Результат интеллектуальной деятельности: Неразъёмное соединение деталей замкнутого контура и способ его осуществления
Вид РИД
Изобретение
Изобретение относится к области приборостроения и машиностроения и предназначено для неразъемного соединения деталей замкнутого контура (цилиндрических деталей типа «вал-втулка», деталей прямоугольного и других сечений), изготовленных из разнородных металлов.
Известно неразъемное соединение, состоящее из сопряженных деталей замкнутого контура и способ получения такого соединения. Соединение сопряженных деталей замкнутого контура происходит за счет затекания материала в канавки одной из них, причем канавки выполняют по всему периметру сопряжения на расстоянии друг от друга. Деталь меньшего сечения вводят в деталь большего размера. На второй детали могут быть сделаны буртики на расстоянии, равном расстоянию между канавками первой, а площадь поперечного сечения которых равна площади поперечного сечения канавок. Патент на изобретение RU 2120846, МПК В23Р 11/02, F16L 13/00, 27.10.1998. Такой способ соединения не защищает от проворота детали большего сечения относительно детали меньшего сечения при приложении радиальных нагрузок, не позволяет соединять тонкостенные детали из-за тепловой деформации, не подходит для изготовления соединения деталей прямоугольного и других сечений, а также достаточно сложен в реализации.
Известно электрозаклепочное соединение и способ его получения. Электрозаклепочное соединение предназначено для соединения тонких пластин к деталям, состоящих преимущественно из однородных материалов. Электрозаклепочное соединение получают путем заплавления металлом присадочной проволоки предварительно выполненного в одной из соединяемых деталей цилиндрического отверстия с образованием стержня электрозаклепки. При этом стержень электрозаклепки имеет боковой неразъемный контакт с поверхностью стенки отверстия, полученный при взаимодействии расплава присадочного металла с твердой фазой металла детали. Патент на изобретение RU 2375161, МПК В23K 9/173, 10.12.2009. Данное решение принято в качестве прототипа. Такой способ не позволяет выполнять надежное соединение разнородных материалов, например нержавеющей стали 12Х18Н10Т и сталей типа ХВГ, У8, легированных сталей 65Г, 40X13 и аналогичных.
Задачей, на решение которой направлено изобретение, является создание неразъемного соединения деталей замкнутого контура (например, типа «вал-втулка»), выполненных из разнородных металлов, которые нельзя соединить между собой сваркой из-за усталостных разрушений сварного шва при эксплуатации (воздействие повышенной температуры, вибрации, ударных нагрузок, воздействия агрессивных рабочих сред и т.д.).
Технический результат, достигаемый при использовании изобретения, заключается в повышении надежности соединения деталей замкнутого контура из разнородных металлов.
Технический результат достигается за счет того, что в неразъемном соединении изготовленных из разнородных металлов деталей замкнутого контура, содержащем охватываемую и охватывающую детали, выполнены не менее двух отверстий, причем в охватывающей детали сквозное, а в охватываемой детали глухое, в которые по прессовой посадке установлены металлические цилиндрические штифты со сквозным внутренним отверстием, выполненные из такого же материала, из которого изготовлена охватываемая деталь, и сплавленные по внутреннему диаметру штифта с материалом охватываемой детали.
Выполнение соединения штифтов с охватываемой и охватывающей деталями по прессовой посадке исключает самопроизвольное выпадание штифтов в процессе изготовления предлагаемого соединения.
Выполнение штифтов из такого же материала, из которого изготовлена охватываемая деталь, позволяет получить качественное сварное соединение, при этом не будет образовано сварное соединение между штифтом и охватывающей деталью.
Соотношение толщины стенки штифта и толщины стенки охватываемой детали должно составлять от 1:1 до 1:2, что обеспечивает оптимальное распределение температурных полей при сварке штифта с охватываемой деталью. Уменьшение соотношения может привести к изменению геометрических размеров охватываемой детали и ее прожогу, увеличение соотношения может привести к дефектам сварного соединения штифта с охватываемой деталью.
Наружный диаметр штифта определяется требованиями к прочности на срез для материалов, из которых изготовлены штифт и охватываемая деталь.
