. Особенно предпочтительными являются такого рода филаментные нити, имеющие количество филаментов в пределах от 24000 до 50000. В случае, когда имеющий форму ленточки жгут упрочняющих волокон, снабженных связующим, представляет собой филаментную нить, концентрация связующего в одном из предпочтительных вариантов осуществления находится в пределах от 2 до 14 вес. %, а в одном из особенно предпочтительных вариантов осуществления в пределах от 3 до 7 вес. % относительно общего веса снабженной связующим филаментной нити.
Тогда связующее может представлять собой состав для пропитки волокон, который обычно наносится на филаменты филаментной нити для достижения лучшей обрабатываемости и хорошего смыкания волокон, т.е. по меньшей мере частичного соединения филаментов между собой. Такого рода составы для пропитки часто основаны на эпоксидных смолах. Однако для предлагаемого изобретением способа требуется содержание, повышенное по сравнению с обычно применяемой концентрацией состава для пропитки, которое, как указывалось, предпочтительно лежит в пределах от 2 до 14 вес. % и особенно предпочтительно в пределах от 3 до 7 вес. % относительно общего веса снабженной связующим филаментной нити.
В качестве связующих возможны при этом термопластичные или неотвержденные или частично отвержденные термореактивные полимеры или же композиции этих полимеров. Надлежащими термореактивными полимерами являются, например, полиэтиленимин, полиэфиркетон, полиэфирэфиркетон, полифениленсульфид, полисульфон, полиэфирсульфон, полиэфирэфирсульфон, ароматичный полигидроксиэфир, термопластичные полиуретановые смолы или смеси этих полимеров. В качестве неотвержденных или частично отвержденных термореактивных полимеров возможны, например, эпоксиды, изоцианаты, феноловые смолы или ненасыщенные полиэфиры. При этом предпочтительно, если бесконечный, имеющий форму ленточки жгут упрочняющих волокон, снабженных связующим, представляет собой филаментную нить, которая при температуре обработки в области укладочной головки, т.е., как правило, при комнатной температуре не является клейкой и, например, может разматываться с катушки. Однако при повышенных температурах связующее или, соответственно, упрочняющие волокна, снабженные связующим, должны были бы быть клейкими и способствовать хорошему прилипанию изготовленных из них пучков волокон. Такого рода нити из упрочняющих волокон или, соответственно, жгуты упрочняющих волокон описываются, например, в WO 2005/095080, на описание которой здесь непосредственно делается ссылка. Описанные там филаментные нити инфильтрованы связующим, состоящим из нескольких различных эпоксидных смол, причем эти эпоксидные смолы определенным образом отличаются друг от друга своими свойствами, такими как эпоксидное число и молекулярный вес, а также своей концентрацией.
В одном из предпочтительных вариантов осуществления предлагаемого изобретением способа указанный по меньшей мере один жгут представляет собой предварительно пропитанную филаментную нить, а связующее состоит из композиции первой и второй смолы, при этом филаменты филаментной нити пропитаны композицией первой смолы и посредством этой композиции первого смолы по меньшей мере частично соединены, причем эта композиця первой смолы содержит по меньшей мере две бисфенол A эпихлоргидрин-смолы H1 и H2 в весовом соотношении H1:H2 от 1,1 до 1,4, при этом H1 имеет эпоксидное число от 1850 до 2400 ммоль/кг, средний молекулярный вес MN от 800 до 1000 г/моль и является твердой при комнатной температуре, а H2 имеет эпоксидное число от 5000 до 5600 ммоль/кг, средний молекулярный вес MN < 700 г/моль и является жидкой при комнатной температуре, и, кроме того, содержит ароматический полигидроксиэфир P1, который имеет кислотное число от 40 до 55 мг КОН/г и средний молекулярный вес MN от 4000 до 5000 г/моль, и при этом предварительно пропитанная филаментная нить на своей наружной стороне имеет композицию второй смолы в виде прилипающих к филаментам частиц или капель, причем эта композиция второй смолы является твердым при комнатной температуре, имеет температуру плавления в пределах от 80 до 150°C и имеется на наружной стороне нити в концентрации от 0,5 до 10 вес. % относительно общего веса предварительно пропитанной филаментной нити, и при этом по меньшей мере 50% площади наружной стороны нити свободно от композиции второй смолы, и внутри нить свободна от композиции второй смолы. Такого рода предварительно пропитанные связующим филаментные нити описываются в заявке на патент WO 2013/017434, на соответствующее описание которой здесь непосредственно делается ссылка.
В другом предпочтительном варианте осуществления указанный по меньшей мере один жгут может предпочтительно представлять собой препрег из упрочняющих волокон, однонаправленно расположенных в направлении протяженности препрега и вместе с тем в направлении транспортировки препрега. В контексте настоящего изобретения под препрегом понимается полуфабрикат из упрочняющих волокон, пропитанных полимерной матричной системой. При этом речь может идти о препреге из нити («tow prepreg»), т.е. об отдельной нити, пропитанной матричной системой. Однако речь может также идти о полуфабрикате в форме полотна, который состоит из расположенных рядом параллельно друг другу и однонаправленно ориентированных упрочняющих волокон, пропитанных матричной системой. В случае применения препрегов матричная система является тогда связующим.
В качестве матричной системы или, соответственно, связующего в этих случаях возможны также термопластичные полимеры или неотвержденные или частично отвержденные термореактивные полимеры или композиции полимеров, при этом можно сослаться на вышеназванные полимеры. В том случае, когда указанный по меньшей мере один жгут упрочняющих волокон, снабженных связующим, представляет собой препрег, предпочтительно, когда связующее, т.е. матричная система имеется в концентрации в пределах от 15 до 70 вес. % относительно веса препрега, а в случае, когда упрочняющие волокна представляют собой углеродные волокна, особенно предпочтительно в пределах от 20 до 60 вес. %.
