СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА С ПОМОЩЬЮ АДДИТИВНЫХ ТЕХНОЛОГИЙ
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
[0001] Изобретение относится к способу и устройству для производства трехмерных деталей с помощью аддитивных технологий.
Описание области техники
[0002] Изготовление произвольных форм или производство с помощью аддитивных технологий является способом формирования трехмерных деталей с помощью последовательного сплавления выбранных частей из порошковых слоев, нанесенных на рабочий стол. Способ и устройство в соответствии с этой технологией раскрыты в патенте США 2009/0152771.
[0003] Такое устройство может содержать рабочий стол, формированию на котором подлежит указанная трехмерная деталь, распределительное устройство для порошка, выполненное с возможностью наложения тонкого слоя порошка на рабочий стол для формирования сформированного порошкового слоя, лучевую пушку для доставки энергии на указанный порошок, посредством чего происходит сплавление указанного порошка, элементы управления испусканием луча лучевой пушкой на указанный сформированный порошковый слой для формирования поперечного сечения указанной трехмерной детали с помощью сплавления частей указанного сформированного порошкового слоя и управляющий компьютер, в котором хранят информацию, относящуюся к последовательным поперечным сечениям указанной трехмерной детали. Трехмерную деталь формируют с помощью последовательного сплавления последовательно сформированных поперечных сечений из порошковых слоев, последовательно наложенных посредством распределительного устройства для порошка.
[0004] Таким образом, существует потребность в технологиях аддитивного производства, которые выполнены с возможностью построения все больших трехмерных деталей. Увеличение объема строительства также требует более высокой мощности пучка источника пучка и/или более высоких углов отклонения этого источника пучка, что может приводить к затруднению процесса при сохранении равного качества пятна пучка по всей области построения.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0005] Цель изобретения состоит в обеспечении способов и устройств, которые обеспечивают возможность больших объемов строительства трехмерных деталей, произведенных с помощью изготовления произвольных форм и аддитивных технологий, не жертвуя качеством энергетического пятна пучка.
[0006] В соответствии с первым аспектом изобретения предложен способ формирования трехмерной детали с помощью последовательного сплавления частей сформированного порошкового слоя, при этом указанные части соответствуют последовательным поперечным сечениям указанной трехмерной детали. Указанный способ включает следующие этапы: обеспечение модели указанной трехмерной детали, обеспечение первого порошкового слоя на рабочем столе, направление первого энергетического пучка от первого источника энергетического пучка на рабочий стол, вызывающее сплавление первого порошкового слоя в первых выбранных местоположениях в соответствии с указанной моделью для формирования первой части первого поперечного сечения указанной трехмерной детали, направление второго энергетического пучка от второго источника энергетического пучка на рабочий стол, вызывающее сплавление первого порошкового слоя во вторых выбранных местоположениях в соответствии с указанной моделью для формирования второй части первого поперечного сечения указанной трехмерной детали, причем первые и вторые местоположения первого порошкового слоя по меньшей мере частично перекрывают друг друга в перекрывающейся зоне.
[0007] Примерное преимущество различных вариантов осуществления изобретения состоит в том, что небольшое отклонение регулировки положения пучка пушки может не влиять на общее качество трехмерной детали, поскольку два пучка по меньшей мере частично перекрывают друг друга. Другое преимущество изобретения может быть в том, что можно использовать большие углы отклонения пучка, не жертвуя размером пятна пучка и формой пучка.
[0008] В соответствии с одним примерным вариантом осуществления изобретения первые и вторые местоположения первого порошкового слоя, которые по меньшей мере частично перекрывают друг друга, одновременно сплавляют посредством первого и второго энергетических пучков от первого и второго источников энергетического пучка соответственно.
[0009] Другое неограничивающее преимущество этого варианта осуществления состоит в том, что оно является относительно эффективным относительно времени, поскольку оба пучка используют в одно и то же время.
[0010] В соответствии с еще одним примерным вариантом осуществления изобретения первую перекрывающуюся зону одновременно расплавляют посредством первого и второго энергетических пучков от первого и второго источников энергетического пучка соответственно.
[0011] Еще одно неограничивающее преимущество этого варианта осуществления состоит в том, что первый и второй пучки одновременно присутствуют в перекрывающейся зоне, что может давать некоторую дополнительную гибкость относительно передачи тепла, размерного управления и управления микроструктурой в этой перекрывающейся зоне.
[0012] В соответствии с еще одним примерным вариантом осуществления изобретения пятно первого энергетического пучка по меньшей мере частично перекрывается с пятном второго энергетического пучка во время по меньшей мере одного случая сплавления указанного по меньшей мере частичного перекрывания первых и вторых местоположений.
[0013] Благодаря обеспечению возможности по меньшей мере частичного перекрытия энергетических пучков существует преимущество, состоящее в том, что такая стратегия плавки не имеет ограничений, как было бы в случае, если бы эти пучки никогда бы не могли перекрывать друг друга.
[0014] В соответствии с другим примерным вариантом осуществления изобретения пятно первого энергетического пучка и пятно второго энергетического пучка по меньшей мере частично перекрывают друг друга на указанном сформированном порошковом слое во время отклонения первого и второго энергетических пучков вдоль полной длины (L) указанной перекрывающейся зоны.
[0015] Преимущество этого примерного варианта осуществления состоит в том, что указанной микроструктурой могут управлять изнутри перекрывающейся зоны и поддерживать равной микроструктуре снаружи этой перекрывающейся зоны или по меньшей мере очень похожей на нее. Другое преимущество состоит в том, что перекрытие одного луча другим может быть продлено и зависеть от ширины зоны перекрытия, что устраняет или по меньшей мере снижает дефекты из-за изменений положения пятна пучка в системе.
[0016] В соответствии с еще одним примерным вариантом осуществления первые и вторые местоположения первого порошкового слоя, которые по меньшей мере частично перекрывают друг друга, сначала сплавляют посредством первого энергетического пучка от первого источника энергетического пучка, а после завершения сплавления посредством первого энергетического пучка второй энергетический пучок от второго источника энергетического пучка сплавляет первые и вторые местоположения, которые по меньшей мере частично перекрывают друг друга.
[0017] Этот вариант осуществления может быть преимущественным в тех случаях, когда повторная плавка конкретной области может уменьшать дефекты из порошковых дефектов. Он также может быть преимущественным, если хотят изменить микроструктуру в перекрывающейся зоне по сравнению с неперекрывающейся зоной.
[0018] В соответствии с еще одним примерным вариантом осуществления изобретения сумма мощностей первого и второго пучков в указанном перекрытии поддерживают на заранее определенном значении, которое может изменяться от постоянного значения вдоль длины (L) перекрывающейся зоны.
[0019] Этот вариант осуществления имеет такое преимущество, что обеспечивает, что процесс плавки внутри и снаружи перекрывающейся зоны настолько схож, насколько это возможно.
[0020] В соответствии с еще одним примерным вариантом осуществления указанное постоянное значение может быть равно сплавляющей мощности первого и/или второго пучка вне указанного перекрытия.
[0021] В соответствии с еще одним примерным вариантом осуществления мощность первого пучка линейно изменяется от 100% до 0%, начиная от первого конца перекрывающейся зоны и заканчивая на втором конце этой перекрывающейся зоны, а также одновременно линейно изменяется мощность второго пучка от 0% до 100%, начиная от первого конца перекрывающейся зоны и заканчивая на втором конце этой перекрывающейся зоны.
[0022] Преимущество этого варианта осуществления состоит в том, что можно очень плавно выполнять переход от одного пучка к другому.
[0023] Другой примерный вариант осуществления может дополнительно включать следующие этапы: обеспечение второго порошкового слоя поверх частично сплавленного первого порошкового слоя, направление первого энергетического пучка от первого источника энергетического пучка на рабочий стол, вызывающее сплавление второго порошкового слоя в третьих выбранных местоположениях в соответствии с указанной моделью для формирования первой части второго поперечного сечения указанной трехмерной детали, направление второго энергетического пучка от второго источника энергетического пучка на рабочий стол, вызывающее сплавление второго порошкового слоя в четвертых выбранных местоположениях в соответствии с указанной моделью для формирования второй части второго поперечного сечения указанной трехмерной детали, причем третьи и четвертые выбранные местоположения второго порошкового слоя по меньшей мере частично перекрывают друг друга, где по меньшей мере частичное перекрытие третьих и четвертых местоположений смещены в сторону по отношению к указанному по меньшей мере частичному перекрытию первых и вторых местоположений.
