Результат интеллектуальной деятельности: Способ термообработки окатышей
Вид РИД
Изобретение
Изобретение относится к области черной металлургии, а именно к производству железорудных окатышей.
Известен способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением влажных кондиционных окатышей, выдачу их из окомкователя и укладку слоем на транспортерную ленту, транспортирование влажных окатышей к обжиговой машине, укладку окатышей на колосниковую решетку обжиговой машины и термообработку, включающую просос горновых газов через слой и удаление отработанных горновых газов в атмосферу через дымоход и дымовую трубу (см. Вегман Е.Ф. Окускование руд и концентратов, М: Металлургия, 1984, с. 234-240; 246-256). Недостатком способа является низкая эффективность и неравномерность влагоудаления при термообработке окатышей.
Наиболее близким по технической сущности и достигаемому результату является способ термообработки окатышей, включающий окомкование шихты на окомкователе с получением влажных окатышей, выдачу их из окомкователя и укладку слоем в форме равнобедренной трапеции на транспортерную ленту, расположенную в теплоизолированном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей нагретым воздухом, подаваемым через дутьевой короб, разделенный, как минимум, на три секции, каждая из которых снабжена сопловой поверхностью, причем температуру воздуха в первой секции поддерживают до 300°C, а в последующих секциях температуру воздуха увеличивают на 0,5-1,5°C на каждый метр транспортерной ленты, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную обработку, включающую просос горновых газов через слой, удаление отработанных горновых газов через дымоход, содержащий рекуперативный теплообменник, предназначенный для нагрева воздуха, подаваемого в дутьевой короб для сушки влажных окатышей (см. Патент РФ №2515775, заявл. 9.01.2013, опубл. 20.05.2014, бюлл. №14).
К недостаткам известного технического решения относится трудность регулирования влагоудаления при изменении параметров технологии или исходной влажности окатышей. Например, переход от технологии производства неофлюсованных окатышей к производству офлюсованных окатышей приводит к изменению химического состава, структуры и влажности окатышей, что требует оптимизации режима предварительной сушки и установки новых расстояний между сопловой поверхностью воздушного короба и слоем окатышей по длине конвейерной ленты. Кроме этого наличие одного сплошного воздушного короба, у которого заданное и неизмененное по длине короба расстояние между сопловой поверхностью и слоем, приводит к неравномерности влагоудаления по высоте обрабатываемого слоя окатышей, так как от величины этого расстояния зависит глубина проникновения струи в слой и зона преимущественного влагоудаления. Это, в свою очередь, вызывает необходимость деления короба на подвижные составные секции и их вертикального перемещения относительно поверхности слоя. Рациональным путем является такое решение, при котором воздушный короб разделен на несколько отдельных секций, каждая из которых имела возможность установки заданного и регулируемого расстояния между сопловой поверхностью и слоем, а также экранирование потока воздуха на поверхности слоя, движущихся в противотоке друг к другу, для того, чтобы повысить эффективность и обеспечить равномерность влагоудаления по сечению обрабатываемого слоя окатышей.
Задача изобретения - повышение эффективности влагоудаления по сечению слоя окатышей и производительности обжиговой машины.
Задача изобретения достигается в способе термообработки окатышей, включающем окомкование шихты на окомкователе с получением влажных окатышей, выдачу их из окомкователя и укладку слоем в форме равнобедренной трапеции на транспортерную ленту, расположенную в теплоизолированном горне, в рабочем пространстве которого осуществляют частичную сушку влажных окатышей нагретым воздухом, подаваемым через дутьевой короб, разделенный, как минимум, на три секции, каждая из которых снабжена сопловой поверхностью, причем температуру воздуха в первой секции поддерживают до 300°C, а в последующих секциях температуру воздуха увеличивают на 0,5-1,5°C на каждый метр транспортерной ленты, укладку окатышей слоем на колосниковую решетку обжиговой машины и их окончательную обработку, включающую просос горновых газов через слой, удаление отработанных горновых газов через дымоход, содержащий рекуперативный теплообменник, предназначенный для нагрева воздуха, подаваемого в дутьевой короб для сушки влажных окатышей, при этом секции воздушного короба устанавливают с возможностью перемещения в вертикальном направлении, причем в первой секции расстояние между сопловой поверхностью и слоем окатышей выбирают равным 11 калибров, а в последующих секциях это расстояние уменьшают на 0,1-0,2 калибра на каждый метр транспортерной ленты, одновременно поток нагретого воздуха экранизируют шиберами, прикрепленными к продольным ребрам секций, при этом шиберы выполняют из эластичных материалов, а количество секций воздушного короба устанавливают не более 10.