Указанный по меньшей мере один имеющий форму ленточки жгут снабженных связующим упрочняющих волокон может разматываться с катушки или, в случае применения препрега, с рулона в качестве питателя и подводиться к укладочной головке. Предпочтительно питатель, т.е. катушка или рулон, неподвижно соединен с укладочной головкой, так что при движениях укладочной головки питатель ведется вместе с ней. Тем самым может достигаться стабильный ход указанного по меньшей мере одного жгута.
Для улучшения надежного позиционирования указанного по меньшей мере одного имеющего форму ленточки жгута, для увеличения его ширины и для достижения хорошего результата устройства продольного разделения указанный по меньшей мере один жгут направляется через расположенный на укладочной головке расправочный узел, который, если смотреть в направлении транспортировки указанного по меньшей мере одного бесконечного, имеющего форму ленточки жгута через укладочную головку, расположен перед первым транспортировочным устройством. В качестве расправочного узла пригоден один отдельный или система из нескольких стационарных и/или опертых с возможностью вращения стержней, посредством которых может повышаться натяжение нитей в жгуте. Поверхность стержней должна была бы предпочтительно обладать такими свойствами, чтобы истирание направляемых по ней жгутов нити было низким. Для этого можно прибегнуть к известным поверхностям или материалам. Стержни предпочтительно расположены так, что указанный по меньшей мере один бесконечный, имеющий форму ленточки жгут направляется вокруг стержней с углом обвивания больше 20°.
Предпочтительно указанный по меньшей мере один жгут из упрочняющих волокон, снабженных связующим, имеет ширину жгута, равное по меньшей мере 6 мм. Также предпочтительно, если указанный по меньшей мере один жгут имеет отношение его ширины к его толщине, равное по меньшей мере 20.
После расправочного узла указанный по меньшей мере один жгут проходит через первое транспортировочное устройство, посредством которого устанавливается определенная скорость транспортировки указанного по меньшей мере одного жгута и посредством которого указанный по меньшей мере один жгут подается к устройству продольного разделения.
Указанный по меньшей мере один жгут стабилизируется посредством надлежащих устройств для бокового направления указанного по меньшей мере одного жгута упрочняющих волокон в направлении поперек к направлению транспортировки, так чтобы он прямо и без боковых отклонений направлялся через отдельные транспортировочные и разделительные устройства. Благодаря этому в устройстве продольного разделения может достигаться чистый рез с чистыми кромками реза, так как рез может осуществляться по меньшей мере практически параллельно филаментам указанного по меньшей мере одного жгута. Предпочтительно для этого стержни, ролики, валики или другие направляющие устройства, а также при необходимости транспортировочные устройства ориентированы под прямым углом к направлению транспортировки указанного по меньшей мере одного имеющего форму ленточки жгута, а также параллельно друг другу. Кроме того, в одном из предпочтительных вариантов осуществления стержни, ролики, валики или другие направляющие элементы, посредством которых направляется указанный по меньшей мере один имеющий форму ленточки жгут, могут быть выполнены бочкообразными в соответствующих местах контакта со жгутом. Предпочтительно контур направляющих элементов в области бочкообразности имеет радиус в пределах от 50 до 600 мм.
Для процесса продольного и поперечного разрезания (процесса поперечного разделения) предпочтительно, если указанный по меньшей мере один жгут упрочняющих волокон с натяжением направляется через укладочное устройство и, в частности, между первым и вторым транспортировочным устройством происходит нарастание натяжения в указанном по меньшей мере одном жгуте упрочняющих волокон. Благодаря этому может достигаться надежное поддержание плоского состояния и хорошее ширение указанного по меньшей мере одного жгута упрочняющих волокон, а также стабильный ход указанного по меньшей мере одного жгута упрочняющих волокон, что, в частности, способствует хорошему результату резания в устройстве продольного разделения. Это может достигаться, например, посредством того, что скорости первого и второго транспортировочного устройства устанавливаются так, чтобы скорость второго транспортировочного устройства была выше, чем скорость первого транспортировочного устройства. Предпочтительно указанный по меньшей мере один жгут подводится к устройству продольного разделения с силой натяжения нитей в пределах от 40 до 300 сН на мм ширины жгута.
Проходимое указанным по меньшей мере одним жгутом первое и/или второе транспортировочное устройство в одном из предпочтительных вариантов осуществления состоит из одного или нескольких приводных роликов или валиков, посредством которых транспортируется указанный по меньшей мере один жгут. При этом ролики или соответственно валики могут быть расположены друг относительно друга так, чтобы при применении указанный по меньшей мере один жгут упрочняющих волокон обвивал эти ролики или соответственно валики. В другом предпочтительном варианте осуществления первое и/или второе транспортировочное устройство включает в себя приводную и управляемую по своей скорости пару валиков, имеющую между валиками пары валиков регулируемый зазор, через который при применении вследствие создаваемого парой валиков давления транспортируется указанный по меньшей мере один жгут упрочняющих волокон.
Кроме того, в одном из также предпочтительных вариантов осуществления первое и/или второе транспортировочное устройство может включать в себя нагнетательное устройство, посредством которого перемещается указанный по меньшей мере один бесконечный, имеющий форму ленточки жгут упрочняющих волокон. При этом нагнетательное устройство связано с регулируемой подачей воздуха.
Посредством устройства продольного разделения указанный по меньшей мере один жгут режется по своей продольной протяженности на части жгута. Полученные таким образом части жгута имеют предпочтительно ширину в пределах от 0,5 до 5 мм и особенно предпочтительно в пределах от 0,5 до 3 мм. С изготовленными из таких частей жгута пучками волокон могут достигаться высокие объемные доли волокон в волокнистой заготовке или соответственно изготовленных из нее конструктивных элементах из волокнистого композитного материала.