[0024] Неограничивающее преимущество этого варианта осуществления состоит в том, что любое несходство в перекрывающейся зоне по отношению к неперекрывающейся зоне не увеличивается прямо, поскольку перекрывающаяся зона смещена по положению от одного слоя к другому.
[0025] В соответствии с еще одним примерным вариантом осуществления изобретения ширина перекрывающегося участка в первом и втором слоях равна.
[0026] В соответствии с еще одним примерным вариантом осуществления расстояние смещения в сторону для третьих и четвертых по меньшей мере частично перекрывающихся местоположений выбирают такой величины, которая приводит к не перекрытию третьих и четвертых по меньшей мере частично перекрывающихся местоположений и по меньшей мере частично перекрывающихся первых и вторых местоположений.
[0027] Преимущество этого варианта осуществления состоит в том, что любой дефект на перекрывающемся участке первого слоя не присутствует поверх каких-либо дефектов в перекрывающейся зоне смежного слоя.
[0028] В соответствии с еще одним примерным вариантом осуществления расстояние смещения в сторону для третьих и четвертых по меньшей мере частично перекрывающихся местоположений выбирают такой величины, которая приводит к перекрытию третьих и четвертых по меньшей мере частично перекрывающихся местоположений и по меньшей мере частично перекрывающихся первых и вторых местоположений.
[0029] Примерное преимущество этого варианта осуществления состоит в том, что перекрывающаяся зона влияет на ограниченную область указанной трехмерной части.
[0030] В соответствии с еще одним примерным вариантом осуществления первый энергетический пучок и второй энергетический пучок могут являться лазерными пучками или электронными пучками. В соответствии с еще одним примерным вариантом осуществления первый энергетический пучок может являться лазерным пучком, а второй энергетический пучок может являться электронным пучком.