Сущность изобретения заключается в следующем.
Воздушный короб, установленный над слоем окатышей, выполняется составным, как минимум, из трех отдельных секций, каждая из которых имеет возможность вертикального перемещения относительно слоя окатышей. Сопловая поверхность каждой секции устанавливается на определенном расстояния от поверхности слоя окатышей. Например, если воздушный короб разделен на три отдельные части длиной 20 м каждая, то сопловая поверхность первой секции по ходу движения транспортерной ленты устанавливается на максимальном расстоянии до поверхности окатышей. Это расстояние составляет 11 калибров (калибр - безразмерное расстояние, численно равное отношению линейного расстояния между соплом и поверхностью слоя к диаметру сопла, см. Кривандин В.А. и др. Металлургическая теплотехника. Т 1, М.: Металлургия, 1986, с. 130). При таком расстоянии нагретый воздух проникает преимущественно в поверхностный слой окатышей на глубину (0,2-0,3)Н (где Н - высота слоя окатышей) и осуществляет термообработку и влагоудаление в этой поверхностной зоне слоя. В последующих секциях расстояние между сопловой поверхностью и слоем уменьшают на 0,1-0,2 калибра на каждый метр транспортерной ленты. Поэтому сопловая поверхность второй секции короба устанавливается над слоем окатышей на меньшем расстоянии, равном 7-9 калибров. При таком расстоянии воздушные струи проникают на глубину от 0,3Н до 0,6Н и осуществляют термообработку и влагоудаление в промежуточной зоне слоя окатышей. Расстояние между сопловой поверхностью третьей секции воздушного короба и поверхностью слоя дополнительно уменьшается на 0,1-0,2 калибра на каждый метр транспортерной ленты, и его устанавливают на минимальном расстоянии до поверхности слоя окатышей, равном 3-7 калибров. При таком расстоянии струи воздуха полностью проходят через слой окатышей на всю глубину слоя. Поскольку при продувании окатышей струя в слое раскрывается на угол 40-45 градусов, то в этом случае преимущественно происходит термообработка и влагоудаление глубинных слоев окатышей на расстоянии, равном (0,6-1,0)Н. При этом нагретый воздух, выходящий из слоя после продувки, экранируются эластичными шиберами, прикрепленными к продольным ребрам секций. Это позволяет организовать противоточный режим движения потока нагретого воздуха, повысить его скорость на поверхности слоя и сформировать продувку слоя струями в среде нагретого воздуха.
Задача изобретения достигается при установке для первой секции расстояния между сопловой поверхностью и слоем окатышей, равного 11 калибров. Для последующих секций это расстояние необходимо уменьшить на 0,1-0,2 калибра на каждый метр транспортной ленты. Причем количество секций воздушного короба не должно превышать 10. Если для первой секции воздушного короба расстояние между сопловой поверхностью и слоем окатышей будет более 11 калибров, то равномерность влагоудаления по сечению слоя будет нарушена, что противоречит задаче изобретения. Если для первой секции расстояние между сопловой поверхностью и слоем окатышей будет менее 11 калибров, то последние секции короба, у которых расстояние между сопловой поверхностью и слоем уменьшено на 0,1-0,2 калибра на каждый метр транспортной ленты, будут заглублены в слой, что будет препятствовать технологическому режиму транспортирования и сушки окатышей, что противоречит задаче изобретения. Если для последующих секций расстояние между сопловой поверхностью и слоем окатышей будет уменьшено менее чем на 0,1 калибра на каждый метр транспортной ленты, то в этом случае сопловая поверхность последней секции короба будет располагаться на расстоянии, большем 5-7 калибров, что противоречит задаче изобретения, поскольку исключает продув струями нижних горизонтов слоя и формирует неравномерность влагоудаления по сечению слоя. Если для последующих секций это расстояние будет уменьшено более чем на 0,2 калибра на каждый метр транспортной ленты, то при делении воздушного короба на 10 секций последняя секция короба будет заглублена в слой окатышей и будет создавать сопротивление движению окатышей, нарушая технологический процесс, что противоречит задаче изобретения. Если количество секций воздушного короба будет более 10 (например, 11), то в 2-11 секциях при уменьшенных расстояниях между сопловой поверхностью и слоем на 0,1-0,2 калибра на каждый метр транспортной ленты последняя 11 секция короба будет заглублена в слой окатышей и будет создавать сопротивление движению окатышей, нарушая технологический процесс, что противоречит задаче изобретения.