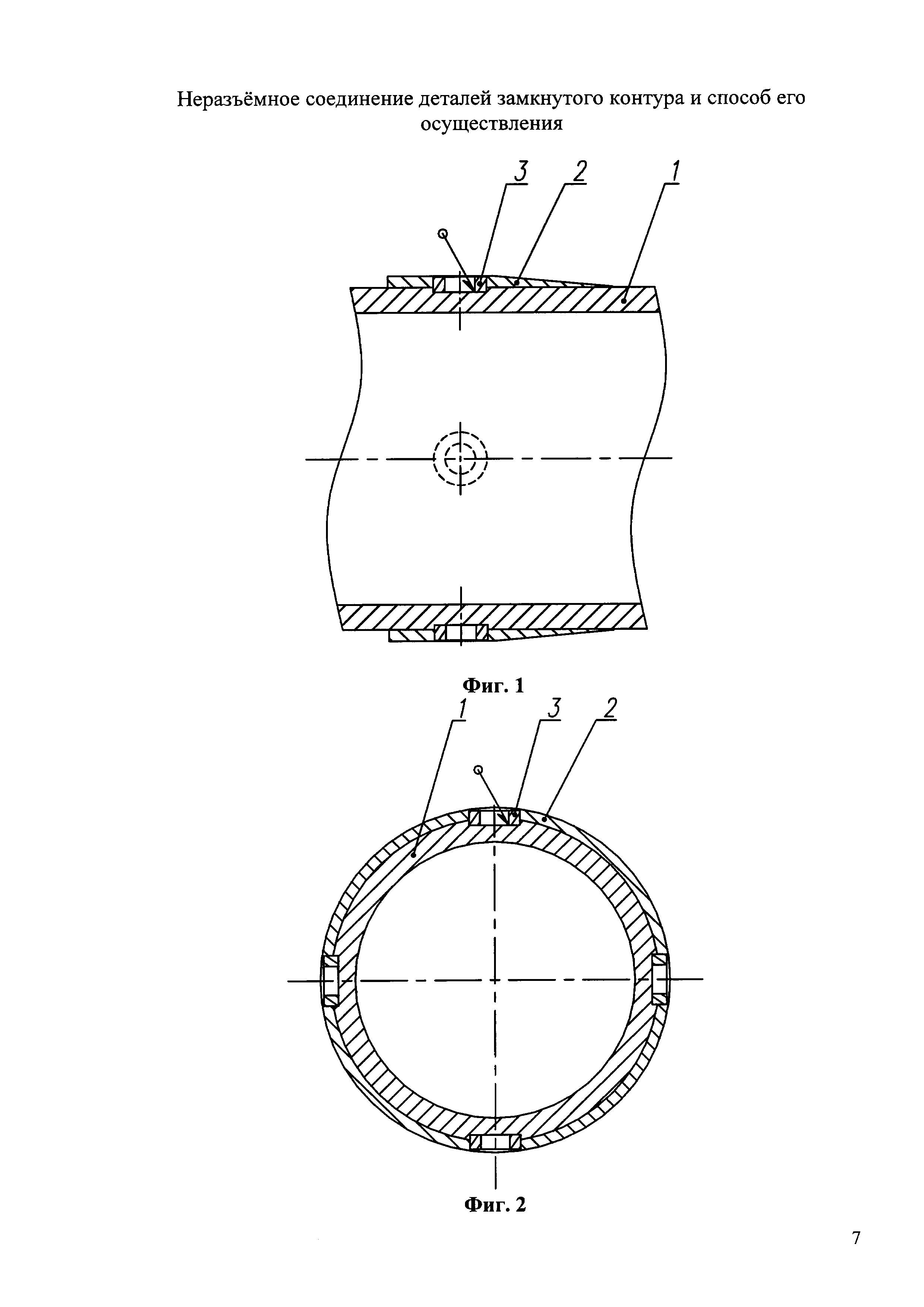
Предлагаемое неразъемное соединение для деталей типа «вал-втулка» иллюстрируется чертежами, на которых изображены:
