Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КЛАПАНОВ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КЛАПАНА
Вид РИД
Изобретение
Настоящее изобретение касается устройства для механической обработки клапанов и способа для механической обработки клапана с применением такого устройства для механической обработки клапанов.
Клапаны, такие как, например, применяются в оборудовании для электростанций или в химической промышленности, имеют разные области, которые при изготовлении или ремонте должны подвергаться механической обработке резанием. Сюда относятся седла клапанов и уплотнительные пластины, чтобы назвать только некоторые примеры. При резании чаще всего применяются традиционные обрабатывающие центры с ЧПУ, которые могут быть адаптированы к специфическим требованиям при механической обработке клапанов.
Если необходима механическая обработка резанием клапана в рамках работ по восстановлению, то подлежащий ремонту клапан в первом этапе должен демонтироваться из соответствующей установки. Затем он транспортируется к устройству для механической обработки клапанов, зажимается в нем и подвергается механической обработке. Предварительно на клапане должны выполняться сварочные работы, в частности работы по сварке наплавкой, если для ремонтных работ требуется нанесение материала. Они могут осуществляться либо вручную, либо в соответствующем сварочном устройстве. Затем, после контроля результата механической обработки, клапан снова транспортируется к месту применения и монтируется. После этого установка может снова вводиться в действие.
Вследствие того факта, что непосредственно возле установки чаще всего нет устройства для механической обработки клапанов, транспортировка клапана занимает много времени, что приводит к нежелательно высокому времени простоев соответствующей установки и поэтому очень убыточно. Для сокращения времени этих простоев устройство для механической обработки клапанов может также альтернативно транспортироваться к установке. Однако так как соответствующие обрабатывающие центры очень велики и громоздки, транспортировка, а также монтаж и демонтаж связаны с высокими затратами труда, из-за чего этот вариант также влечет за собой высокие затраты.
Исходя из этого уровня техники, задачей настоящего изобретения является создание альтернативного устройства для механической обработки клапанов и альтернативный способ механической обработки резанием клапана, с помощью которых, в частности, ремонтные работы на клапанах могут выполняться просто и при оптимальной стоимости.
Для решения этой задачи настоящее изобретение создает устройство для механической обработки клапанов, имеющее плоское основание, установленный на плоском основании робот с сочлененной рукой, на свободном конце которого предусмотрен патрон для зажима инструмента, и по меньшей мере один помещаемый в патрон для зажима инструмента режущий инструмент, причем это устройство для механической обработки клапанов имеет соединительное устройство, которое выполнено для того, чтобы крепить плоское основание к фланцу клапана, подлежащего механической обработке. Существенное преимущество предлагаемого изобретением устройства для механической обработки клапанов заключается в том, что оно может крепиться непосредственно к подлежащей механической обработке заготовке, если размер и собственный вес клапана допускают это. Соответственно можно обходиться без громоздких и тяжелых отдельных компонентов, таких как, например, фундамент, станина или тому подобное, что приводит к тому, что устройство для механической обработки клапанов может транспортироваться, а также монтироваться и демонтироваться удобным и оптимальным по стоимости образом. При этом механическая обработка клапана непосредственно вблизи установки, в которой он используется, не составляет проблемы. Если подлежащий механической обработке клапан, напротив, слишком мал для надежной установки устройства для механической обработки клапанов, то альтернативно соединительное устройство может также, конечно, крепиться непосредственно вблизи установки иным образом.
По одному из вариантов осуществления настоящего изобретения соединительное устройство имеет соединенную с плоским основанием консоль для крепления к фланцу, имеющую несколько сквозных отверстий, положения которых выбраны соответственно положениям резьбовых отверстий фланца клапана. Посредством такой консоли для крепления к фланцу устройство для механической обработки клапанов может просто и удобно привертываться к фланцу клапана.
Предпочтительно по меньшей мере одно из сквозных отверстий консоли для крепления к фланцу выполнено в виде продолговатого отверстия, так что консоль для крепления к фланцу может соединяться с различными фланцами клапана, которые отличаются по диаметру делительной окружности резьбовых отверстий.
По одному из вариантов осуществления настоящего изобретения соединительное устройство имеет по меньшей мере одну переставляемую по длине систему соединительных тяг, свободные концы которой снабжены каждый шарнирным устройством, при этом одно шарнирное устройство соединено с плоским основанием, а другое шарнирное устройство может фиксироваться на фланце клапана с использованием винтового соединения. Такого рода системы соединительных тяг в смонтированном состоянии повышают жесткость крепления между предлагаемым изобретением устройством для механической обработки клапанов и подлежащим механической обработке клапаном.
Предпочтительно указанная по меньшей мере одна система соединительных тяг для перестановки длины имеет цилиндр с выдвижным поршнем. Таким образом в соответствии с необходимостью может бесступенчато регулироваться длина системы соединительных тяг.
Предпочтительно на противоположных сторонах плоского основания предусмотрено по одной соединительной системе, благодаря чему в надлежащем состоянии устройства для механической обработки клапанов достигается очень устойчивая конструкция.
По одному из вариантов осуществления настоящего изобретения на плоском основании предусмотрена линейная направляющая, направляясь по которой, может двигаться робот с сочлененной рукой. Благодаря такой линейной направляющей помещаемый в патрон для зажима инструмента режущий инструмент может позиционироваться еще более гибким образом.
Предпочтительно робот с сочлененной рукой представляет собой шестиосевой робот с сочлененной рукой, который позволяет осуществлять очень гибкую механическую обработку.
Предпочтительно устройство для механической обработки клапанов имеет по меньшей мере один помещаемый в патрон для зажима инструмента сварочный инструмент и/или измерительный инструмент. Соответственно с помощью предлагаемого изобретением устройства для механической обработки клапанов может выполняться не только обработка резанием, но и сварочные и/или измерительные работы.
По одному из вариантов осуществления настоящего изобретения устройство для механической обработки клапанов снабжено системой смены инструментов, в которой помещаются несколько режущих инструментов, и/или сварочных инструментов, и/или измерительных инструментов. При этом робот с сочлененной рукой может иметь доступ к множеству инструментов, так что разные виды механической обработки всегда могут выполняться с использованием оптимального инструмента.