Для организации более высокой степени тепло- и массообмена между нагретым потоком воздуха и слоем окатышей и ориентации их в противоточном режиме движения поток нагретого воздуха экранируют в продольном направлении шиберами, прикрепленными к продольным ребрам секций, при этом шиберы выполняют из эластичных материалов. Эластичные материалы позволяют исключить деформацию окатышей при их контакте с шиберами. В качестве эластичных материалов можно использовать термостойкие резины и ткани, стеклоткани. Возможность перемещения отдельных секций в вертикальном направлении позволяет изменить аэродинамический режим влагоудаления в случае перехода технологи на производство окатышей с повышенной влажностью. Для этого расстояние между сопловой поверхностью секций и слоем окатышей необходимо уменьшить. При этом площадь сечения для прохода воздуха между шиберами и сопловой поверхностью уменьшится, что приведет к повышению скорости воздуха в поверхностной слое окатышей и интенсификации влагоудаления, что позволит решить задачу изобретения.
Установка относительного расстояния между сопловой поверхностью и слоем окатышей на уровне 0,5-10 калибров известна из уровня техники (см. патент РФ №2274665, опубл. 20.04.2006, бюлл. №14). В известном техническом решении расстояние между сопловой поверхностью и слоем не изменяется по длине транспортерной ленты, а воздушный короб выполнен цельным без возможности перемещения в вертикальном направлении. В этом решении отсутствует экранирование воздушного потока. Предлагаемое техническое решение имеет существенные отличия от известного способа, поскольку расстояние между сопловой поверхностью и слоем окатышей уменьшается по ходу движения ленты от максимальной величины к минимальному значению, для чего воздушный короб выполнен составным из нескольких отдельных секций с возможностью перемещения в вертикальном направлении.