[0031] Неограничивающее преимущество этого варианта осуществления состоит в том, что для плавки и/или нагрева одинаковой области конкретного слоя трехмерной детали могут использовать различные источники энергетического пучка. Например, для нагрева более подходящим может быть лазер, а для плавки более подходящим может быть электронный пучок.
[0032] В соответствии с еще одним примерным вариантом осуществления расстояние смещения в сторону для третьих и четвертых по меньшей мере частично перекрывающихся местоположений случайным образом выбирают в пределах заранее определенного диапазона.
[0033] Примерное преимущество этого варианта осуществления состоит в том, что благодаря такому случайному выбору может быть устранен любой повторяющийся дефект.
[0034] В соответствии с другим аспектом изобретения предложено устройство для формирования трехмерной детали с помощью последовательного сплавления частей сформированного порошкового слоя, при этом указанные части соответствуют последовательным поперечным сечениям указанной трехмерной детали, а указанное устройство содержит компьютерную модель указанной трехмерной детали, первый источник энергетического пучка, обеспечивающий первый энергетический пучок на рабочий стол, вызывающий сплавление первого порошкового слоя в первых выбранных местоположениях в соответствии с указанной моделью для формирования первой части первого поперечного сечения указанной трехмерной детали, второй источник энергетического пучка, обеспечивающий второй энергетический пучок на рабочий стол, вызывающий сплавление первого порошкового слоя во вторых выбранных местоположениях в соответствии с указанной моделью для формирования второй части первого поперечного сечения указанной трехмерной детали, управляющий модуль для управления перекрытием первых выбранных местоположений и вторых выбранных местоположений и мощностью первого и второго энергетического пучков в указанном перекрытии.
