Результат интеллектуальной деятельности: Способ корректировки геометрических параметров тонкостенного многогранного изделия и устройство для его осуществления
Вид РИД
Изобретение
Изобретение относится к области атомной энергетики, в частности к производству компонентов тепловыделяющих сборок энергетических и других ядерных реакторов и может быть использовано для корректировки геометрических параметров посадочных мест под установку концевых деталей многогранной трубной заготовки.
В настоящее время заготовки оболочек компонентов ТВС многогранной формы поперечного сечения в силу применяемой технологии изготовления имеют отклонения по геометрии внутренней поверхности, а также отклонения от прямолинейности образующих граней в проекции поперечного сечения. Эти обстоятельства отрицательным образом сказываются на установке в торцовую часть трубы концевой детали, и особенно на условия обеспечения качественного сварного соединения оболочки и этой концевой детали. Поскольку непрямолинейность образующей грани в поперечном сечении (так называемая «бочкообразность») создает неравномерность зазоров между плоскостями внешней поверхности граней концевой детали и соответствующими плоскостями внутренней поверхности оболочки, невозможно обеспечить стабильность режимов сварки, что приводит к появлению дефектов в сварном шве.
Известны методы доработки профилей многогранных труб, используемые при их промышленном производстве (Ю.Ф. Шевакин, А.П. Коликов, Ю.Н. Райков. Производство труб. М, 2005, с. 421-452 [1]; В.Н. Данченко, А.П. Коликов, Б.А. Романцев, СВ. Самусев. Технология трубного производства. М, 2002, с. 489-520 [2]; В.Я. Осадчий, А.С. Вавилин, В.Г. Зимовец, А.П. Коликов. Технология и оборудование трубного производства. М, 2007 г, с. 488-506 [3]), но они касаются в основном всей поверхности трубы на всем ее протяжении, в то время как для проведения качественной установки и сварки концевой детали требуется обеспечение необходимой корректировки геометрических параметров локального участка, ограниченного длиной посадочного места концевой детали с небольшим необходимым для перехода к основной части трубы припуском.
Наиболее близкими к предложенным способу и устройству является способ изготовления тонкостенных многогранных труб путем воздействия на наружную поверхность шестигранной заготовки одновременно тремя фигурными роликами на углы и грани заготовки, а также устройство для его осуществления, содержащее три ролика, профиль рабочей поверхности каждого из которых имеет угол, соответствующий углу многогранной трубы, а стороны угла имеют длину, соответствующую ширине грани трубы (RU 2410179 С1, опуб. 27.01.2011).
Воздействие только на наружную поверхность заготовки не позволяет обеспечить требуемые геометрические параметры внутренней поверхности в месте установки концевой детали с требуемой точностью, которую можно обеспечить только воздействием на внутреннюю поверхность. При этом, без воздействия на грани по наружной поверхности, невозможно обеспечить прямолинейность образующих внутренней поверхности граней, для чего требуется проведение корректировки.
Задачей изобретения является повышение точности корректировки геометрических параметров тонкостенного многогранного изделия.
Технический результат изобретения заключается в обеспечении прямолинейности образующих поперечного сечения граней за счет одновременного воздействия на внутреннюю и наружную поверхности изделия.
Технический результат достигается способом корректировки геометрических параметров тонкостенного многогранного изделия, включающим воздействие роликами на грани и углы изделия, по которому, согласно изобретению, воздействие на грани и углы изделия одновременно осуществляют снаружи и изнутри, при этом изнутри воздействуют на углы изделия роликами, имеющими профиль рабочей поверхности соответствующий профилю угла изделия, а снаружи воздействует на грани изделия роликами, имеющими бочкообразную форму с профилем рабочей поверхности в виде дуги окружности.
Технический результат также достигается устройством для корректировки геометрических параметров тонкостенного многогранного изделия, содержащим ролики, которое, согласно изобретению, содержит первый комплект роликов, предназначенных для воздействия на внутреннюю поверхности изделия, и второй комплект роликов, предназначенных для воздействия на наружную поверхность изделия, в каждом комплекте оси роликов жестко соединены друг с другом, а геометрические оси вращения роликов лежат в одной плоскости и пересекаются друг с другом с образованием многоугольника, при этом профиль рабочей поверхности каждого ролика первого комплекта представляет собой угол со скругленной вершиной, а профиль рабочей поверхности каждого ролика второго комплекта представляет собой дугу окружности, а сам ролик имеет бочкообразную форму.