на фиг. 1 - неразъемное соединение, продольный разрез;
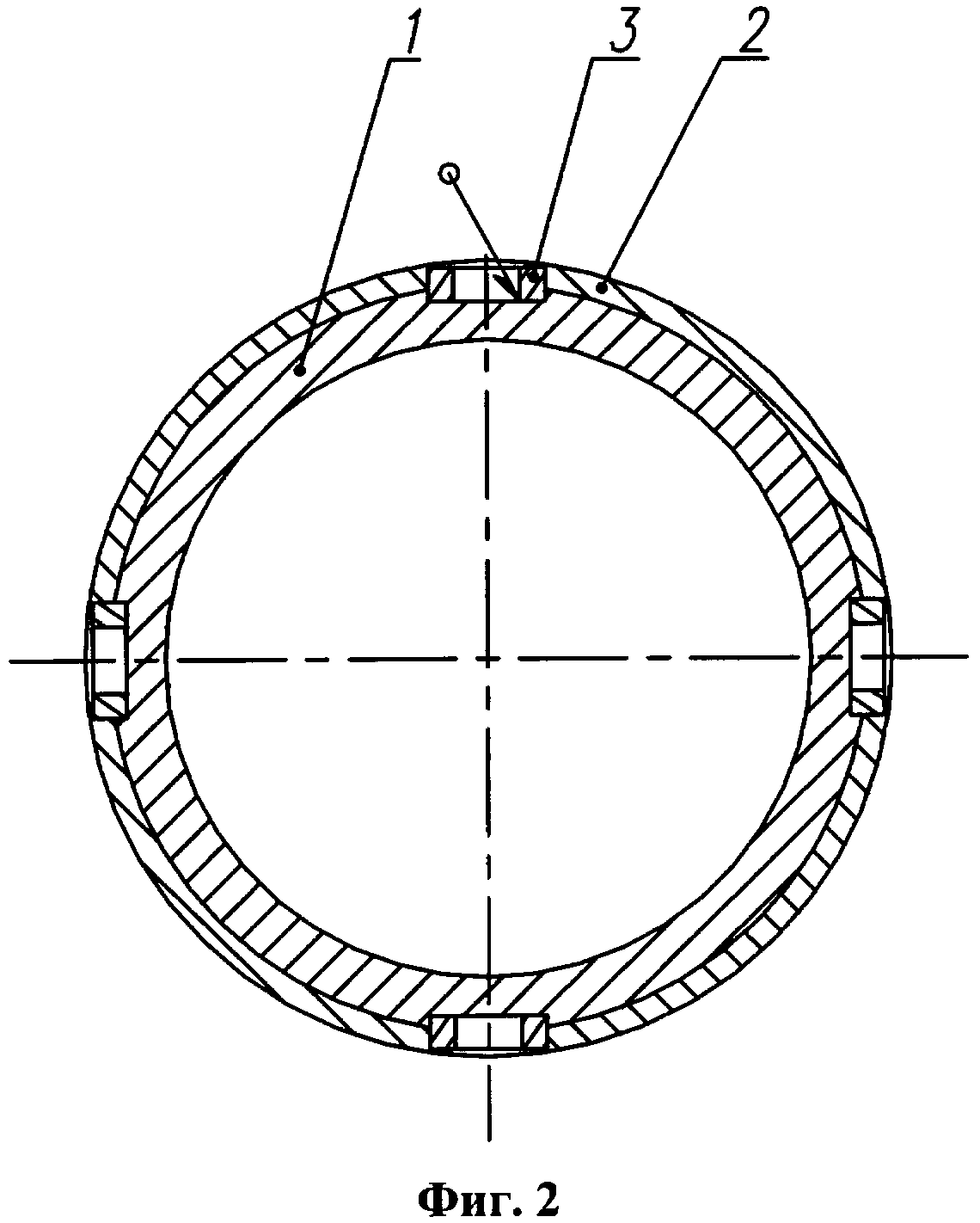
на фиг. 2 - неразъемное соединение, поперечный разрез.
