Результат интеллектуальной деятельности: Способ горячего ремонта футеровки конвертера
Вид РИД
Изобретение
Изобретение относится к области черной металлургии и может быть использовано при горячем ремонте футеровки кислородного конвертера. Способ горячего ремонта футеровки конвертера заключается в размещении на ремонтируемый участок футеровки кислородного конвертера приготовленного заранее элемента в виде армированных проволокой и заключенных в металлическую раму формованных огнеупорных периклазовых или периклазоуглеродистых изделий и представляющих собой вид решетки. Для изготовления таковых используют, например, специально подготовленный кирпич различных форм и конфигурации или брак кирпича. На армированную огнеупорную решетку наносят торкретмассу, способствующую приварке к футеровке огнеупорных изделий, составляющих решетку.
Известные способы ремонта футеровки в абсолютном большинстве базируются на раздуве оставленного в конвертере шлака струей нейтрального газа, создавая гарнисаж на всей внутренней поверхности огнеупорной кладки конвертера. Так, проведенный патентный поиск выявил схожие по технологии между собой и приводящие к одному техническому результату методы нанесения защитного гарнисажа [1], [2], [3], [4]. Недостаток всех приведенных «Способов…» - недостаточная стойкость футеровки, приводящая в конце кампании к необходимости нанесения гарнисажа после каждого выпуска плавки, что снижает производительность конвертера и второй недостаток - нанесение гарнисажа практически осуществляется на всю поверхность огнеупорной футеровки, изнашиваемой неравномерно.
Далее для иллюстрации текста ссылки на Фиг. 1, 2, 3, 4, 5, 6, 7, где
1 - футеровка конвертера;
2 - шлак;
3 - торкрет-масса;
4 - кирпич для подварки;
5 - армированная решетка в сборе;
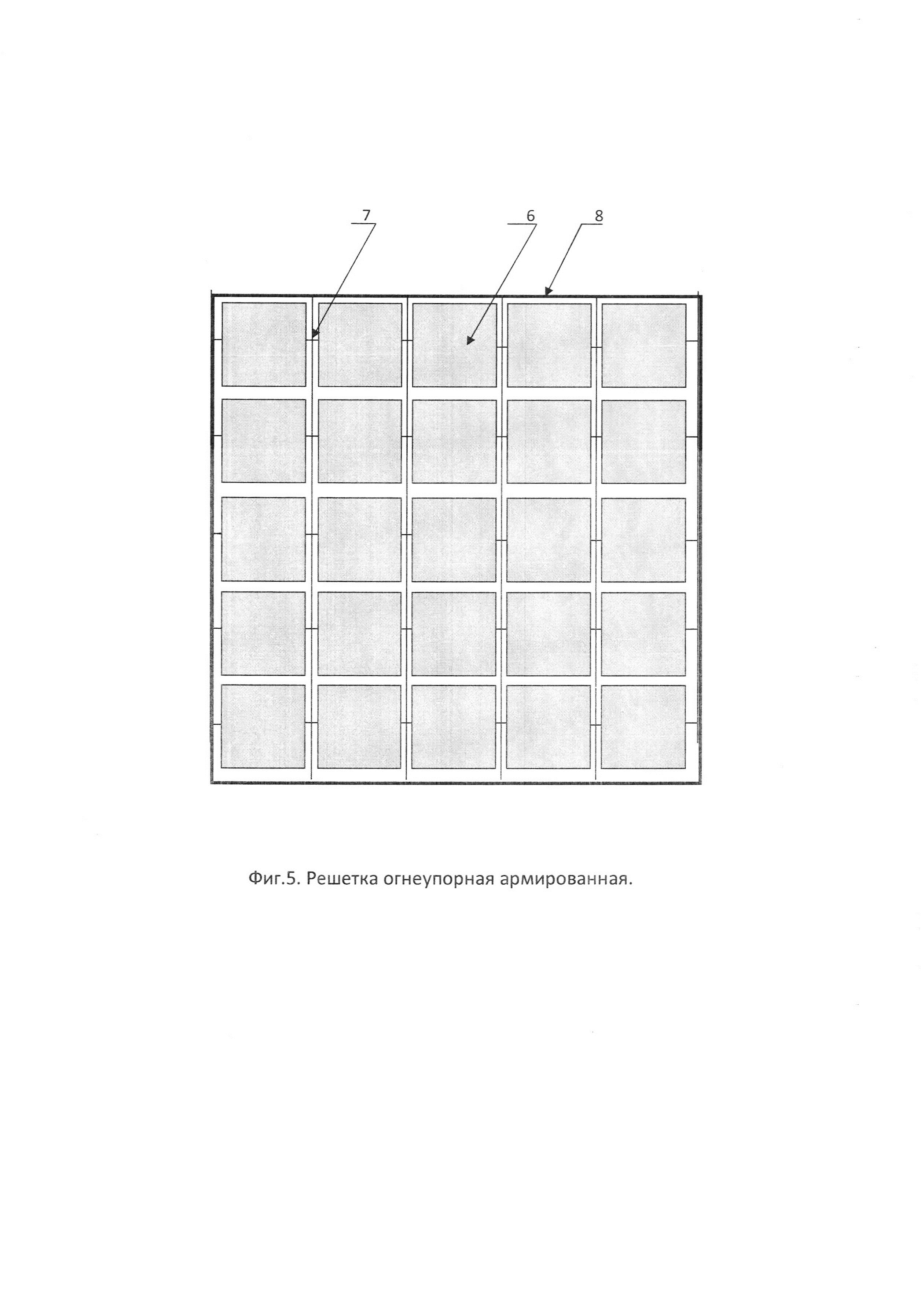
6 - огнеупорный кирпич;
7 - арматура (стальная проволока);
8 - стальная рама решетки (труба, уголок, др.).
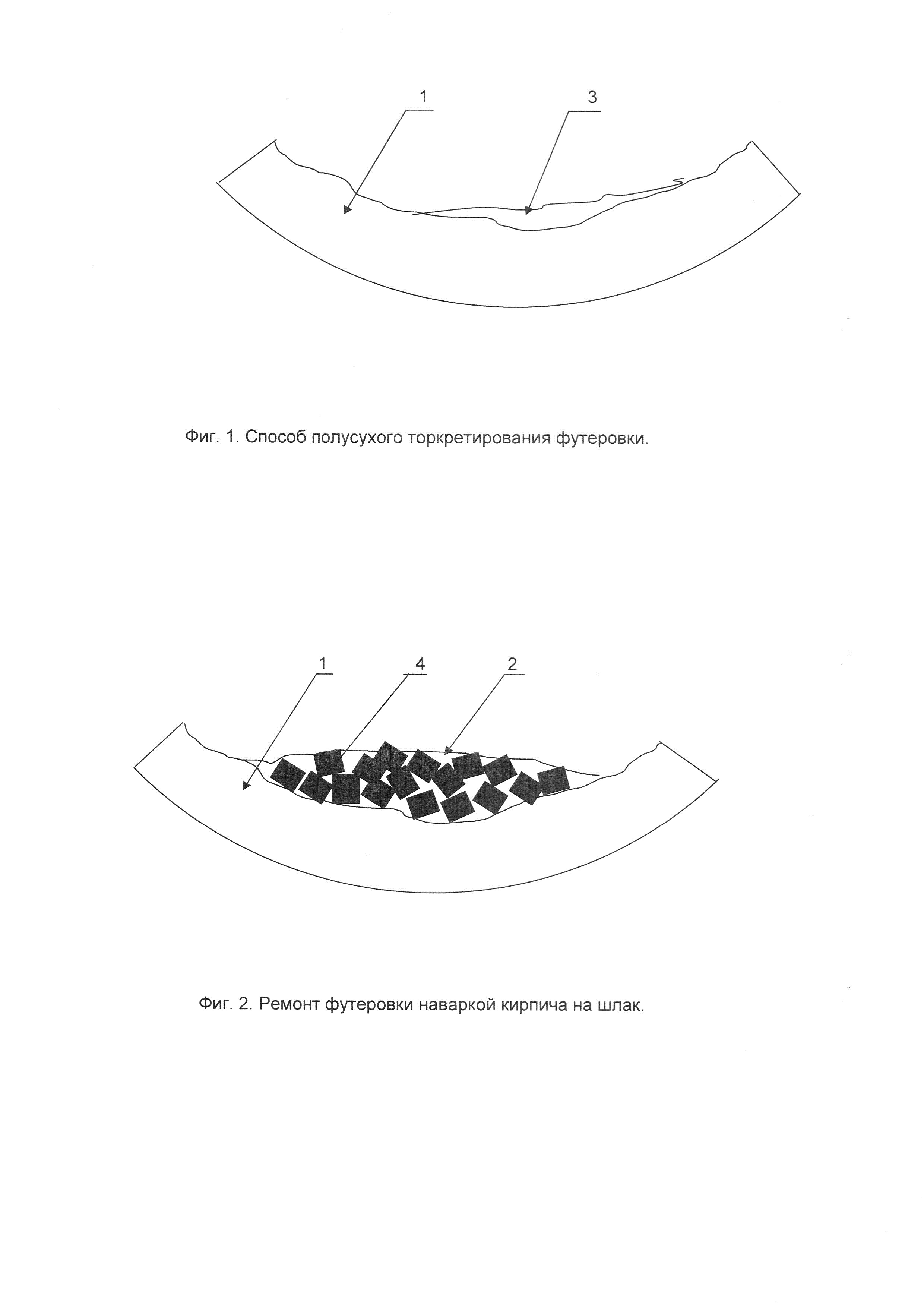
Широко известно полусухое торкретирование футеровки [5], [6] - метод горячего ремонта футеровки, заключающийся в нанесении при помощи торкрет-машин огнеупорной массы, поз. 3, Фиг. 1, на внутренние изношенные участки футеровки, поз. 1, Фиг. 1, достигая при этом увеличения кампании конвертера по футеровке, но это с учетом многократного повторения данной технологической операции. Недостаток торкретирования футеровки методом нанесения торкретмассы в низкой - от 5 до 10 плавок - стойкости однократно нанесенного покрытия из-за испарения влаги, делающей структуру нанесенного слоя рыхлой.
Широко применяемое факельное торкретирование [7] имеет аналогичные недостатки - снижение производительности конвертера из-за длительных и частых периодов времени, затрачиваемых на нанесение слоя огнеупорной массы на всю поверхность футеровки, приводя в итоге по кампании к повышенному расходу огнеупорного материала.
Не менее широко известен [8] способ горячего ремонта футеровки методом подварки, т.е. нанесением на ремонтируемый участок футеровки боя огнеупорного кирпича или изготовленного для этих целей кирпича. Кирпич, поз. 4, Фиг. 2, присаживают на оставленный шлак, поз. 2, Фиг. 2, служащий связующим слоем между кирпичом и ремонтируемым участком футеровки, поз. 1, Фиг. 2. Недостатком данного метода является высокий расход огнеупоров, большая продолжительность ремонта, непрогнозируемая стойкость покрытия из-за множества технологических факторов: физико-химического состояния шлака, качества присаживаемого кирпича и др.