Для решения вышеназванной задачи настоящее изобретение создает также способ механической обработки резанием клапана с использованием устройства для механической обработки клапанов, имеющего по меньшей мере один режущий инструмент, в частности устройства для механической обработки клапанов предлагаемого изобретением рода, причем этот способ включает в себя этапы: монтаж устройства для механической обработки клапанов на фланце клапана, подлежащего механической обработке, механическая обработка резанием клапана и демонтаж устройства для механической обработки клапанов. Другими словами, предлагаемый изобретением способ отличается тем, что подлежащая механической обработке заготовка, в противоположность известным способам, не зажимается в устройстве для механической обработки клапанов, а устройство для механической обработки клапанов крепится на подлежащей механической обработке заготовке.
По одному из вариантов осуществления предлагаемого изобретением способа во время монтажа устройства для механической обработки клапанов соединительное устройство устройства для механической обработки клапанов крепится к фланцу клапана с использованием винтовых соединений. Соответственно монтаж может выполняться просто и удобно.
Предпочтительно, наряду с механической обработкой резанием, с использованием устройства для механической обработки клапанов выполняется/выполняются сварочные работы и/или измерительные работы. Таким образом, не нужно прибегать к отдельным сварочным устройствам и/или измерительным устройствам.
Предпочтительно предлагаемый изобретением способ выполняется на месте применения клапана, подлежащего механической обработке, то есть непосредственно вблизи установки, в которой используется клапан. Таким образом можно избежать ненужных долгих простоев установки.
По одному из вариантов осуществления настоящего изобретения предлагаемый изобретением способ представляет собой способ ремонта.
