Результат интеллектуальной деятельности: Способ подготовки заготовки к винтовой прокатке
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, а именно к подготовке заготовки к винтовой прокатке, и может быть использовано при производстве бесшовных труб с помощью станов винтовой прокатки с целью уменьшения торцевой утяжины.
Известен способ получения ступенчатых валов (№500866, СССР, опубликовано 30.01.1976). Способ обладает следующими недостатками: изобретение может быть использовано при поперечной прокатке, а не винтовой, используется двухэтапная схема прокатки.
Известен способ повышения качества прокатанных валов (№564911, СССР, опубликовано 15.07.1977). Недостатком способа является необходимость специального охлаждения.
Известен способ подготовки заготовки под прошивку и последующую раскатку в двухвалковом стане винтовой прокатки (RU 2533612 С2, опубликовано 20.11.2014). Недостатком способа является необходимость сверления заготовки и существенные ограничения по форме и размерам используемой заготовки.
Известен способ подготовки заготовки к винтовой прокатке путем обжатия торца заготовки (статья «МКЭ-моделирование и оптимизация нового способа обжатия непрерывнолитой заготовки», журнал Черные металлы, №11 (983), 2013 г., с. 26-30). Способ обладает следующими недостатками: не до конца определены оптимальные калибровки обжимных бойков, опытные прокатки проводились только для пластилиновых заготовок, выявлена необходимость использования смазки.
Известен способ получения деталей из прутка поперечно-клиновой прокаткой (BY 2564 С1, опубликовано 30.12.1998). Недостатком способа является необходимость применения большого количества дополнительного оборудования сложной конструкции.
Техническим результатом изобретения является улучшение качества торцевой поверхности получаемого винтовой прокаткой круглого в поперечном сечении изделия за счет уменьшения торцевой утяжины.
Технический результат достигается тем, что подкат подвергается резке.