[0035] С помощью такого устройства могут производить большие детали с управляемым качеством.
КРАТКОЕ ОПИСАНИЕ НЕСКОЛЬКИХ ВИДОВ ЧЕРТЕЖЕЙ
[0036] Ниже неограничивающим способом со ссылкой на сопутствующие чертежи будут дополнительно описаны различные варианты осуществления изобретения. Одинаковые ссылочные символы используют для указания на соответствующие аналогичные части на всем протяжении нескольких чертежей.
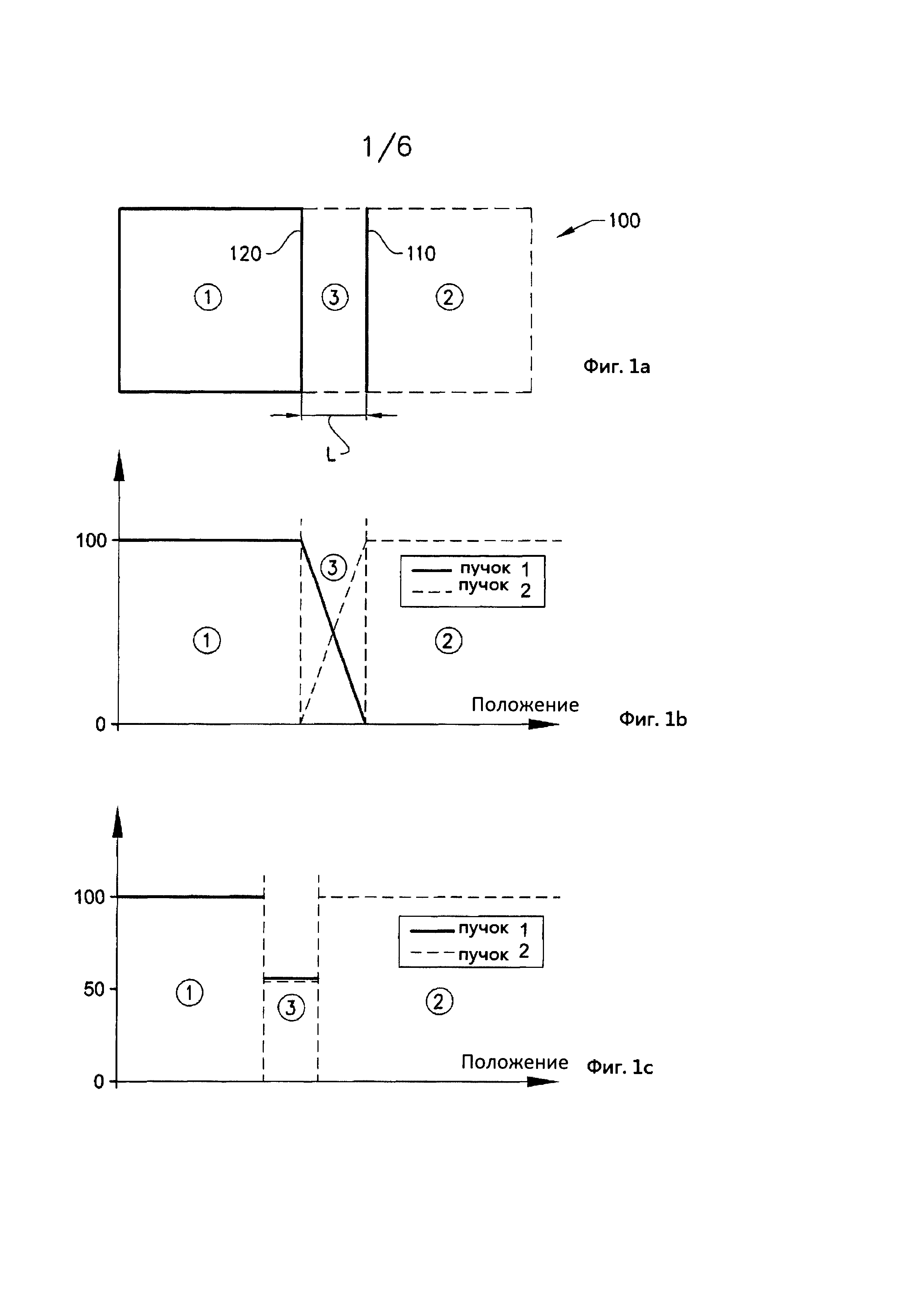
[0037] На фиг. 1А показано изображение вида сверху первого сплавленного порошкового слоя;
[0038] На фиг. 1В показан первый примерный вариант осуществления диаграммы зависимости мощности от положения для первого и второго пучков;
[0039] На фиг. 1С показан второй примерный вариант осуществления диаграммы зависимости мощности от положения для первого и второго пучков;
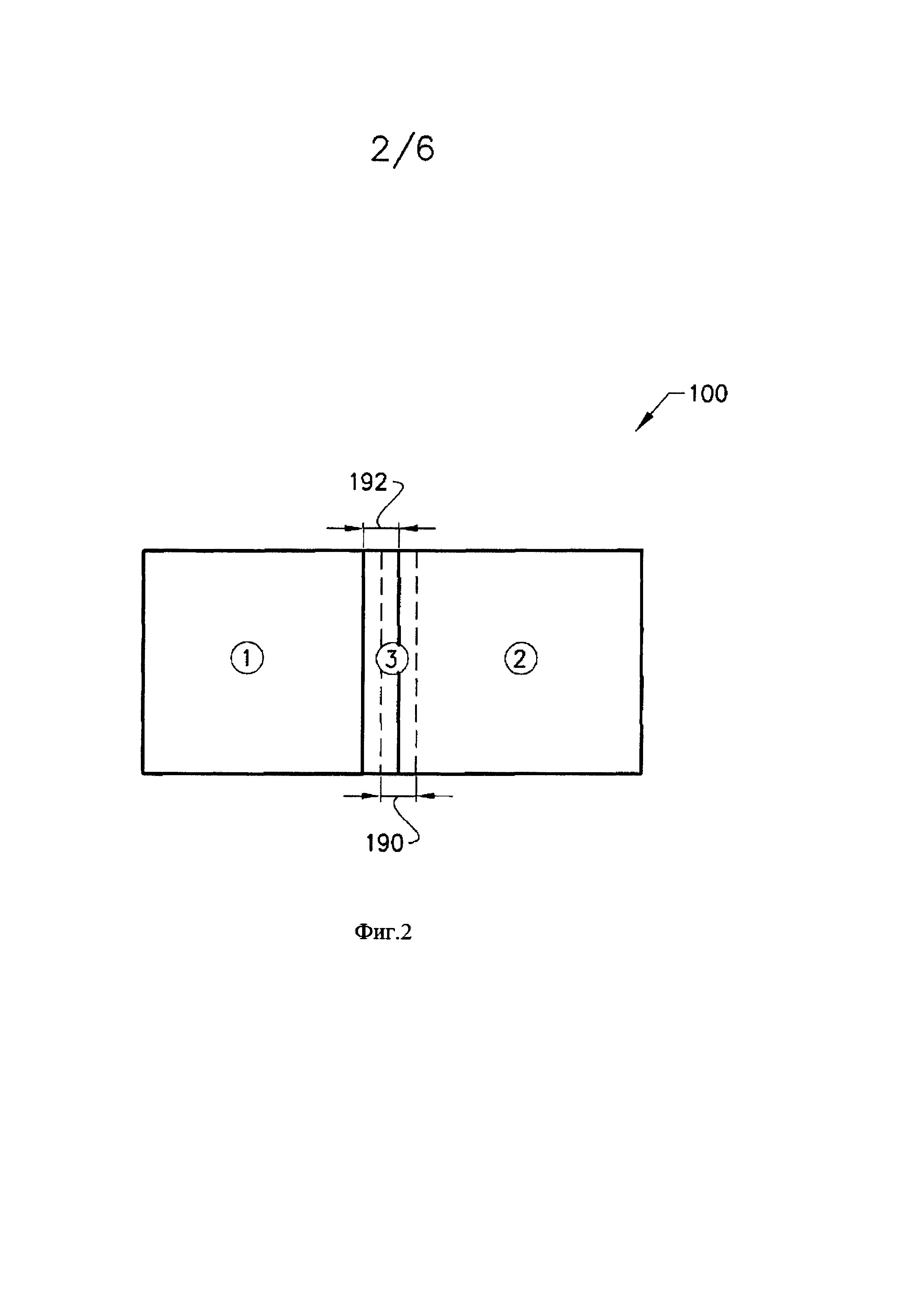
[0040] На фиг. 2 показан вид сверху второго примерного варианта осуществления в соответствии с изобретением первого и второго сплавленных порошковых слоев;
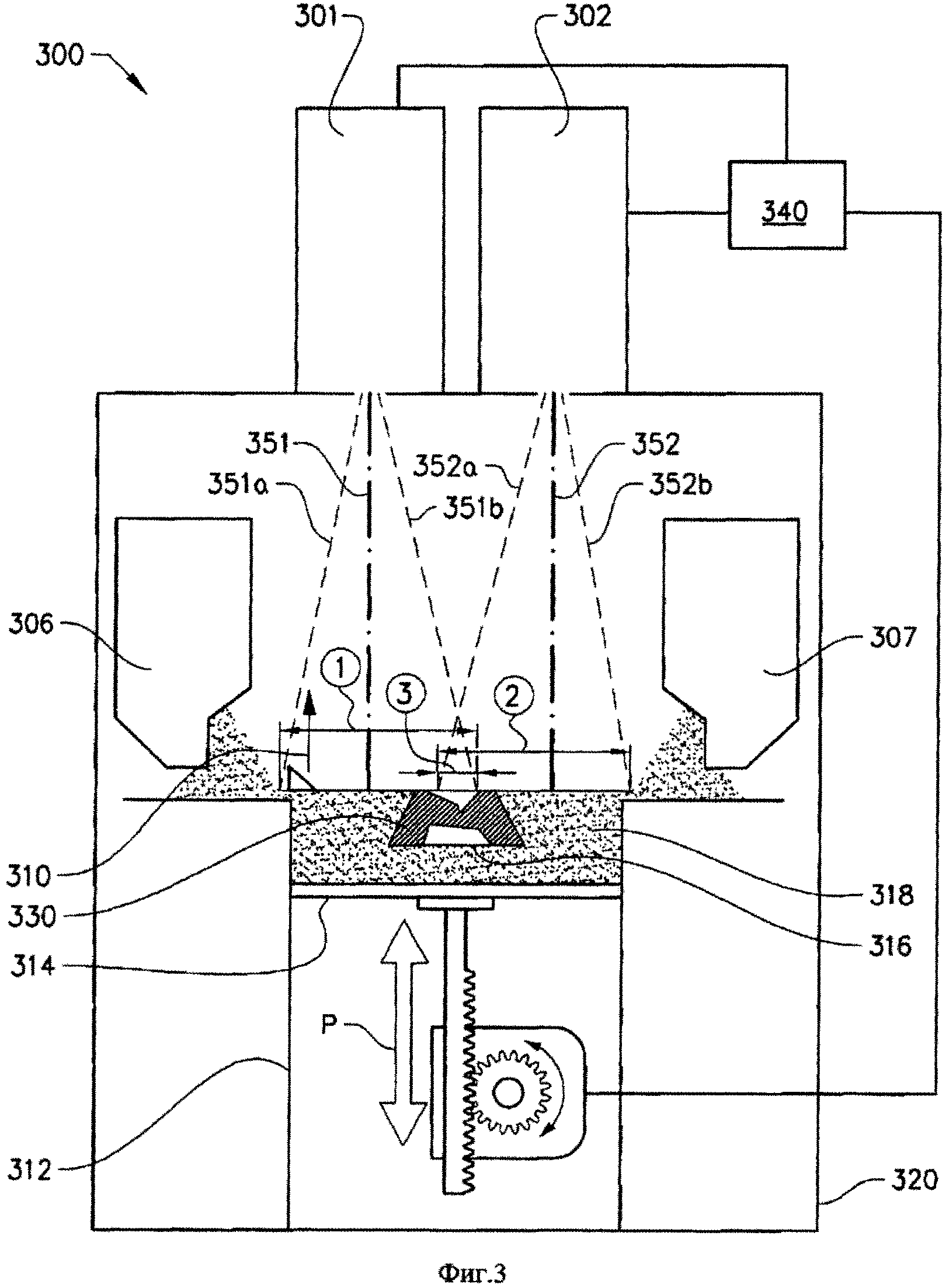
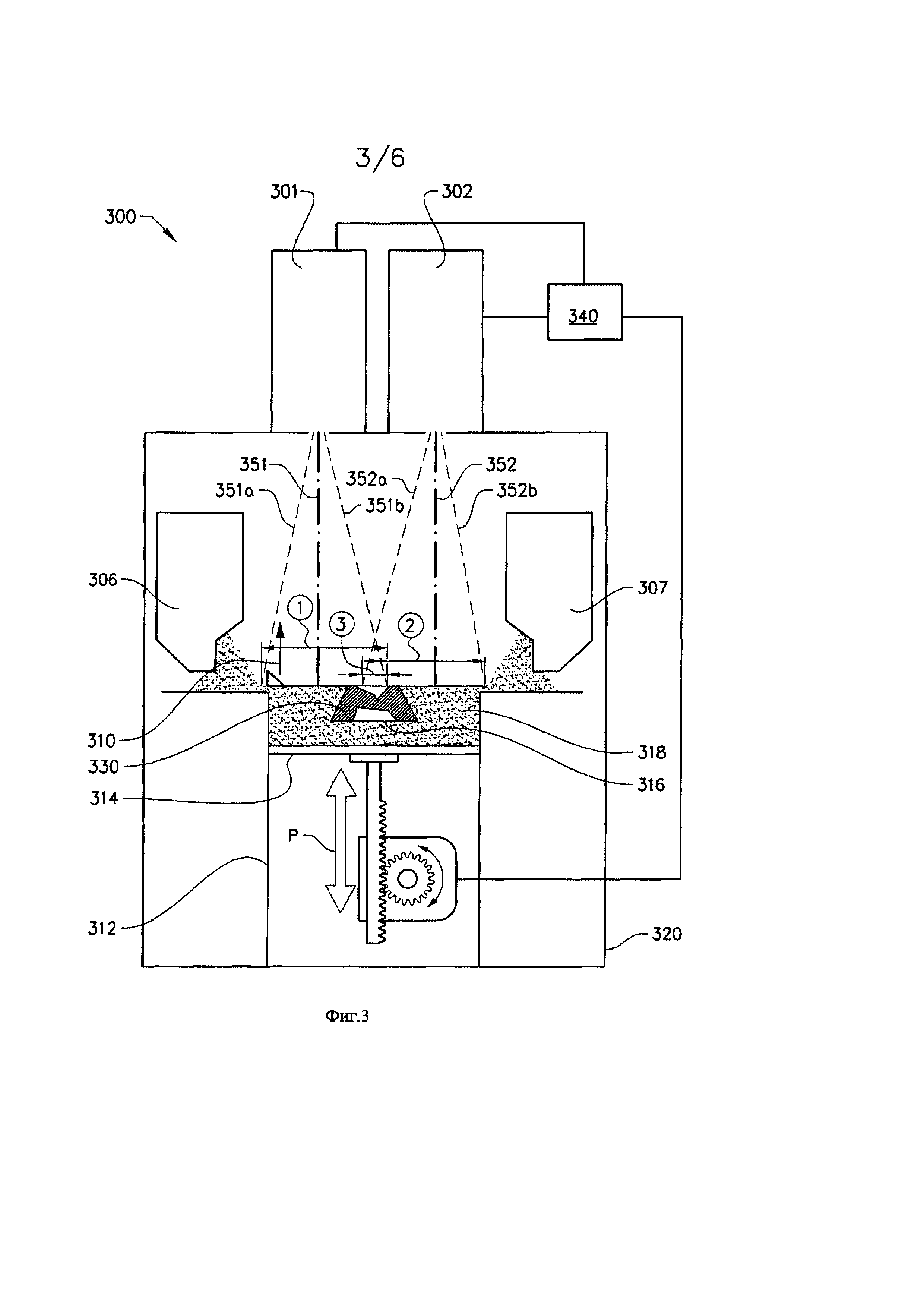
[0041] На фиг. 3 показано устройство в соответствии с вариантом осуществления изобретения;
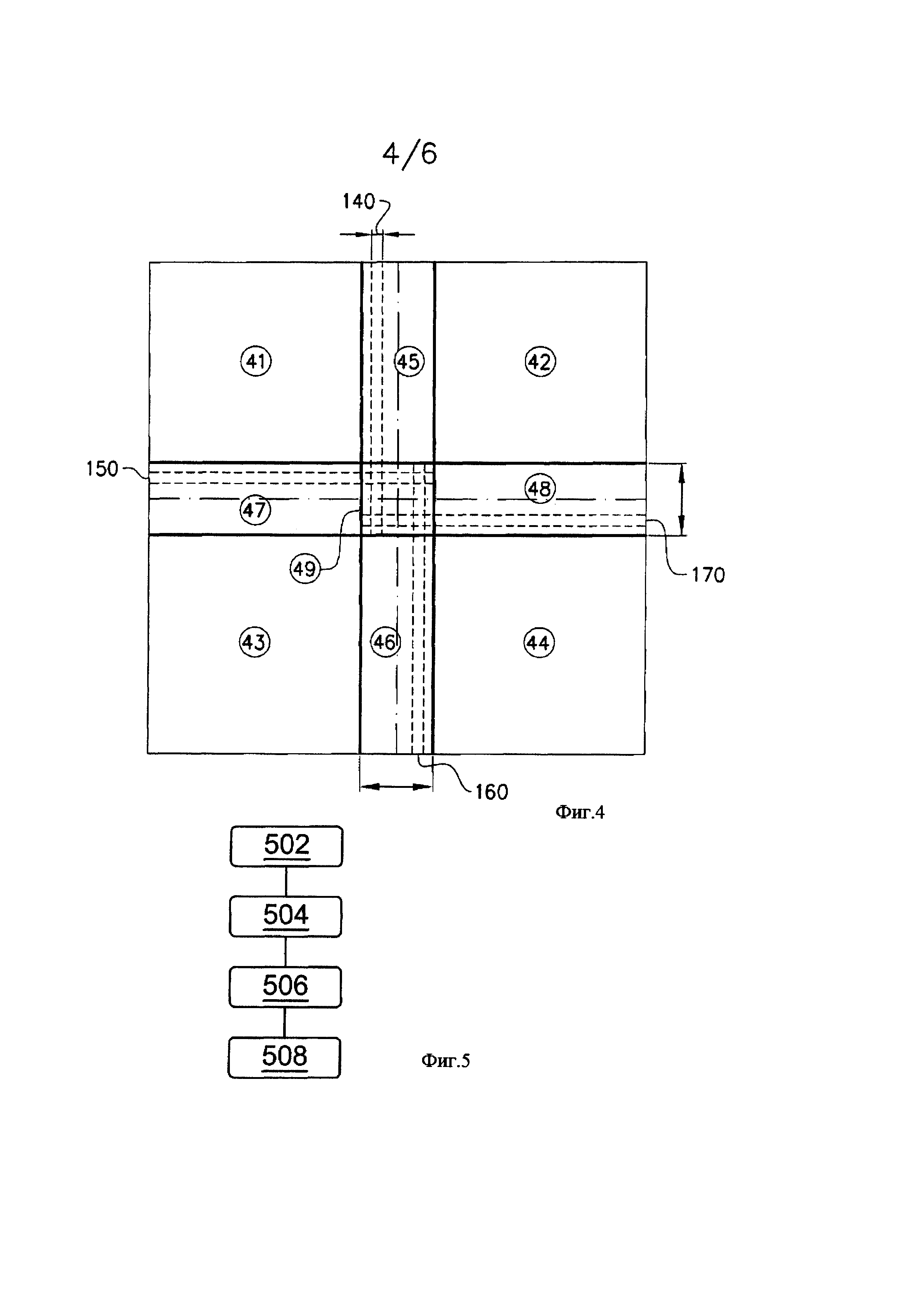
[0042] На фиг. 4 показано изображение вида сверху другого примерного варианта осуществления в соответствии с изобретением перекрывающихся участков;
[0043] На фиг. 5 показана блок-схема способа в соответствии с вариантом осуществления изобретения;
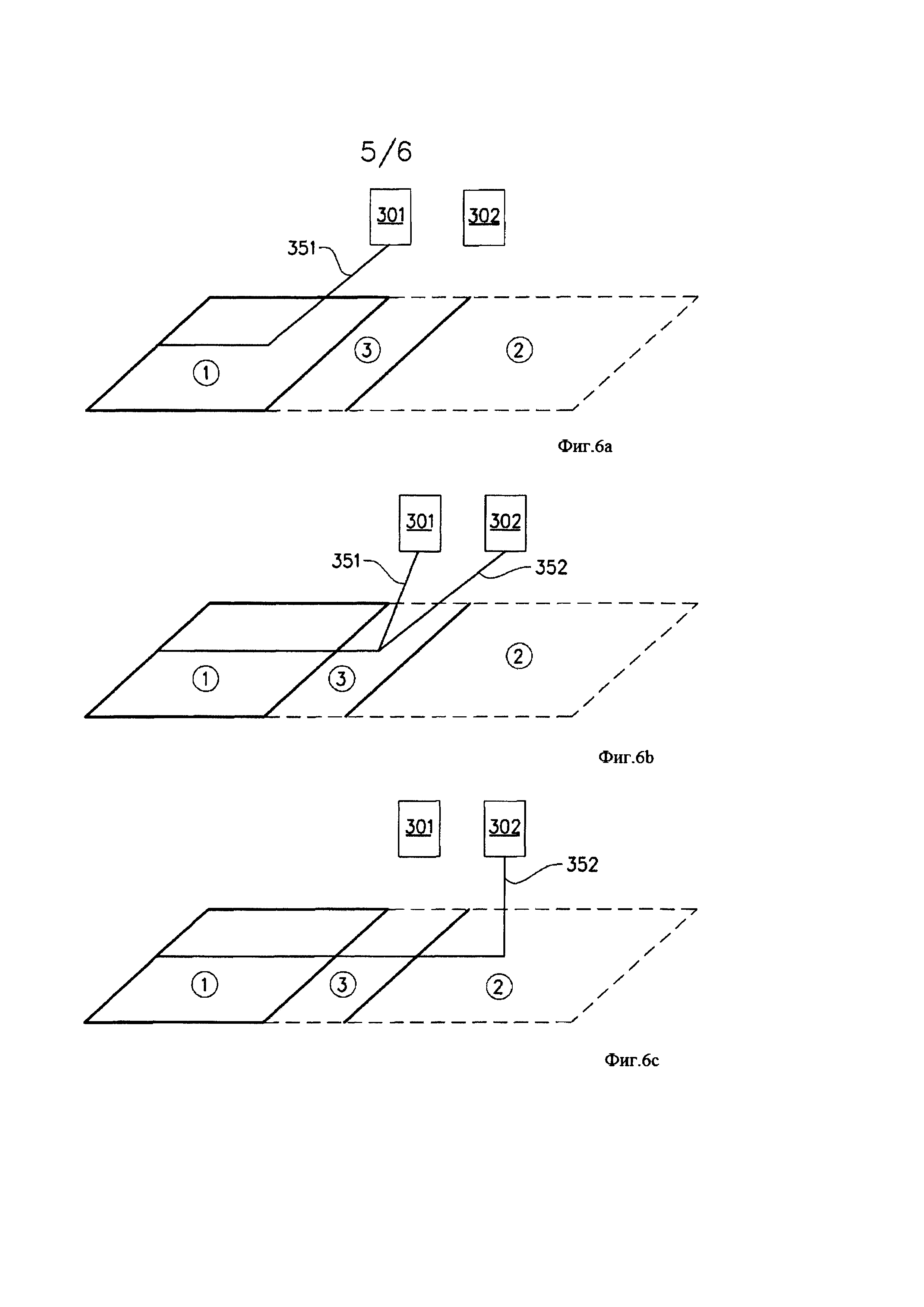