Предпочтительно подлежащий механической обработке клапан представляет собой большой клапан, то есть клапан с большими размерами и соответственно высоким собственным весом, установка на который устройства для механической обработки клапанов без дополнительных зажимных устройств не составляет проблемы.
Другие признаки и преимущества настоящего изобретения поясняются в последующем описании одного из примеров осуществления предлагаемого изобретением устройства для механической обработки клапанов со ссылкой на прилагаемый чертеж. На нем показано:
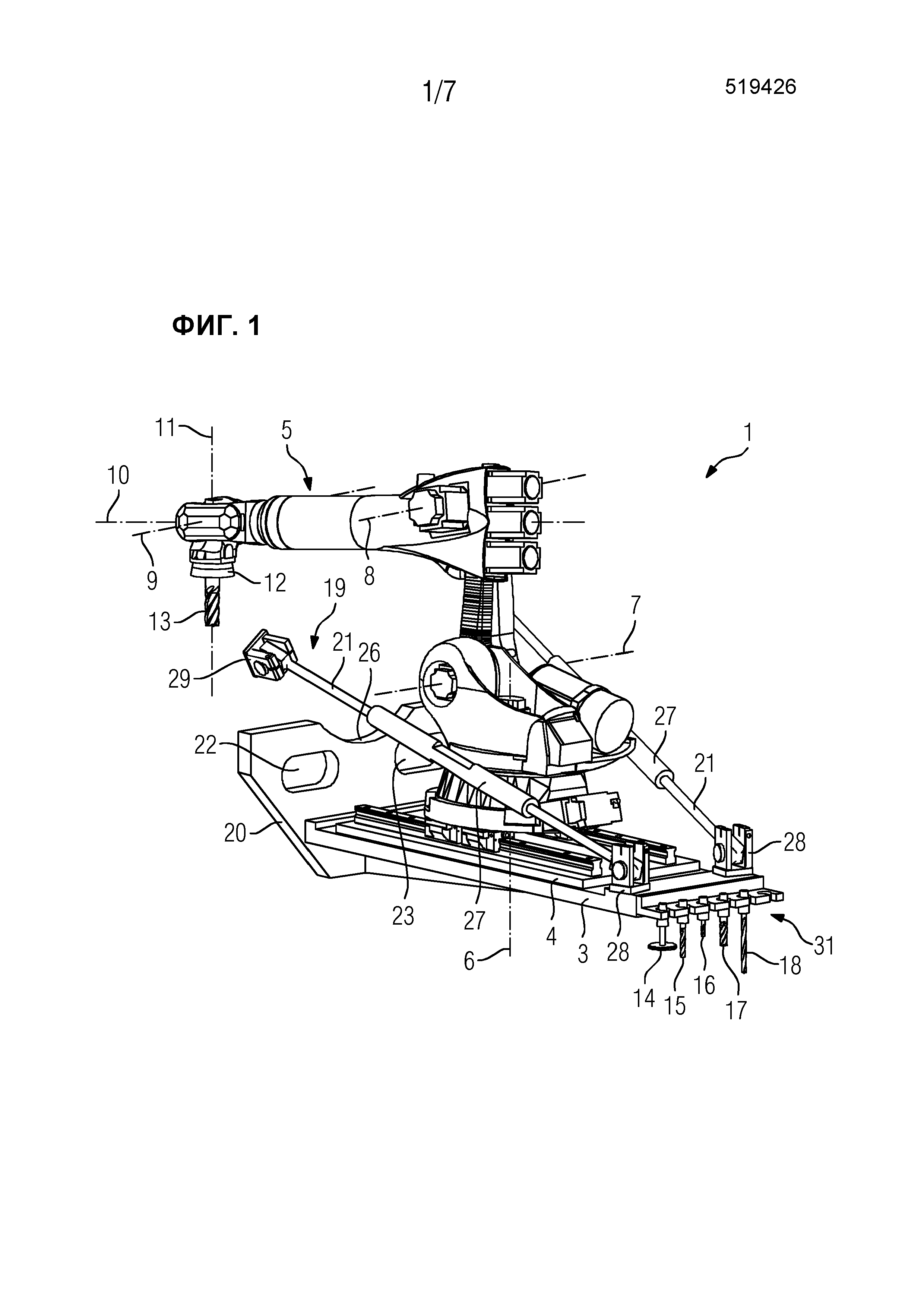
фиг. 1: вид в перспективе устройства для механической обработки клапанов по одному из вариантов осуществления настоящего изобретения;
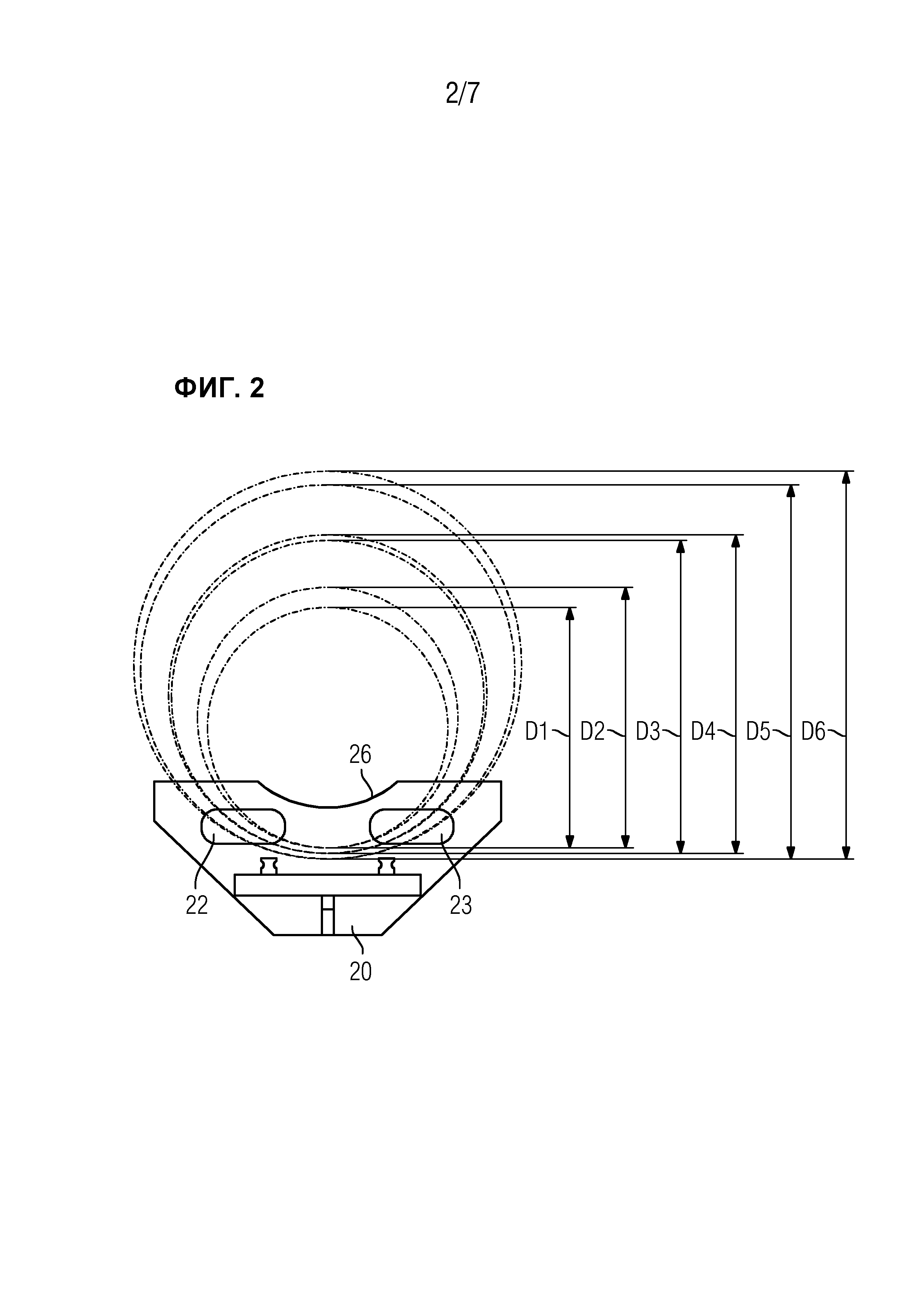
фиг. 2: отдельный вид спереди консоли для крепления к фланцу устройства для механической обработки клапанов, изображенного на фиг. 1;
