Результат интеллектуальной деятельности: СПОСОБ РАСКИСЛЕНИЯ СТАЛИ ПРИ ЭЛЕКТРОШЛАКОВОМ ПЕРЕПЛАВЕ
Вид РИД
Изобретение
Изобретение относится к электрометаллургии и может быть использовано при электрошлаковой выплавке сплошных, полых и фасонных заготовок из высоколегированных сталей с низким содержанием кислорода, в частности роторов среднего и высокого давления, трубопроводов острого пара, изделий запорной и регулирующей арматуры для энергетического и газо-нефтехимического машиностроения и других.
Известен способ раскисления стали при электрошлаковом переплаве, включающий расплавление расходуемого электрода, замер активности кислорода в расплаве металла, расчет количества раскислителя и последующее раскисление металла и шлаковой ванны смесью марганца, кремния и алюминия.
(RU 2371491, С22В 9/18, опубликовано 27.10.2009).
Недостатком известного способа является то, что количество раскислителя, определенное расчетом с использовании активности кислорода в металле расплава, не обеспечивает достаточного снижения химической неоднородность слитка, а также загрязненности металла неметаллическими включениями, особенно при электрошлаковой выплавке фасонных отливок, представляющих собой сочетание вертикально расположенных осесимметричных фрагментов простого поперечного сечения (цилиндр, квадрат), в некоторых случаях имеющих боковые приливы.
Наиболее близким по достигаемому результату является способ раскисления при выплавке коррозионно-стойкой стали, включающий формирование расплава шлака и металла, замер парциального давления кислорода в шлаке, расчет количества раскислителя и последующую подачу раскислителя в шлак.
(SU 1677080, С21С 7/10, опубликовано 15.09.1991).
Недостатком известного способа является его ограниченная применимость - использование при выплавке металла на установке внепечного рафинирования и вакуумирования, отличительной особенностью которой является возможность продувки металла кислородом и аргоном с одновременным его вакуумированием. Эти особенности не позволяют применять его для процессов последовательного наплавления металла, например электрошлакового переплава. Кроме того, использование в качестве раскислителей алюминия или ферросилиция не позволяет получать заданные марочным составом низкие содержания кремния (<0,1%) и алюминия (<0,01%) в слитке при обеспечении оптимального парциального давления кислорода в шлаке  (10-6 Па) для высокохромистых сталей (8-14% хрома), позволяющего получать содержание кислорода в металле менее 40 ppm и, следовательно, снижать загрязненность металла неметаллическими включениями.
(10-6 Па) для высокохромистых сталей (8-14% хрома), позволяющего получать содержание кислорода в металле менее 40 ppm и, следовательно, снижать загрязненность металла неметаллическими включениями.
Целью изобретения и его техническим результатом является снижения содержания кислорода в сочетании с повышением химической однородности слитка и снижением загрязненности металла неметаллическими включениями.
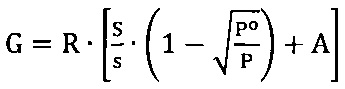
Технический результат достигается тем, что способ раскисления стали при электрошлаковом переплаве включает формирование металлического слитка в кристаллизаторе и расплава шлака, замеры парциального давления кислорода в шлаке, расчет количества раскислителя и подачу раскислителя в шлаковую ванну, при этом время между замерами парциального давления кислорода составляет 0,1-0,9 времени переплава, время подачи раскислителя составляет 0,005-0,04 времени переплава, а расчет количества раскислителя ведут при величине парциального давления кислорода в шлаке более 10-6 Па по формуле:
 , где
, где
G - необходимое количество раскислителя, вводимого в процессе переплава, на массу металла, наплавляемого между замерами парциального давления кислорода, кг/т;
R=0,5-1,5 – коэффициент, учитывающий расход раскислителя в начальный период переплава и/или перед измерением окисленности шлака, кг/т;
S/s - отношение площади поперечного сечения кристаллизатора к площади поперечного сечения расходуемого электрода в момент замера;
 Па - оптимальное парциальное давление кислорода в шлаке;
Па - оптимальное парциальное давление кислорода в шлаке;
p - измеренное парциальное давление кислорода в шлаке, Па;
А=0,5-1,5 - коэффициент, характеризующий степень усвоения раскислителя.
Технический результат также достигается тем, что в качестве раскислителя используют смесь, состоящую из феррокальция ФК 40, алюминиевого порошка АПЖ и ферросилиция ФС 65 в соотношении 5:1:1.
Изобретение может быть проиллюстрировано следующим примером.
Электрошлаковую выплавку полых слитков проводили в укороченном подвижном кристаллизаторе с установленным на нем дорном, формирующим внутреннюю поверхность слитка.
Переплавляли расходуемые электроды диаметром 38 мм из высоколегированной хромистые стали 10Х9МФБ в заготовки массой ~300 кг.
Переплав осуществляли на жидком старте: для начала процесса выплавки полой заготовки в кристаллизатор заливали предварительно расплавленный флюс для формирования шлаковой ванны.
Расчетное время переплава составило 1,25 часа.
Для раскисления расплава использовали смесь раскислителей, состоящую из феррокальция ФК 40, алюминиевого порошка АПЖ и ферросилиция ФС 65 в соотношении 5:1:1. Использованное соотношение раскислителей в смеси является оптимальным и делает возможным осуществить одновременно процессы раскисления стали и управления содержанием (ограничения максимального содержания) кремния и алюминия.
Расход раскислителя в начальный период переплава составил 0,8 кг/т.