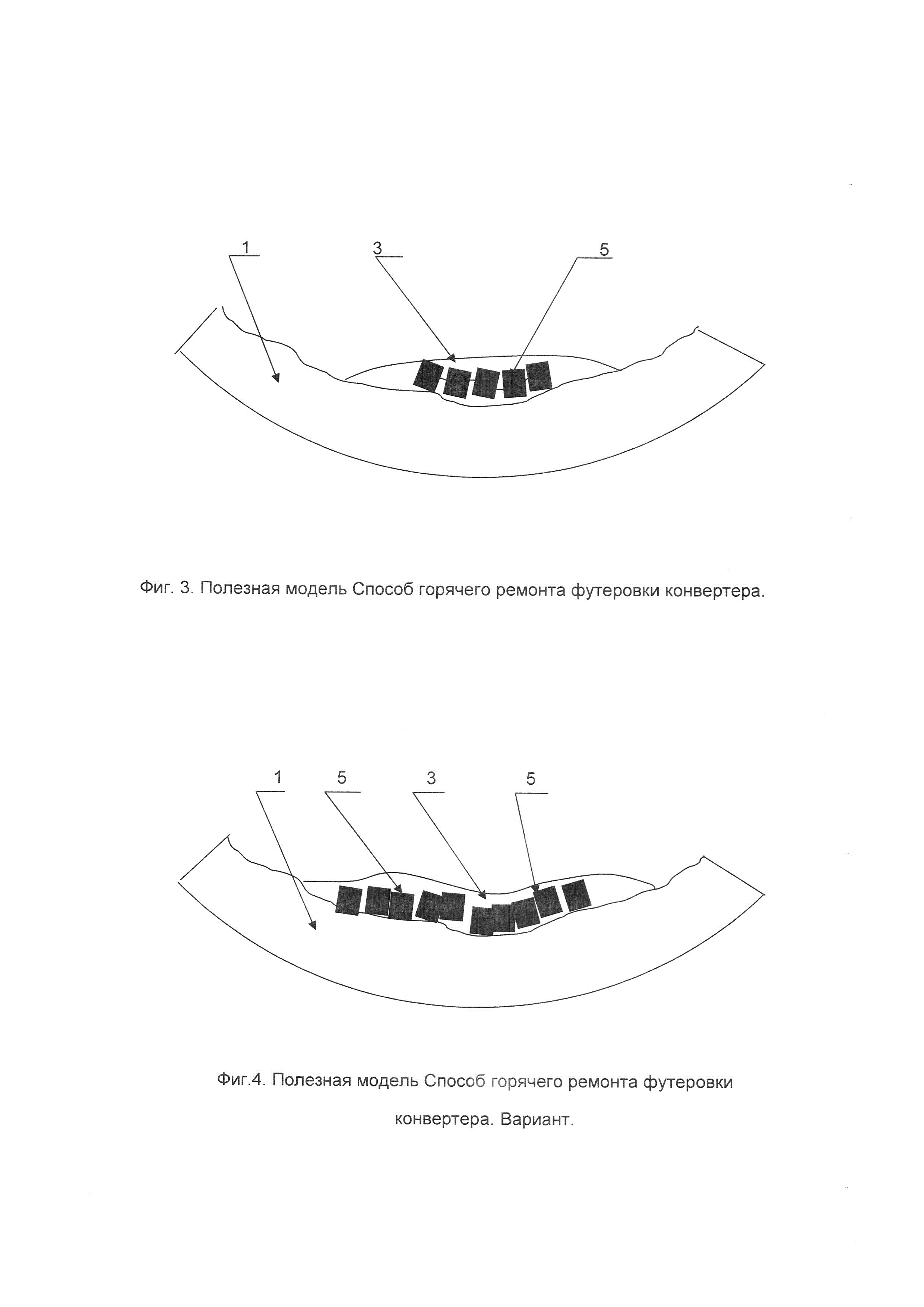
Предлагаемый «Способ горячего ремонта футеровки конвертера», Фиг. 3, заключается в сочетании приведенных выше методов горячего ремонта, а именно: присадка формованных огнеупорных изделий с последующим нанесением торкрет массы. Такой способ позволит гарантированно повысить стойкость футеровки, уменьшить расход огнеупоров, увеличить межремонтный период, что согласуется с современным комплексом мероприятий по повышению стойкости футеровки конвертера [9].