Устройство продольного разделения включает в себя по меньшей мере один разделительный элемент для разделения указанного по меньшей мере одного жгута упрочняющих волокон по его продольной протяженности. Указанный по меньшей мере один разделительный элемент устройства продольного разделения может представлять собой лазерно-лучевую, воздушно-струйную или водоструйную систему или механический разделительный элемент, например, в виде по меньшей мере одного неподвижного элемента, например, неподвижный нож, или же по меньшей мере один вращающийся разделительный диск, который предпочтительно снабжен приводом. При этом привод может быть регулируемым и рассчитан так, чтобы могла устанавливаться разность скоростей между окружной скоростью указанного по меньшей мере одного разделительного диска и скоростью транспортировки указанного проходящего через устройство продольного разделения по меньшей мере одного жгута упрочняющих волокон. Направление вращения указанного по меньшей мере одного вращающегося разделительного диска может быть в направлении транспортировки указанного по меньшей мере одного имеющего форму ленточки жгута или же противоположным ему. В предлагаемом изобретением способе оказалось предпочтительным, если окружная скорость указанного по меньшей мере одного разделительного диска может устанавливаться на 2-15% выше, чем скорость транспортировки указанного по меньшей мере одного жгута, проходящего через устройство продольного разделения. Особенно предпочтительной является окружная скорость указанного по меньшей мере одного разделительного диска, которая на 4-10% выше, чем скорость транспортировки указанного по меньшей мере одного жгута.
В одном из предпочтительных вариантов осуществления в случае, когда указанный по меньшей мере один разделительный элемент представляет собой механический разделительный элемент, указанный по меньшей мере один жгут и указанный по меньшей мере один разделительный элемент посредством управляемого по усилию прижима с определенным усилием прижимаются друг к другу. При этом, например, вращающийся разделительный диск может быть соединен с управляемым по усилию прижимом, посредством которого вращающийся разделительный диск с определенным усилием прижимается к указанному разделяемому по своей продольной протяженности по меньшей мере одному жгуту упрочняющих волокон. Предпочтительно указанный по меньшей мере один жгут прижимается прижимом к указанному по меньшей мере одному механическому разделительному элементу. Посредством такого прижима при применении в случаях, когда указанный по меньшей мере один жгут упрочняющих волокон имеет крутку, например, крутку нити в случае, когда этот жгут представляет собой нить, предотвращается разделение жгута в области крутки поперек к направлению волокон. Уже частичное разделение жгута поперек к направлению волокон может приводить к обрыву жгута и, как следствие, к прерыванию процесса разрезания и вместе с тем укладки.
В одном из предпочтительных вариантов осуществления способа указанный по меньшей мере один жгут упрочняющих волокон, снабженных связующим, может резаться в устройстве продольного разделения более чем на две части жгута. Таким образом, количество филаментов в отдельных частях жгута может уменьшаться настолько, чтобы получались пучки волокон с достаточно малой шириной. Применение таких пучков волокон с меньшей шириной позволяет, в свою очередь, реализовывать высокие объемные доли филаментов в изготовленной с их помощью волокнистой заготовке или, соответственно, в результирующем конструктивном элементе из композитного материала. Количество разделительных элементов устройства продольного разделения ориентируется на количество частей жгута, которые должны получаться.
Также одним из предпочтительных вариантов осуществления является, когда указанный по меньшей мере один жгут режется на части жгута различной ширины. То есть указанный по меньшей мере один разделительный элемент может быть расположен относительно устройств для бокового направления указанного по меньшей мере одного бесконечного, имеющего форму ленточки жгута упрочняющих волокон так, чтобы указанный по меньшей мере один жгут разделялся на части жгута в центре или внецентренно. Также в случае одного отдельного жгута упрочняющих волокон, который должен разделяться на три или более частей жгута, эти несколько разделительных элементов могут располагаться относительно друг друга и/или относительно устройств для бокового направления так, чтобы в результате получилась части жгута различной ширины.
В одном из предпочтительных вариантов осуществления предлагаемого изобретением способа несколько бесконечных, имеющих форму ленточки жгутов упрочняющих волокон, снабженных связующим, подаются и подводятся к укладочной головке или, соответственно, расположенным на ней устройствам, таким как, в частности, устройство продольного разделения и узел поперечного разделения. При этом жгуты могут быть одинаковой или различной длины. Например, все эти несколько жгутов могут представлять собой жгуты углеродных волокон. Однако могут также комбинироваться, например, жгуты углеродных волокон со жгутами стекловолокон.
Тогда в случае подачи нескольких жгутов упрочняющих волокон, снабженных связующим, к укладочной головке имеются несколько питателей, например, в виде шпулярника, и соответствующее количество устройств для бокового направления отдельных жгутов. Причем эти несколько жгутов направляются так, чтобы они располагались рядом друг с другом, при этом отдельные жгуты могут быть удалены друг от друга, или же могут лежать, касаясь друг друга. Тогда устройство продольного разделения включает в себя несколько разделительных элементов, количество которых ориентируется на количество частей жгута, которые должны изготавливаться из расположенных рядом друг с другом нескольких жгутов упрочняющих волокон. Например, устройство продольного разделения имеет четыре разделительных элемента, когда два расположенных рядом друг с другом, имеющих форму ленточки жгута из нити должны резаться каждый на три части жгута.
В другом предпочтительном варианте осуществления при наличии нескольких бесконечных, имеющих форму ленточки жгутов упрочняющих волокон, снабженных связующим, т.е. нескольких жгутов упрочняющих волокон, посредством надлежащих направляющих устройств с помощью первого транспортировочного устройства они могут подаваться в устройство продольного разделения так, чтобы они располагались друг над другом, т.е. лежали друг на друге. В этом случае имеющие форму ленточек жгуты вместе режутся в продольном направлении одними и тем же разделительными элементами. Например, в том в случае, когда два имеющих форму ленточек жгута нити должны резаться каждый на три части жгута, устройство продольного разделения имеет два разделительных элемента.