Теплотехническая схема сушки окатышей, включающая продувку слоя окатышей горячими горизонтальными струями воздуха, истекающего из сопловой поверхности составных секций воздушного короба, установленных с возможностью перемещения в вертикальном направлении, причем в первой секции расстояние между сопловой поверхностью и слоем окатышей выбирают равным 11 калибров, при этом в последующих секциях это расстояние уменьшают на 0,1-0,2 калибра на каждый метр транспортерной ленты, а поток нагретого воздуха экранизируют эластичными шиберами, предложена впервые. Отличительные признаки предлагаемого способа термообработки окатышей формируют новые свойства: организация равномерного влагоудаления по высоте слоя окатышей; возможность регулирования расстояния между сопловой поверхностью и слоем окатышей при изменении влажности окатышей в технологическом процессе; создание эффективного аэродинамического режима движения воздуха на поверхности и в слое окатышей путем регулирования скорости воздушного потока в рабочем пространстве горна между сопловой поверхностью и эластичными шиберами; применение эластичных материалов в конструкции воздушного горна, исключающих деформацию окатышей; равномерная термическая обработка окатышей по глубине слоя; усиление интенсивности сушки всего слоя окатышей, повышающее эффективность влагоудаления по сечению обрабатываемого слоя и производительность обжиговой машины. Считаем, что в результате предложенных отличительных признаков у способа термообработки окатышей формируются новые свойства, удовлетворяющие критериям изобретения.
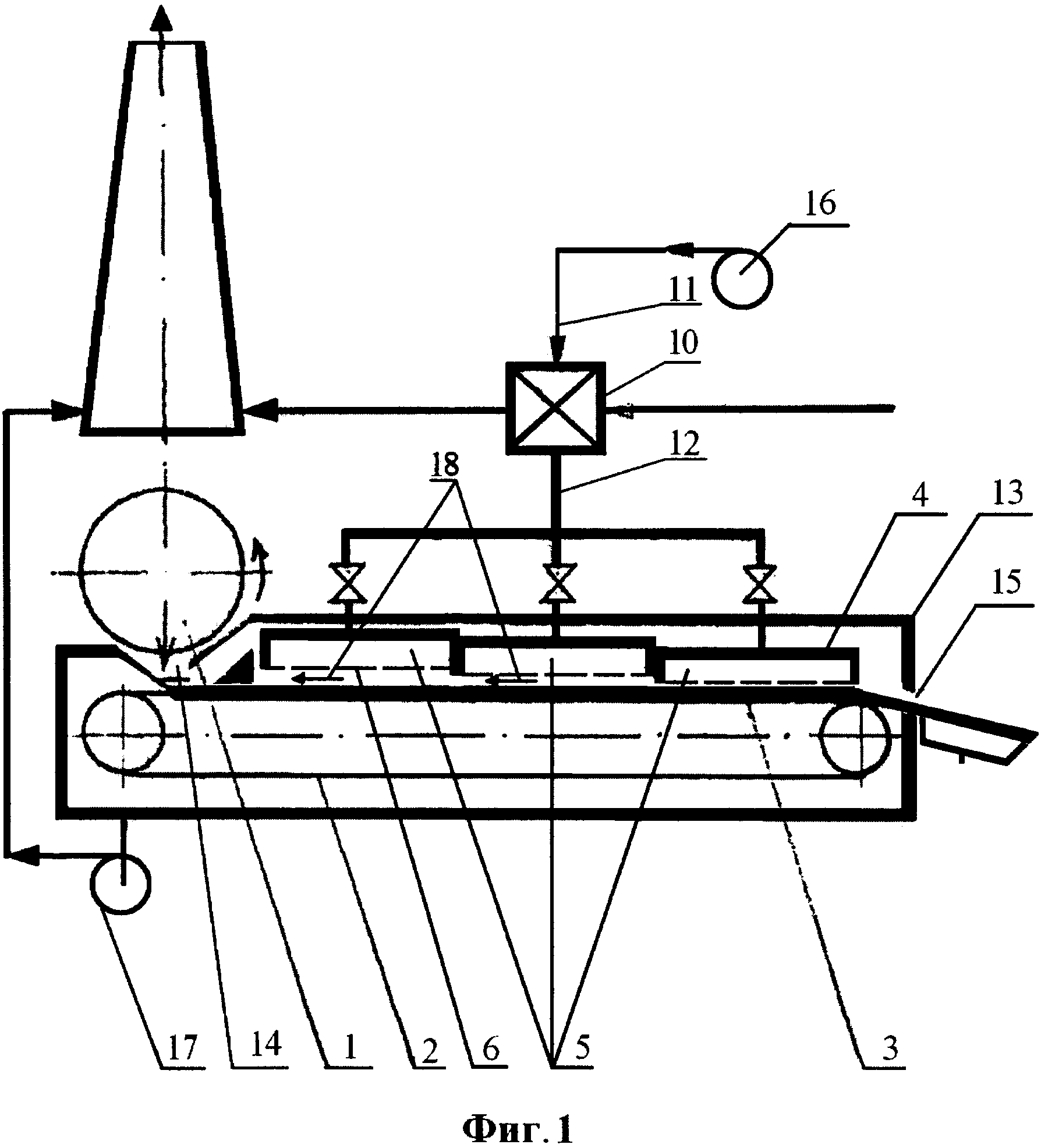
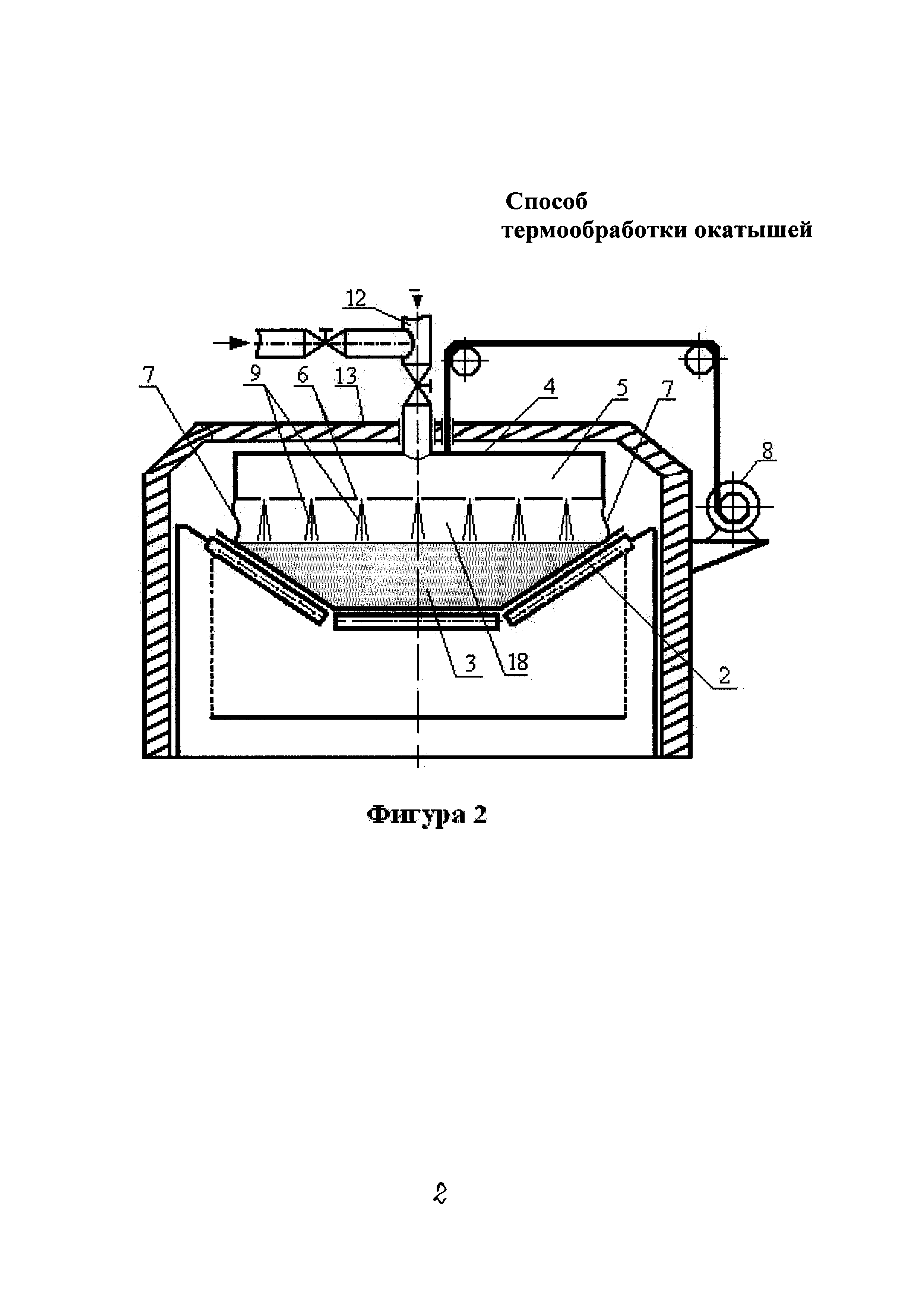
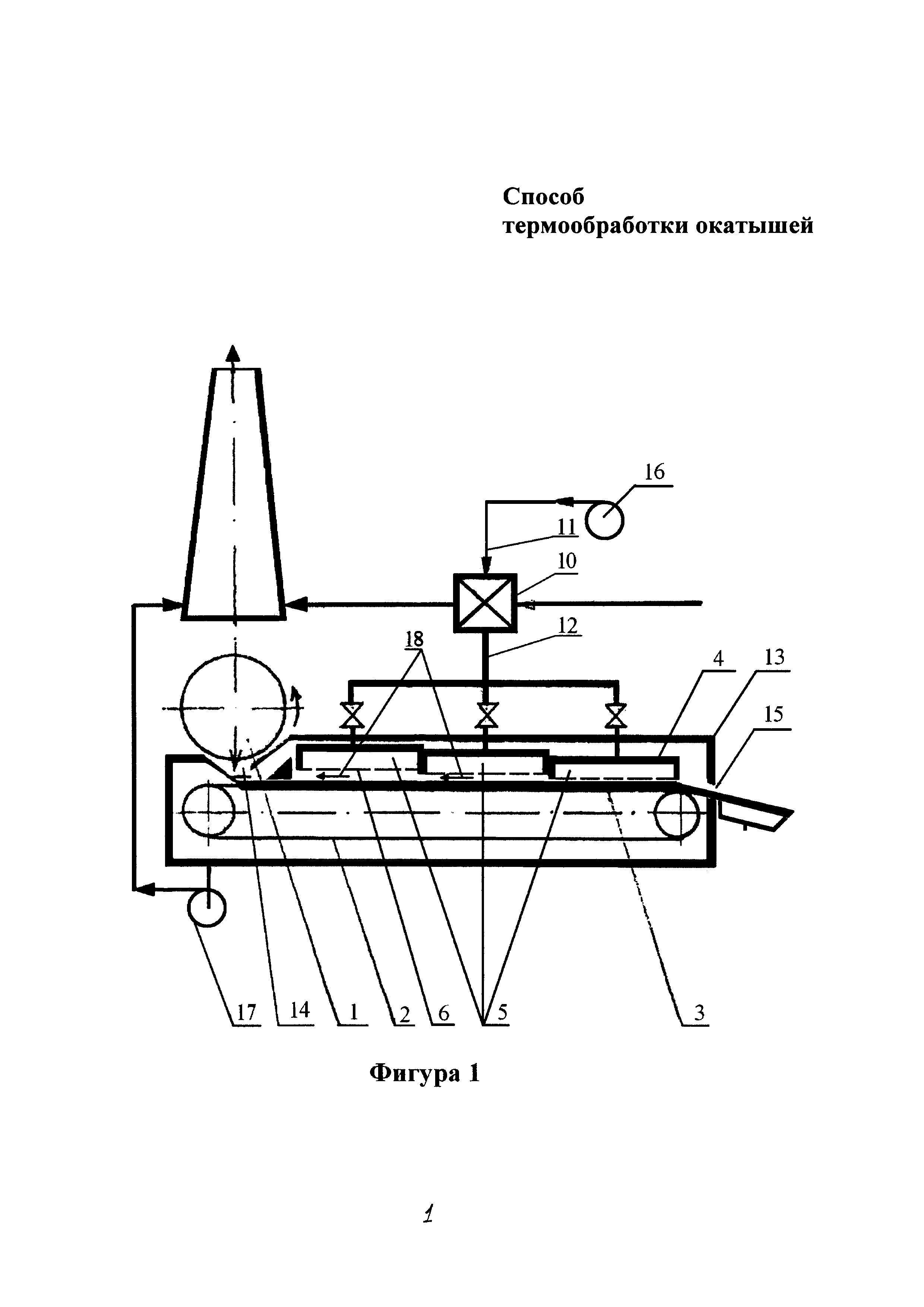
Способ термообработки окатышей реализуется с помощью устройства, показанного на фиг.1. Схема термообработки слоя окатышей горизонтальными струями нагретого воздуха, истекающего из отверстий сопловой поверхности отдельной секции (поперечный разрез), показана на фиг.2. Устройство содержит окомкователь 1, на котором происходит окомкование шихты с получением кондиционных влажных окатышей. Для транспортирования окатышей предназначена транспортерная