Пример использования предлагаемого способа горячего ремонта футеровки конвертера.
После выпуска плавки из конвертера производят кантовку шлака и осуществляют визуальный осмотр и оценку состояния футеровки. При обнаружении износа глубиной более 50 мм и площадью более 0,5 кв. м механизированным способом размещают на изношенном участке, поз. 1, Фиг. 3, решетку - огнеупорные формованные периклазовые или периклазоуглеродистые изделия, поз. 5, Фиг. 3, соединенные арматурой, поз 7, Фиг. 5, например стальной проволокой, и обрамленные стальной рамой, поз. 8, Фиг. 5, для жесткости. Оптимальная площадь решетки, обрамленная рамой, должна обеспечить качественное приваривание устанавливаемой решетки на ремонтируемый участок и не превышать 0,5-2,0 кв. м. При большей площади ремонтируемого участка футеровки устанавливают две, три и т.д. решетки. Механизированным способом размещают решетку на ремонтируемый участок футеровки.
Для изготовления решетки может быть использован специально изготовленный кирпич, либо из числа отбракованных по размеру или изготовленных на заводе с нарушениями технологии. После этого при помощи торкрет-машины поверх решетки наносят торкретмассу, поз. 3, Фиг. 3. За счет воздействия теплового потока футеровки происходит размягчение металлической арматуры решетки и металлической рамки, и огнеупорные формованные изделия повторяют конфигурацию площади и рельефа ремонтируемого участка футеровки, поз.1, Фиг. 3. В это же время торкретмасса, проникая в промежутки между огнеупорными формованными изделиями, служит связующим между этими элементами и существующей футеровкой. В результате такого горячего ремонта образуется ровная «аппликация», обеспечивая минимальный расход огнеупорного материала, как формованных изделий - кирпича - так и торкретмассы.
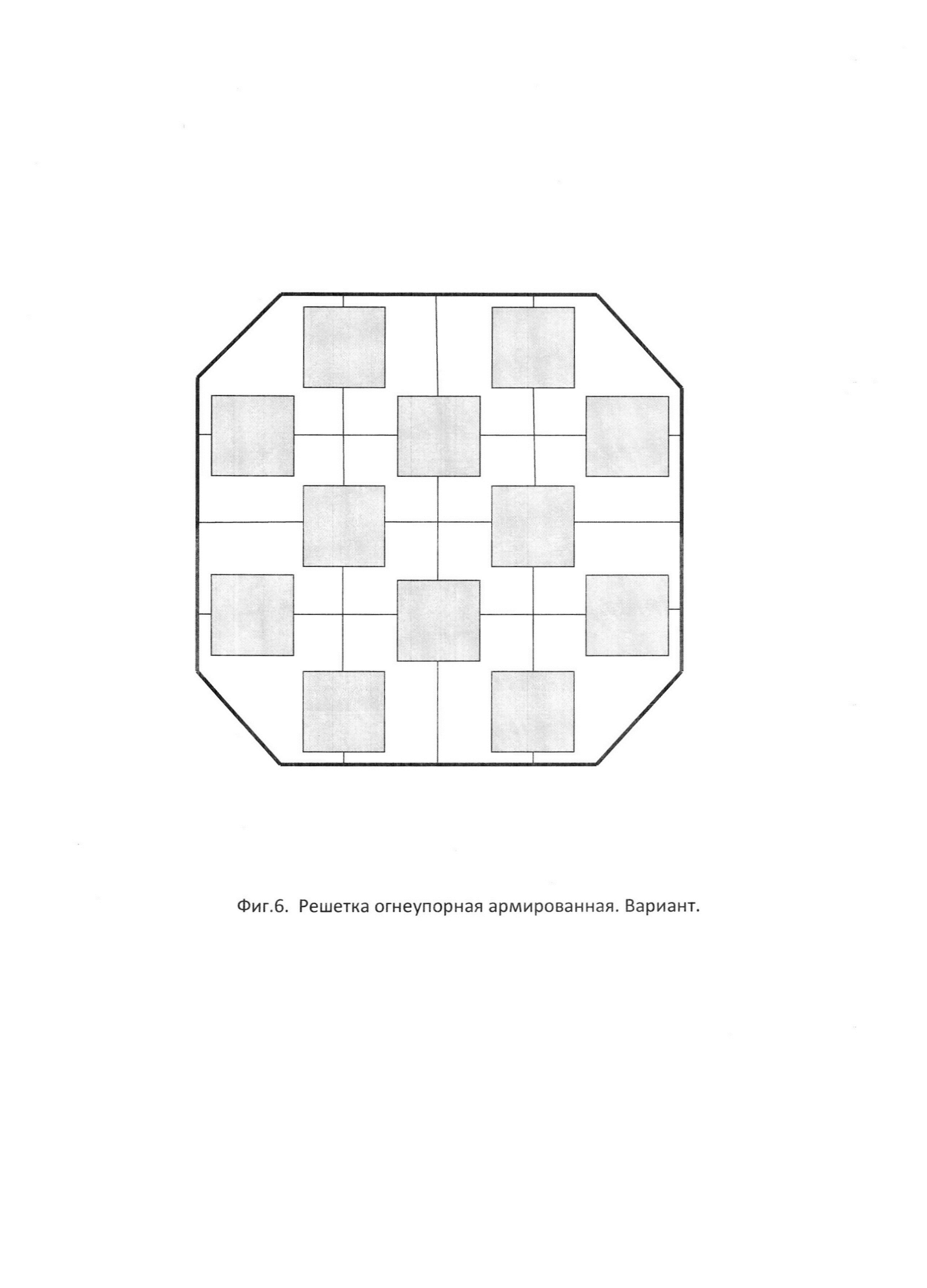
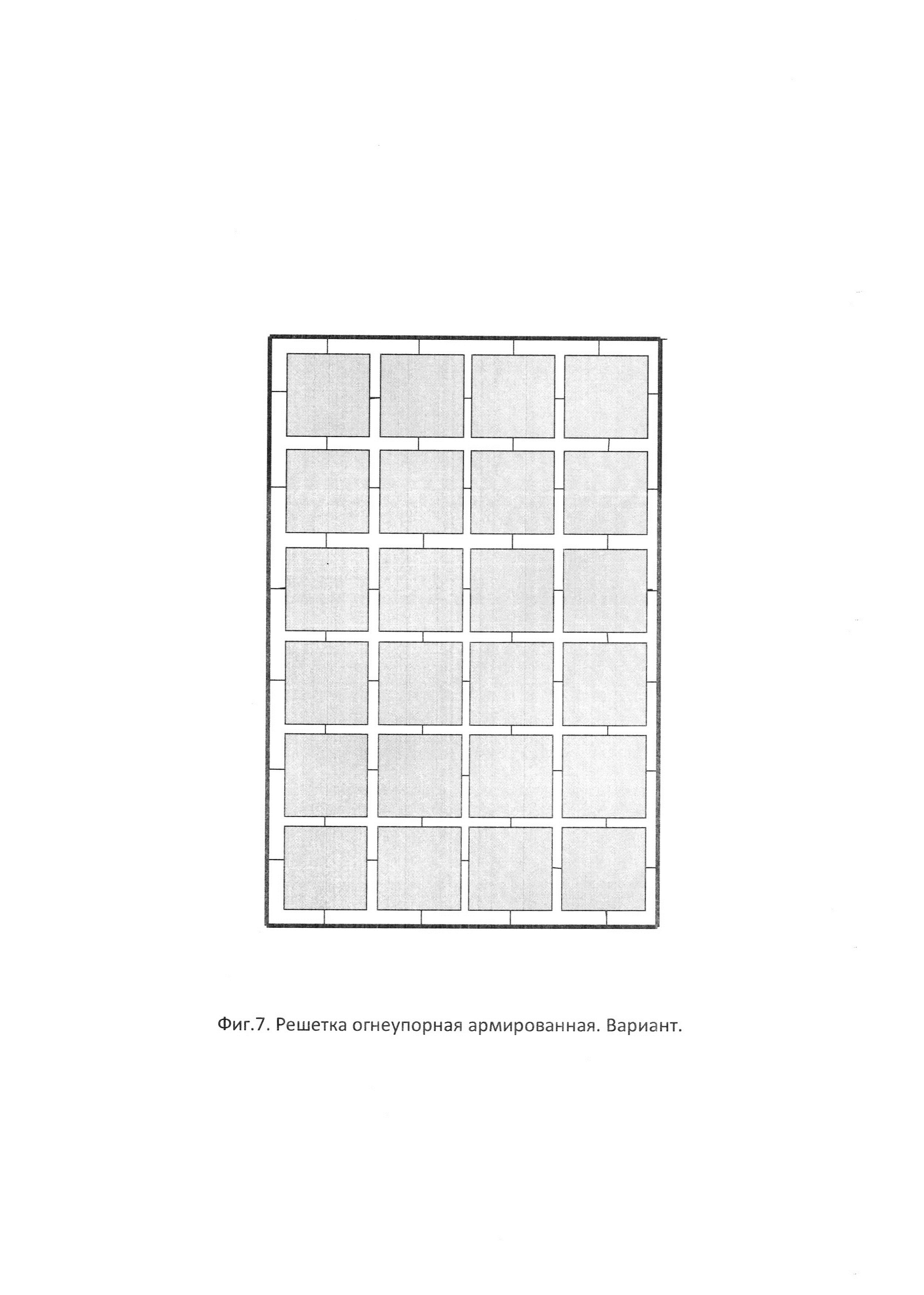
Поскольку глубина и площадь требующих ремонта участков может быть значительной, т.е. 1 кв. м и более, предлагаемый способ позволяет использовать две, три и более решеток, Фиг. 4, «прицельно» располагаемых на проблемном участке. Также может различаться и конфигурация решеток, которые могут иметь по наружной раме очертания квадрата, прямоугольника, многоугольника, Фиг. 5, Фиг. 7, Фиг. 6, в зависимости от заявки технологов.
Автору неизвестна заявляемая технология. Патентный поиск не выявил близких аналогов заявляемому способу.
Предлагаемый способ горячего ремонта футеровки конвертера обладает достаточным техническим уровнем и промышленно применим.
Источники информации
1. Патент 2128714. СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА. Опубл. 10.04.1999.
2. Патент 2397253. СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА. Опубл. 20.08.2010.
3. Патент 2094475. СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА. Опубл. 27.10.1997.
4. Патент 2131467. СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА. Опубл. 10.06.1999.
5. Справочник конвертерщика. А.М. Якушев. Челябинск, Металлургия, 1990, с. 152-153.
6. Интернет: http://emchezgia.ru/konverter/12_Futerovka.php
7. Металлургия стали. Учебник для ВУЗов. Металлургия, 1983, с. 514.
8. Справочник конвертерщика. А.М. Якушев. Челябинск, Металлургия, 1990, с. 149.
9. Проектирование и оборудование сталеплавильных цехов. Обухов В.М. и др. Екатеринбург, 2010, с. 120.
Способ ремонта сталевыпускного отверстия кислородного конвертера
Кладка стыка футеровки конвертера
Способ ремонта сталевыпускного отверстия кислородного конвертера
Кладка стыка футеровки конвертера
Футеровка днища конвертера с донными фурмами