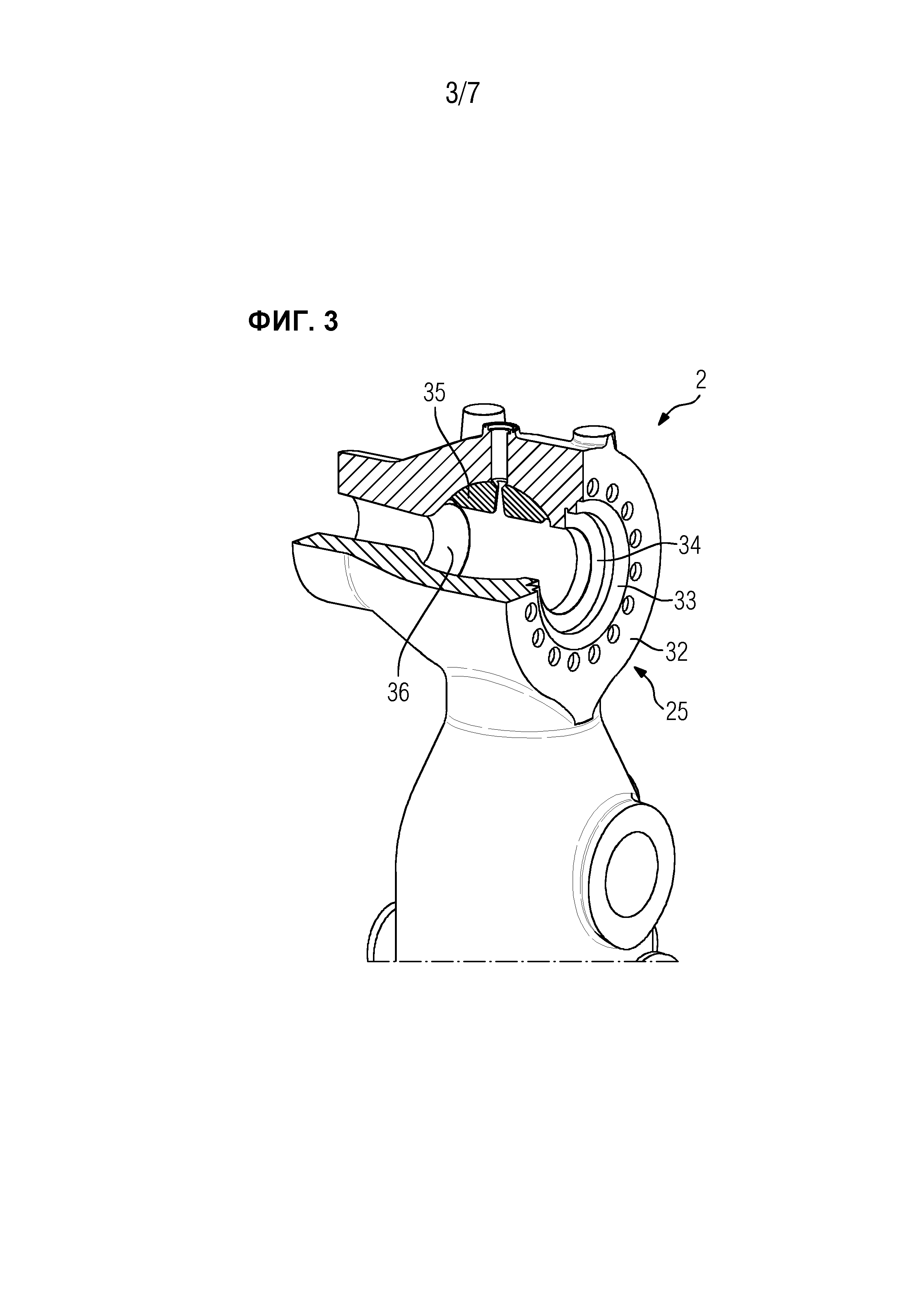
фиг. 3: вид в перспективе одного из примеров клапана, который может механически обрабатываться с помощью устройства для механической обработки клапанов, изображенного на фиг. 1;
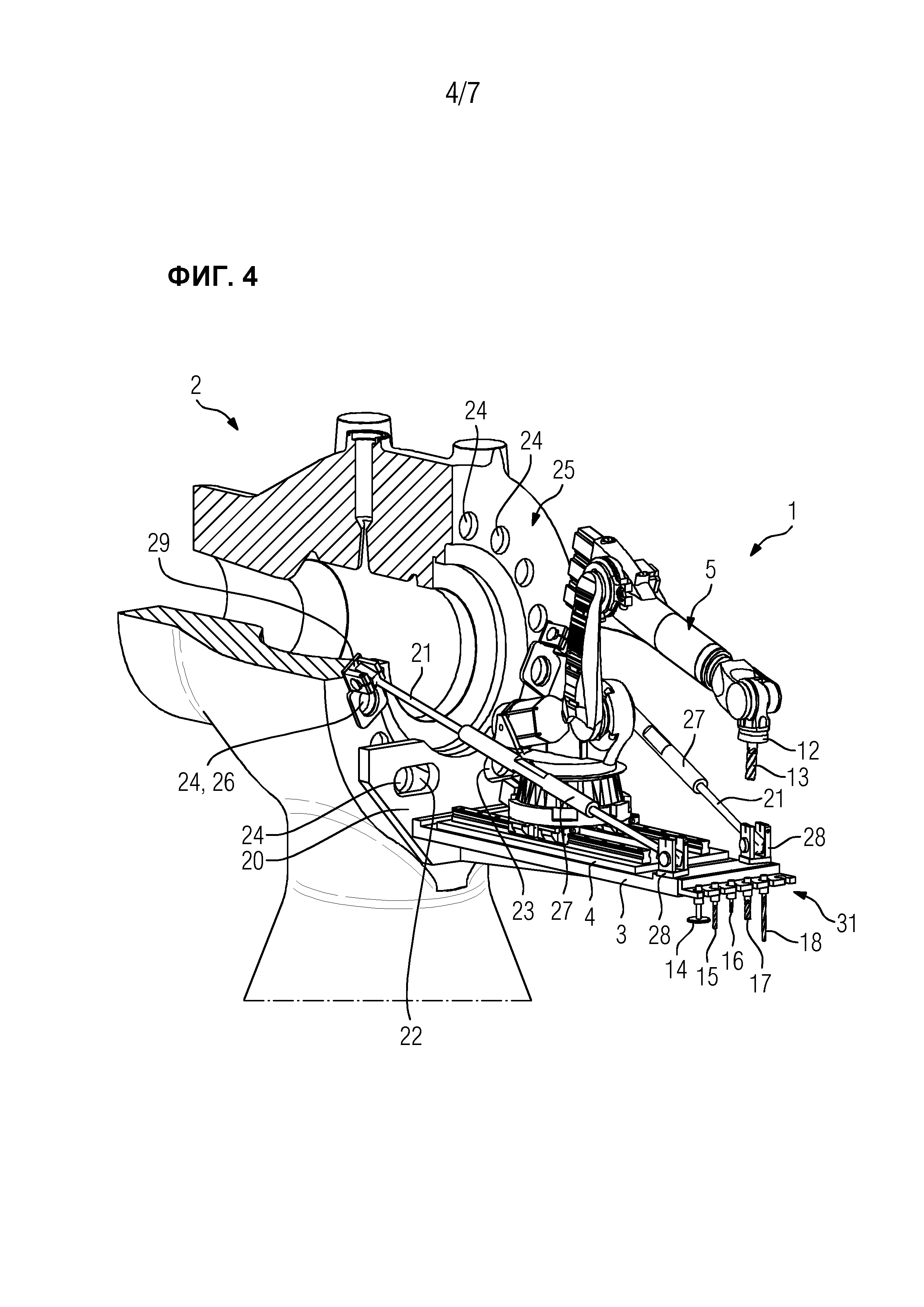
фиг. 4: вид в перспективе, на котором показано изображенное на фиг. 1 устройство для механической обработки клапанов в состоянии, в котором оно закреплено на изображенном на фиг. 3 клапане, при этом робот с сочлененной рукой устройства для механической обработки клапанов находится в первом положении;
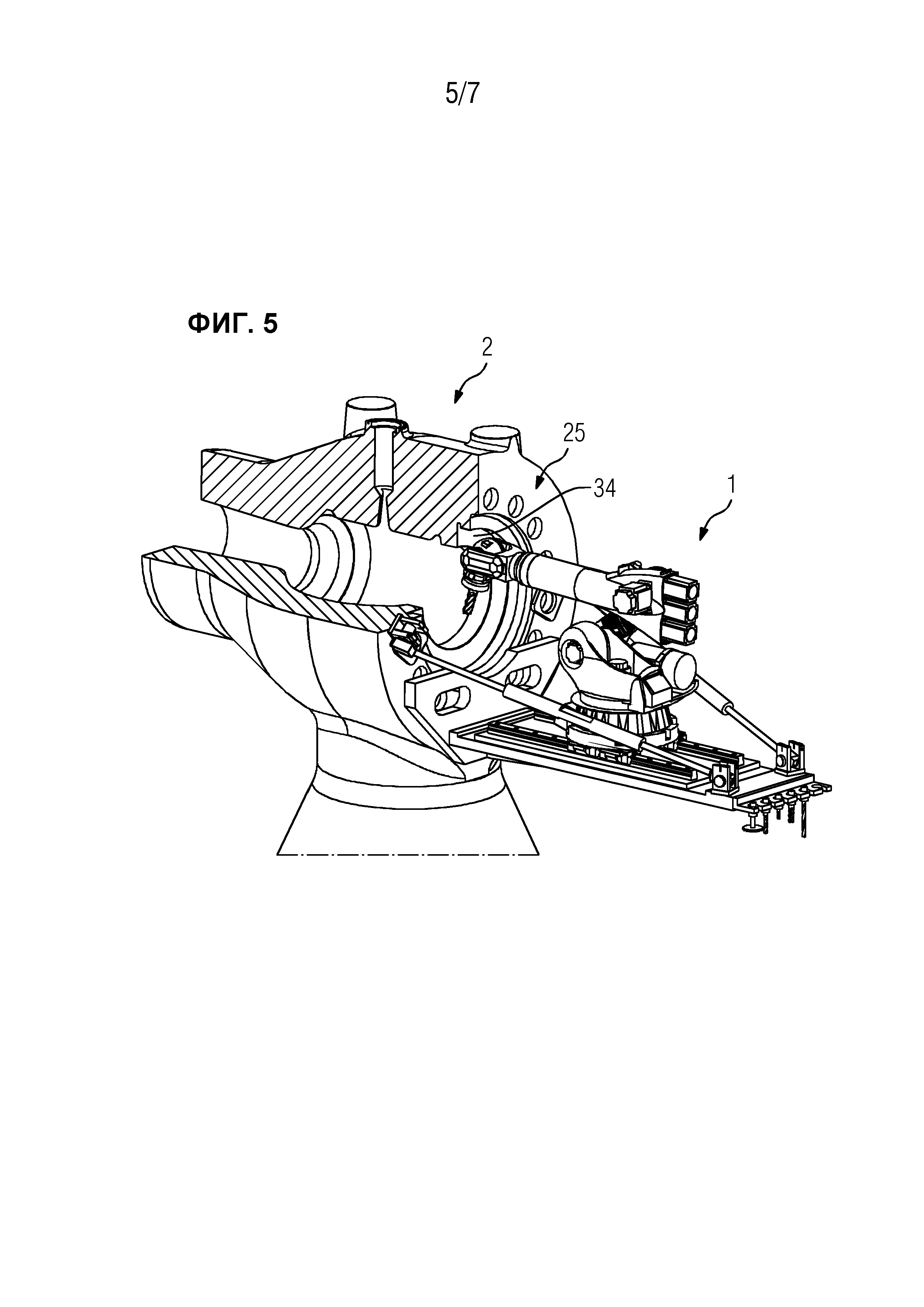
фиг. 5: вид в перспективе, на котором показан робот с сочлененной рукой устройства для механической обработки клапанов во втором положении;
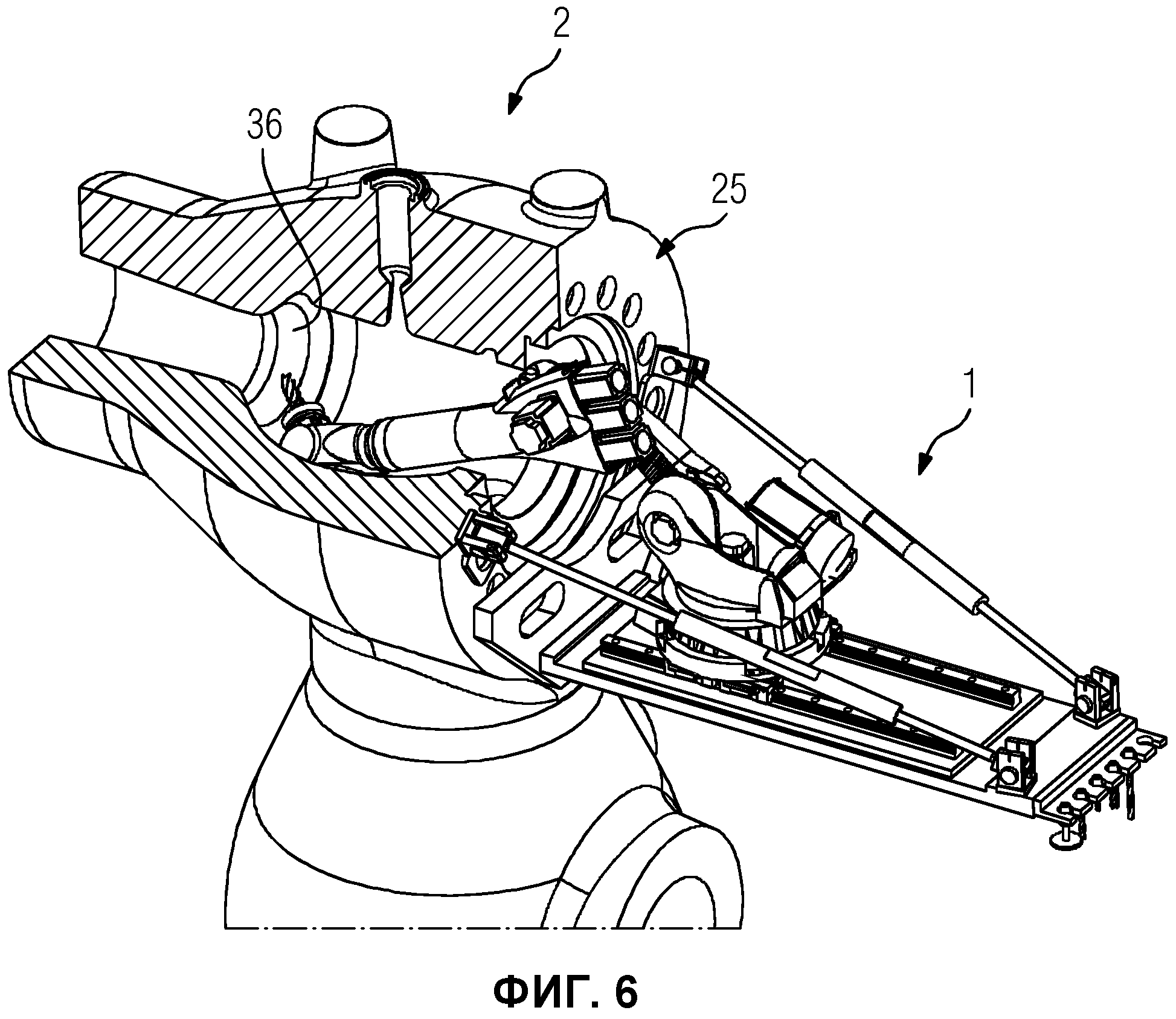
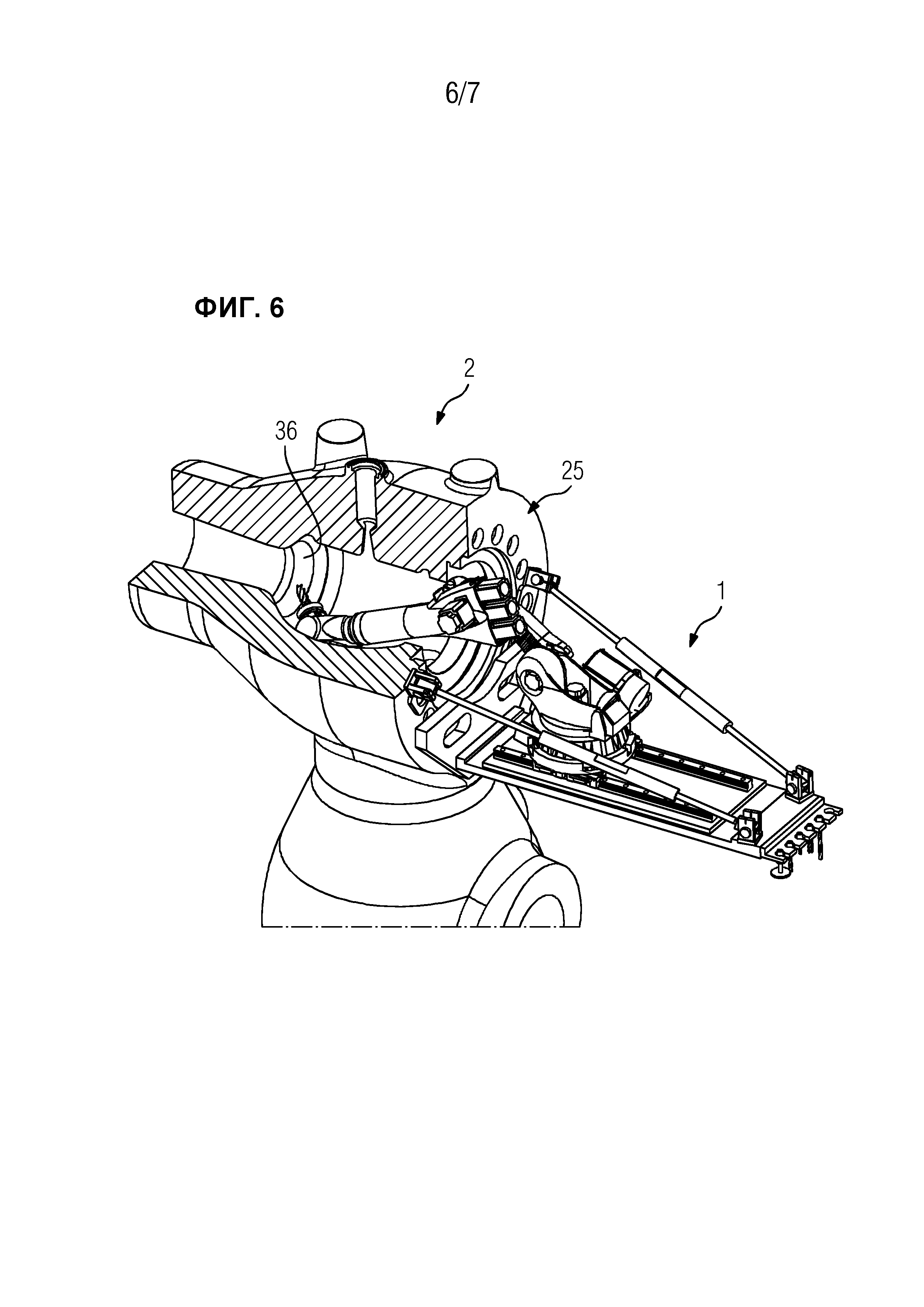
фиг. 6: вид в перспективе, на котором показан робот с сочлененной рукой в третьем положении;