Неразъемное соединение служит для соединения детали 2 со сквозными отверстиями с деталью 1 с глухими отверстиями с помощью цилиндрического штифта со сквозным внутренним отверстием 3, выполненного из такого же материала, из которого изготовлена охватываемая деталь 1, и хорошо свариваемого с материалом детали 1, вставленного через соосные отверстия деталей 1 и 2 и соединенного с помощью сварки через центральное сквозное отверстие штифта с деталью 1.
Таким образом, штифт 3, соединяющий неразъемно между собой детали 1 и 2, выполняет функцию заклепки, имеющей стержень, и сварного соединения, имеющего сплавление материала заклепки с деталью 1. При этом между деталями 1 и 2, 2 и 3 нет сварного соединения, которое может усталостно разрушаться в процессе эксплуатации, и механические свойства детали 2 не изменяются.
Неразъемное соединение получают следующим образом: деталь 2 с заранее выполненными отверстиями устанавливают на деталь 1 с заранее выполненными отверстиями и совмещают отверстия между собой. В отверстия в деталях 1 и 2 запрессовывают до упора штифты 3, затем выполняют сварку с присадочной проволокой между деталью 1 и штифтом 3, заполняя расплавленным металлом внутреннее отверстие штифта 3. В результате образуется прочное соединение между деталью 1 и штифтом 3.
Аналогично неразъемное соединение может быть выполнено для деталей квадратного, прямоугольного, треугольного и других сечений.
Предлагаемое неразъемное соединение выполняли следующим образом. Брали трубу из стали 12Х18Н10Т наружным диаметром 90 мм и толщиной стенки 6,5 мм и длиной 2500 мм. В трубе выполняли две группы по четыре глухих отверстия диаметром 14 мм и полем допуска С12. На трубу устанавливали две втулки из стали 20X17Н2 с посадочным диаметром 90 мм, наружным диаметром 96 мм, длиной 55 мм с заранее выполненными четырьмя отверстиями диаметром 14 мм, затем совмещали отверстия на трубе и втулке. В каждое отверстие запрессовывали трубчатые цилиндрические штифты из стали 12Х18Н10Т с наружным диаметром 14 мм и полем допуска u8, внутренним диаметром 8 мм и длиной 4 мм. Затем с помощью аргонодуговой сварки в среде защитных газов с присадочной проволокой диаметром 1 мм из стали 12Х18Н10Т выполняли сварное соединение между трубой и штифтом через внутреннее сквозное отверстие в штифте.
Для проверки работоспособности предлагаемого неразъемного соединения были изготовлены корпуса из стали 12Х18Н10Т, на которых предлагаемым способом были закреплены втулки из стали 20X17Н2 и проведены натурные испытания в условиях повышенной температуры до 150°C, вибрации частотой до 300 Гц с максимальным ускорением 100 м/с2, механическими ударами длительностью до 12 мс с максимальным ускорением 150 м/с и количеством до 50 в минуту и воздействия щелочной среды. Результаты испытаний показали, что корпус отработал установленный ресурс, разрушения соединения не произошло. Таким образом, проведенные испытания подтвердили работоспособность предложенного неразъемного соединения.
Спектрозональный позиционно-чувствительный детектор гамма-излучения
Устройство для радиационного измерения плотности
Способ определения плотности
Скважинное устройство с двухсторонним расположением измерительных зондов
Спектрозональный однокоординатный детектор рентгеновского и гамма-излучений
Импульсный нейтронный способ определения влажности материалов
Способ защиты углов трёхмерных микромеханических структур на кремниевой пластине при глубинном анизотропном травлении
Способ лазерной пробивки сквозного отверстия в неметаллической пластине
Управляющая система безопасности атомной электростанции
Запаянная нейтронная трубка
Спектрозональный позиционно-чувствительный детектор гамма-излучения
Устройство для радиационного измерения плотности
Способ определения плотности
Скважинное устройство с двухсторонним расположением измерительных зондов
Спектрозональный однокоординатный детектор рентгеновского и гамма-излучений
Импульсный нейтронный способ определения влажности материалов
Способ защиты углов трёхмерных микромеханических структур на кремниевой пластине при глубинном анизотропном травлении
Способ лазерной пробивки сквозного отверстия в неметаллической пластине
Управляющая система безопасности атомной электростанции
Запаянная нейтронная трубка