[0044] На фиг. 6А-С показано изображение перспективного вида примерного варианта осуществления изобретения с двумя источниками пучка и двумя выбранными местоположениями, которые частично перекрывают друг друга; и
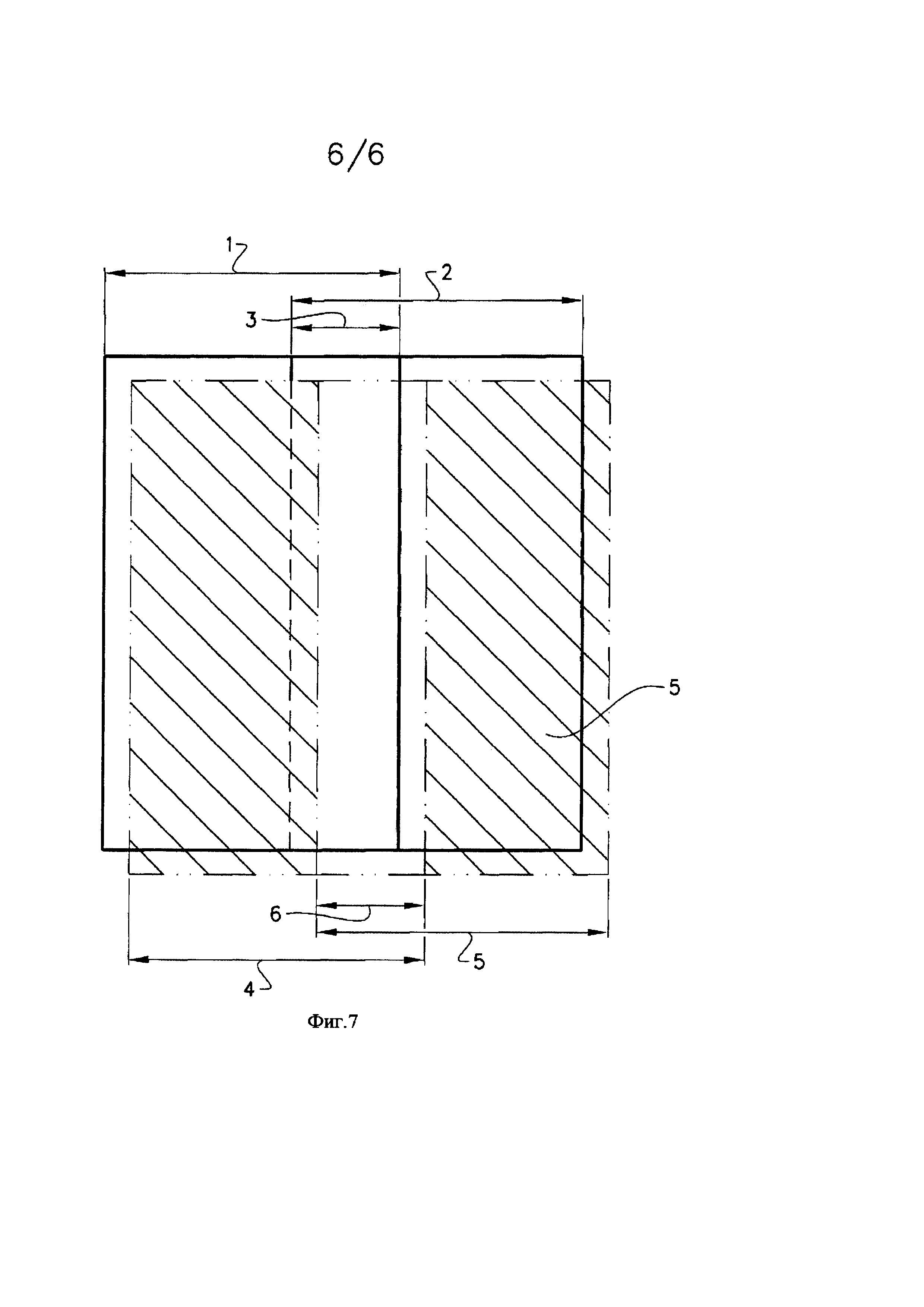
[0045] На фиг. 7 схематично показан вид сверху перекрывающихся зон двух смежных слоев и их положение относительно друг друга.
ПОДРОБНОЕ ОПИСАНИЕ РАЗЛИЧНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0046] Для облегчения понимания различных вариантов осуществления изобретения ниже описаны некоторые термины. Термины, определенные в настоящем документе, имеют такие значения, как обычно понимают обычные специалисты в области техники, относящейся к изобретению. Термины, такие как артикли "a", "an" и "the" не предназначены только для ссылки на объект в единственном числе, но включают общий класс, для которого конкретный пример может быть использован для иллюстрации. Терминологию настоящего документа используют для описания конкретных вариантов осуществления изобретения, но их использование не определяет границы изобретения, за исключением описанных в прилагаемой формуле изобретения.
[0047] Термины "трехмерные структуры" и тому подобное, использованные в настоящем документе, в целом относятся к предполагаемым или фактически изготовленным трехмерным конструкциям (например из конструкционного материала или материалов), которые предполагаются для использования для конкретной цели. Например, такие структуры и т.д. могут быть сконструированы с помощью трехмерных систем автоматического проектирования (САПР).
[0048] Термин "электронный пучок", использованный в настоящем документе в различных вариантах осуществления, относится к пучкам любых заряженных частиц. Источники пучка заряженных частиц могут содержать электронную пушку, линейный ускоритель и тому подобное.