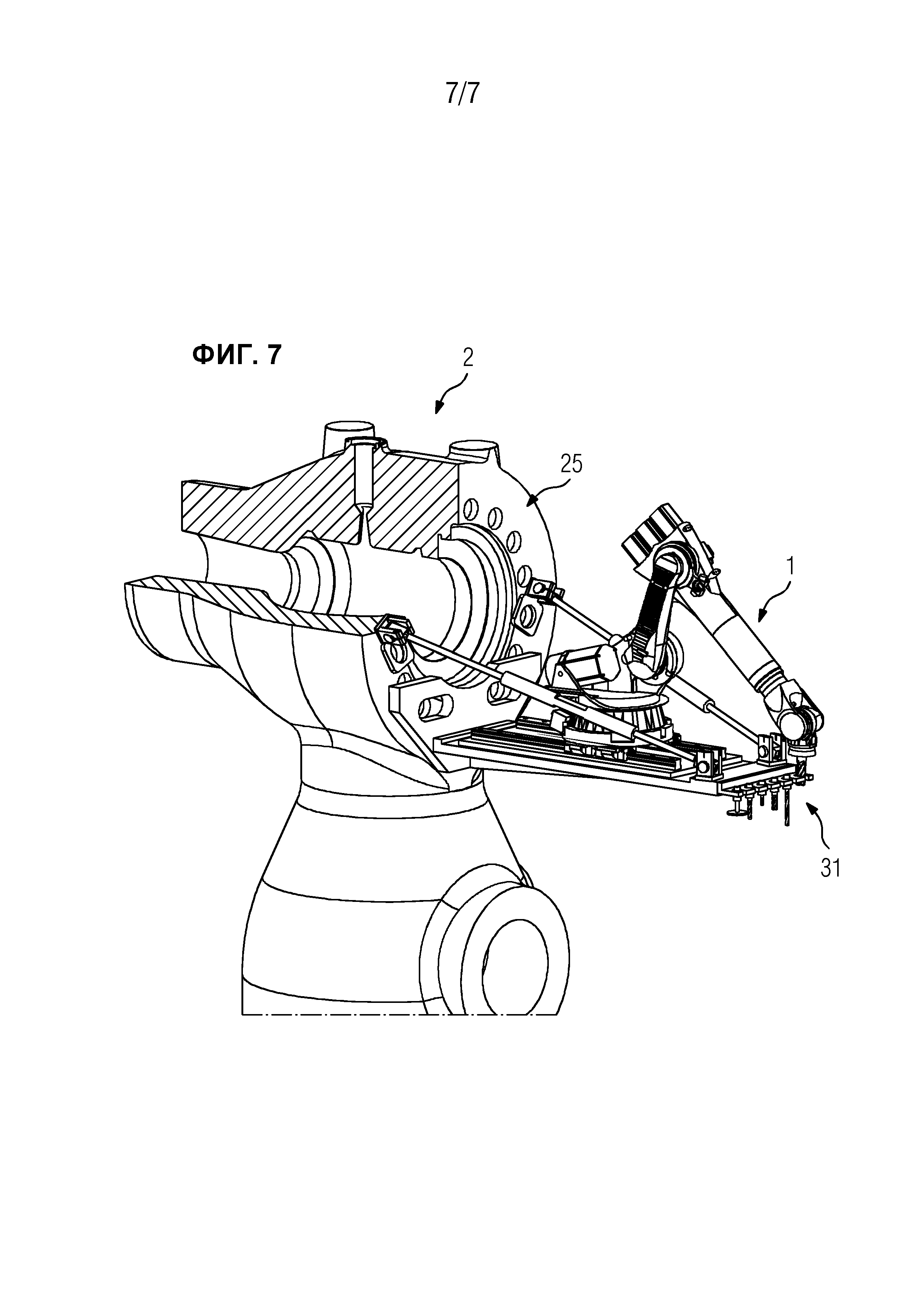
фиг. 7: вид в перспективе, на котором показан робот с сочлененной рукой в четвертом положении.
На чертежах показано устройство 1 для механической обработки клапанов по одному из вариантов осуществления настоящего изобретения, а также один из примеров клапана 2, который может механически обрабатываться с помощью устройства 1 для механической обработки клапанов.
Устройство 1 для механической обработки клапанов включает в себя плоское основание 3, на котором установлена линейная направляющая 4, направляясь по которой, может двигаться вперед и назад робот 5 с сочлененной рукой посредством не изображенного подробно привода. Робот 5 с сочлененной рукой представляет собой шестиосевой робот с сочлененной рукой, звенья руки которого могут поворачиваться вокруг осей 6, 7, 8, 9, 10 и 11. На свободном конце робота 5 с сочлененной рукой установлен патрон 12 для зажима инструмента, который выполнен для помещения разных инструментов 13, 14, 15, 16, 17 и 18. Инструменты 13-18 представляют собой в настоящем случае режущие инструменты в виде сверлильных инструментов, фрезерных инструментов, шлифовальных инструментов, зенкерных инструментов, резьбонарезных инструментов или им подобных, с помощью которых могут выполняться разные виды обработки резанием. Но дополнительно устройство 1 для механической обработки клапанов может также при необходимости комплектоваться измерительными устройствами и/или сварочными инструментами, хотя в настоящем случае это в подробностях не изображено. Соответственно тогда с помощью устройства для механической обработки клапанов могут также выполняться измерительные, контрольные и сварочные работы.
Устройство 1 для механической обработки клапанов снабжено также соединительным устройством 19, которое имеет консоль 20 для крепления к фланцу и две выполненные одинаково по конструкции системы 21 соединительных тяг.