лента 2. На транспортерной ленте формируется слой окатышей 3. Над слоем сырых окатышей установлен дутьевой воздушный короб 4, выполненный из отдельных секций 5, количество которых может быть от 3 до 10. Каждая секция снабжена сопловой поверхностью 6, эластичным шибером 7 и механизмом 8 для вертикального перемещения (см. фиг.2). Сопловая поверхность формирует горизонтальные струи 9 горячего воздуха. Устройство (см. фиг.1) содержит теплообменник 10 рекуперативного типа, воздуховод холодного воздуха 11 и воздуховод горячего воздуха 12, теплоизолированный горн 13. На своде горна 13 выполнен загрузочный узел 14 (см. фигуру 1), необходимый для загрузки сырых окатышей на транспортерную ленту. Для выдачи окатышей с транспортерной ленты на роликовый укладчик в торцевой стенке горна выполнено разгрузочное окно 15, снабженное герметичной заслонкой, как вариант - аэродинамическим уплотнителем (завесой). Для нагнетания воздуха через рекуперативный теплообменник и дутьевой короб предназначен вентилятор 16. Для отсасывания отработанного воздуха служит второй вентилятор 17. В процессе работы устройства между слоем 3 и сопловой поверхностью 6 формируется поток воздуха 18. Окончательную термообработку окатышей осуществляют на обжиговой конвейерной машине, которая на фигурах не показана. Нагрев воздуха в рекуперативном теплообменнике осуществляют теплоутилизацией отработанных горновых газов обжиговой машины.
Способ термообработки окатышей осуществляется следующим образом.
Влажная шихта комкуется на окомкователе 1 с получением кондиционных влажных окатышей. Транспортерная лента 2 расположена в рабочем пространстве теплоизолированного горна 13, который состоит из металлического кожуха и наружной теплоизоляции. Через загрузочный узел 14 горна 13 влажные окатыши укладываются на транспортерную ленту 2 слоем 3, поверхность которого выравнивается (фиг.2). Над слоем сырых окатышей установлен дутьевой короб 4, который выполнен из отдельных секций 5. Каждая секция снабжена сопловой поверхностью 