После разрезания указанного по меньшей мере одного жгута упрочняющих волокон на части жгута эти части жгута посредством второго транспортировочного устройства подводятся к узлу поперечного разделения. Затем посредством узла поперечного разделения полученные в устройстве продольного разделения части жгута поперек к направлению их протяженности режутся на пучки волокон определенной длины, т.е. заранее установленной длины, при этом длина результирующих пучков волокон зависит от частоты, с которой выполняются резы поперек к направлению протяженности частей жгута в зависимости от скорости транспортировки, т.е. от частоты поперечного разрезания. В одном из предпочтительных вариантов осуществления узел поперечного разделения связан с транспортировочными устройствами так, что при изменении скорости транспортировки частота поперечного разрезания изменяется так, что длина результирующих пучков упрочняющих волокон остается постоянной. В другом предпочтительном варианте осуществления частота поперечного разрезания может устанавливаться независимо от скорости транспортировки, так что при неизменной скорости транспортировки могут изготавливаться пучки упрочняющих волокон различной длины. Конечно, в изобретение включена также комбинация возможностей установки, при которой, с одной стороны, скорость транспортировки служит регулирующей величиной для частоты поперечного разрезания, однако при установленной скорости транспортировки частота поперечного разрезания может варьироваться. Благодаря этому длина пучков волокон во время выполнения предлагаемого изобретением способа может варьироваться и, например, адаптироваться к особенностям контура изготавливаемой волокнистой заготовки. Поэтому в одном из предпочтительных вариантов осуществления частота поперечного разрезания изменяется по времени варьирования длины пучков волокон. Предпочтительно части жгута режутся посредством узла поперечного разделения так, чтобы результирующие пучки волокон имели длину в пределах от 10 до 100 мм. Особенно предпочтительной является длина пучков волокон в пределах от 10 до 75 мм.
В отношении узла поперечного разделения можно прибегнуть в известным агрегатам и способам разрезания упрочняющих волокон поперек к направлению их протяженности. В качестве таких агрегатов возможны, например, агрегаты для водо- или воздушно-струйного разрезания волокон, для разрезания волокон посредством лазерных лучей, агрегаты, имеющие, например, пневматически продвигаемые отбойные ножи поперек к направлению транспортировки, ротационные поперечные резаки, имеющие ножевой валик и встречный валик, или же ротационные ножи, ось вращения которых распространяется в направлении транспортировки частей жгута или под углом до 60°, предпочтительно до 20° к ним. Последние ротационные ножи описываются, например, в DE 202010017556 U1 или EP-A-3351880 A1. В одном из предпочтительно вариантов осуществления части жгута поперечно разделяются посредством ротационного поперечного резака, у которого ножи прижимаются к разрезаемому по меньшей мере одному жгуту упрочняющих волокон без создания существенного противодавления на другой стороне жгута. Этот метод при хрупких упрочняющих волокнах, таких как, например, углеродные волокна или стекловолокна, приводит к хрупкому разрушению в месте нагрузки и вместе с тем к чистому поперечному разделению жгута упрочняющих волокон. Такого рода агрегаты описываются, например, в EP-A-1144738, EP-A-1394295, EP-A-1723272 или WO 02/055770, на соответствующее содержание описания которых непосредственно делается ссылка.
В одном из предпочтительных вариантов осуществления полученные пучки волокон посредством устройства для отвода пучков волокон отводятся от устройства поперечного разделения. Это может осуществляться, например, посредством короткого ленточного транспортера. Особенно предпочтительно пучки волокон отводятся от узла поперечного разделения через сопловой канал сопловой головки, в которую подается сжатый воздух. Предпочтительно в сопловом канале сопловой головки расположено сопло Вентури для ввода сжатого воздуха в сопловой канал. Благодаря этому пучки волокон для изготовления волокнистой заготовки с повышенной скоростью могут выноситься на поверхность и/или на уложенные на поверхность пучки волокон, т.е. напыляться.
Сопловая головка для отвода пучков волокон может иметь средства для ввода матричного материала в сопловой канал. В одном из предпочтительных вариантов осуществления способа с их помощью матричный материал в виде частиц может вноситься в сопловой канал, выноситься вместе с поперечно разделенными пучками волокон и выноситься или соответственно напыляться на поверхность и/или на уложенные на поверхность пучки волокон. Средства для ввода матричного материала могут, например, представлять собой сопло Вентури, которое вдается в сопловой канал и через которое в сопловой канал вносятся частицы матрицы. Однако речь может идти также о расположенном в сопловом канале распылительном сопле, посредством которого впрыскивается жидкий матричный материал. Подача матричного материала может быть предпочтительной, чтобы при укладке изготовленных посредством укладочного устройства пучков волокон на поверхность с помощью матричного материала способствовать лучшему прилипанию друг к другу и вместе с тем лучшей фиксации пучков волокон между собой и на поверхности. Одновременно матричный материал в количестве, требуемом для изготовления конструктивного элемента из композитного материала, может, например, подаваться уже при изготовлении волокнистой заготовки.
При выполнении предлагаемого изобретением способа в отношении лучшего прилипания друг к другу и вместе с тем лучшей фиксации пучков волокон между собой и на поверхности может быть предпочтительным, если пучки волокон и при необходимости подаваемый в виде частиц или капелек матричный материал после узла поперечного разделения и перед укладкой или при укладке на поверхность и/или на уложенные на поверхность пучки упрочняющих волокон нагреваются. При этом связующее, которым снабжены пучки волокон, и/или матричный материал может активироваться, т.е. переводиться в клейкое состояние, например, таким образом, что пучки волокон нагреваются до температуры выше точки плавления связующего. Нагрев может осуществляться, например, посредством обдува горячим воздухом или посредством нагретого окружающего воздуха, посредством лазерного излучения или посредством инфракрасного излучения. После попадания пучков волокон на поверхность изготавливаемой волокнистой заготовки и после охлаждения пучки волокон фиксируются снова затвердевшим после этого связующим.
По другому предпочтительному варианту осуществления способа матричный материал в виде частиц или капелек может также отдельно от пучков волокон, однако одновременно с ними напыляться на поверхность и/или на уложенные на поверхность пучки упрочняющих волокон. Это может осуществляться, например, путем направленного напыления таких частиц или капелек посредством источника тепла, такого как, например, пламя или микроволновое или инфракрасное поле. Предпочтительным здесь является способ термического напыления, который описывается, например, в WO 98/22644 или в US 2009/0014119 A1.