[0049] На фиг. 3 показан примерный вариант осуществления устройства 300 для изготовления произвольных форм или производства с помощью аддитивных технологий в соответствии с изобретением. Устройство 300 содержит две электронные пушки 301, 302; два бункера 306, 307 для порошка; начальную пластину 316; строительный бак 312; распределитель 310 для порошка; строительную платформу 314; вакуумную камеру 320 и управляющий модуль 340. Для простоты на фиг. 3 раскрыты только два источника пучка. Разумеется, любое количество источников пучка могут использовать аналогичным образом, как два источника пучка, которые использованы для описания изобретения. Для специалистов в области техники при рассмотрении изобретательской идеи, как раскрыто в настоящем документе, для использования только двух источников пучка, очевидно применение этой идеи для любого конкретного количества, которое могло бы подходить к его или ее цели.
[0050] Вакуумная камера 320 выполнена с возможностью поддержания вакуумной среды посредством вакуумной системы, которая может содержать турбомолекулярный насос, насос спирального типа, ионный насос и один или большее количество клапанов, которые хорошо известны специалистам в области техники и, следовательно, не нуждаются в дополнительном объяснении в этом контексте. Вакуумной системой управляют посредством управляющего модуля 340. В соответствии с другим вариантом осуществления в замыкаемой камере, снабженной атмосферным воздухом и атмосферным давлением, могут обеспечивать строительный бак. В соответствии с еще одним примерным вариантом осуществления указанная строительная камера может быть обеспечена на открытом воздухе.
[0051] Электронные пушки 301, 302 генерируют электронные пучки, которые используют для плавки или сплавления порошкового материала 318, обеспеченного на начальной пластине 316. По меньшей мере часть электронных пушек 301, 302 может быть обеспечена в вакуумной камере 320. Для управления и регулировки электронных пучков, испущенных пушками 301, 302 электронных пучков, могут использовать управляющий модуль 340. Первый источник 301 электронного пучка может испускать первый электронный пучок 351, а второй источник 302 электронного пучка может испускать второй электронный пучок 352. Первый электронный пучок 351 может отклоняться между по меньшей мере первым крайним положением 351а и по меньшей мере вторым крайним положением 35lb, задающими первую выбранную область 1. Второй электронный пучок 352 может отклоняться между по меньшей мере первым крайним положением 352а и по меньшей мере вторым крайним положением 352b, задающими вторую выбранную область 2. По меньшей мере одно из первого или второго крайних положений 351а, 351b первого электронного пучка 351 могут перекрывать одно из по меньшей мере первого или второго крайних положений 352а, 352b второго электронного пучка 352 и тем самым создавать перекрывающийся участок 3.
[0052] К управляющему модулю могут быть электрически присоединены по меньшей мере одна фокусирующая катушка (не показана), по меньшей мере одна отклоняющая катушка и источник питания для электронного пучка. В соответствии с примерным вариантом осуществления изобретения первый и второй источники пучка могут генерировать фокусируемый электронный пучок с ускоряющим напряжением около 60 кВ и с мощностью пучка в диапазоне 0-3 кВт. Давление в вакуумной камере может быть в диапазоне 10-3-10-6 мБар при построении трехмерной детали посредством сплавления порошкового слоя за слоем с помощью источников 301, 302 энергетического пучка.
[0053] Вместо плавки порошкового материала с помощью двух электронных пучков могут использовать два или большее количество лазерных пучков. Каждый лазерный пучок могут нормально отклонять посредством одного или большего количества перемещаемых зеркал, обеспеченных на пути этого лазерного пучка между источником лазерного пучка и рабочим столом, на котором расположен порошковый материал, который подлежит сплавлению посредством указанного лазерного пучка. Управляющий модуль 340 может управлять отклонением указанных зеркал таким образом, чтобы направлять лазерный пучок в заранее определенное положение на рабочем столе.
[0054] Бункеры 306, 307 для порошка содержат порошковый материал, подлежащий обеспечению на начальную пластину 316 в строительном баке 312. Порошковый материал может быть, например, чистыми металлами или металлическими сплавами, такими как титан, титановые сплавы, алюминий, алюминиевые сплавы, нержавеющая сталь, сплав Co-Cr-W и тому подобное. Вместо двух бункеров для порошка могут использовать один бункер для порошка. Для подачи порошка могут использовать другие конструкции и/или механизмы, например порошковый бак с регулируемым по высоте полом.
[0055] Распределитель 310 для порошка выполнен с возможностью накладывания тонкого слоя порошкового материала на начальную пластину 316. Во время рабочего цикла строительная платформа 314 будет последовательно понижаться по отношению к лучевой пушке после каждого добавленного слоя порошкового материала. Для того, чтобы сделать возможным такое перемещение, в соответствии с одним вариантом осуществления изобретения строительная платформа 314 выполнена с возможностью перемещения в вертикальном направлении, т.е. в направлении, указанном стрелкой Р. Это означает, что строительная платформа 314 начинает в исходном положении, в котором на начальную пластину 316 был наложен первый слой порошкового материала необходимой толщины. Первый слой порошкового материала может быть толще, чем другие нанесенные слои. Причина того, что процесс начинают с первым слоем, более толстым, чем остальные слои, состоит в том, что не хотят, чтобы первый слой был проплавлен насквозь на начальную пластину. Затем строительную платформу понижают в связи с накладыванием нового слоя порошкового материала для формирования нового поперечного сечения трехмерной детали. Средства для понижения строительной платформы 314 могут быть, например, сервомотором, оборудованным зубчатой передачей, регулировочными винтами и тому подобным.
[0056] На фиг. 5 показана блок-схема примерного варианта осуществления способа в соответствии с изобретением формирования трехмерной детали с помощью последовательного сплавления частей сформированного порошкового слоя, при этом указанные части соответствуют последовательным поперечным сечениям указанной трехмерной детали, а указанный способ включает первый этап 502 обеспечения модели указанной трехмерной детали. Указанная модель может быть компьютерной моделью, сгенерированной с помощью инструмента CAD (Computer Aided Design, автоматизированного проектирования).
[0057] На втором этапе 504 на начальную пластину 316 обеспечивают первый порошковый слой. Порошок могут равномерно распределять по рабочему столу в соответствии с несколькими способами. Один способ распределения порошка состоит в сборе материала, упавшего из бункера 306, 307, посредством скребковой системы. Скребок перемещают по строительному баку, тем самым распределяя порошок по начальной пластине. Расстояние между нижней частью скребка и верхней частою начальной пластины или предыдущим порошковым слоем определяет толщину порошка, распределенного по начальной пластине. Толщину порошкового слоя можно легко регулировать посредством регулировки высоты строительной платформы 314. Вместо того, чтобы начинать построение трехмерной детали на начальной пластине, указанную трехмерную деталь могут строить на строительной платформе 314, которая может быть перемещаемой. В соответствии с еще одним вариантом осуществления изобретения трехмерную деталь могут начинать строить на сформированном порошковом слое.
[0058] На третьем этапе 506 первый энергетический пучок направляют от первого источника энергетического пучка на начальную пластину 316 или строительную платформу 314, вызывая сплавление первого порошкового слоя в первых указанных местоположениях 1 в соответствии с указанной моделью для формирования первого поперечного сечения трехмерной детали 330. Первый энергетический пучок 351 может достигать заранее определенной области, которая зависит от максимального угла отклонения и расстояния от источника 301 энергетического пучка до рабочего стола. По этой причине первый энергетический пучок 351 может достигать только части общей строительной области, т.е. части первого поперечного сечения трехмерной детали 330.
[0059] Первый энергетический пучок 351 может быть электронным пучком или лазерным пучком. Пучок направляют на начальную пластину 316 посредством инструкций, выдаваемых управляющим модулем 340. В управляющем модуле 340 могут хранится инструкции того, как управлять источником 301, 302 пучка для каждого слоя трехмерной детали.
[0060] На четвертом этапе 508 второй энергетический пучок 352 направляют от второго источника 302 энергетического пучка на начальную пластину 316, вызывая сплавление первого порошкового слоя во вторых выбранных местоположениях 2 в соответствии с указанной моделью для формирования первого поперечного сечения трехмерной детали 330.
[0061] Как и в случае с первым энергетическим пучком 351 второй энергетический пучок 352 может также достигать заранее определенной области, которая зависит от максимального угла отклонения и расстояния от источника энергетического пучка до начальной пластины 316 или порошкового слоя, подлежащего сплавлению. По этой причине второй энергетический пучок 352 может достигать только части общей строительной области, т.е. части первого поперечного сечения трехмерной детали 330.