Через 7,5 мин после начала переплава, что составило 0,1 времени переплава, известным методом (с применением электрохимических ячеек твердых электролитов на основе метода э.д.с.) провели замер парциального давления кислорода p в шлаке, которое составило 5,6⋅10-6 Па. Поскольку измеренное парциальное давление кислорода p оказалось больше оптимального парциального давления кислорода в шлаке (10-6 Па), то для определения величины необходимого количества раскислителя, вводимого в процессе переплава, на массу металла, наплавляемого между замерами парциального давления кислорода G (кг/т), использовали формулу:
 , где
, где
R=0,5-1,5 - коэффициент, учитывающий расход раскислителя в начальный период переплава и/или перед измерением парциального давления кислорода в шлаке, кг/т;
S/s - отношение площади поперечного сечения кристаллизатора к площади поперечного сечения расходуемого электрода в момент замера;
 Па - оптимальное парциальное давление кислорода в шлаке;
Па - оптимальное парциальное давление кислорода в шлаке;
p - измеренное парциальное давление кислорода в шлаке, Па;
А=0,5-1,5 - коэффициент, характеризующий степень усвоения раскислителя.
Для расчета величины G были использованы значения R=0,8 кг/т, Па, А=0,65. При этом отношение площади поперечного сечения кристаллизатора к площади поперечного сечения расходуемого электрода в момент замера S/s составило 2,55. По расчету G=1,7 кг/т.
С учетом средней весовой скорости наплавления металла (~4 кг/мин) рассчитанное количество смеси раскислителя 0,102 кг (масса выплавленного металла на момент замера составила 0,09 т) в течение 15 мин, что составило 0,2 времени переплава, равномерно подавали в шлаковую ванну.
Через 22,5 мин, что составило 0,3 времени переплава, известным методом провели замер парциального давления кислорода p в шлаке, которое составило 3,2⋅10-7 Па. Поскольку измеренное парциальное давление кислорода p оказалось менее оптимального парциального давления кислорода в шлаке (10-6 Па), то есть шлак более раскислен и существуют лучшие, чем при , условия для удаления кислорода из металла, то определение величины G не проводится и раскислитель в шлак не вводится.
Через 30 мин, что составило 0,4 времени переплава, известным методом провели замер парциального давления кислорода p в шлаке, которое составило 8,6⋅10-4 Па. Поскольку измеренное парциальное давление кислорода p оказалось более оптимального парциального давления кислорода в шлаке (10-6 Па), то величину G рассчитывали по формуле, указанной выше.
Для расчета величины G были использованы значения R=0,5 кг/т, Па, А=0,65, S/s=2,55. По расчету G=1,56 кг/т. Рассчитанное количество смеси раскислителя 0,094 кг (масса выплавленного металла на момент замера составила 0,12 т) в течение 15 мин, что составило 0,2 времени переплава, равномерно подавали в шлаковую ванну.
Через 45 мин, что составило 0,6 времени переплава, известным методом провели замер парциального давления кислорода p в шлаке, которое составило 2⋅10-6 Па. Поскольку измеренное парциальное давление кислорода p оказалось более оптимального парциального давления кислорода в шлаке (10-6 Па), то величину G рассчитывали по формуле, указанной выше.
Для расчета величины G были использованы значения R=0,5 кг/т, Па, А=0,65, S/s=2,55. По расчету G=0,7 кг/т. Рассчитанное количество смеси раскислителя 0,021 кг (масса выплавленного металла на момент замера составила 0,18 т) в течение 7,5 мин, что составило 0,1 времени переплава, равномерно подавали в шлаковую ванну.
В результате переплава с использованием способа раскисления по изобретению было, по сравнению с исходным содержанием в расходуемых электродах, снижено содержание кислорода в 2-2,5 раза, в сочетании с повышением химической однородности слитка и снижением загрязненности металла неметаллическими включениями.
Способ по изобретению может быть использован при выплавке сплошных, полых и фасонных заготовок методом электрошлакового переплава высоколегированных сталей ответственного назначениях, в том числе высокохромистых (8-14% хрома), наноструктурированных для производства корпусов и внутрикорпусных устройств запорной и регулирующей арматуры, в том числе для нефтегазовых месторождений, а также роторов высокого и среднего давления для турбин ССКП, комплектов трубопроводов острого пара ТЭС и АЭС.
Сталь
Сталь
Способ раскисления стали при электрошлаковом переплаве
Жаропрочный сплав на основе никеля для литья деталей горячего тракта газотурбинных установок, имеющих равноосную структуру
Флюс для электрошлаковой выплавки сплошных и полых слитков из борсодержащих сталей
Жаропрочный сплав на основе никеля для литья с равноосной структурой интегральных колес и рабочих лопаток
Мартенситная сталь для криогенной техники
Сварочная проволока для сварки разнородных сталей
Электрод для ручной дуговой сварки высоколегированных и разнородных сталей
Способ электрошлаковой выплавки заготовки корпуса запорной арматуры пара
Сталь
Способ раскисления стали при электрошлаковом переплаве
Жаропрочный сплав на основе никеля для литья деталей горячего тракта газотурбинных установок, имеющих равноосную структуру
Флюс для электрошлаковой выплавки сплошных и полых слитков из борсодержащих сталей
Жаропрочный сплав на основе никеля для литья с равноосной структурой интегральных колес и рабочих лопаток
Мартенситная сталь для криогенной техники
Сварочная проволока для сварки разнородных сталей
Электрод для ручной дуговой сварки высоколегированных и разнородных сталей
Способ электрошлаковой выплавки заготовки корпуса запорной арматуры пара
Способ получения мелкодисперсного порошка титана