В зависимости от связующего, которым снабжен указанный по меньшей мере один жгут упрочняющих волокон, от подводимых при необходимости матричных материалов и от температур, преобладающих при укладке пучков волокон, предпочтительным является следующий за укладкой пучков волокон этап охлаждения для стабилизации волокнистой заготовки.
В соответствии с предлагаемым изобретением способом пучки упрочняющих волокон укладываются на поверхность и/или на уложенные на поверхность пучки упрочняющих волокон и фиксируются на поверхности и/или на уложенных на поверхность пучках упрочняющих волокон для образования волокнистой заготовки. Предпочтительно поверхность, т.е. поверхность укладки, уже имеет некоторый контур, который адаптирован к контуру изготавливаемой волокнистой заготовки или соответственно изготавливаемого из нее конструктивного элемента из волокнистого композитного материала.
Поверхность или поверхность укладки может представлять собой имеющий отверстия экран, на который пучки волокон при необходимости с одновременным добавлением матричного материала укладываются или на который они напыляются. В случае применения такого экрана фиксация пучков волокон может поддерживаться по меньшей мере тем, что подается вакуум на сторону экрана, отвернутую от той стороны экрана, на которую укладываются пучки волокон. Таким образом, воздух всасывается через экран, вследствие чего может достигаться фиксация пучков волокон. Поверхность может также снабжаться нанесенным ранее и клейким во время укладки связующим или матричным материалом, так чтобы это способствовало хорошему прилипанию пучков волокон. Прилипание может также происходить при одновременном добавлении матричного материала вместе с пучками волокон при помощи этого матричного материала.
Для изготовления конструктивных элементов из волокнистого композитного материала, имеющих высокие объемные доли волокон, предпочтительно, если в предлагаемом изобретением способе за этапом укладки пучков упрочняющих волокон следует этап компактирования, в котором уложенные пучки упрочняющих волокон уплотняются для достижения высокой объемной доли волокон. Этот этап компактирования может выполняться так, чтобы заготовка, полученная после укладки пучков волокон, в форме, предпочтительно при повышенной температуре, подвергалась воздействию повышенного давления, например, в прессе. Также заготовка, полученная после укладки пучков волокон, может помещаться в вакуумный мешок, и затем осуществляться компактирование с подачей вакуума и при повышенной температуре.
В одном из предпочтительных вариантов осуществления способа для изготовления волокнистой заготовки укладочная головка соединена с управляемым узлом позиционирования, посредством которого укладочная головка движется относительно поверхности. В одном из вариантов осуществления укладочная головка может быть соединена через находящийся на цоколе машины робот с сочлененной рукой, и посредством этого робота с сочлененной рукой и удерживаемого роботом с сочлененной рукой шарнира робота обладать возможностью позиционирования по меньшей мере по двум осям относительно поверхности. В другом варианте осуществления укладочная головка может быть закреплена посредством шарнирной головки в портальной стойке и обладать возможностью позиционирования по меньшей мере вокруг двух осей относительно поверхности. Предпочтительно укладочная головка обладает возможностью позиционирования по меньшей мере по 6, и особенно предпочтительно вокруг по меньшей мере 9 осей.
В другом варианте осуществления поверхность, на которую укладываются пучки волокон, является неподвижной, а относительное движение между укладочной головкой и поверхностью осуществляется за счет движения или соответственно позиционирования укладочной головки. Альтернативно также поверхность, на которую укладываются пучки волокон, может двигаться, например, посредством робота с сочлененной рукой, а укладочная головка быть неподвижной. Конечно, включены также смешанные варианты настоящего способа, при которых, например, поверхность движется посредством робота с сочлененной рукой, вокруг, например, 6 осей, а укладочная головка также является обладает возможностью позиционирования, например, вокруг 3 осей.
Из изготовленных посредством предлагаемого изобретением способа волокнистых заготовок могут изготавливаться конструктивные элементы из композитного материала, которые отличаются высокой объемной долей волокон и вместе с тем высокими удельными механическими свойствами, такими как, например, высокие прочности. Поэтому изобретение касается также способа изготовления конструктивного элемента из волокнистого композитного материала с применением волокнистой заготовки, которая была изготовлена предлагаемым изобретением способом изготовления волокнистой заготовки, включающего в себя следующие этапы:
- ввод волокнистой заготовки, изготовленной предлагаемым изобретением способом, в формообразующее устройство;
- подача на волокнистую заготовку давления и/или вакуума и/или повышенной температуры для образования конструктивного элемента из волокнистого композитного материала;
- охлаждение конструктивного элемента из волокнистого композитного материала;
- извлечение конструктивного элемента из волокнистого композитного материала из формообразующего устройства.
В зависимости от содержания матричного материала, имеющегося в применяемой волокнистой заготовке, а также от вида матричного материала, получаются различные варианты осуществления способа изготовления конструктивного элемента из композитного материала. Так, конструктивный элемент из композитного материала может изготавливаться посредством вышеназванных этапов способа путем прямого прессования, без необходимости подвода дополнительного матричного материала, когда применяемая волокнистая заготовка была изготовлена в соответствии с предлагаемым изобретением способом с применением препрега в виде по меньшей мере одного жгута упрочняющих волокон, снабженных связующим, и препрег имел содержание матрицы или соответственно связующего выше приблизительно 25 вес. %. Также, например, возможно изготовление конструктивного элемента из композитного материала путем прямого прессования, если при изготовлении волокнистой заготовки, хотя и брались за основу имеющие форму ленточки жгуты упрочняющих волокон, снабженных связующим, у которых концентрация связующего была сравнительно мала и недостаточна для изготовления конструктивного элемента с непрерывной матричной фазой, однако перед укладкой пучков волокон ли при укладке пучков волокон подводился дополнительный матричный материал.
Время прессования под давлением и/или вакуумом и при повышенной температуре зависит, в частности, от вида матричного материала. Если матричный материал представляет собой термопластичный полимер или смесь термопластичных полимеров, периоды времени прессования могут быть относительно короткими. У связующих и/или матричных материалов на основе неотвержденных или частично отвержденных термореактивных полимеров требуемое время прессования зависит от периодов времени, которые необходимы для отверждения матрицы.