Кроме того, для обеспечения одновременного воздействия, необходимо чтобы оси роликов первого комплекта были жестко соединены с первым корпусом, оси роликов второго комплекта были жестко соединены со вторым корпусом, а оба корпуса были жестко соединены друг с другом таким образом, что оси роликов обоих комплектов находятся в одной плоскости.
Изобретение иллюстрируется чертежами.
На фиг. 1 представлен вид поперечного сечения многогранной трубы без проведения корректировок геометрии посадочного места под концевую деталь.
На фиг. 2 представлен тот же вид после выполнения корректировки.
На фиг. 3 представлен вид осевого сечения первого комплекта роликов, предложенного для воздействия на внутреннюю поверхность трубы.
На фиг. 4 представлен вид поперечного сечения первого комплекта роликов, предложенного для воздействия на внутреннюю поверхность трубы.
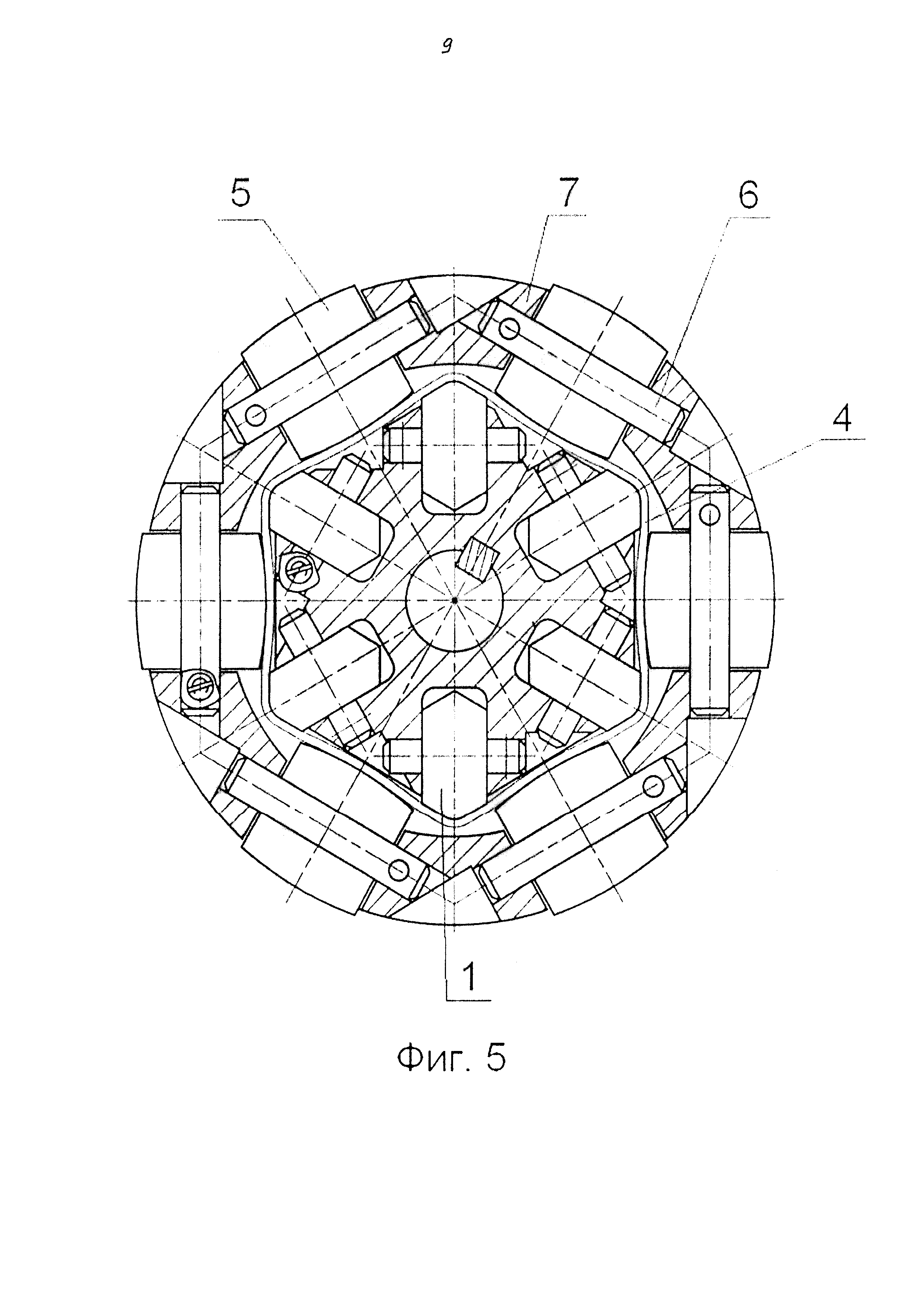
На фиг.5 представлен вид поперечного сечения предложенного устройства с двумя комплектами роликов, воздействующих на внутреннюю и наружную поверхности корректируемого участка трубной заготовки.