При резке подкат вращается вокруг своей оси, при этом в контакт с заготовкой в двух точках, лежащих диаметрально противоположно на ее поверхности, входят ролики с режущей кромкой, ролики движутся поступательно навстречу друг другу, внедряясь в заготовку, при этом вследствие контакта с заготовкой ролики вращаются вокруг своей оси, при этом резка осуществляется дважды, сначала на расстоянии 15-20 мм от торца подката, а затем второй раз, при этом место для второй резки выбирается на расстоянии, равном длине заготовки под винтовую прокатку, считая от места первой резки.
После резки торцы приобретают форму конуса.
В ходе винтовой прокатки течение металла в поверхностных слоях заготовки гораздо более интенсивное, чем на оси заготовки. Если бы заготовка под прокатку имела ровные торцы, то получалась бы утяжина, которую необходимо отрезать, тем самым увеличивая расход металла. Однако наличие конусов на торцах заготовки позволит минимизировать эффект от разницы в интенсивности течения металла на поверхности и в осевой зоне и приведет к появлению утяжины значительно меньшего размера или позволит получить абсолютно ровные торцы вообще без утяжины.
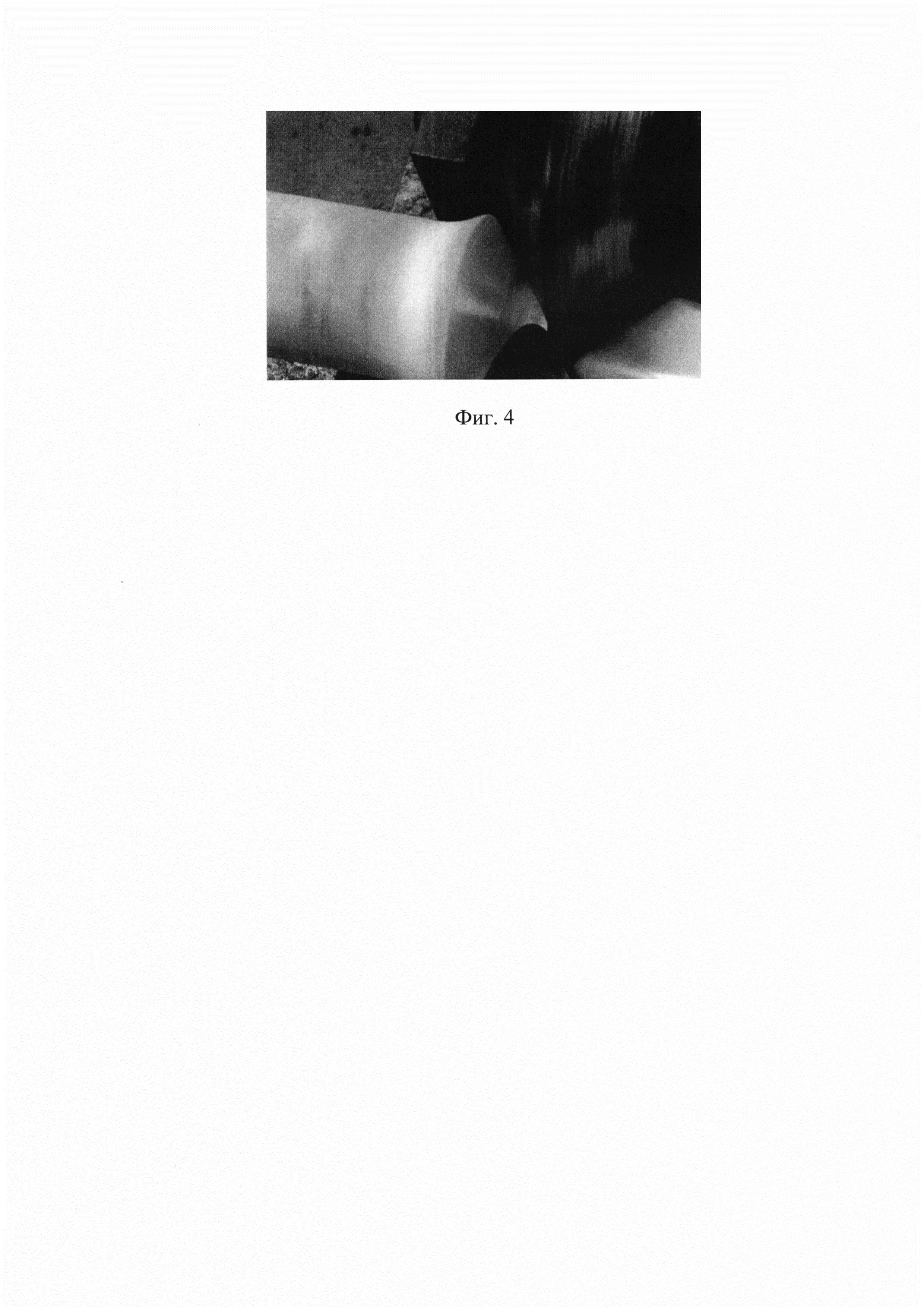
Изобретение поясняется чертежами, где на фиг. 1-4 показаны стадии процесса резки заготовки роликами. На фиг. 1 показано, как ролики сводятся в контакт с заготовокой, на фиг. 2 - начало резки за счет движения роликов навстречу друг другу. Фиг. 3 отображает середину процесса резки, фиг. 4 - окончание процесса резки.
Использование предлагаемой способа не требует изменения технологии винтовой прокатки и оборудования для ее реализации.
Использование изобретения обеспечит снижение расхода металла при производстве изделий винтовой прокаткой и повысит качество поверхности торца получаемых заготовок.
Примером использования предлагаемого способа являются эксперименты, проведенные на установке для резки роликами, кафедры ОМД НИТУ «МИСиС». Резке подвергались заготовки из титанового сплава ВТ6. Образцы имели круглое поперечное сечение диаметром 30 и 40 мм. Использовали ролики с углом режущей кромки в 50, 60, 70 и 80 градусов. Место резки подогревали до температуры 1050°C (фиг. 1-4). После резки заготовки с коническим торцом прокатывали в трехвалковом стане и сравнивали утяжины с утяжинами заготовок с плоским торцом, прокатанных в этом же трехвалковом стане. Установили, что утяжина при прокатке заготовки с коническим торцом меньше (фиг. 2).