6, эластичным шибером 7 и механизмом 8 для вертикального перемещения. С помощью механизма 8 сопловая поверхность первой секции устанавливается на расстоянии до слоя окатышей, равном 11 калибров. При диаметре сопел, равном 10 мм, оно составляет 110 мм. Сопловая поверхность каждой последующей секции с помощью своего механизма 8 устанавливается на расстоянии, уменьшенном на 0,1-0,2 калибра на каждый метр транспортерной ленты. Воздух подается вентилятором 16 через воздуховод холодного воздуха 11 в теплообменник 10, в котором нагревается до 300°C, и в нагретом состоянии через воздуховод горячего воздуха 12 поступает в дутьевой короб 4 и затем в вертикальные щелевые секции 5. Из секций 5 горячий воздух поступает к сопловым отверстиям и истекает из отверстий в слой в виде вертикальных струй 9 горячего воздуха. Глубина проникновения струй воздуха в слой зависит от расстояния между сопловой поверхностью и слоем. Первые секции короба по ходу движения слоя обеспечивают частичную сушку окатышей поверхностных горизонтов слоя. Промежуточные секции короба обеспечивают частичную сушку окатышей в середине слоя. Последние секции короба обеспечивают частичную сушку окатышей нижних горизонтов слоя. В результате продувки горячий воздух выходит из слоя окатышей и формирует поток 18, который движется в пространстве между слоем 3 и эластичными шиберами 7, формируя противоточный режим движения. Вертикальные струи воздуха 9 и горизонтальный поток воздуха 18 обеспечивают частичную сушку окатышей равномерно по всей высоте слоя. Отработанный воздух удаляется в атмосферу с помощью второго вентилятора 17. Выдачу окатышей с транспортерной ленты на роликовый укладчик осуществляют через разгрузочное окно 15, выполненное в торце горна и снабженное герметичной заслонкой. Окончательную термообработку окатышей осуществляют на обжиговой конвейерной машине, при работе которой образуются горновые газы, нагревающие воздух, поступающий в дутьевой короб и секции для частичной сушки окатышей на транспортерной ленте.