[0062] Первый и вторые выбранные местоположения 1, 2 первого порошкового слоя по меньшей мере частично перекрывают друг друга на перекрывающем участке 3. Первые выбранные местоположения 1 первого порошкового слоя сплавляют с помощью первого энергетического пучка 351, а вторые выбранные местоположения 2 первого порошкового слоя сплавляют с помощью второго энергетического пучка 352. Для обеспечения, что сплавление завершено на всем первом поперечном сечении трехмерной детали, первые выбранные местоположения 1 и вторые выбранные местоположения 2 по меньшей мере частично перекрывают друг друга. Это означает, что один и тот же участок (перекрывающийся участок) первого поперечного сечения трехмерной детали могут сплавлять дважды, один раз с помощью первого энергетического пучка, и один раз с помощью второго энергетического пучка. В соответствии с другим вариантом осуществления указанный перекрывающийся участок могут сплавлять одновременно с помощью первого и второго энергетических пучков 351, 352.
[0063] На фиг. 1А проиллюстрирован рабочий стол или начальная пластина или сформированный порошковый слой 100. Первый энергетический пучок может достигать первых выбранных местоположений, обозначенных посредством 1. Второй энергетический пучок может достигать вторых выбранных местоположений, обозначенных посредством 2. Первые и вторые выбранные местоположения могут перекрывать друг друга, задавая перекрывающуюся зону, обозначенную посредством 3. Длина перекрывающейся зоны обозначена посредством L. Первые выбранные местоположения 1 могут заканчиваться на первой линии 110, а вторые выбранные местоположения могут заканчиваться на второй линии 120. Вторая линия 120 обеспечена внутри первых выбранных местоположений 1, которые могут сплавлять с помощью первого энергетического пучка 351, а первая линия 110 обеспечена внутри вторых выбранных местоположений 2, которые могут сплавлять с помощью второго энергетического пучка 352.
[0064] В соответствии с примерным вариантом осуществления изобретения первые и вторые местоположения 1, 2 первого порошкового слоя, которые по меньшей мере частично перекрывают друг друга в перекрывающейся зоне 3, могут одновременно сплавлять посредством первого и второго энергетических пучков 351, 352 от первого и второго источников 201, 302 энергетического пучка соответственно.
[0065] Одновременное сплавление посредством первого и второго пучков 351, 352 в перекрывающейся зоне 3 могут выполнять различными способами.
[0066] Первый способ состоит в сплавлении или нагреве порошка с помощью первого пучка 351 в первом проходе в перекрывающейся зоне 3 одновременно с тем, как второй пучок 352 может сплавлять или нагревать порошок во втором проходе, который отделен от первого прохода. Первый проход, сплавленный посредством первого пучка, могут повторно сплавлять посредством второго пучка после того, как первый пучок покинул указанный проход, т.е. первый и второй пучки не одновременно находятся точно в том же самом положении в любое время.
[0067] Второй способ состоит в сплавлении или нагреве порошка с помощью первого и второго пучков таким образом, что первый и второй пучки 351, 352 по меньшей мере однажды находятся точно в одном и том же самом положении одновременно. На фиг. 1В проиллюстрирован один возможный способ управления первым и вторым пучками 351, 352, когда они собираются сплавлять точно одно и то же положение в перекрывающейся зоне 3. Сумму мощностей первого и второго пучков 351, 352 на участке, где они перекрывают друг друга, могут поддерживать на постоянном значении. Это означает, что в процессе сплавления не может быть добавлена какая-либо дополнительная мощность, а также не может быть никакой потери мощности, когда существуют два пучка, которые сплавляют порошок одновременно вместо одного пучка.
[0068] Мощность одного пучка на неперекрывающемся участке и мощность двух пучков на перекрывающемся участке могут быть равны. Управление мощностью пучка в любом положении может являться важным для управления микроструктурой законченной трехмерной детали. В соответствии с примерным вариантом осуществления, показанном на фиг. 1В, мощность показана постоянной на протяжении первой и второй областей. Разумеется, это является только упрощением реального случая. В реальном случае мощность пучка может изменяться от одного положения к другому для того, чтобы обеспечивать, что строительная температура и процесс сплавления происходят в соответствии с заранее определенным графиком. В таком случае может быть важным знать, что сумма первого и второго пучков будет суммироваться до требуемого значения, которое может быть определено до процесса плавления при моделировании.
[0069] На фиг. 1В и 6А-С проиллюстрирован примерный вариант осуществления, где для сплавления заранее определенной области используют два источника 301, 302 пучков. Первое выбранное местоположение 1 сплавляют с помощью первого пучка 351. Когда первый пучок достигает перекрывающейся зоны 3, второй пучок 352 одновременно начинает сплавлять перекрывающуюся зону 3 в том же положении, что и первый пучок 351 в перекрывающейся зоне 3. По мере того, как первый пучок 351 продолжает отклоняться в перекрывающуюся зону 3, его мощность снижается, тогда как мощность второго пучка 352 возрастает. Сумма первого и второго пучков 351, 352 в перекрывающейся зоне 3 может поддерживаться постоянной. Второе выбранное местоположение 2 сплавляют с помощью только второго пучка 352. Первый пучок был остановлен на первой линии 110.
[0070] Еще один примерный вариант осуществления в соответствии с изобретением показан на фиг. 1С. На фиг. 1С показано, что каждый из первого и второго пучков 351, 352 имеет половину требуемой мощности, т.е. 50% от требуемой мощности для первого пучка 351 и 50% от требуемой мощности для второго пучка 352. В соответствии с альтернативным вариантом осуществления эти чертежи могут быть разделены неравным образом, например, первый пучок может иметь 30% от требуемой мощности, а второй пучок может иметь 70% от требуемой мощности.
[0071] В электронной пушке качество пучка зависит от угла отклонения. При отсутствии угла отклонения или при низких углах требуемый размер пятна пучка является более или менее фактическим размером пятна пучка. По мере того, как угол отклонения увеличивается, размер пятна стремится увеличиться, и/или форма пятна стремится отклониться от круглой формы. Когда один из пучков имеет угол отклонения, который больше, чем заранее определенное значение, мощность пучка могут переключать от одного пучка на два пучка. Благодаря использованию двух пучков, каждый из которых имеет более низкую мощность, чем потребовалось бы, если использовали бы только один пучок для достижения требуемой мощности пучка, размер и форму пятна пучка могут поддерживать управляемыми, хотя угол отклонения относительно высок. Причина этого состоит в том, что пучок с более низкой мощностью имеет меньший размер пятна по сравнению с пучком с более высокой мощностью. Благодаря использованию двух пучков с низкой мощностью вместо пучка с высокой мощностью форма и размер объединенных пучков в положении, где по меньшей мере один из пучков имеет относительно высокий угол отклонения, могут не быть больше, чем заранее определенное значение или отклоняться от круглой формы более, чем на заранее определенное значение. В перекрывающейся зоне могут быть первый пучок от первого источника пучка с высоким углом отклонения и второй пучок от второго источника пучка с меньшим углом отклонения, чем первый пучок.
[0072] Благодаря использованию более чем одного источника энергетического пучка строительную температуру трехмерного построения могут более легко поддерживать по сравнению с тем, если бы использовали один источник пучка. Причина этого состоит в том, что два пучка могут быть в большем количестве местоположений одновременно, чем только один пучок. Увеличение количества источников пучка дополнительно облегчит управление строительной температурой. Благодаря использованию множества источников энергетических пучков первый источник энергетического пучка могут использовать для плавки порошкового материала, а второй источник энергетического пучка могут использовать для нагрева порошкового материала для того, чтобы поддерживать строительную температуру в пределах заранее определенного температурного диапазона.
[0073] После завершения первого слоя, т.е. сплавления порошкового материала для выполнения первого слоя трехмерной детали, на рабочем столе 316 обеспечивают второй порошковый слой. В соответствии с некоторыми вариантами осуществления второй порошковый слой могут распределять в соответствии с тем же способом, что и предыдущий слой. Однако в той же машине для производства с помощью аддитивных технологий могут существовать другие способы для распределения порошка на рабочий стол. Например, первый слой могут обеспечивать посредством первого распределителя для порошка, а второй слой могут обеспечивать посредством другого распределителя для порошка. Конструкция распределителя для порошка автоматически изменяется в соответствии с инструкциями от управляющего модуля. Распределитель для порошка в виде одной скребковой системы, т.е. где один скребок захватывает порошок, падающий из левого бункера 306 для порошка и правого бункера 307 для порошка, скребок как таковой может изменять конструкцию.