Консоль 20 для крепления к фланцу установлена на переднем конце плоского основания 3 и распространяется перпендикулярно к нему. Она имеет два сквозных отверстия 22 и 23, которые выполнены в виде продолговатых отверстий и расположены на расстоянии друг от друга. Положения сквозных отверстий 22 и 23 выбраны соответственно положениям резьбовых отверстий 24 фланцев 25 клапанов 2, подлежащих механической обработке, так что консоль 20 для крепления к фланцу и фланец 25 клапана могут привертываться друг к другу, как это еще подробнее поясняется ниже. Благодаря тому факту, что сквозные отверстия 22 и 23 выполнены в виде продолговатых отверстий, в них, как это изображено на фиг. 2, могут помещаться несколько диаметров D1, D2, D3, D4, D5 и D6 делительных окружностей резьбовых отверстий, благодаря чему становится возможным крепление устройства 1 для механической обработки клапанов к фланцам 25 клапанов с различными диаметрами делительных окружностей резьбовых отверстий. Диаметры D1-D6 делительных окружностей резьбовых отверстий могут, например, соответствовать диаметрам 550 мм, 600 мм, 720 мм, 730 мм, 860 мм и 900 мм. В области своего верхнего свободного конца консоль 20 для крепления к фланцу имеет расположенную в середине между двумя сквозными отверстиями 22 и 23 круглую дуговую выемку 26, которая обеспечивает свободный доступ к поверхностям клапана 2, подлежащим механической обработке.
Каждая система 21 соединительных тяг может переставляться по длине посредством цилиндра 27 с выдвижным поршнем. На свободных концах система 21 соединительных тяг предусмотрено по шарнирному устройству 28, 29, при этом шарнирное устройство 28 привернуто к плоскому основанию 3, а шарнирное устройство 29 может привертываться к фланцу 25 клапана. Для этого шарнирные устройства 28 и 29 снабжены каждое сквозным отверстием 30 для помещения крепежного винта.
На конце плоского основания 3, противоположном консоли 20 для крепления к фланцу, установлена система 31 смены инструментов, в которой помещаются инструменты 13, 14, 15, 16, 17 и 18.
На фиг. 3 в качестве примера показаны разные поверхности одного клапана 2, которые могут механически обрабатываться резанием с использованием устройства 1 для механической обработки клапанов. Сюда относятся фланцевая поверхность 32, поверхность 33 прилегания крышки, поверхность 34 прилегания уплотнения, поверхность 35 спрямителя потока и поверхность 36 седла клапана.
На фиг. 4-7 показано устройство 1 для механической обработки клапанов в надлежащим образом смонтированном состоянии, в котором оно посредством винтовых соединений закреплено на фланце 25 клапана 2, при этом винтовые соединения в целях наглядности на фигурах не показаны. Для монтажа устройства 1 для механической обработки клапанов консоль 20 для крепления к фланцу накладывается на фланец 25 клапана таким образом, чтобы через одно из сквозных отверстий 22, 23 было доступно по одному резьбовому отверстию 24, после чего консоль 20 для крепления к фланцу привертывается к фланцу 25 клапана. Затем, при установке длины систем 21 соединительных тяг с задействованием соответствующего цилиндра 27, сквозные отверстия 30 шарнирных устройств 28, 29 совмещаются с другими резьбовыми отверстиями 24 фланца 25 клапана, после чего вставляются соответствующие крепежные винты. Теперь устройство 1 для механической обработки клапанов устойчиво удерживается на клапане 2.
Затем надругом этапе может затем выполняться обработка резанием. На фиг. 5 в качестве примера показан робот 5 с сочлененной рукой в состоянии, в котором он обрабатывает поверхность 33 прилегания уплотнения, а на фиг. 6 показан робот 5 с сочлененной рукой в состоянии, в котором он обрабатывает поверхность 35 седла клапана. При необходимости робот 5 с сочлененной рукой может менять инструмент, удерживаемый в его патроне 12 для зажима инструмента, как это изображено на фиг. 7.
Наряду с механической обработкой резанием, с использованием робота 5 с сочлененной рукой могут также выполняться другие виды обработки, такие как, например, измерительные, контрольные или сварочные работы. Для этого система 31 смены инструментов должна только комплектоваться соответствующими инструментами.
Существенное преимущество устройства 1 для механической обработки клапанов заключается в том, что оно имеет очень компактные размеры и низкий собственный вес, из-за чего его просто и удобно транспортировать. Кроме того, устройство 1 для механической обработки клапанов может применяться очень гибким образом.
Хотя изобретение было более подробно проиллюстрировано и описано в деталях на этом предпочтительном примере осуществления, изобретение не ограничено раскрытыми примерами, и специалист может вывести отсюда другие варианты без выхода из объема охраны изобретения.
Способ дооборудования сжигающей ископаемое топливо энергоустановки устройством отделения диоксида углерода
Устройство с теплозащитным экраном, камера сгорания и газовая турбина
Устройство и способ для создания сигнала местоположения
Подложка с керамическим покрытием, создающим термический барьер, с двумя керамическими слоями
Способ управления газопаротурбинной установкой с частотным преобразователем
Конфигурирование энергетического устройства автоматизации
Монокристаллическая сварка направленно упрочненных материалов
Способ эксплуатации электродуговой печи с по меньшей мере одним электродом, регулирующее и/или управляющее устройство, машиночитаемый программный код, носитель данных и электродуговая печь для осуществления способа
Регулировочное устройство направляющих лопаток осевого компрессора, система поворотных направляющих лопаток осевого компрессора и способ регулирования направляющих лопаток осевого компрессора
Установочное устройство
Способ функционирования для многоклетьевого прокатного стана с определением толщины полосы на основе уравнения непрерывности
Способ функционирования охлаждающего участка для охлаждения прокатываемого материала с не связанным с температурой охлаждением до конечного значения энтальпии
Модульная тормозная система
Ограничение пикового отбора электроэнергии карьерными экскаваторами
Турбомашина с уравнительным поршнем против сдвига
Кольцевой диффузор для осевой турбинной машины, система для осевой турбинной машины, а также осевая турбинная машина
Система сжигания топлива газотурбинного двигателя
Обмотка и способ изготовления обмотки
Способ для определения момента времени переключения электрического переключающего прибора
Способ управления для использования резервирования в случае неисправности многофазного выпрямителя переменного тока с распределенными накопителями энергии