Пример
Отработку способа термообработки окатышей вели на слое влажных окатышей размером 600 (ширина) × 200 (длина) × 200 (высота) мм по технологической схеме, представленной на фигуре 2. Влажность окатышей перед термообработкой составляла 8,15%. В качестве сопловой поверхности дутьевого короба шириной 600 мм использовали металлическую поверхность, в которой были выполнены сопловые отверстия диаметром 0,010 м. Дутьевой короб был выполнен из одной секции, которая моделировала работу трех отдельных секций на первой серии экспериментов. К продольным ребрам секции были прикреплены шиберы, выполненные из стеклоткани, необходимые для экранирования потока воздуха и организации противоточного режима движения воздуха. Воздух нагревали в трубчатом теплообменнике с помощью электропечи. Температура воздуха, подаваемого через дутьевой короб, составляла 300°C. Режим продувки включал три стадии термообработки по количеству дутьевых секции. На первой стадии термообработки сопловая поверхность короба была установлена на расстоянии 11 калибров (0,11 м) от поверхности слоя окатышей, а длительность продувки составляла 20 с. На второй стадии расстояние от сопловой поверхности воздушного короба до слоя окатышей было уменьшено на 0,1-0,2 калибра на каждый метр транспортерной ленты. Учитывая, что на этой стадии при длительности продувки 20 с и скорости движения ленты на уровне 1 м/с длина транспортерной ленты будет составлять 20 м, то расстояние в экспериментах меняли от 7 калибров (0,07 м) до 9 калибров (0,09 м). На третьей стадии термообработки расстояние от сопловой поверхности воздушного короба до слоя окатышей было дополнительно уменьшено на 0,1-0,2 калибра на каждый метр транспортерной ленты и его меняли от 3 калибров (0,03 м) до 7 калибров (0,07 м), а длительность продувки составляла 20 с. Общая длительность продувки слоя окатышей составляла 60 с. Во второй стадии экспериментов воздушный короб моделировал работу десяти отдельных секций, для которых расстояние до слоя рассчитывали по вышеприведенной методике. После термообработки слоя окатышей струями горячего воздуха слой разбирали и у окатышей определяли влажность по высоте слоя. По средней влажности окатышей рассчитывали длительность общей сушки и производительность обжиговой машины. Результаты экспериментов представлены в таблице.