Способ получения круглой в поперечном сечении заготовки для прокатки в стане винтовой прокатки, включающий отрезание заготовки необходимой длины от подката, отличающийся тем, что при отрезании подкат вращают вокруг своей оси, при этом в двух точках заготовки, расположенных диаметрально противоположно на ее поверхности, в контакт с заготовкой вводят ролики с режущей кромкой, которые перемещают поступательно навстречу друг другу и внедряют в заготовку с обеспечением вращения роликов вокруг своей оси за счет их контакта с заготовкой, при этом отрезание заготовки осуществляют дважды, сначала на расстоянии 15-20 мм от торца подката, а затем на расстоянии от места первой резки, равном длине заготовки под винтовую прокатку.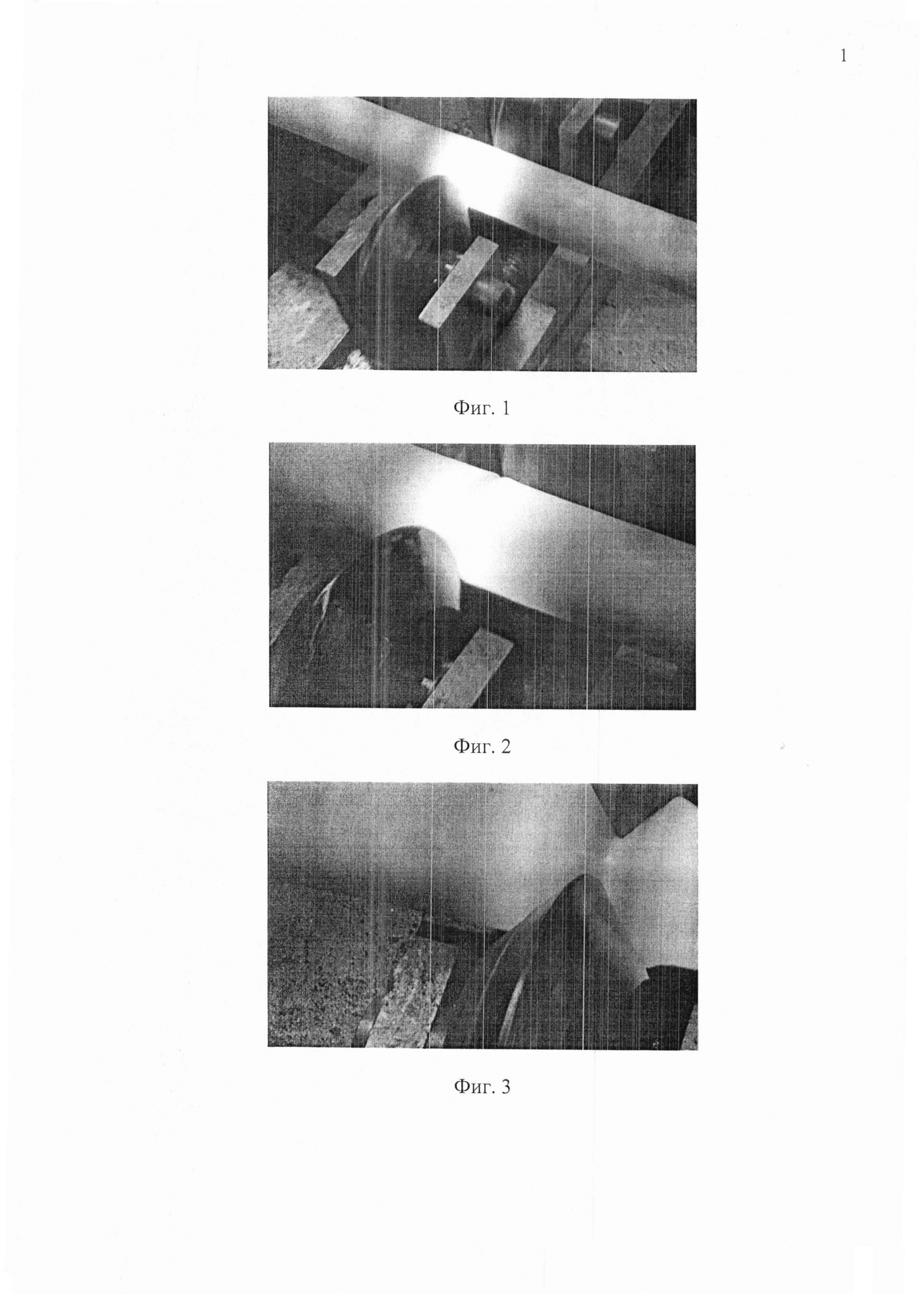
Способ выбора мест размещения углепородных отвалов
Конструкционная криогенная аустенитная высокопрочная коррозионно-стойкая свариваемая сталь и способ ее обработки
Способ получения системы для доставки противоопухолевого препарата в клетки опухоли
Порошковый сплав для изготовления объемных изделий методом селективного спекания
Способ получения высокотемпературных адсорбентов co
Способ двухлучевых термолинзовых измерений с одновременной регистрацией пропускания испытуемого образца
Способ подготовки газоносного угольного пласта к отработке
Способ получения окислителя для выщелачивания металлов из сульфидного минерального сырья
Преобразователь ионизирующих излучений с сетчатой объемной структурой и способ его изготовления
Способ получения препарата на основе магнитных наночастиц (мнч) оксида железа для мрт-диагностики новообразований
Способ определения площади контакта оправки и заготовки при винтовой прошивке
Способ раскатки трубных заготовок
Стан винтовой прокатки
Стан винтовой прокатки
Способ оценки длины волокна заготовки при плоском деформированном состоянии
Способ прогнозирования разрушения заготовок в процессе обработки металлов давлением

