Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ
Вид РИД
Изобретение
Изобретение относится к способам изготовления выплавляемых моделей в литье по выплавляемым моделям и может быть использовано в машиностроении.
Известен способ изготовления выплавляемых моделей, включающий прессование без предварительного нагрева модельного материала, в качестве которого используют порошок парафина фракции 0,1-1,6 мм в пресс-форме, который дозируют в пресс-форму в количестве, обеспечивающем получение моделей с пористостью 1,5-3%, в вакууме 95 кПа, посредством совмещения поверхностей разъемов пресс-формы, описанный в патенте RU №2193468, принятый заявителем за прототип.
Данный способ позволяет получать выплавляемые модели без усадочных дефектов. Такие модели не оказывают расширяющего воздействия на керамическую оболочковую форму при их выплавлении.
Однако известный способ обладает рядом недостатков. При прессовании модельного порошка за счет его трения о стенки пресс-формы сначала происходит его оплавление в периферийных зонах будущей модели, а затем, вследствие межчастичного трения, появляются участки локального разогрева и оплавления материала модели. Указанное выше приводит к неравномерному распределению плотности в структуре выплавляемой модели. После разъема пресс-формы и, следовательно, снятия нагрузки материал модели упруго релаксирует. В связи с этим размеры выплавляемой модели увеличиваются в продольном прессованию направлении на 0,7-1,2%, а в поперечном на 0,3-0,5%. Так, например, поверхностная твердость и плотность выплавляемой модели в зонах, соприкасающихся с пресс-пуансоном, выше, чем в противоположных участках.
Указанные недостатки устраняются предлагаемым техническим решением.
Задача, решаемая заявленным способом изготовления выплавляемых моделей, заключается в равномерном распределении плотности материала в выплавляемой модели, устранении упругого отклика материала, из которого она состоит, вследствие чего повышается размерная и геометрическая точность получаемых моделей.
Достигаемый технический результат заключается в равномерном распределении плотности в выплавляемой модели, устранении упругого отклика материала, из которого она состоит.
Указанный технический результат достигается тем, что в способе изготовления выплавляемых моделей, включающим дозирование порошка модельного материала фракции 0,1-2,5 мм в пресс-форму в количестве, обеспечивающем получение моделей с пористостью 1-12%, прессование в вакууме модельного материала в пресс-форме без предварительного подогрева посредством совмещения поверхностей разъемов пресс-формы, согласно изобретению прессование модельного материала осуществляют в вакууме 80-98 кПа, поверхности разъемов пресс-формы совмещают со скоростью 0,2-1 мм/с, по завершении прессования пресс-форму выдерживают в нагруженном состоянии не менее 1-10 минут.
Новым в заявленном способе является то, что
- прессование модельного материала осуществляют в вакууме 80-98 кПа;
- поверхности разъемов пресс-формы совмещают со скоростью 0,2-1 мм/с;
- по завершении прессования пресс-форму выдерживают в нагруженном состоянии не менее 1-10 минуты.
Благодаря тому что прессование модельного материала осуществляют в вакууме 80-98 кПа, модельный материал, заключенный в полости пресс-формы, распределяется равномерно за счет устранения воздушных «арок» между частицами материала. Вакуум ниже 80 кПа создавать нецелесообразно, т.к. это влияет на управляемость процесса уплотнения (уплотнение идет в том числе и за счет создания вакуума. Создание вакуума выше 98 кПа нецелесообразно ввиду того, что воздушные «арки» не будут устраняться.
Благодаря тому, что поверхности разъемов пресс-формы совмещают со скоростью 0,2-1 мм/с обеспечивается однородная плотность материала в полученной прессованной модели. Экспериментально установлено, что совмещение разъемов пресс-формы со скоростью более 1 мм/с приводит к образованию зон переуплотнения в местах контакта модельного материала с пресс-формой, а в ряде случаев к усадочным дефектам. Это приводит к неоднородной плотности материала в объеме полученной прессованной модели. При совмещении разъемов пресс-формы со скоростью менее 0,2 мм/с упругий отклик материала модели увеличивается.
Благодаря тому, что по завершении прессования пресс-форму выдерживают в нагруженном состоянии 1-10 минут, достигается релаксация прессованного модельного материала, что было установлено экспериментально.
Заявляемый способ осуществляют с помощью устройства, представленного на фигуре. Устройство содержит пресс-форму 1, в которую засыпан порошок модельного материала 2, пуансон 3, канал 4 для откачки воздуха из пресс-формы 1.
Способ осуществляют следующим образом. Предварительно подготовленный порошок модельного материала 2, например, фракции 0,63 мм дозируется непосредственно в пресс-форму 1 в объеме, обеспечивающим получение модели с пористостью, например, 8%. Прессование модели осуществляют посредством перемещения пуансона 3 со скоростью 0,2-1 мм/с, например 0,8 мм/с, обеспечивающего уплотнение модельного материала 2 с одновременной откачкой воздуха из канала 4 с давлением вакуумирования, например, 90 кПа. По завершении перемещения пуансона 3, материал 2 в пресс-форме 1 выдерживается под нагрузкой 1-10 минут, например в течение 1,5 минуты.