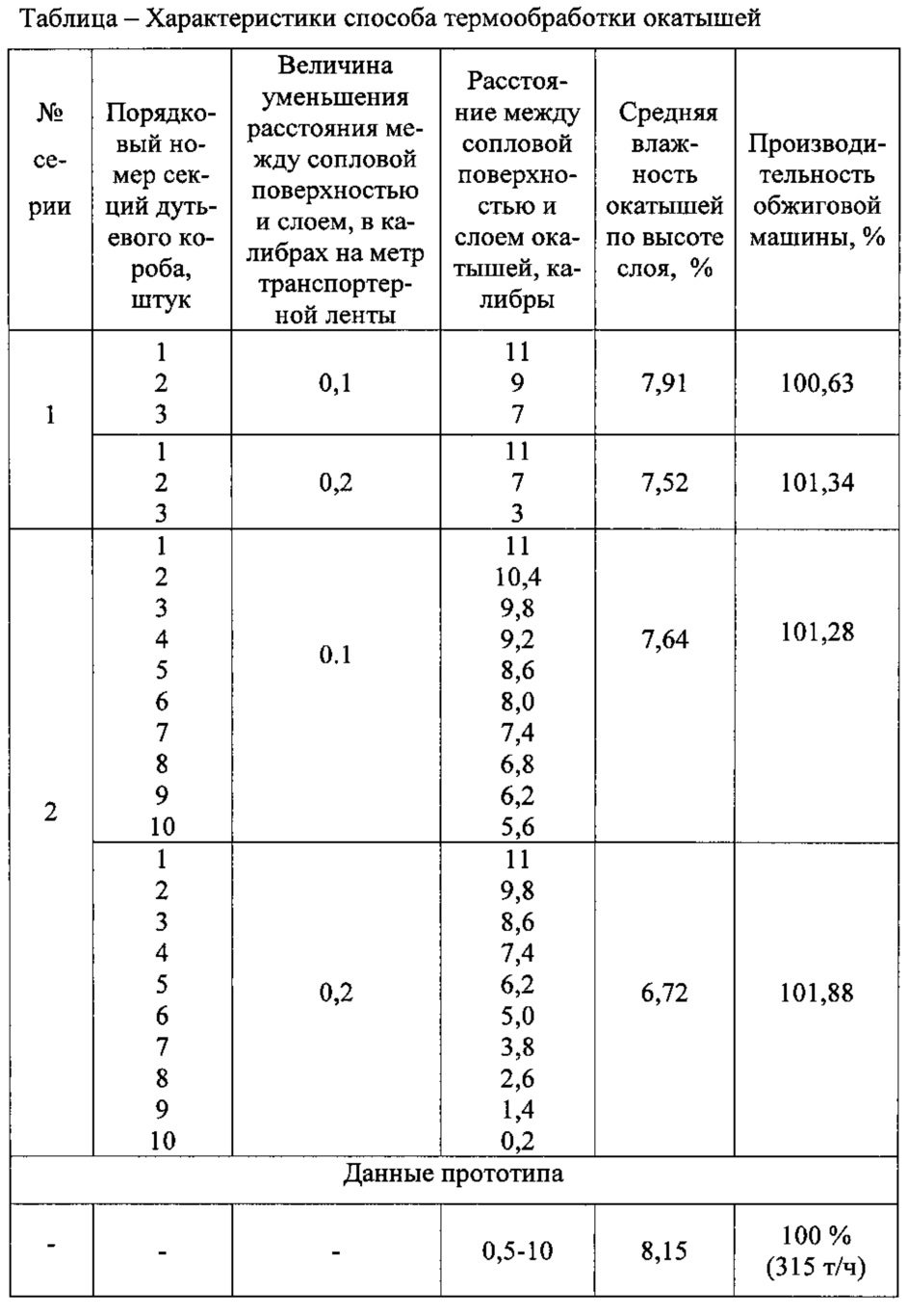
Как видно, в способе термообработки окатышей, основанном на продувке слоя окатышей струями нагретого воздуха через секции воздушного короба, установленного с возможностью перемещения в вертикальном направлении, причем в первой секции расстояние между сопловой поверхностью и слоем окатышей выбирают равным 11 калибров, а в последующих секциях это расстояние уменьшают на 0,1-0,2 калибра на каждый метр транспортерной ленты, достигнуто повышение эффективности влагоудаления по сечению слоя окатышей, что привело к снижению влажности окатышей в пределах 0,24-1,43% и повышению производительности обжиговой машины в интервале 0,55-1,65%.
Шихта порошковой проволоки
Способ получения окатышей
Уравновешенный кривошипно-ползунный механизм
Валковая дробилка
Система управления динамическими объектами управления с их идентификацией
Способ нанесения износостойких покрытий на основе диборида титана и никеля на стальные поверхности
Однорядный планетарный редуктор
Способ нанесения износостойких покрытий на основе диборида титана и молибдена на стальные поверхности
Самоустанавливающаяся четырёхсателлитная планетарная передача
Способ химического обогащения полиметаллических марганецсодержащих руд
Способ получения окатышей
Пятизвенный механизм с перекатывающимся рычагом
Способ обработки изделий из алюминия марки а85, работающих в условиях релаксации напряжений
Способ регистрации сигналов акустической эмиссии
Способ подготовки и отработки мощного пологого угольного пласта
Пространственный четырёхзвенный кривошипно-ползунный механизм
Упорный подшипник жидкостного трения (варианты)
Радиальный подшипник жидкостоного трения
Система регулирования объекта с рециклом
Пылеугольное топливо для доменной плавки