Устройство для корректировки геометрических параметров тонкостенного многогранного изделия, например посадочного места под установку концевых деталей многогранной трубной заготовки, содержит два комплекта роликов, причем число роликов в каждом комплекте равно числу углов и числу граней многогранной заготовки.
Первый комплект включает ролики 1, установленные с наружной стороны корпуса 2 на осях 3, которые жестко соединены с первым корпусом 2. Геометрические оси вращения роликов 1 лежат в одной плоскости и пересекаются друг с другом с образованием многоугольника. Профиль рабочей поверхности каждого ролика 1 представляет собой угол со скругленной вершиной. На чертежах приведен пример изделия 4 с правильным многоугольником (шестиугольником) в поперечном сечении. При этом угол профиля ролика 1 по величине равен углу многогранного изделия 4.
Второй комплект включает ролики 5, установленные на осях 6, которые жестко соединены со вторым корпусом 7, жестко соединенным с первым корпусом 2. Геометрические оси вращения роликов 5 лежат в одной плоскости и пересекаются друг с другом с образованием многоугольника. Профиль рабочей поверхности каждого ролика 5 представляет собой дугу окружности, радиус которой подбирается в процессе отработки, а сам ролик 5 имеет бочкообразную форму. Для подбора величины радиуса профиля рабочей поверхности изготавливают несколько роликов с последовательным увеличением радиуса на одинаковую величину.
Способ корректировки геометрических параметров тонкостенного многогранного изделия, например посадочного места под установку концевой детали многогранной трубной заготовки, осуществляется следующим образом. Одновременно в одной плоскости поперечного сечения изделия 4 воздействуют со стороны торца трубной заготовки на внутреннюю поверхность изделия 4 в углах и на наружную поверхность изделия 4 по граням. Воздействие производится роликами 1 и 5, количество которых равно удвоенному числу углов или граней, при этом половина роликов (ролики 1) воздействует на углы, а вторая половина (ролики 5) на грани. Контуры рабочей поверхности роликов подбирают таким образом, чтобы обеспечить упругопластические перемещения, результатами которых будет обеспечение прямолинейности граней, а также требуемая геометрия посадочного места (в частности, размер «под ключ») с минимальными отклонениями.
Установка для контроля характеристик топливного столба кольцевого тепловыделяющего элемента
Способ непрерывного поддержания стабильности измерений спектрометрического канала при контроле равномерности распределения топлива в тепловыделяющем элементе гамма-адсорбционным методом
Фильтр для тепловыделяющей сборки ядерного реактора
Тепловыделяющая сборка ядерного реактора
Тепловыделяющая сборка ядерного реактора
Поглощающая решетка для тепловыделяющей сборки ядерного реактора
Способ сборки поглощающего элемента ядерного реактора
Тепловыделяющая сборка ядерного реактора
Способ обработки многогранного отверстия методом качающегося прошивания с коррекцией угловых скоростей инструмента и заготовки
Тепловыделяющая сборка ядерного реактора
Установка для контроля характеристик топливного столба кольцевого тепловыделяющего элемента
Способ непрерывного поддержания стабильности измерений спектрометрического канала при контроле равномерности распределения топлива в тепловыделяющем элементе гамма-адсорбционным методом
Фильтр для тепловыделяющей сборки ядерного реактора
Тепловыделяющая сборка ядерного реактора
Тепловыделяющая сборка ядерного реактора
Поглощающая решетка для тепловыделяющей сборки ядерного реактора
Способ сборки поглощающего элемента ядерного реактора
Тепловыделяющая сборка ядерного реактора
Способ обработки многогранного отверстия методом качающегося прошивания с коррекцией угловых скоростей инструмента и заготовки
Тепловыделяющая сборка ядерного реактора