[0074] После того, как на рабочем столе 316 был распределен второй порошковый слой, на рабочий стол 316 могут направлять первый энергетический пучок 351 от первого источника 301 энергетического пучка, вызывая сплавление второго порошкового слоя в третьих выбранных местоположениях в соответствии с указанной моделью для формирования второго поперечного сечения трехмерной детали.
[0075] Сплавленные части второго слоя могут сцепляться со сплавленными частями первого слоя. Сплавленные части первого и второго слоев могут плавить вместе посредством плавки не только порошка в самом верхнем слое, но также повторно плавить по меньшей мере часть толщины слоя прямо под этим самым верхним слоем.
[0076] На рабочий стол 316 могут направлять второй энергетический пучок 352 от второго источника 302 энергетического пучка, вызывая сплавление второго порошкового слоя в четвертых выбранных местоположениях в соответствии с указанной моделью для формирования второго поперечного сечения трехмерной детали, причем третьи и четвертые выбранные местоположения второго порошкового слоя по меньшей мере частично перекрывают друг друга, где по меньшей мере частичное перекрытие третьих и четвертых местоположений 4, 5 смещены в сторону по отношению к по меньшей мере частичному перекрытию первых и вторых местоположений 1, 2, см. фиг. 7. На фиг. 7 показано, что перекрывающаяся зона 6 второго слоя смещена в сторону по отношению к перекрывающейся зоне 3 первого слоя. Смещение может быть таким большим, что перекрывающиеся зоны 3, 6 не перекрывают друг друга. Смещение может находиться в пределах заранее определенного диапазона таким образом, что перекрывающиеся зоны все еще перекрывают друг друга. Длина L перекрывающейся зоны может изменяться от одного слоя к другому.
[0077] Энергетический пучок, который может быть лазерным пучком или электронным пучком, сплавляет не только последний нанесенный порошковый слой, но также по меньшей слой материала под порошковым слоем, что приводит к плавке, содержащей порошковый материал и уже плавленый материал из предыдущего процесса сплавления.
[0078] В соответствии с еще одним примерным вариантом осуществления изобретения ширина 190, 192 перекрывающейся зоны в первом и втором слоях может быть равна. В соответствии с другими вариантами осуществления длина 190, 192 перекрывающейся зоны в первом слое может различаться по сравнению со вторым слоем. В соответствии с еще одним примерным вариантом осуществления указанная длина перекрывающейся зоны выбрана случайным образом между заранее определенными минимальным значением и максимальным значением по меньшей мере для одного слоя.
[0079] В соответствии с еще одним примерным вариантом осуществления изобретения расстояние смещения в сторону для третьих и четвертых по меньшей мере частично перекрывающихся местоположений могут выбирать такой величины, которая приводит к не перекрытию третьих и четвертых по меньшей мере частично перекрывающихся местоположений и по меньшей мере частично перекрывающихся первых и вторых местоположений. Это означает, что для первого слоя перекрывающийся участок расположен в первом положении. Для второго слоя перекрывающийся участок расположен во втором положении, которое не перекрывает первое положение в первом слое. Это может улучшать качество построения трехмерной детали, поскольку для двух смежных слоев указанные перекрытия не обеспечены поверх друг друга.
[0080] IB соответствии с еще одним примерным вариантом осуществления расстояние смещения в сторону для третьих и четвертых по меньшей мере частично перекрывающихся местоположений могут выбирать такой величины, которая приводит к перекрытию третьих и четвертых по меньшей мере частично перекрывающихся местоположений и по меньшей мере частично перекрывающихся первых и вторых местоположений (фиг. 2), где перекрытия двух смежных слоев перекрывают друг друга, но второй слой смещен по отношению к первому слою.
[0081] Расстояние смещения в сторону для третьих и четвертых по меньшей мере частично перекрывающихся местоположений могут выбирать случайным образом в пределах заранее определенного диапазона.
[0082] На фиг. 4 показано изображение вида сверху другого примерного варианта осуществления в соответствии с изобретением перекрывающихся участков. На фиг. 4 используют различные источники энергетического пучка, каждый из которых выполнен с возможностью сплавления заранее определенной области порошкового слоя. Первый энергетический пучок от первого источника энергетического пучка может сплавлять первую область, обозначенную 41. Второй энергетический пучок от второго источника энергетического пучка может сплавлять вторую область, обозначенную 42. Третий энергетический пучок от третьего источника энергетического пучка может сплавлять третью область, обозначенную 43. Четвертый энергетический пучок от четвертого источника энергетического пучка может сплавлять четвертую область, обозначенную 44.
[0083] Первая область 41 и вторая область 42 могут перекрывать друг друга в первой перекрывающейся области, обозначенной 45. Первая область 41 и третья область 43 могут перекрывать друг друга в третьей перекрывающейся области, обозначенной 47. Третья область 43 и четвертая область 44 могут перекрывать друг друга во второй перекрывающейся области, обозначенной 46. Четвертая область 44 и вторая область 42 могут перекрывать друг друга в четвертой перекрывающейся области, обозначенной 48. Первая, вторая, третья и четвертая области перекрывают друг друга в пятой перекрывающейся области, обозначенной 49. Например, первая перекрывающаяся область 45 задает пределы для первого и второго пучков, т.н. самая левая сплошная линия первой перекрывающейся области 45 задает самое левое положение второго энергетического пучка, а самая правая сплошная линия первой перекрывающейся области задает самое правое положение первого энергетического пучка. Внутри первой перекрывающейся области может быть задана и расположена фактическая перекрывающаяся зона. То же самое с необходимыми поправками применяют ко второй, третьей, четвертой и пятой перекрывающимся областям 46, 47, 48 и 49.
[0084] В первом слое в первом положении внутри перекрывающейся области 45 может быть расположена перекрывающаяся зона 140 первой области 41 и второй области 42. Во втором слое во втором положении внутри перекрывающейся области 45 может быть расположена перекрывающаяся зона 140 первой области 41 и второй области 42. Первое и второе положения могут частично перекрывать друг друга, полностью перекрывать друг друга и не перекрывать друг друга. Первое и второе положения указанной перекрывающейся зоны могут быть выбраны случайным образом для каждого слоя и каждой перекрывающейся области. Длины перекрывающейся зоны 140, 150, 160, 170 могут быть различными для различных перекрывающихся участков в одинаковом слое и могут быть различными для одинакового перекрывающегося участка для различных слоев.
[0085] В соответствии с еще одним примерным вариантом осуществления предложено устройство для формирования трехмерной детали с помощью последовательного сплавления частей сформированного порошкового слоя, при этом указанные части соответствуют последовательным поперечным сечениям указанной трехмерной детали. Указанное устройство содержит первый источник энергетического пучка, выполненный с возможностью сплавления первого порошкового слоя в первых выбранных местоположениях в соответствии с моделью для формирования первого поперечного сечения трехмерной детали. Указанное устройство содержит второй источник энергетического пучка, выполненный с возможностью сплавления первого порошкового слоя во вторых выбранных местоположениях в соответствии с указанной моделью для формирования первого поперечного сечения трехмерной детали. Устройство дополнительно содержит управляющий модуль, выполненный с возможностью управления первым и вторым источниками энергетического пучка таким образом, что первые и вторые местоположения первого порошкового слоя по меньшей мере частично перекрывают друг друга.
[0086] Следует понимать, что изобретение не ограничено вышеописанными вариантами осуществления, и в пределах объема нижеследующей формулы изобретения возможны многие модификации. Такие модификации, например, могут включать использование различного источника энергетического пучка, чем приведенный в примере электронный пучок, такой как лазерный пучок. В соответствии с альтернативным или другим вариантом осуществления могут использовать материалы, отличные от металлического порошка, такие как неограничивающие примеры порошка из полимеров или порошка из керамики.
Способ и устройство для изготовления трехмерных объектов
Способ и устройство для создания трехмерных объектов
Способ изготовления трехмерного тела
Способ и устройство для увеличения разрешающей способности в аддитивно выполненных трехмерных изделиях
Способ и устройство для генерирования электронных пучков
Система нанесения порошка
Способ и устройство для изготовления трехмерных объектов
Способ и устройство для создания трехмерных объектов
Способ изготовления трехмерного тела
Способ и устройство для увеличения разрешающей способности в аддитивно выполненных трехмерных изделиях
Способ и устройство для генерирования электронных пучков