Предлагаемый способ позволяет изготавливать выплавляемые модели высокой размерно-геометрической точности с равномерным распределением физико-механических свойств в структуре с низким упругим откликом материала.
Способ изготовления выплавляемых моделей, включающий дозирование порошка модельного материала фракции 0,1-2,5 мм в пресс-форму в количестве, обеспечивающем получение моделей с пористостью 1-12%, прессование в вакууме модельного материала в пресс-форме без предварительного подогрева посредством совмещения поверхностей разъемов пресс-формы, отличающийся тем, что прессование модельного материала осуществляют в вакууме 80-98 кПа, причем поверхности разъемов пресс-формы совмещают со скоростью 0,2-1 мм/с, а по завершении прессования пресс-форму выдерживают в нагруженном состоянии не менее 1-10 минут.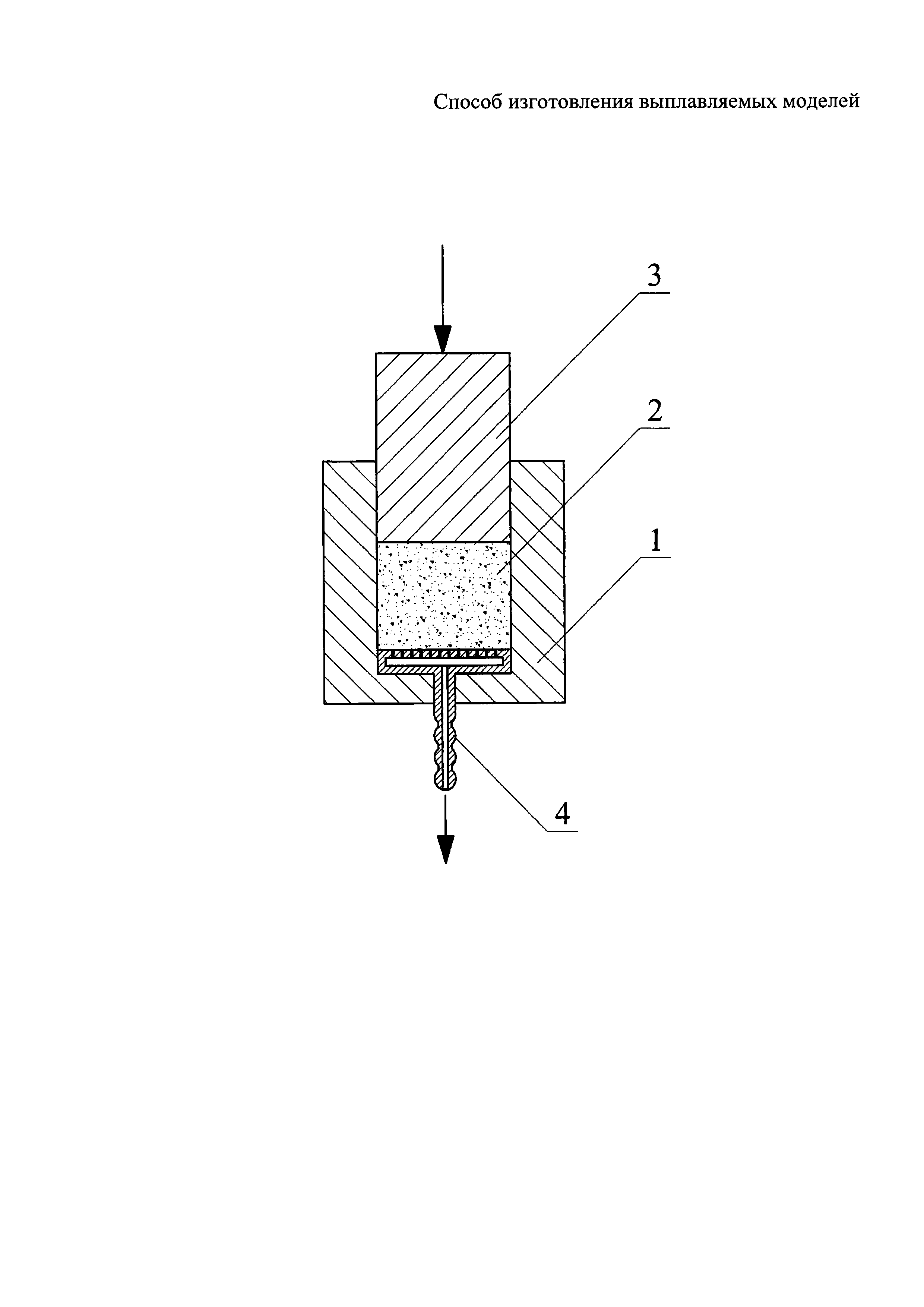
Устройство для создания ледяной переправы
Способ увеличения несущей способности ледяного покрова
Способ увеличения несущей способности ледяного покрова
Способ увеличения несущей способности ледяного покрова
Способ получения биметаллической отливки
Способ получения биметаллической отливки
Способ получения огнеупорного изделия при алюмотермитном восстановлении металла
Способ получения биметаллической отливки
Способ получения биметаллической отливки
Способ получения огнеупорного изделия при алюмотермитном восстановлении металла
Способ получения огнеупорных изделий
Способ получения огнеупорных изделий
Способ определения работоспособности труб пароперегревателя
Порошковая проволока