В случае, когда в способе изготовления конструктивного элемента из композитного материала используется волокнистая заготовка, у которой пучки волокон имеют лишь относительно небольшое содержание связующего, например, в пределах от 2 до 14 вес. % относительно снабженной связующим упрочняющей нити, и связующее, например, основано на неотвержденных или частично отвержденных термореактивных полимерах или смолах, в соответствии с упомянутым вначале способом для вливания или впрыска матричного материала дополнительно необходимый для изготовления конструктивного элемента из композитного материала матричный материал может вводиться в формообразующее устройство, прежде чем затем произойдет прессование под давлением и/или вакуумом и при повышенной температуре с получением конструктивного элемента.
Для выполнения предлагаемого изобретением способа наилучшим образом пригодно укладочное устройство, которое необходимо пояснить ниже с помощью схематичного изображения на фиг. 1.
Предлагаемое изобретением укладочное устройство необходимо пояснить ниже с помощью схематичных изображений на чертежах, где показано:
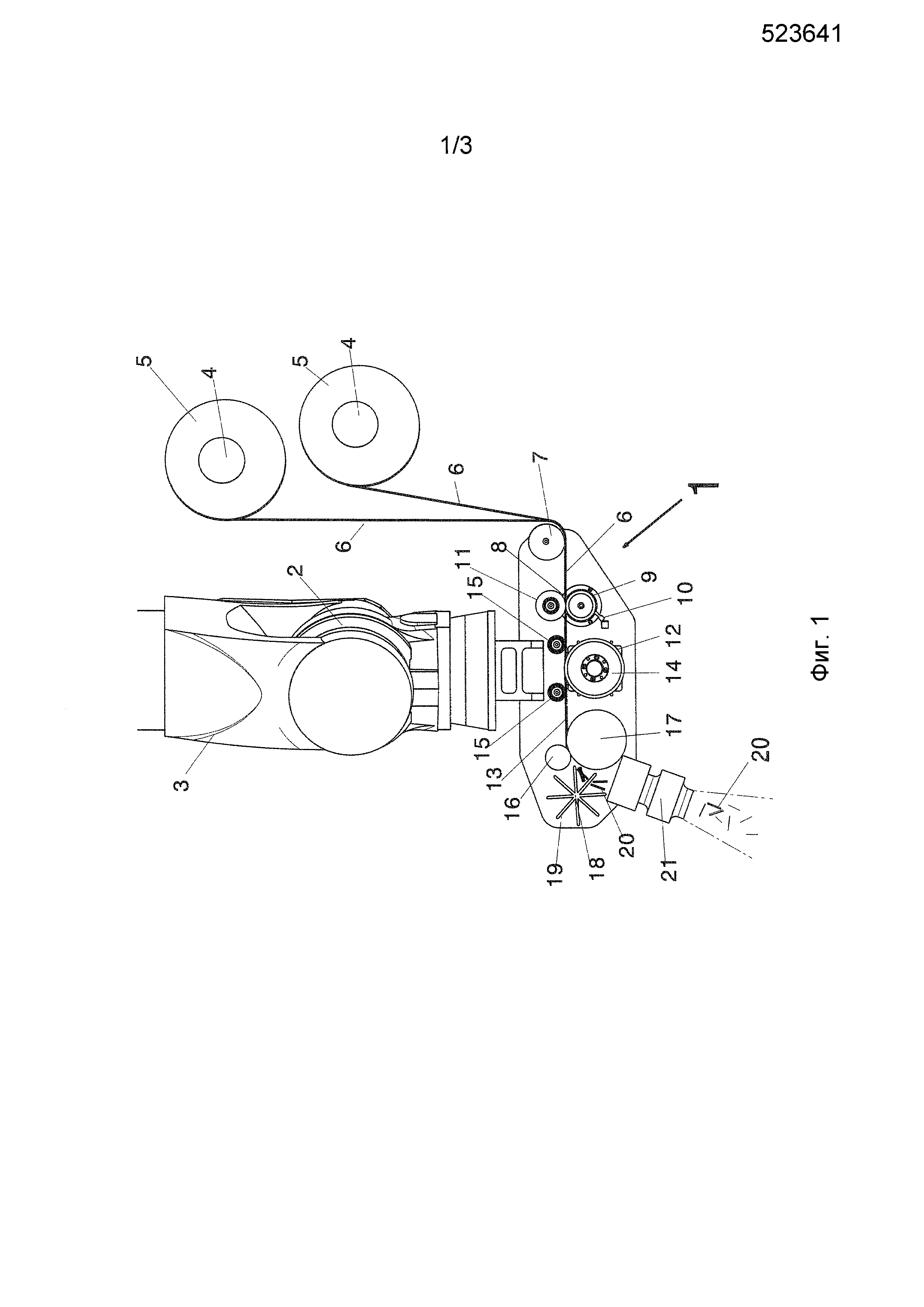
фиг. 1: вид сбоку сегмента укладочного устройства, снабженного укладочной головкой;
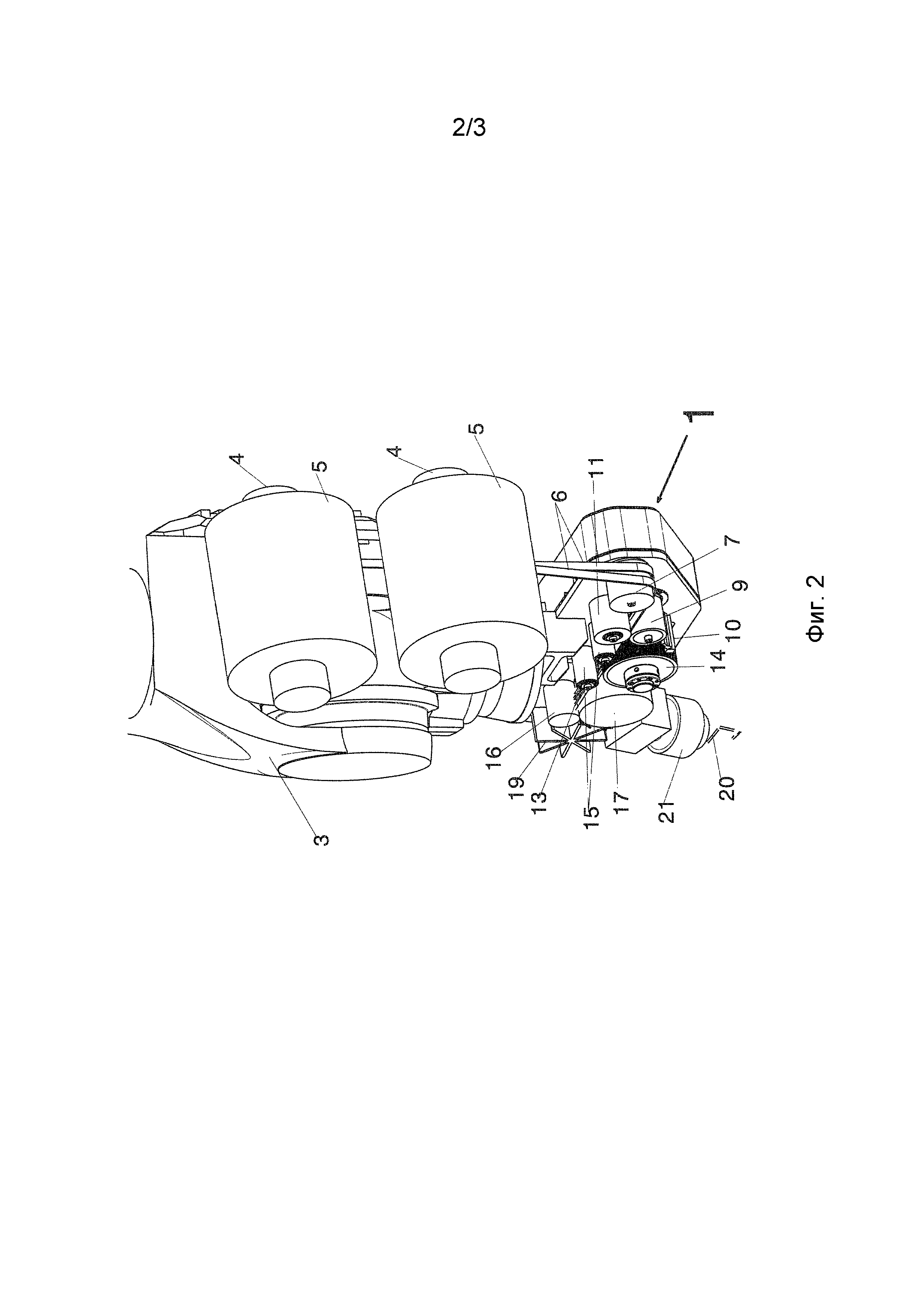
фиг. 2: изометрическое изображение сегмента укладочного устройства с фиг. 1;
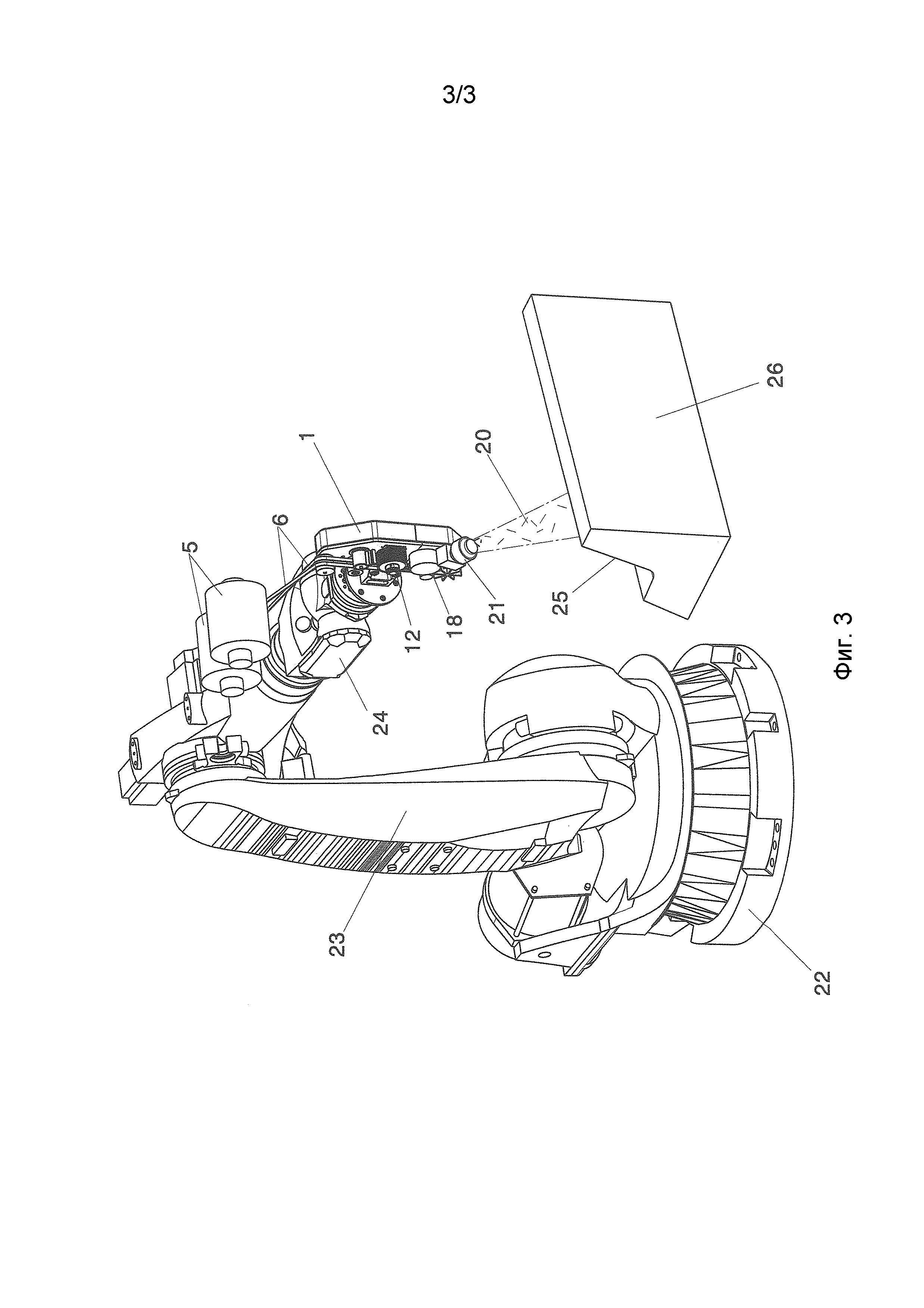
фиг. 3: укладочное устройство, снабженное роботом с сочлененной рукой.
На фиг. 1 показано схематичное изображение сегмента укладочного устройства, у которого укладочная головка 1 посредством шарнира 2 соединена с управляемым блоком 3 позиционирования. С укладочной головкой 1 в настоящем случае соединены два питателя 4 для катушек 5 в качестве средств для предоставления имеющих форму ленточек жгутов 6 упрочняющих волокон, снабженных связующим, привод которых предпочтительно осуществляться посредством серводвигателей. Соединение между укладочной головкой 1 и питателями может осуществляться посредством надлежащих держателей (здесь не изображены).
С находящихся на питателях катушек 5 имеющие форму ленточек жгуты 6 упрочняющих волокон, снабженных связующим, разматываются и направляются вокруг расправочного валика 7, который предпочтительно выполнен бочкообразно. Посредством расправочного валика 7 жгуты 6 расправляются и при необходимости растягиваются в ширину. При бочкообразном исполнении расправочного валика 7 может одновременно осуществляться боковое направление жгутов 6.
От расправочного валика 7 жгуты 6 подводятся к первому транспортировочному устройству 8, которое в укладочном устройстве на фиг. 1 состоит из пары приводных валиков. При этом нижний валик 9 посредством натяжного устройства 10 прижимается к снабженному резиновым покрытием верхнему валику 11, так чтобы транспортировка жгутов 6 могла осуществляться без проскальзывания.
После прохождения через первое транспортировочное устройство 8 жгуты 6 подводятся к устройству 12 продольного разделения, в котором жгуты 6 режутся в направлении их протяженности на части 13 жгутов. Для этого служит система из нескольких вращающихся разделительных дисков 14, к которым разделяемые жгуты 6 прижимаются с определенным усилием посредством двух управляемых по усилию прижимных роликов 15. Полученные в устройстве 12 продольного разделения части 13 жгута подводятся к также выполненному в виде пары приводных валиков второму транспортировочному устройству 16. Путем установки разности скоростей между вторым транспортировочным устройством 16 и первым транспортировочным устройством 8, при которой скорость транспортировки второго транспортировочного устройства 16 устанавливается несколько выше, чем скорость первого транспортировочного устройства 8, может создаваться определенное натяжение жгутов 6 и частей 13 жгута, благодаря чему получается улучшенный результат резания в устройстве 12 продольного разделения.
Нижний валик 17 второго транспортировочного устройства 16 одновременно служит встречным валиком узла 18 поперечного разделения, выполненного в настоящем примере в виде ротационного поперечного резака, включающего в себя ножевой валик 19 и встречный валик 17. В узле 18 поперечного разделения части 13 жгута режутся на пучки упрочняющих волокон или, соответственно, пучки 20 волокон с определенной длиной. Поперечно разделенные пучки 20 волокон забираются с узла поперечного разделения сопловой головкой 21 и по сопловому каналу сопловой головки 21, в который подается сжатый воздух, с повышенной скоростью напыляются на поверхность для изготовления волокнистой заготовки.
На фиг. 2 для пояснения пространственного расположения, в частности, элементов укладочной головки, изображенный на фиг. 1 сегмент укладочного устройства показан на изображении в перспективе, при этом одинаковые ссылочные обозначения на чертежах относятся к одинаковым элементам устройства.
На фиг. 3 показан один из вариантов осуществления предлагаемого изобретением в предлагаемом изобретением способе устройства, снабженного находящимся на цоколе 22 машины роботом 23 с сочлененной рукой, на конце которого посредством шарнира 24 смонтирована укладочная головка 1, и посредством которого укладочная головка может двигаться по нескольким осям относительно поверхности 25 фасонного тела, используемого для изготовления волокнистой заготовки. При этом пучки 20 волокон, полученные на укладочной головке 1 посредством устройства 12 продольного разделения и узла 18 поперечного разделения и вынесенные через сопловую головку 21, соответственно требованиям структуры изготавливаемой волокнистой заготовки или соответственно изготавливаемого из нее конструктивного элемента из композитного материала напыляются на поверхность 25 по определенным траекториям.
Система помощи водителю транспортного средства и способ управления ее работой
Прошитое мультиаксиальное многослойное нетканое полотно
Мультиаксиальное многослойное нетканое полотно, содержащее полимерный нетканый материал
Содержащая однонаправленные волокнистые ленты волокнистая заготовка из пучков армирующих волокон и конструктивный элемент из композитного материала
Углеродное волокно для композитных материалов с улучшенной электропроводностью
Укладочное устройство для управляемой укладки пучков упрочняющих волокон
Текстильная подложка, изготовленная из армирующих волокон
Система помощи водителю транспортного средства и способ управления ее работой
Прошитое мультиаксиальное многослойное нетканое полотно
Мультиаксиальное многослойное нетканое полотно, содержащее полимерный нетканый материал
Содержащая однонаправленные волокнистые ленты волокнистая заготовка из пучков армирующих волокон и конструктивный элемент из композитного материала
Углеродное волокно для композитных материалов с улучшенной электропроводностью
Укладочное устройство для управляемой укладки пучков упрочняющих волокон

